 zakqwy
zakqwyOkay, a good bit to catch up on here! First, some early results, featuring a 0.5 mm pitch DFN-packaged 74HC595 left over from #blinktronicator builds oh so long ago:

X/Y/Z axes are working! Everything is working, with a big caveat that I'm not quite getting the result quality I'd like. Of course, I'd really like 150 micron (6 mil) spaces and traces, but that seems to be right about the limit of the technique. I picked up a cheap USB microscope and got some images of carved trenches with 0.3 mm stepover:


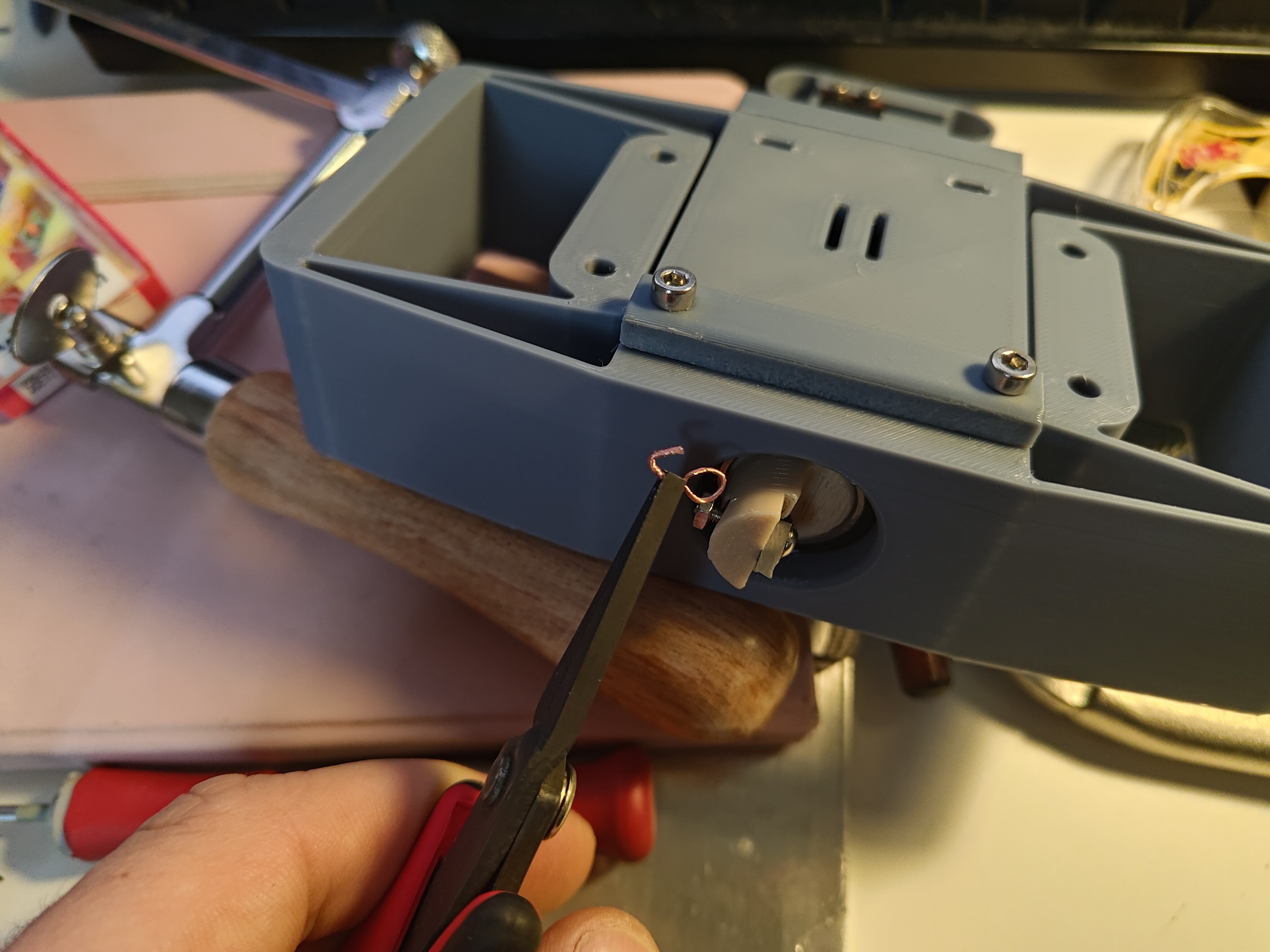
Many interesting things to note from test 16! First, specs: 20 passes, 0.3 mm spacing, 10 mm long strokes, a thinner 1.2 mm Z-axis flexure, and 1.5 turns of the pressure knob after touching off the material. I started doing this by checking continuity between the cutting tool and the PCB which works well, but is a bit awkward; a loop of wire attached to the tool helps a lot, as it provides a place for one multimeter lead to rest:
Second, the entrances and exits are dramatically different; you can see how the cutter digs its way down to the right depth, leaving a bit of unusable area at the front of the trace, then stops clean. Note that these photos are after a quick 320-grit deburr, so the curly chips are absent. Before sanding the cuts look something like this:

That was from a slightly lower pressure run, probably 1.0 or 1.25 turns past touching. Note how much the copper smears down the trench! In one case it completely bridges the gap, but even in the others it looks like there may be some hairs crossing from one side to the other. I think that means, at least for this setup (cutter, flexure, etc), 150 um trenches might be a reasonable minimum.
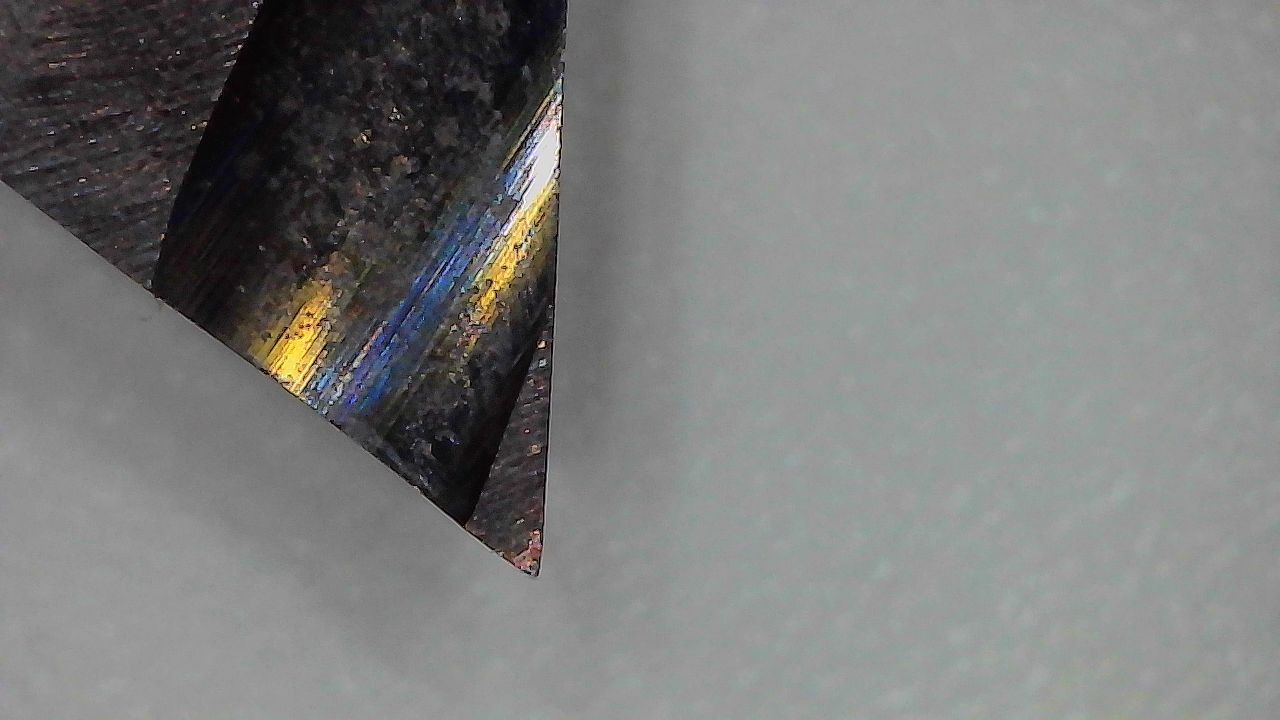
The tool looks okay under magnification, maybe a bit rounded at the very tip, but still pretty sharp:
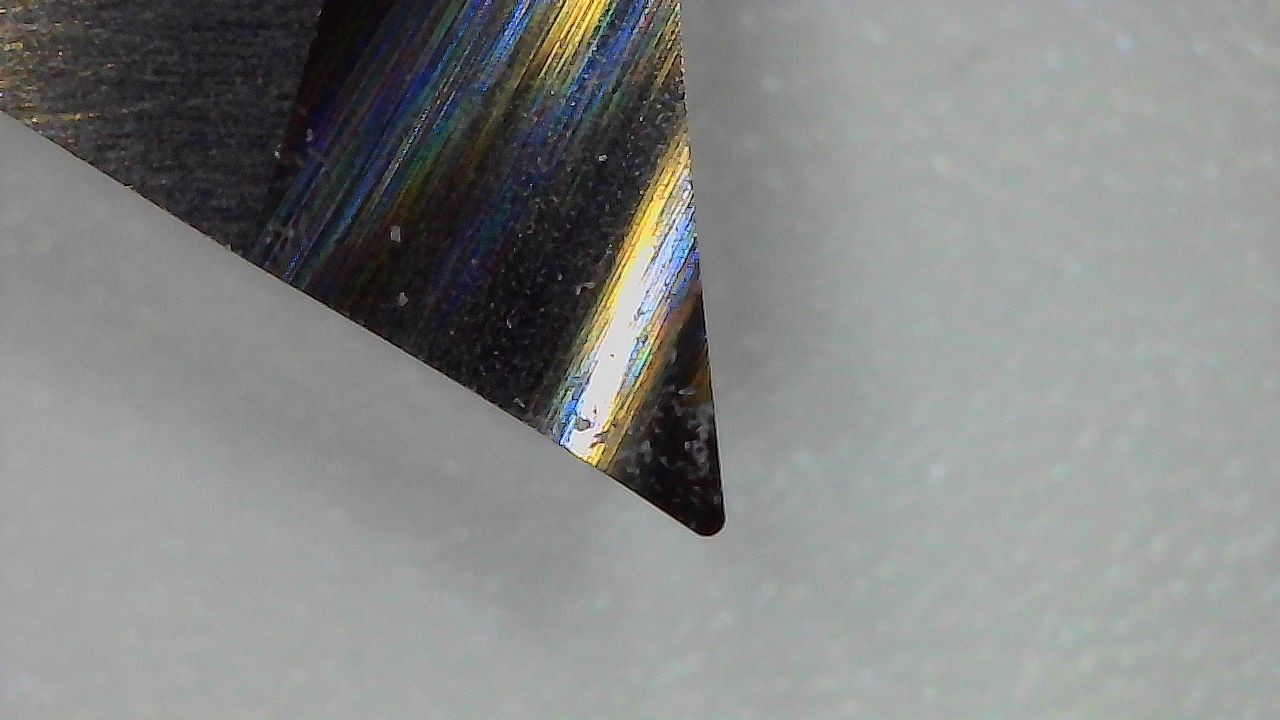
For comparison's sake, an unsharpened tool shows off its 0.1 mm tip radius:
Here is the old 1.6 mm Z-axis flexure next to the new 1.2 mm version:

Other things too: fitting the travel case; generating test patterns using a Python library called drawsvg; Big Wheel Mode to gear down one axes by 4.25 times (since that fit my growing but still sparse belt collection); tests 1-15, some of which looked quite bad; lots of videos of the machine carving FR4; breaking and re-printing a number of parts; and a few new tools, like a diamond scribe and a not great jeweler's saw. But for now, a break.
Discussions
Become a Hackaday.io Member
Create an account to leave a comment. Already have an account? Log In.