 kelvinA
kelvinA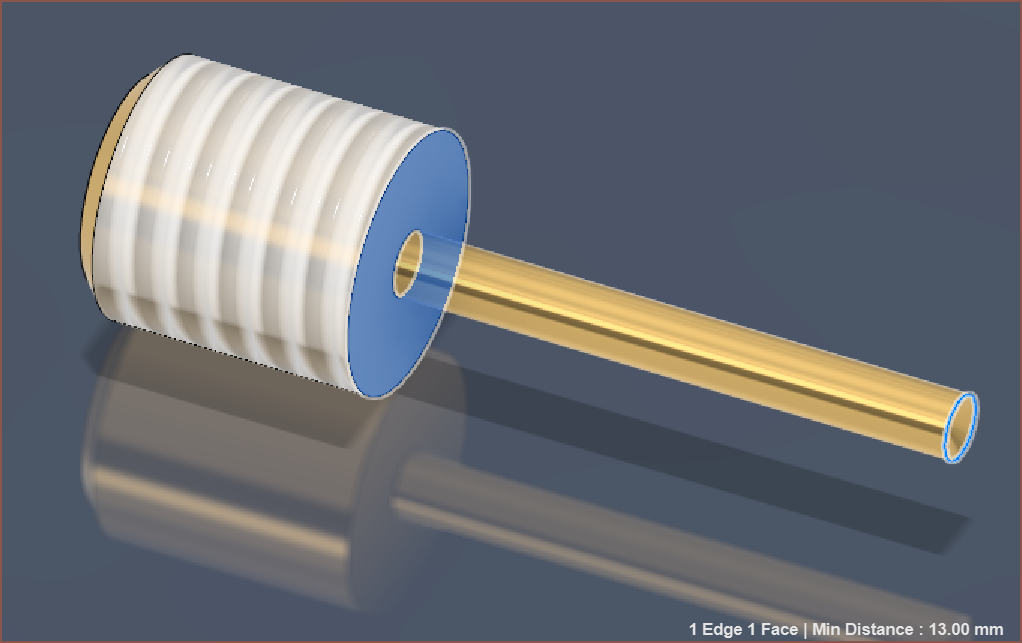
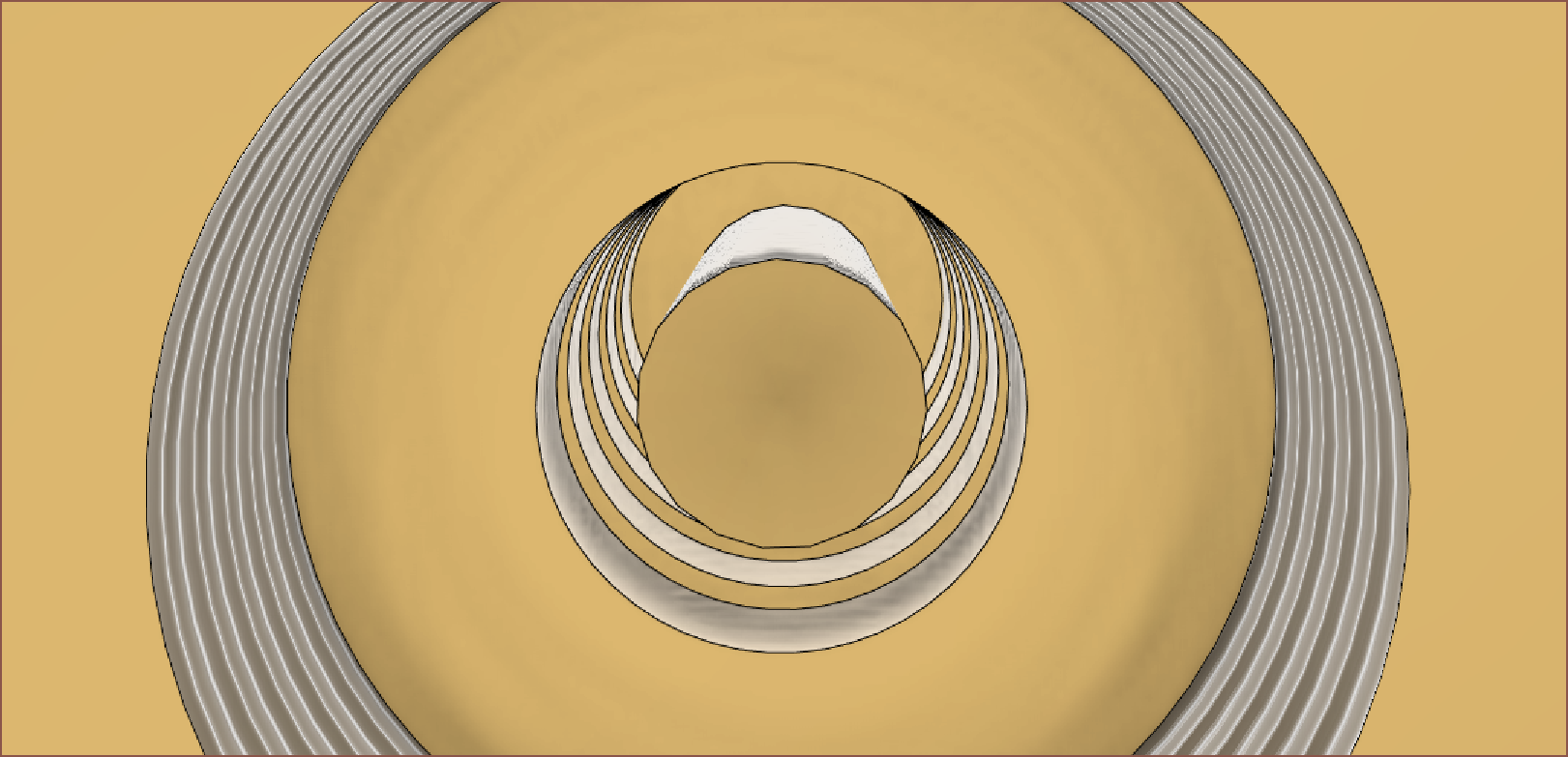
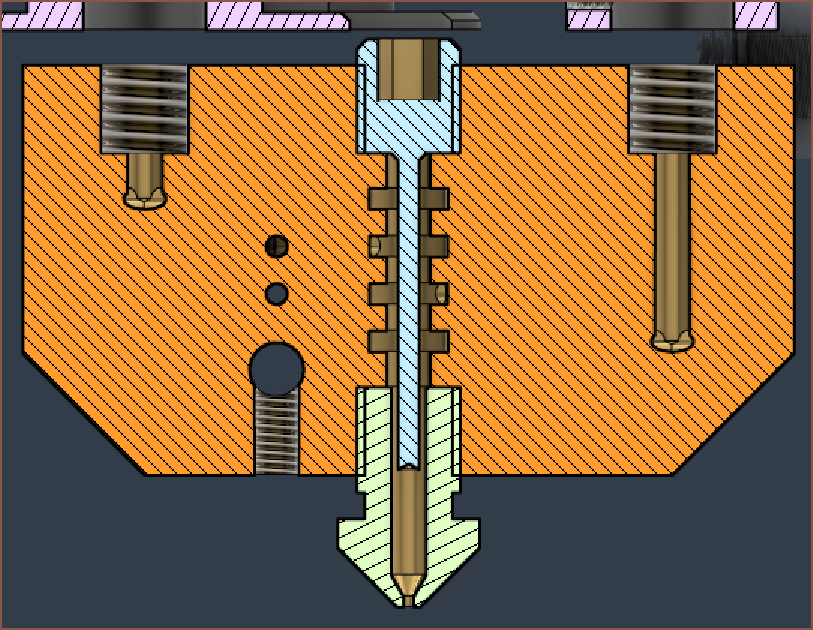
Since I'm planning to just see if the main feature, FDM WMYC printing, actually works (because science is about peer reviewing work and making sure it's actually reproducable), I'm planning to block off the 5th input with a grub screw. However, that relatively large internal volume is somewhat concerning since it could make it harder to coat the extrusion evenly, increase transition length or even make oozing an issue.
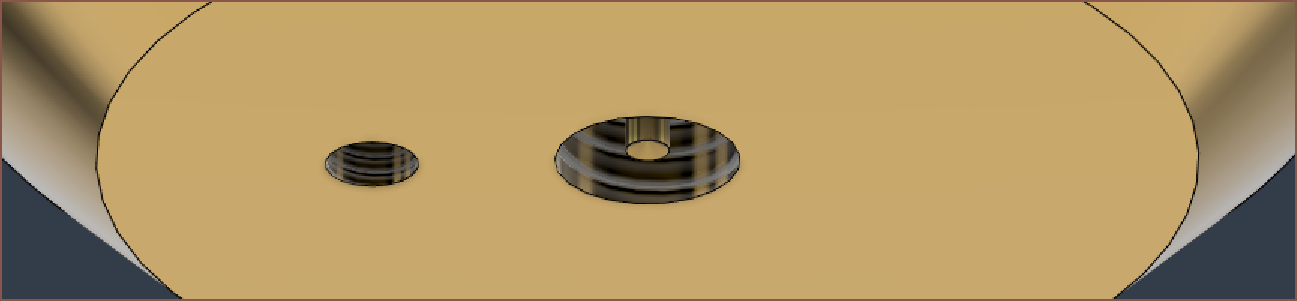
I've just had this idea to take a 20mm brass grub screw and use a metal lathe to remove excess material to create the insert seen above. The small diameter is 1.5mm. This allows the geometry below:
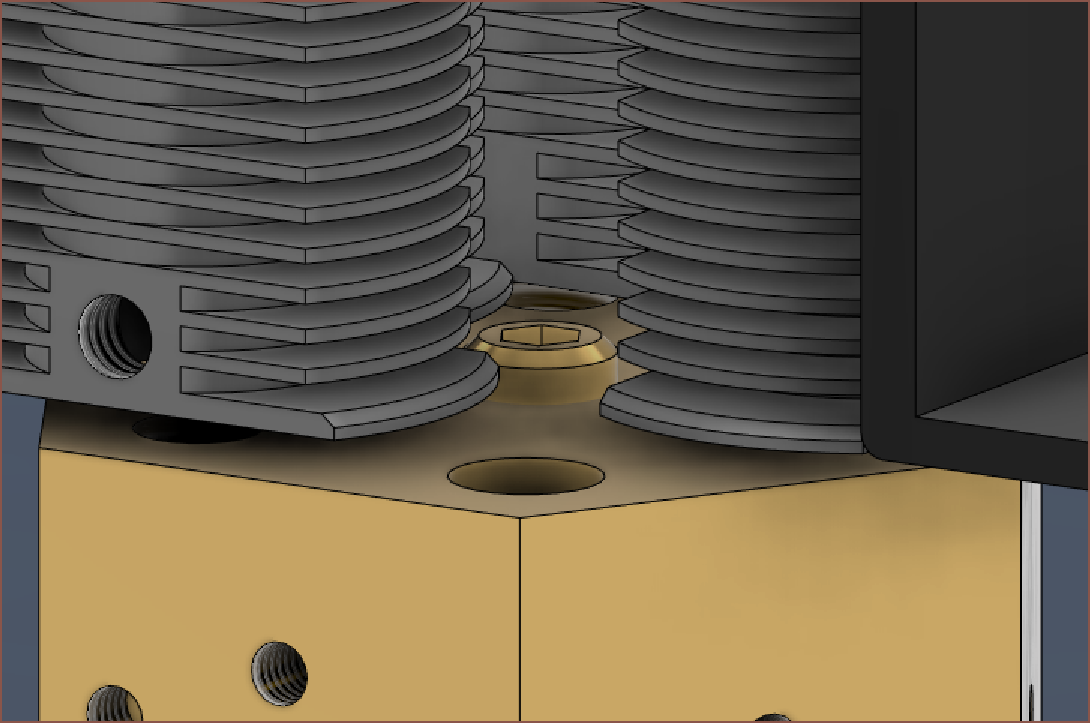
This solution also means that I circumvent the potential manufacturing issue I mentioned in the first log. This internal bore now could be as large as required to manufacture the internal grooves.
I doubt it'll be needed, but it would be possible to introduce a small chamfer to reduce the chance of the part breaking:
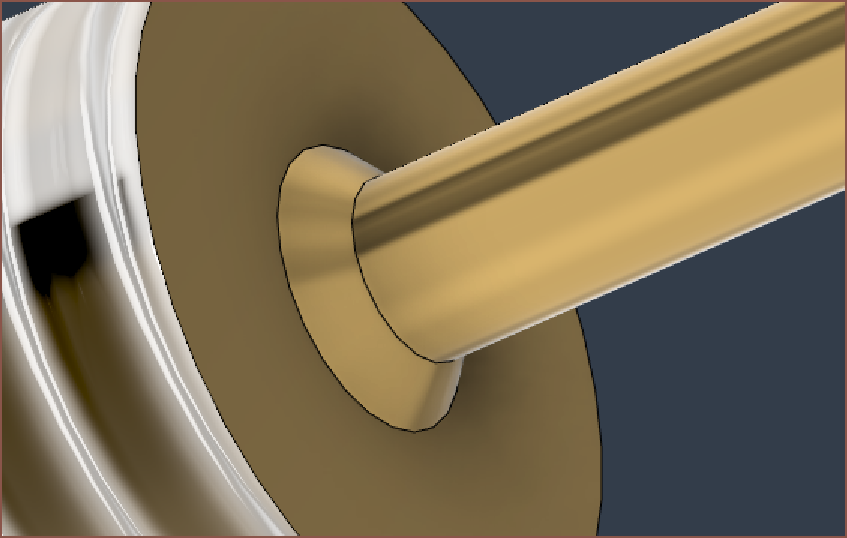
It might be beneficial to choose a shaft diameter that is the same as a tube commerically available, so that the 2 situations are near identical. The best one I've found so far is a 1.2OD, 0.6mm ID tube:
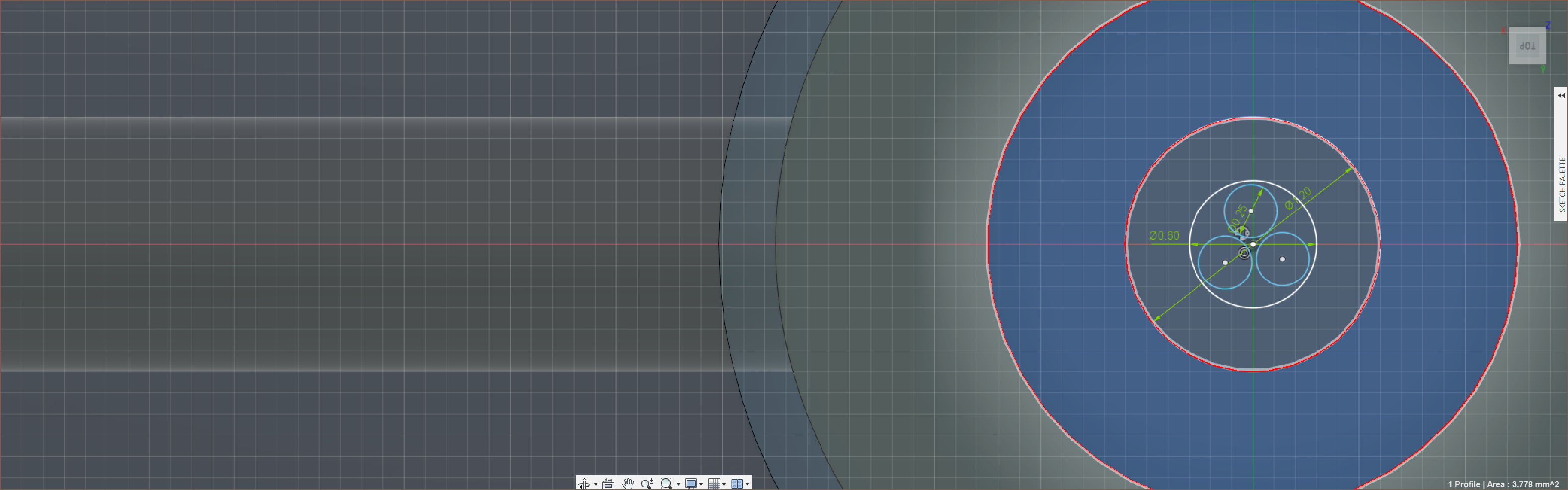
This seems to be a good balance between an internal diameter for wire/thread, and a non-constrictive CSA for the molten material. It likely would also make a good seal when used with OD 3 x ID 1mm PTFE tubing. Actually, now that I think about it, while the internal diameter of the shaft is 2.5mm, for nozzles it's only 2mm, so 1.5mm brass tubing would be cutting it quite close if I were to go right up to the nozzle.
Having the internal grub would also increase thermal conductivity just like all the CHC nozzles that now exist.
Anyway, there's many different tube options here, and considering that AMTEx probably only makes sense to use at track widths over 1mm and I rarely would need to print something sufficiently large on the small 300x300 bed, I'll opt to optimise for ease of use, material transition times and thread/wire control. Thus, a OD 1.5 x ID 0.5mm tube / grub insert that ends just before the nozzle is the path I'll take, with the expectation of using 0.2mm wire and 0.2-0.25mm continuous thread.
Now I'll get back to reloading PCBWay every hour, impatiently waiting for this next generation heatblock.

Discussions
Become a Hackaday.io Member
Create an account to leave a comment. Already have an account? Log In.