 kelvinA
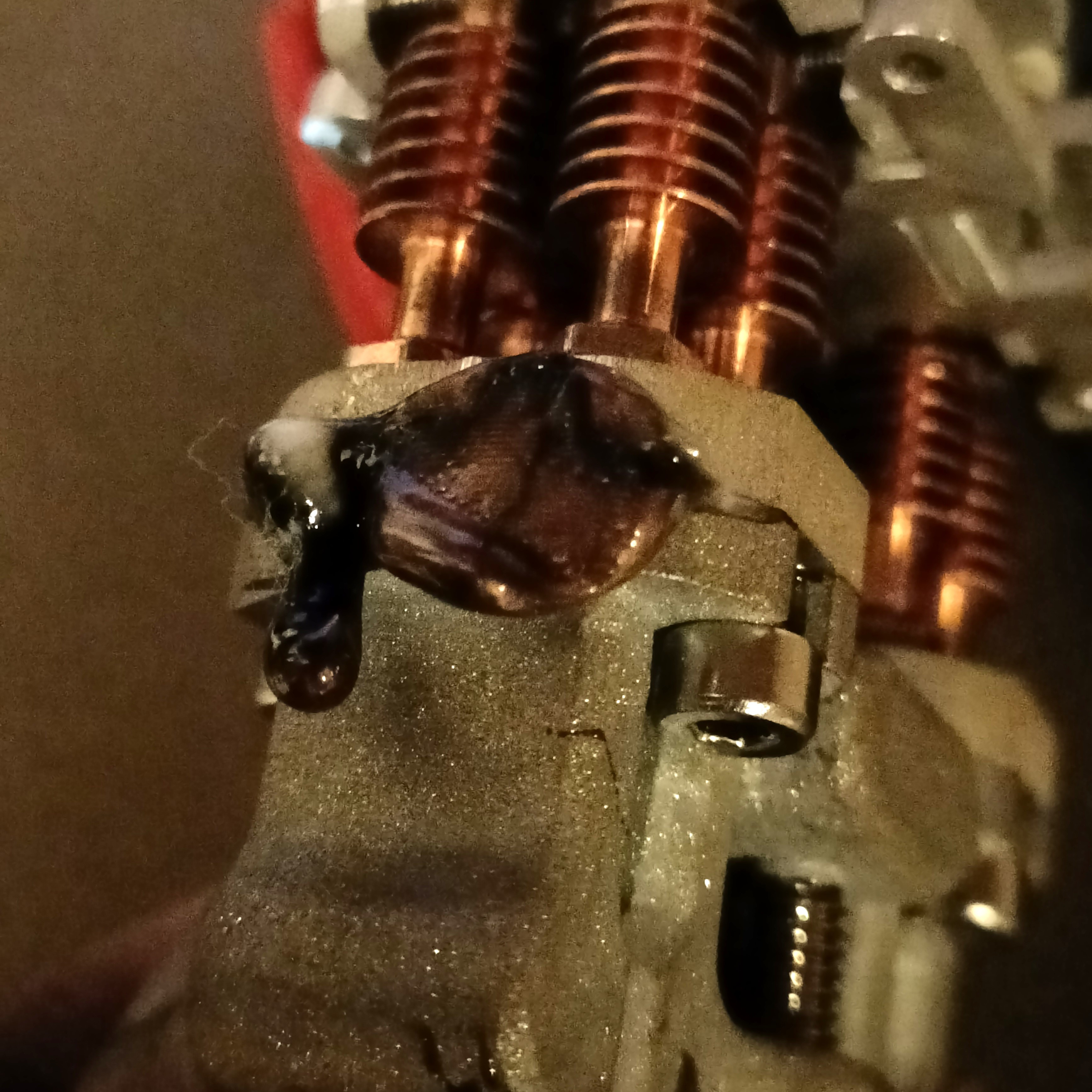
kelvinAI now know that aluminium is unquestionably not suitable for the clamp plate. Why? Well, I tightened Ch6, the black channel, and 3 metres worth of test prints later, I had this superblob from Ch7, the copper channel:
 Next month, I'll try and get them cut and tapped out of stainless steel. I can't find sheets, but I can find 5mm bar that should work for these 20mm wide mini-plates:
Next month, I'll try and get them cut and tapped out of stainless steel. I can't find sheets, but I can find 5mm bar that should work for these 20mm wide mini-plates: In the meantime, I've tightened the leaking channels just enough to feel resistance, trying not to tighten them such that the plate bends up. I then proceeded to print a combination of Ch1-4 for 1 metre to try and see what channels are leaking, and it doesn't seem like the max flow rate increases. This isn't much of an issue for the CR600S as 17mm3/s limited speeds paired with recently-calibrated 3600mm/s2 acceleration prints nice and snappy.
In the meantime, I've tightened the leaking channels just enough to feel resistance, trying not to tighten them such that the plate bends up. I then proceeded to print a combination of Ch1-4 for 1 metre to try and see what channels are leaking, and it doesn't seem like the max flow rate increases. This isn't much of an issue for the CR600S as 17mm3/s limited speeds paired with recently-calibrated 3600mm/s2 acceleration prints nice and snappy. 
I still need to calibrate M592, since my walls at this speed are 0.48 when they should be 0.68mm. Part of the 30% loss of filament could be attributed to leaks but it's unlikely.
I'd also like to mention that Ch3 clogged when I tried 36mm3/s feedrate, but unblocking was as simple as removing the part cooling fan, allowing 20 seconds for the heatbreak to heat up in the time it took me to send the command to extrude through the channel at 1mm/s. This provides additional evidence that a heater-controlled "valve" will prevent accidental backflow of unloaded channels. It should also mitigate clogs caused by heat creep in unused channels. For consumer-level reliability, it should be paired with a filament sensor so that the valve can only be turned on if the channel is both used and loaded.
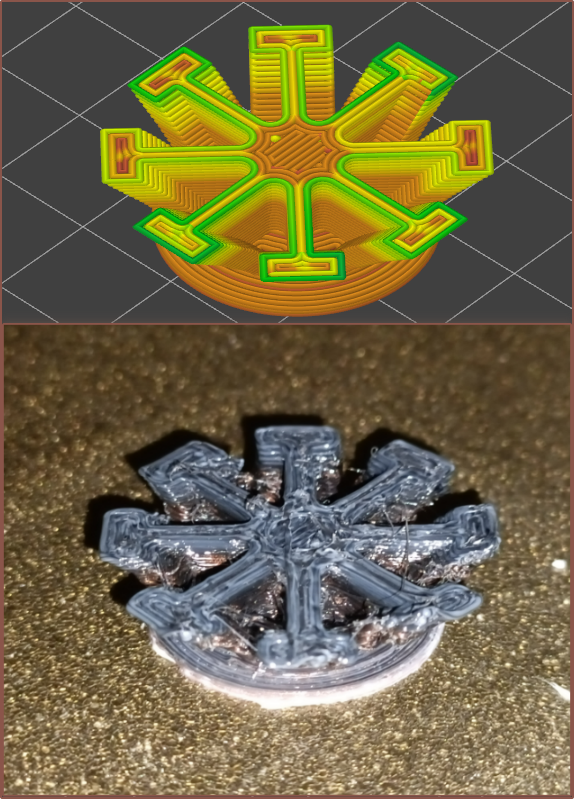
Moving on, I wanted to see what my cooling performance was before I tried to redesign the front cover of the coaxial hotend. I set a print for a 1 : 1 mix of White : Black, but accidentally did Black : Copper. In any case, I stopped the print when it was obvious that cooling was inadequate. The only 45-degree overhang that came out good was the one directly in line with the cooling duct:
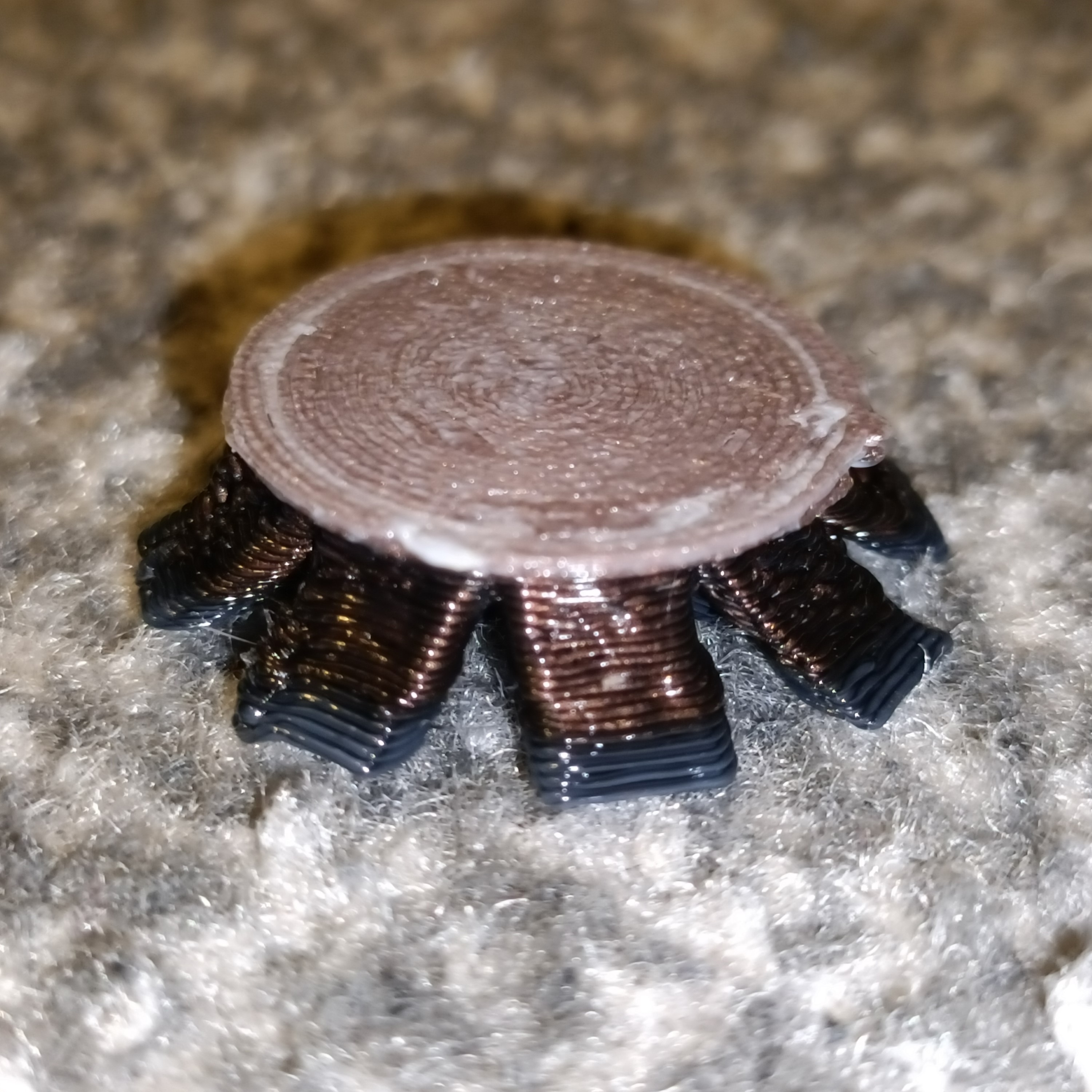
[Dec 30] I just remembered that I printed a temperature tower months ago, and considering the bridging difference between 236C and 218/224C, it's probably not helping that I was running this overhang test at 242C throughout. I'll just use 242C for bed adhesion and 224C for subsequent layers.
Discussions
Become a Hackaday.io Member
Create an account to leave a comment. Already have an account? Log In.