 Prashant Sinha
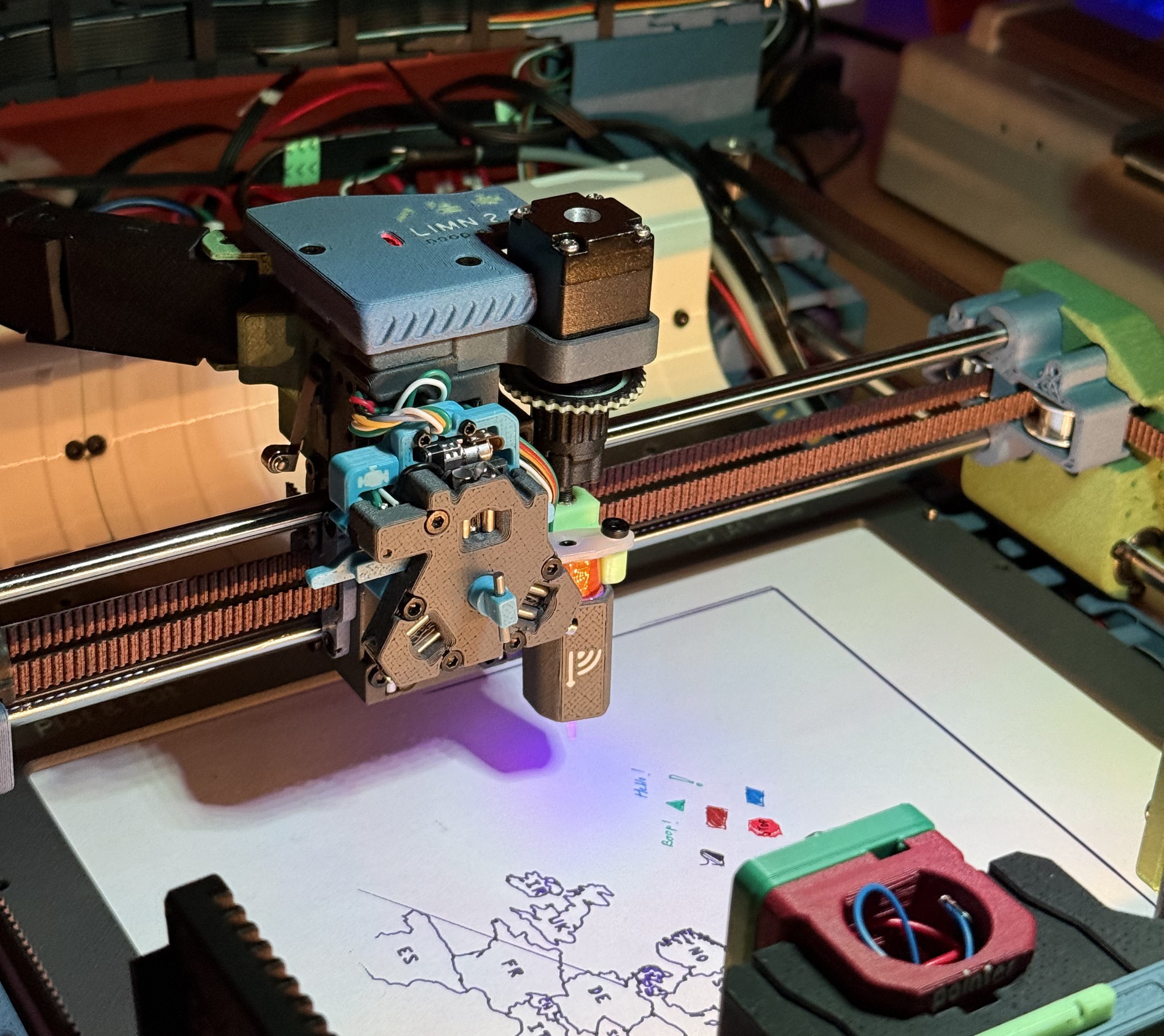
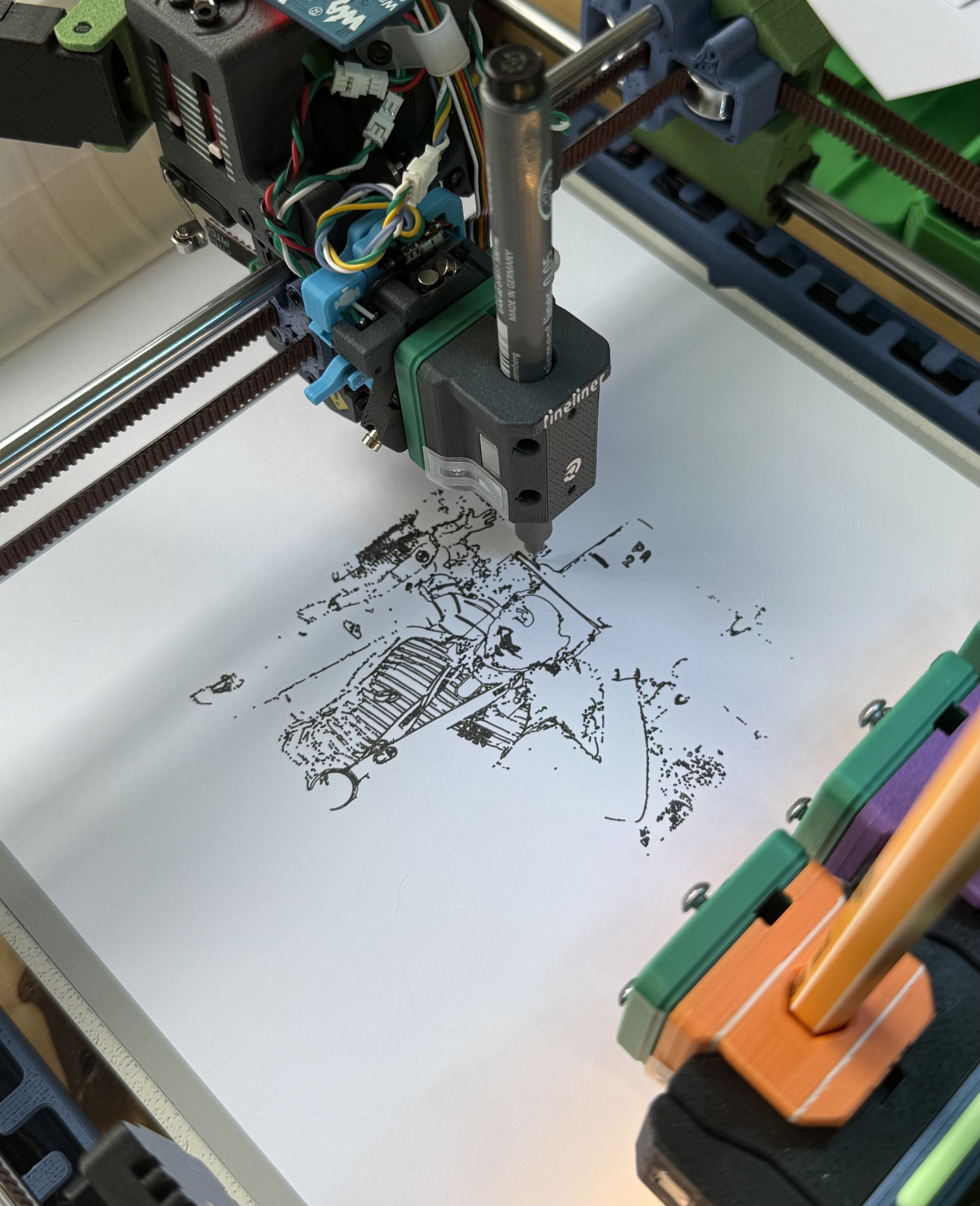
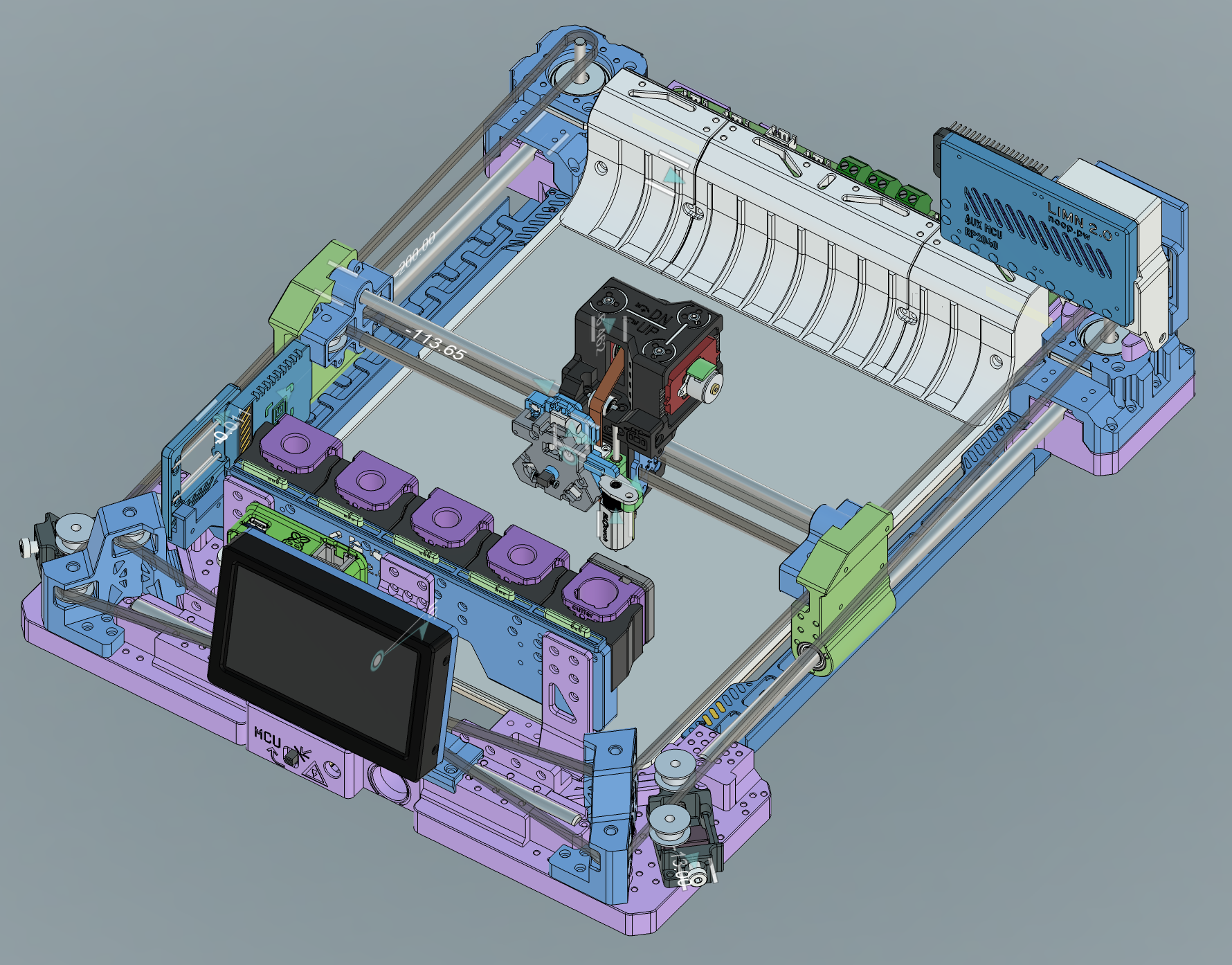
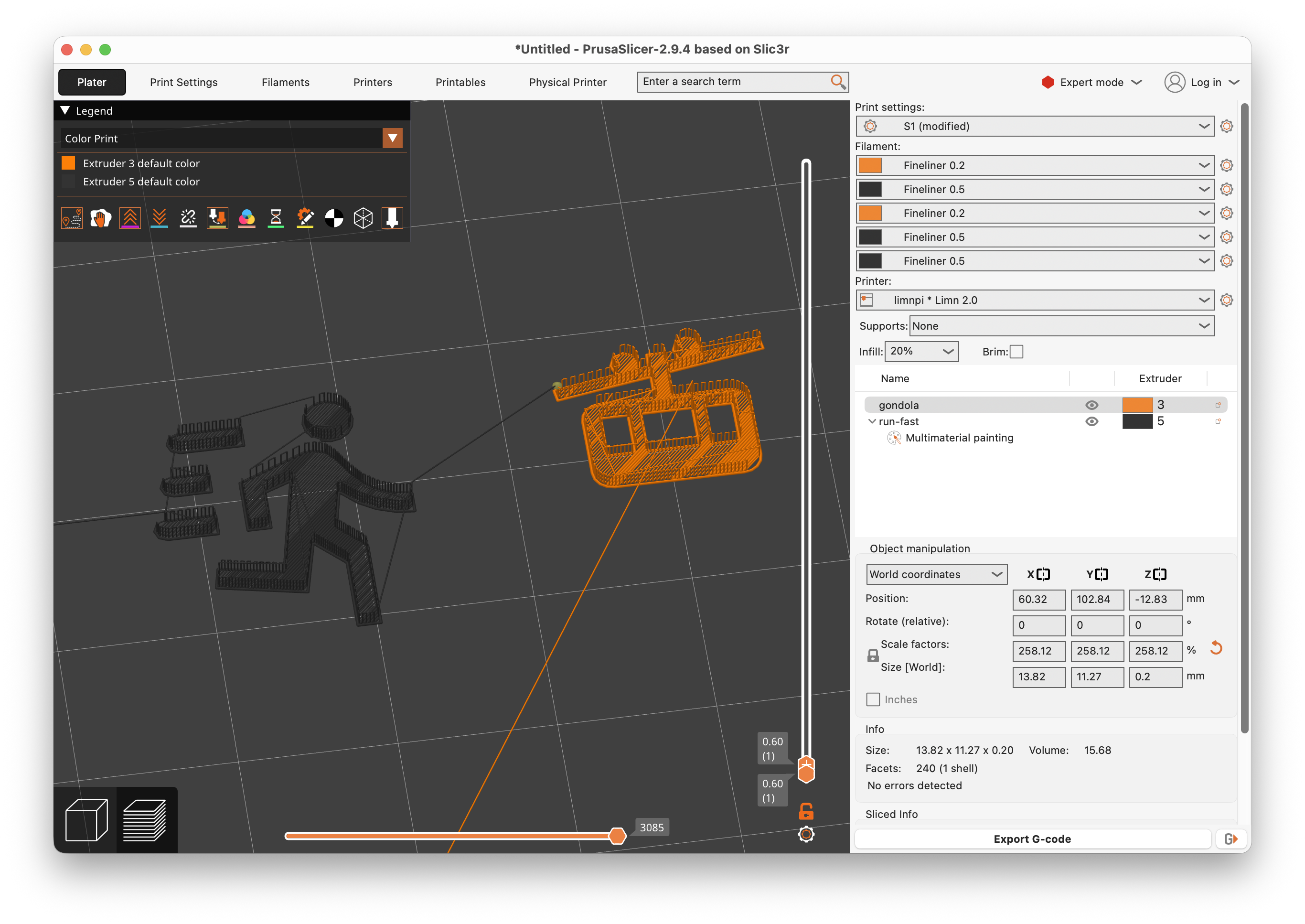
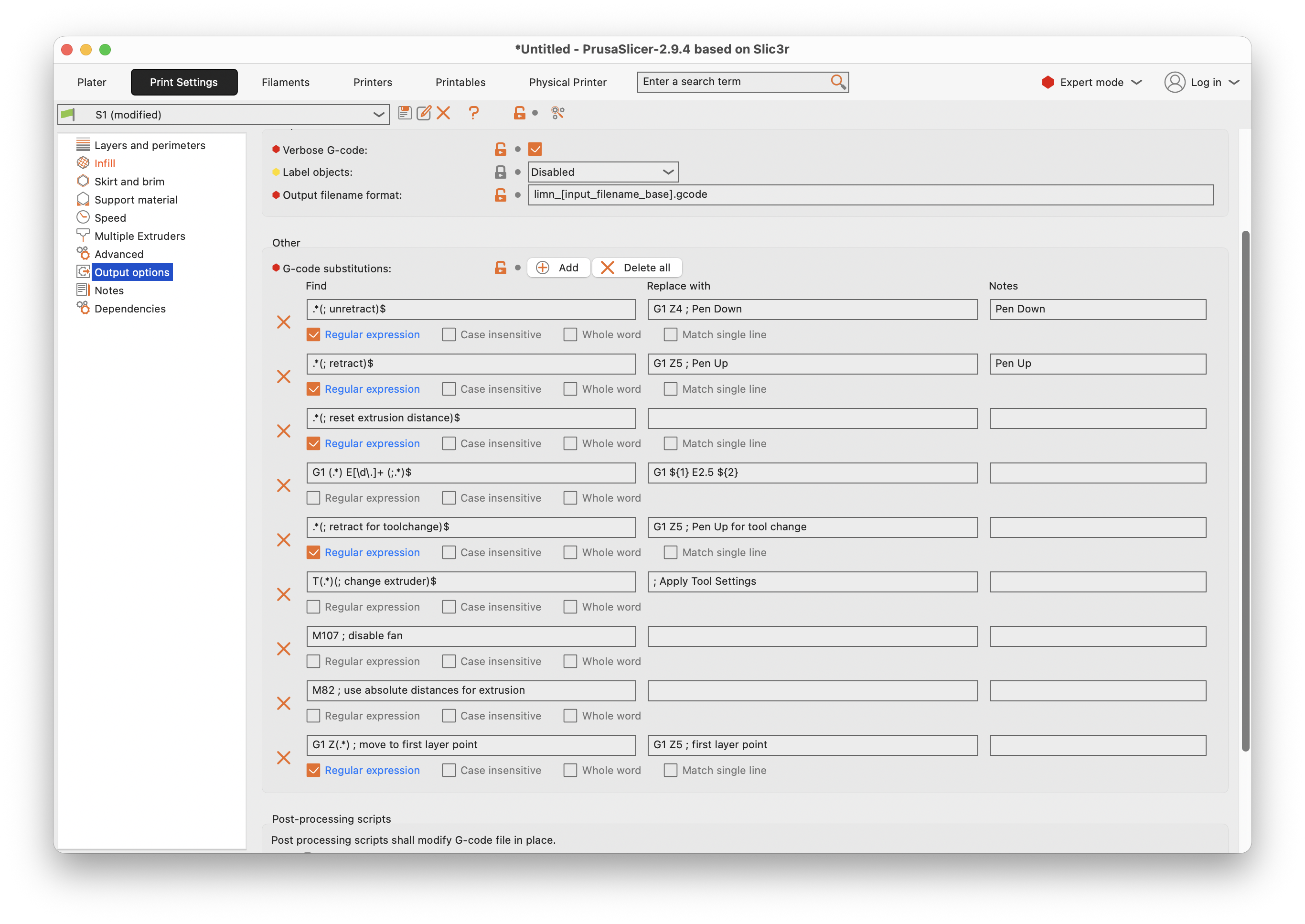
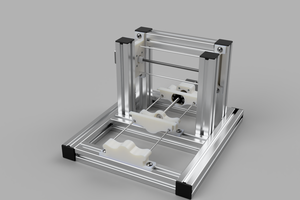
Prashant SinhaLimn is a Pen Plotter with an E3D style toolchanger. I built it using parts reclaimed from an old 3D printer, some new hardware parts, and 3D printed parts. It runs using Klipper and PrusaSlicer, similar to a regular printer.
Some key parts can be obtained from old 3D printers:
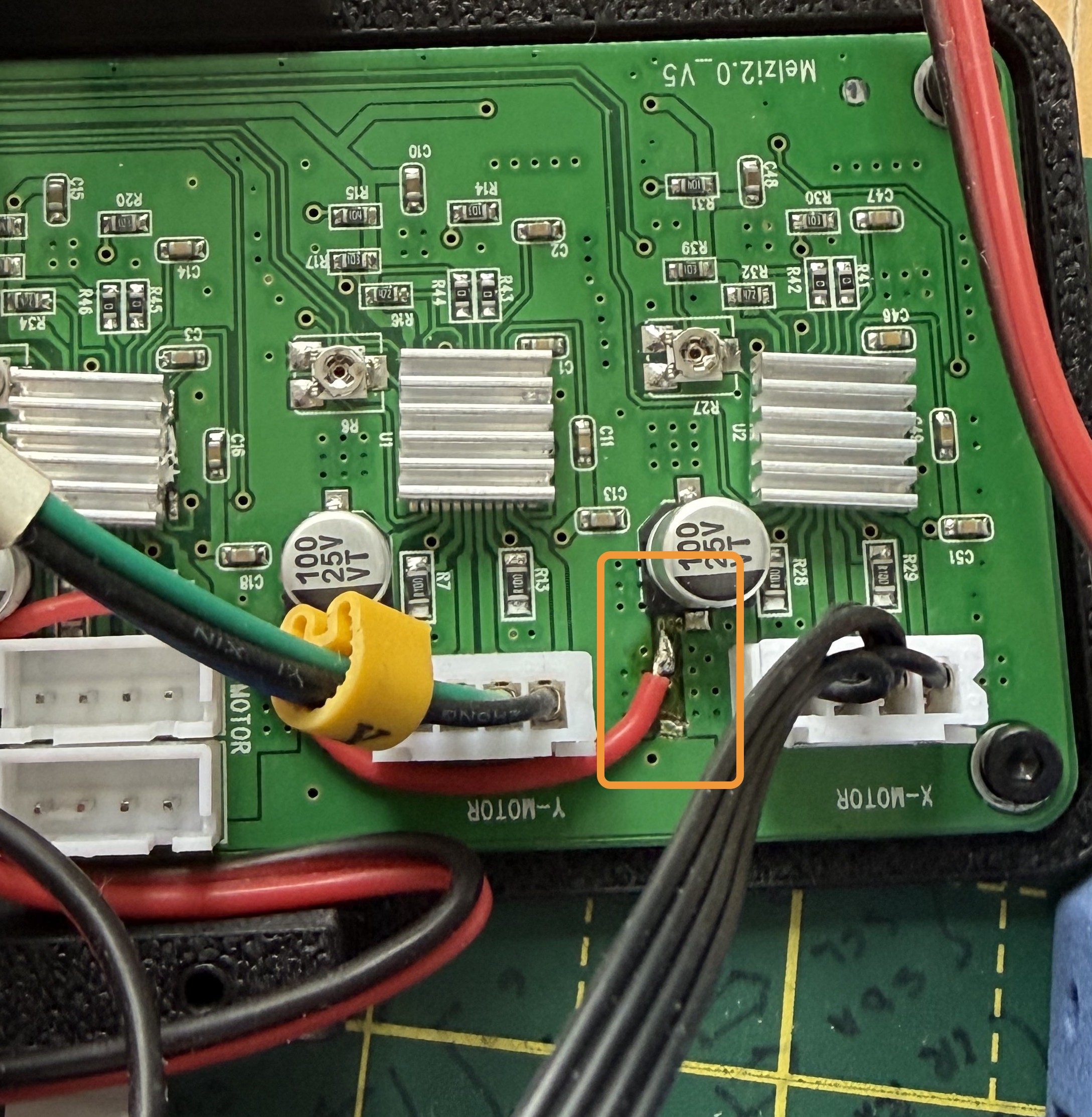
- Control Board (Melzi V2, modified to have 5V stepper voltage on two axes)
- 2x NEMA 17 Stepper Motors
- 8mm rods for the edges (Size can be variable, but need 2x of same length for X axis)
- 2x 6mm rods for the Y axis
- 6 & 8 mm linear bearings
- Idler pulleys
Apart from this plenty of screws, bearings, and belts are needed.
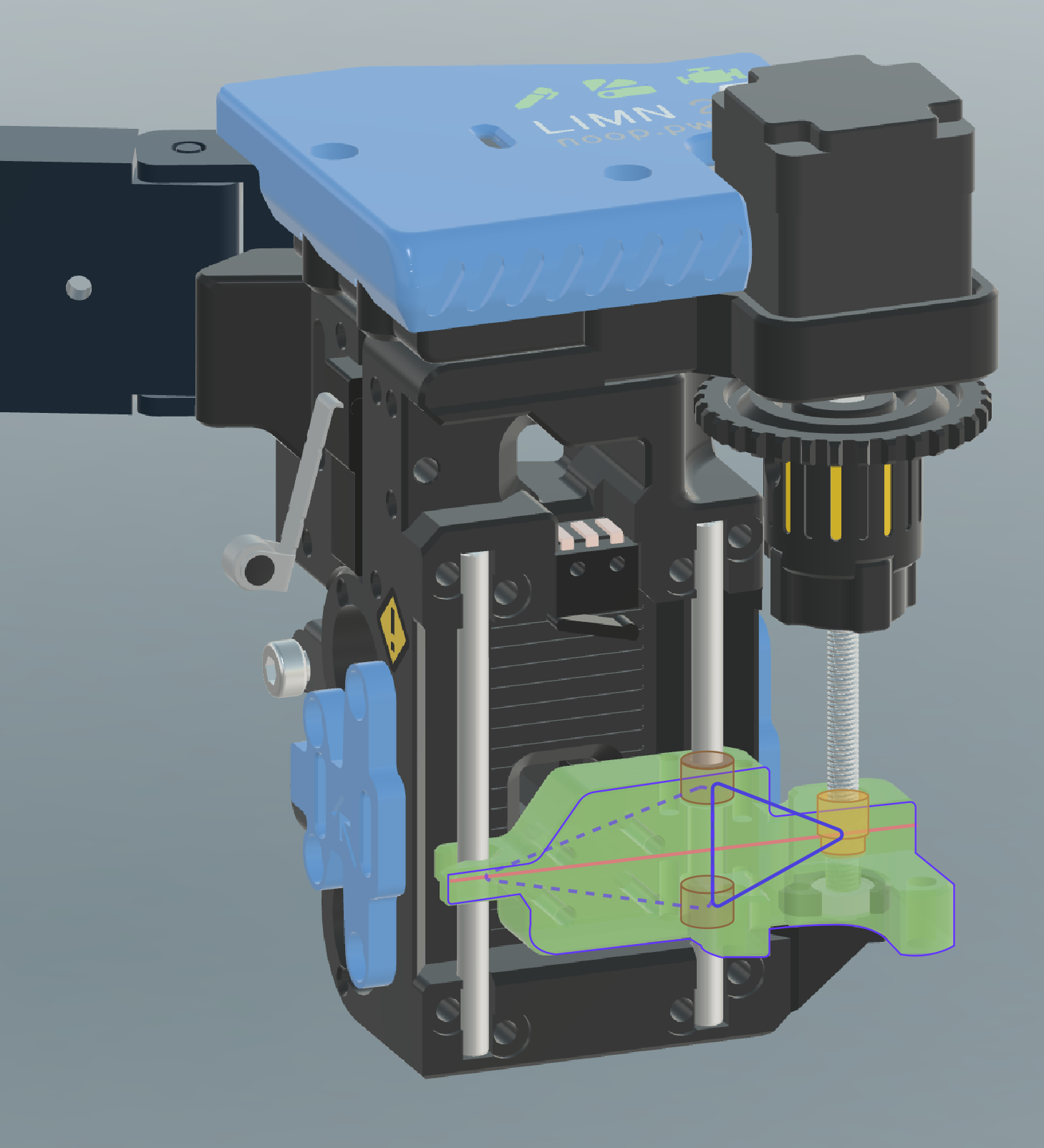
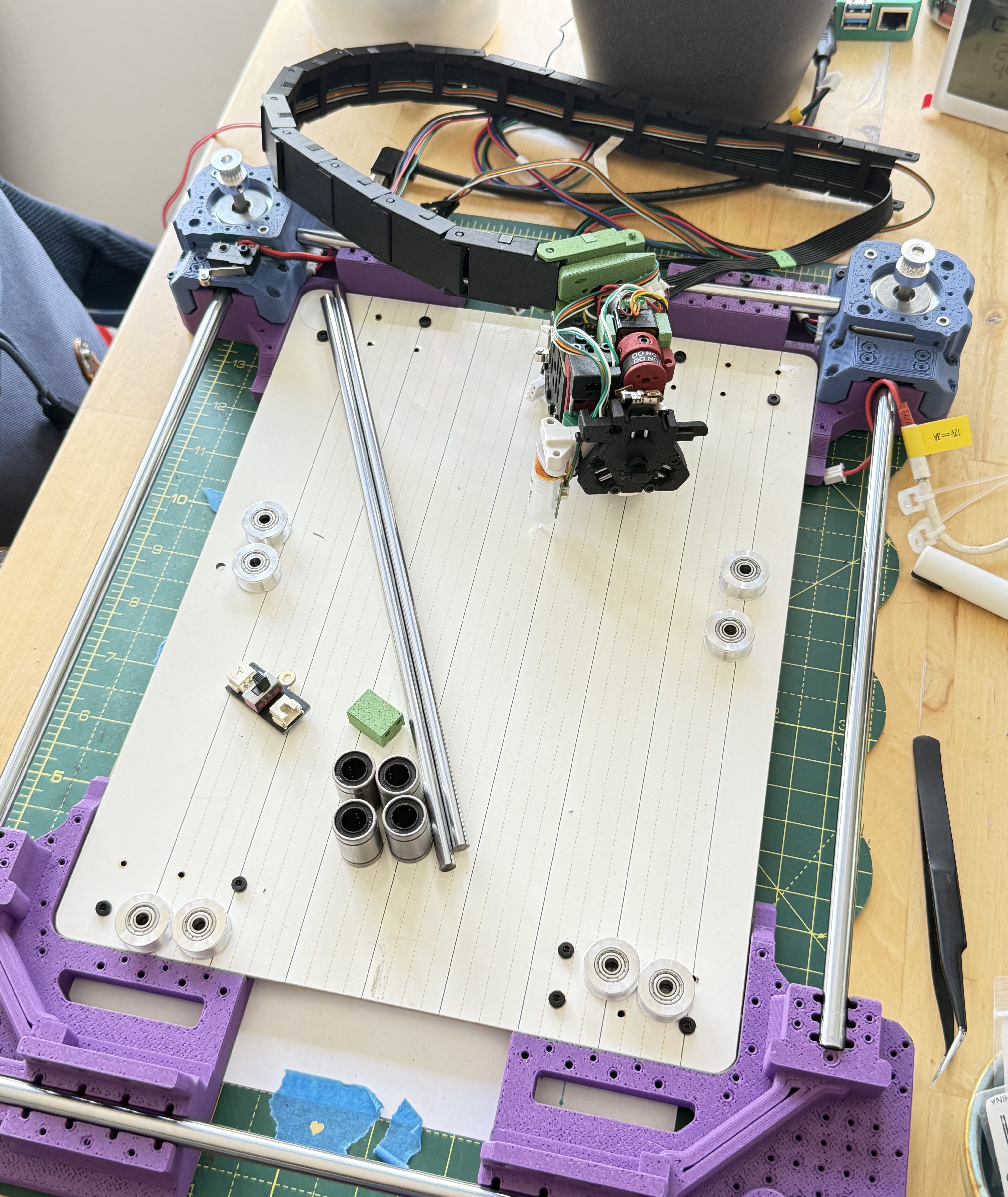
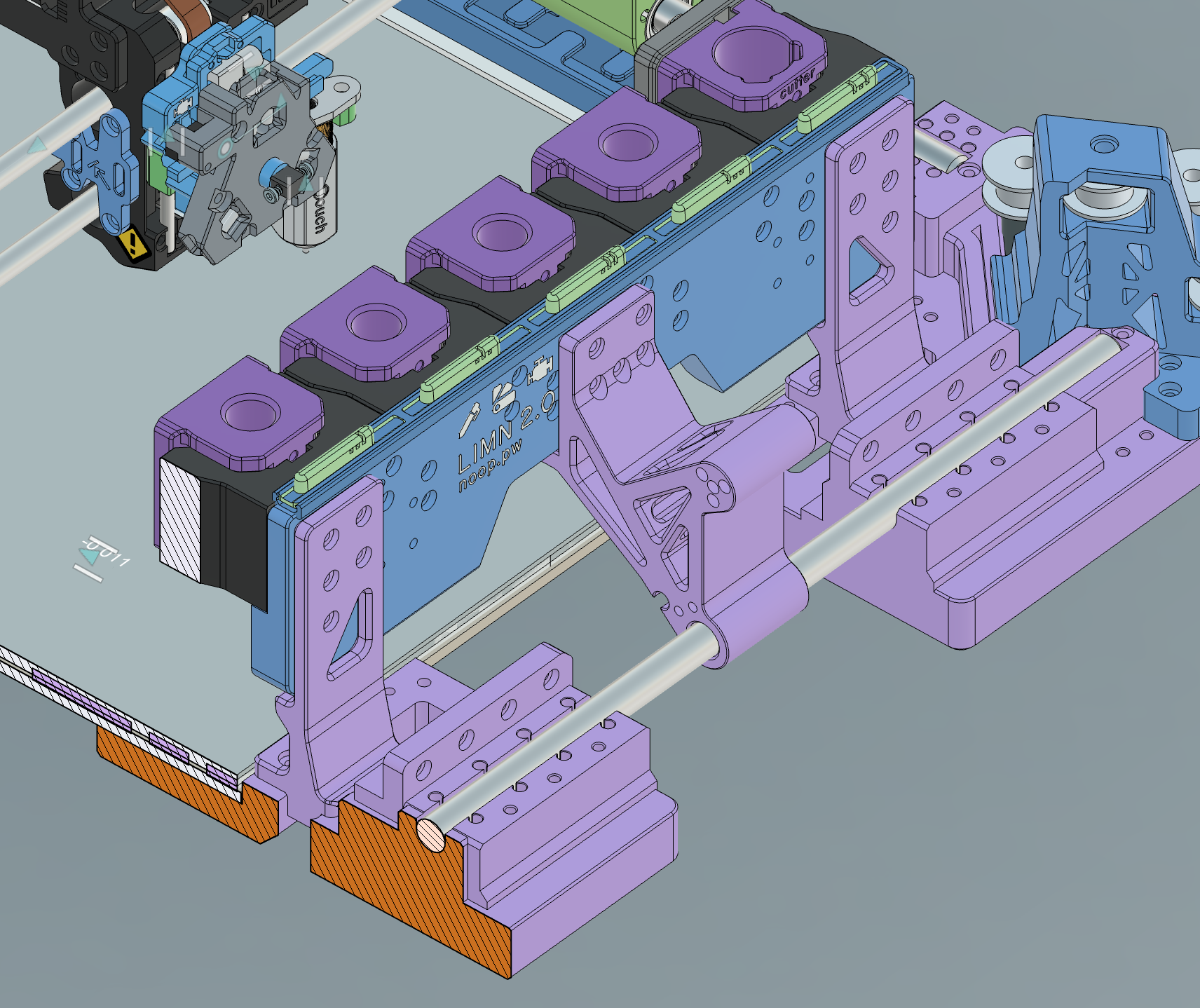
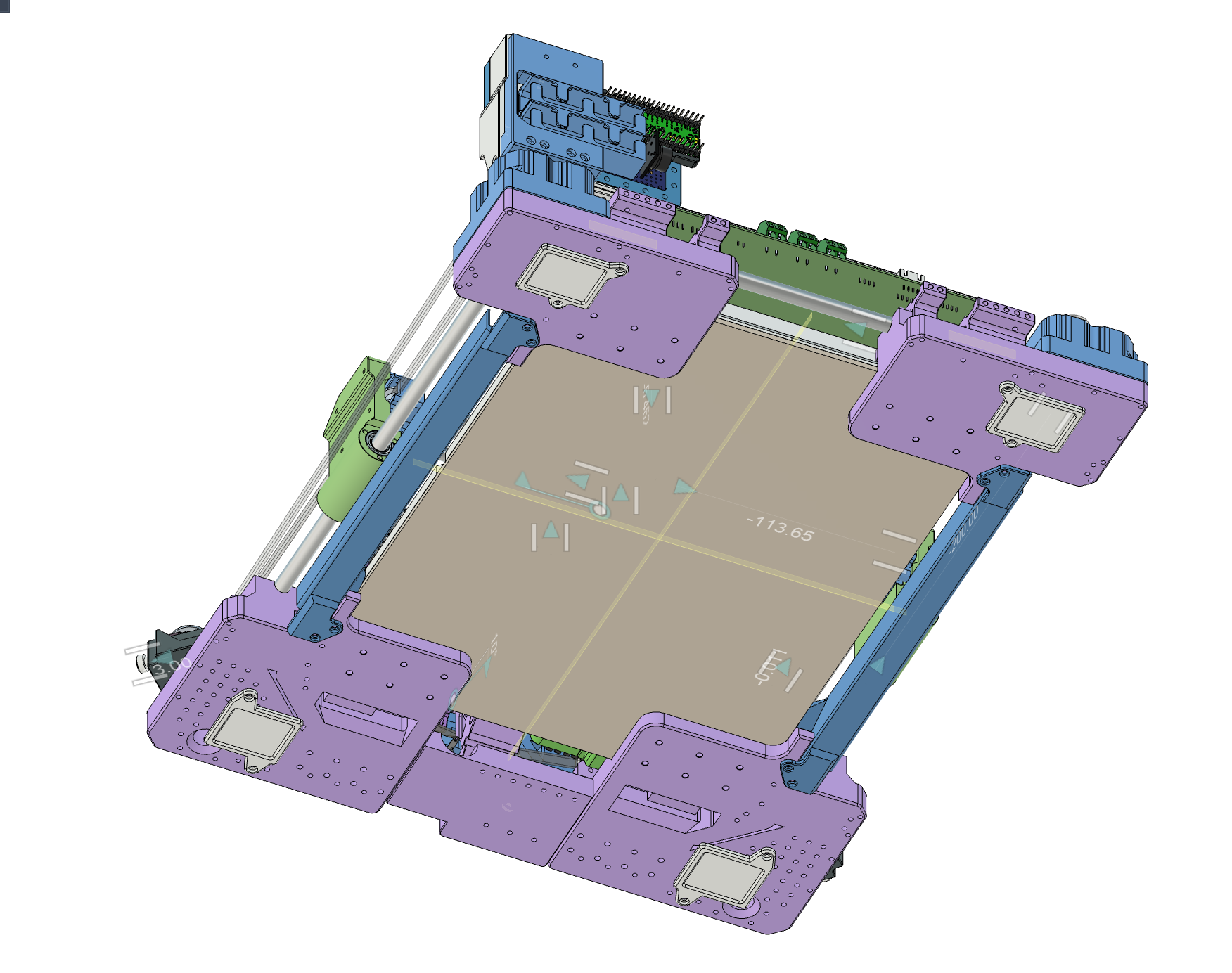
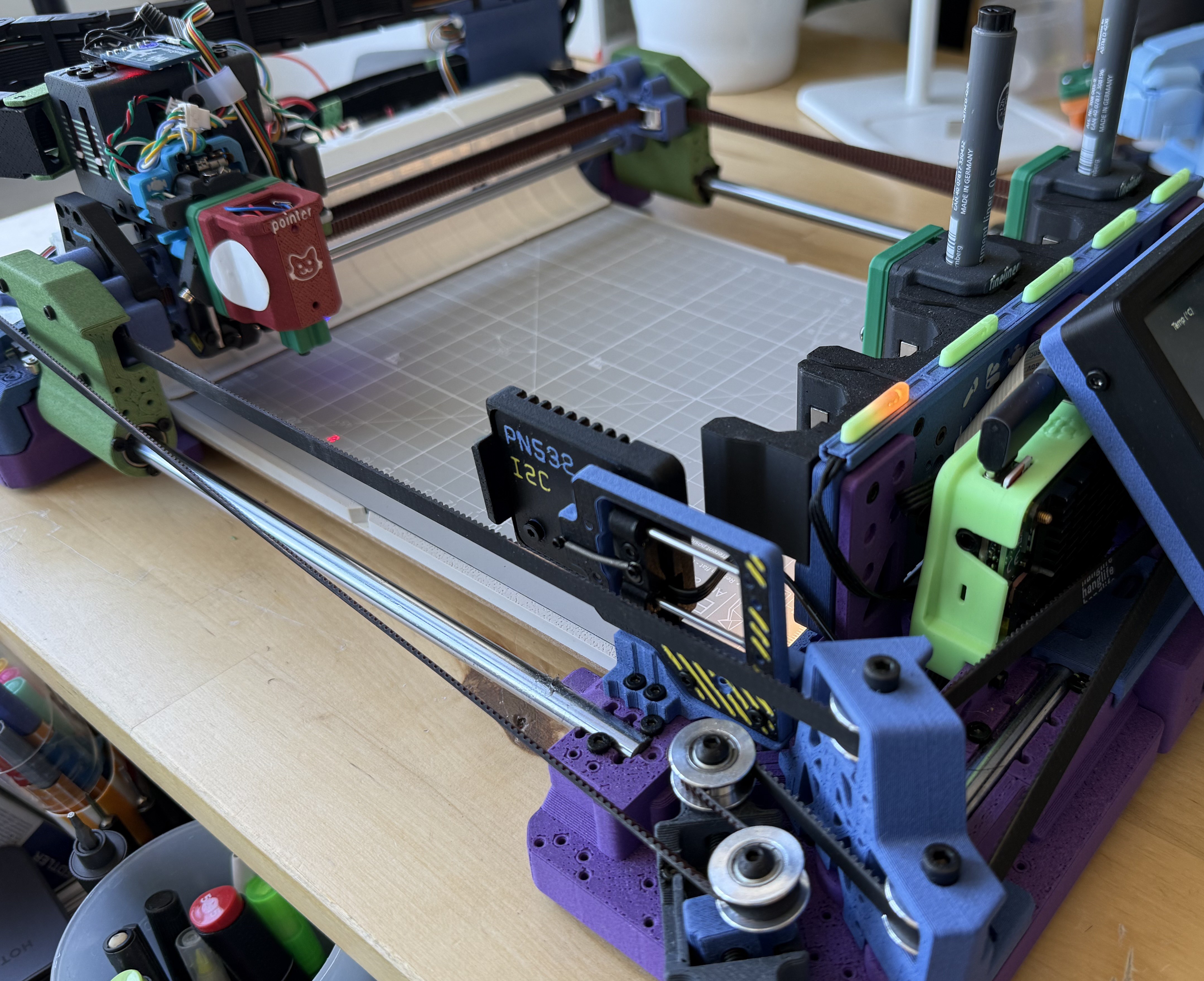
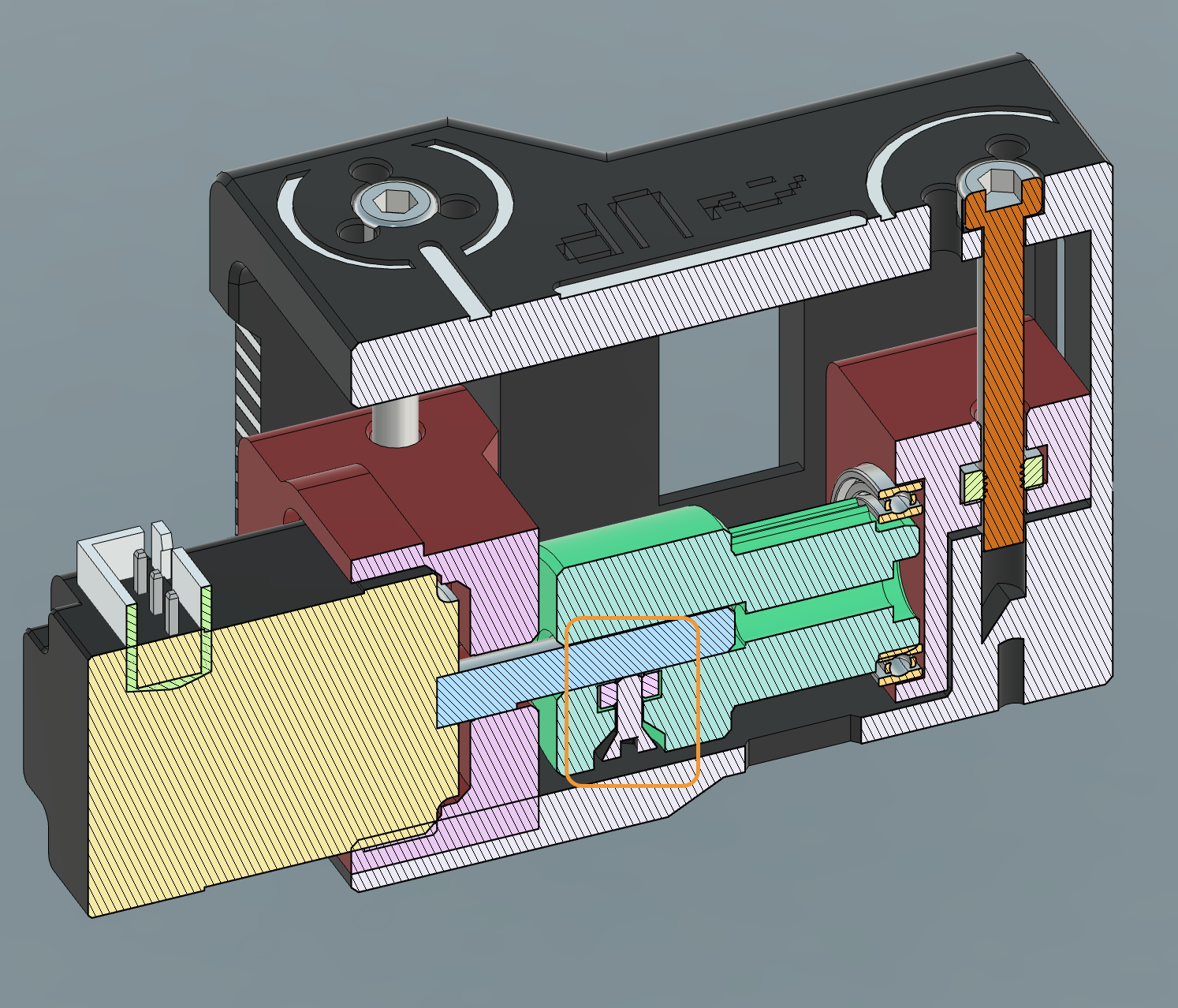
The design uses CoreXY framework. The Z axis is integral to the toolhead.
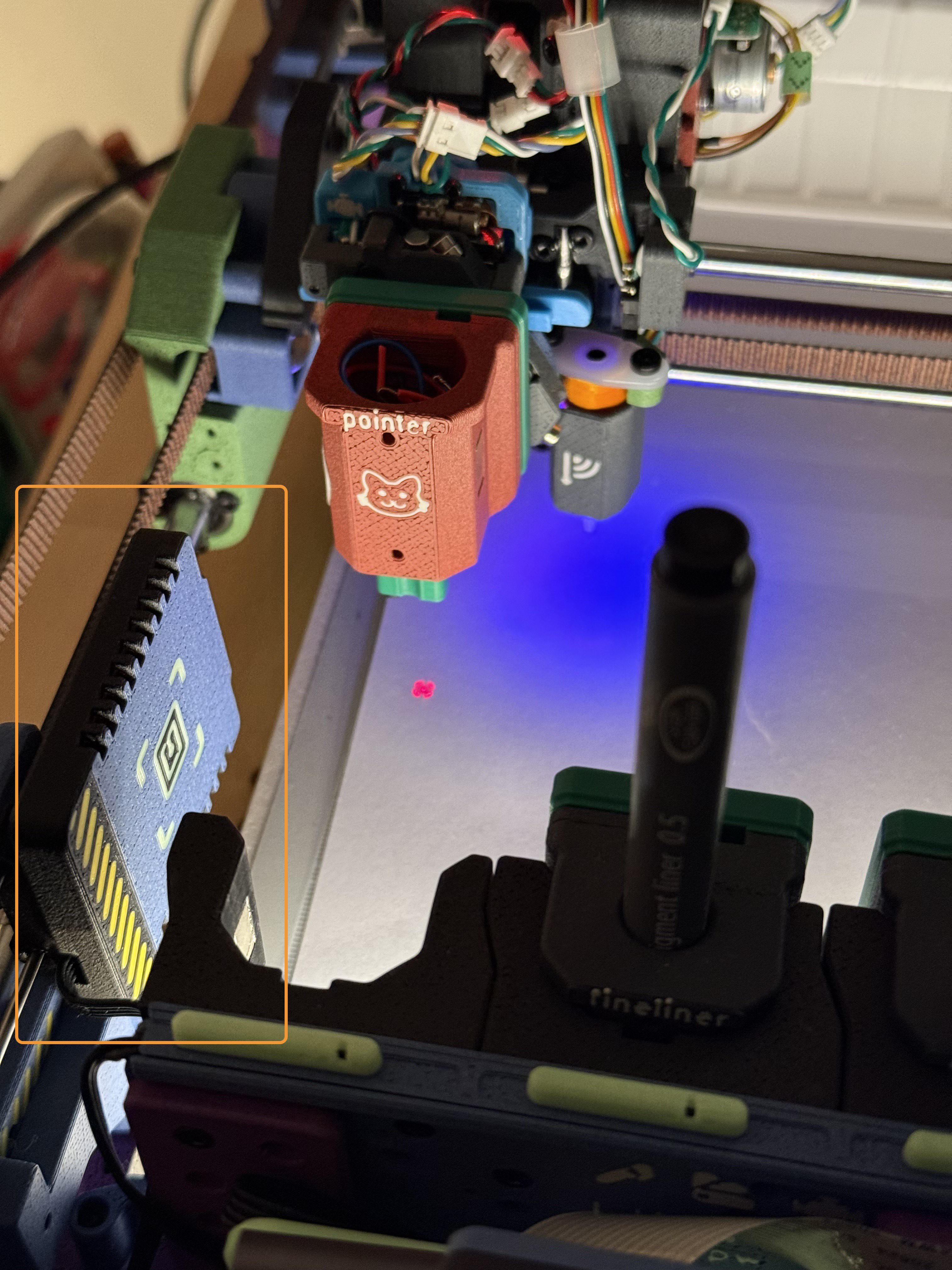
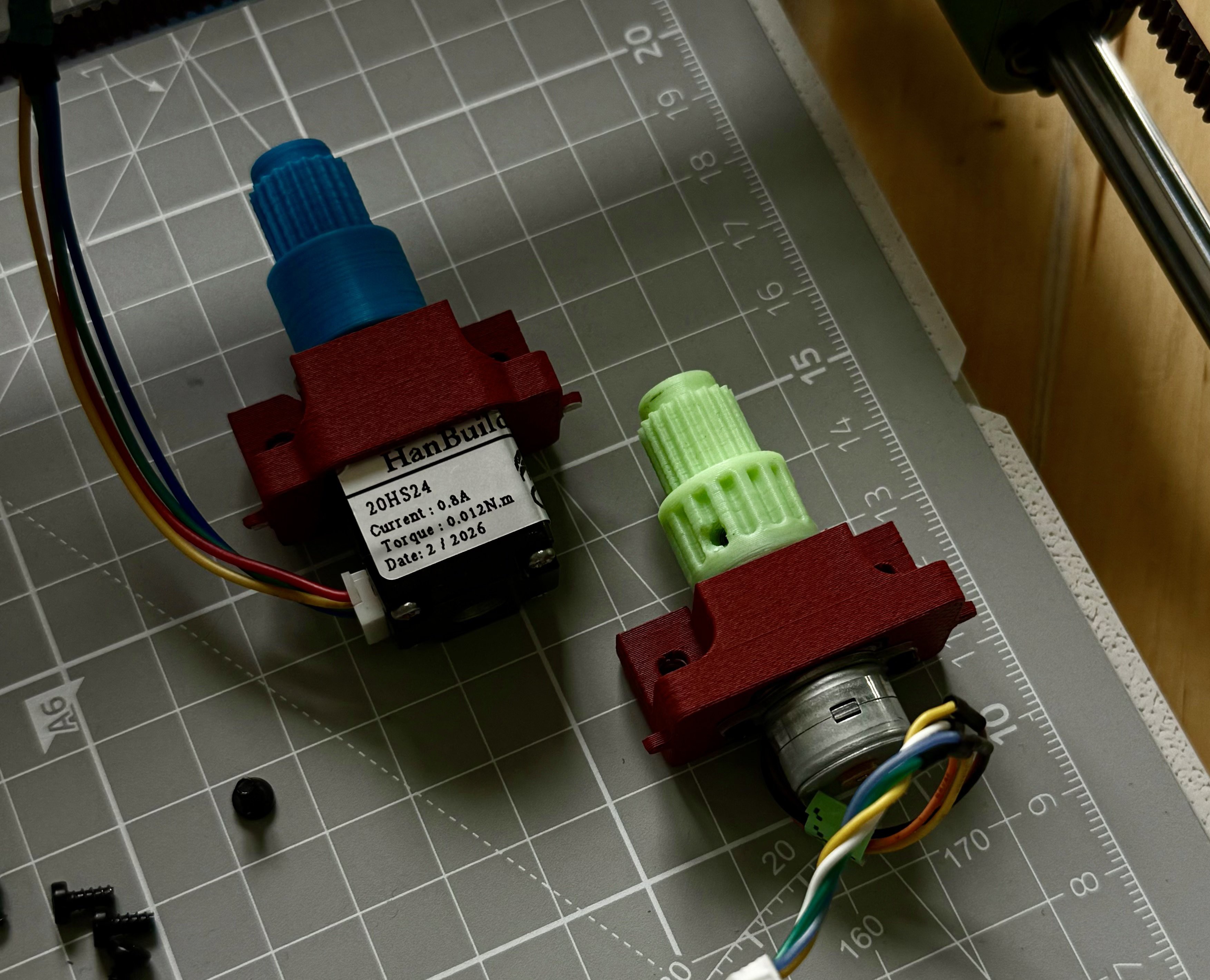
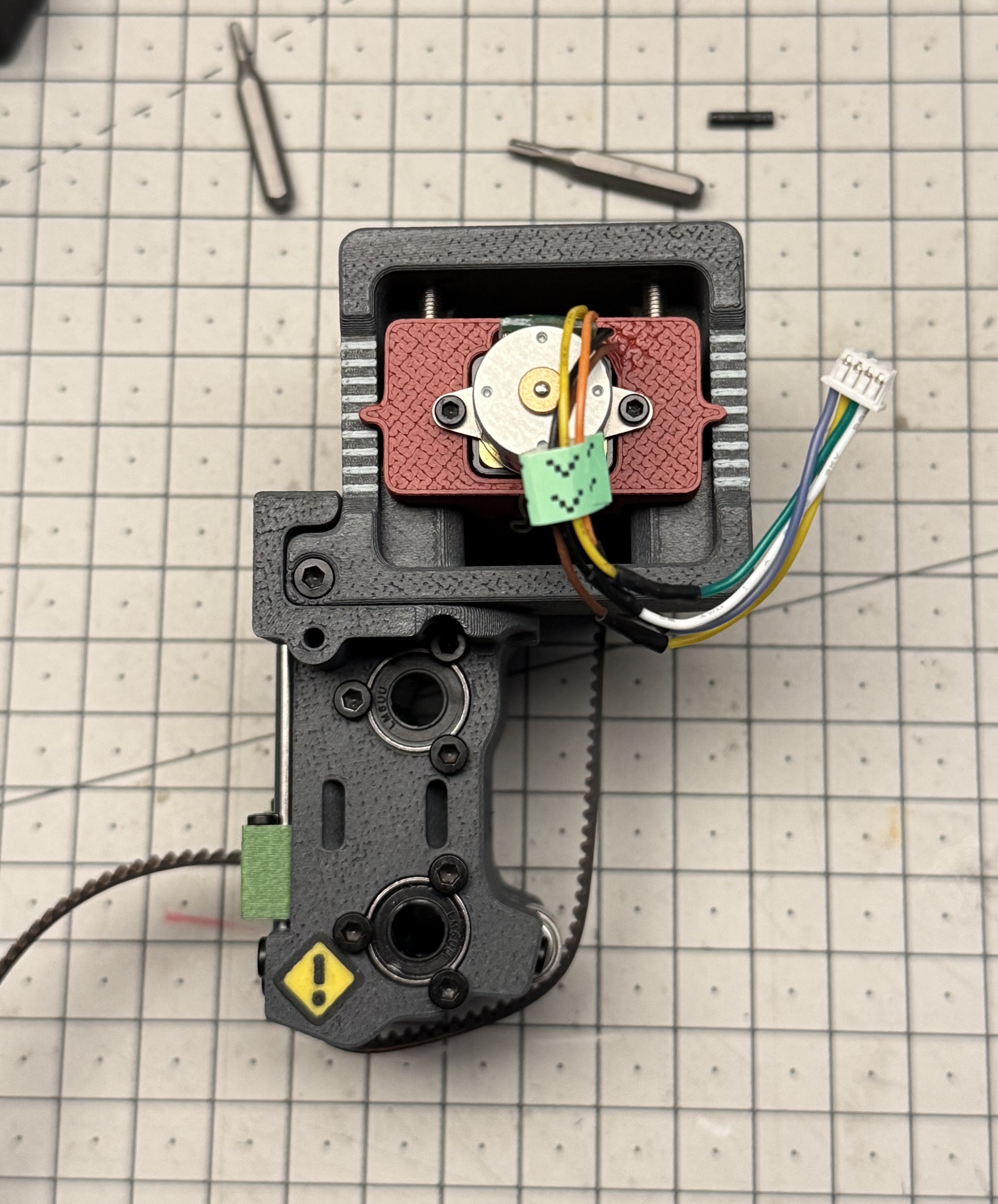
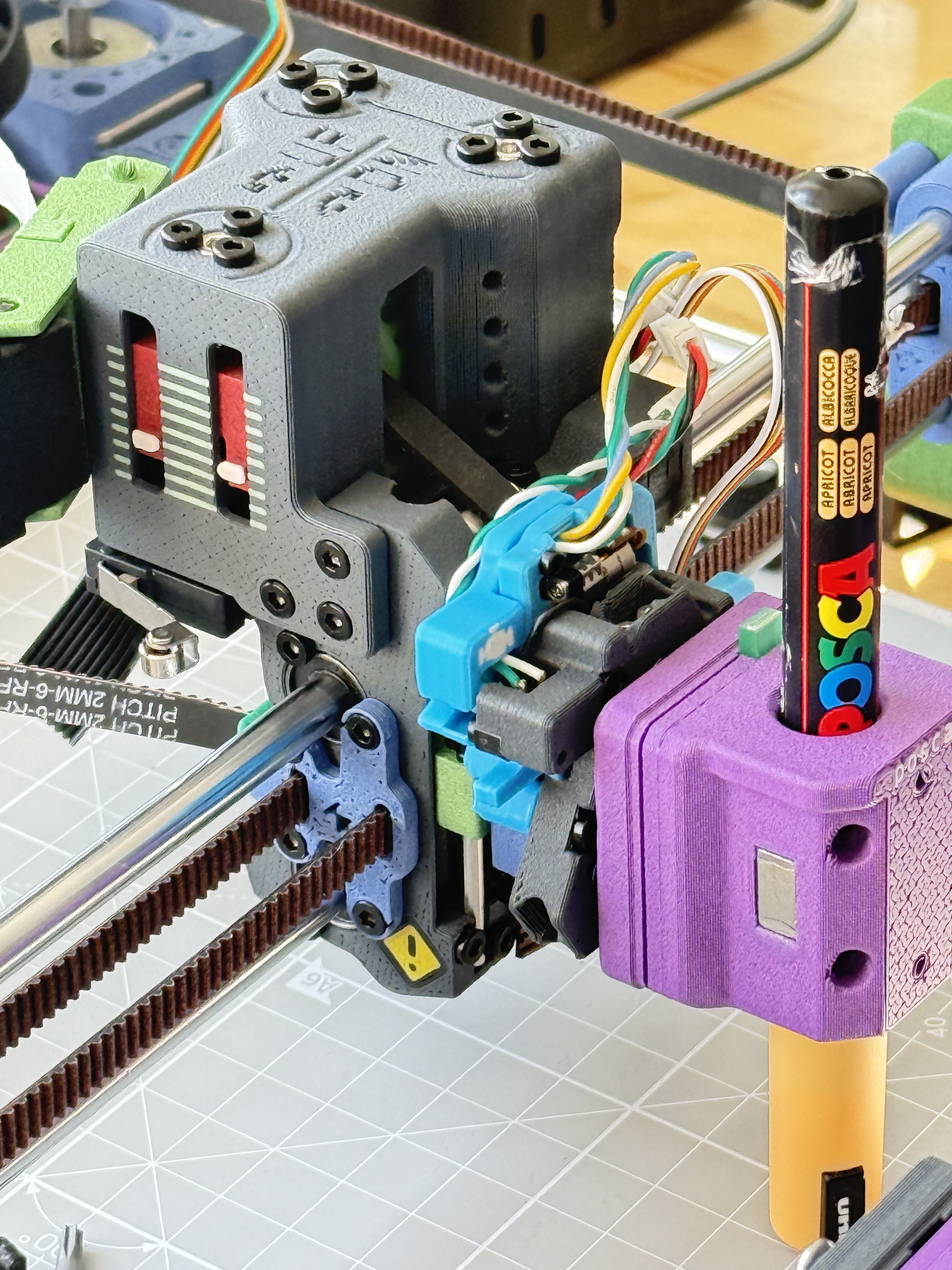
The toolchanger "locking" system uses a tiny linear stepper motor found on Aliexpress, which drives a rack to turn a gear on which the key is mounted. The torque is VERY low and is making it quite challenging to have a successful coupling.
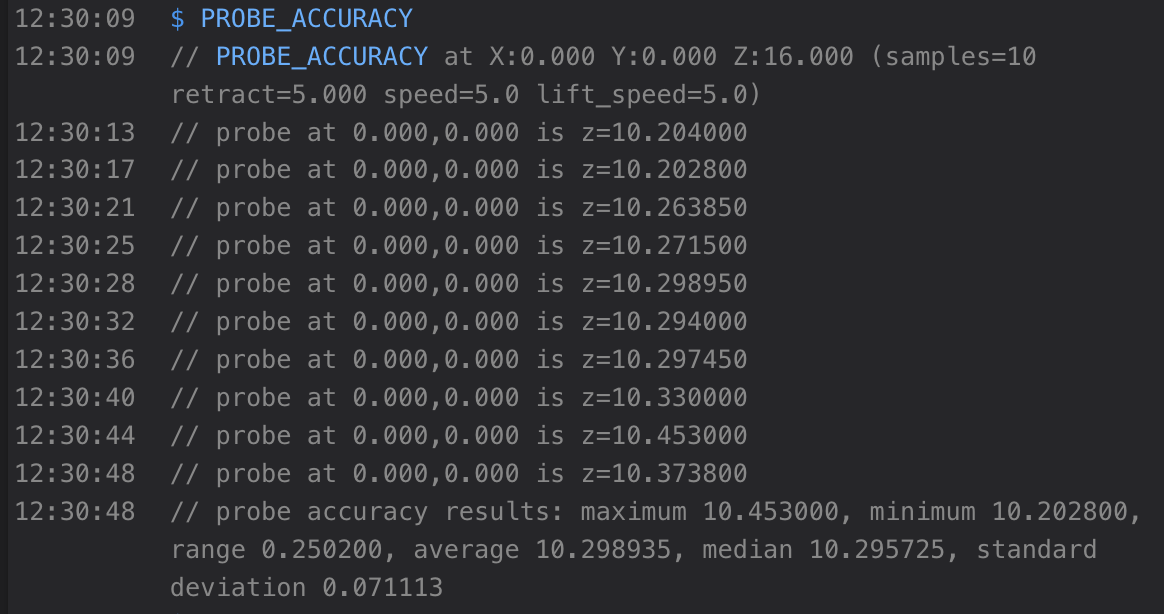
We needed low wobble and low friction, so the rest of the design has to maintain precision for this to work. Also a bit of PTFE lube worked wonders!
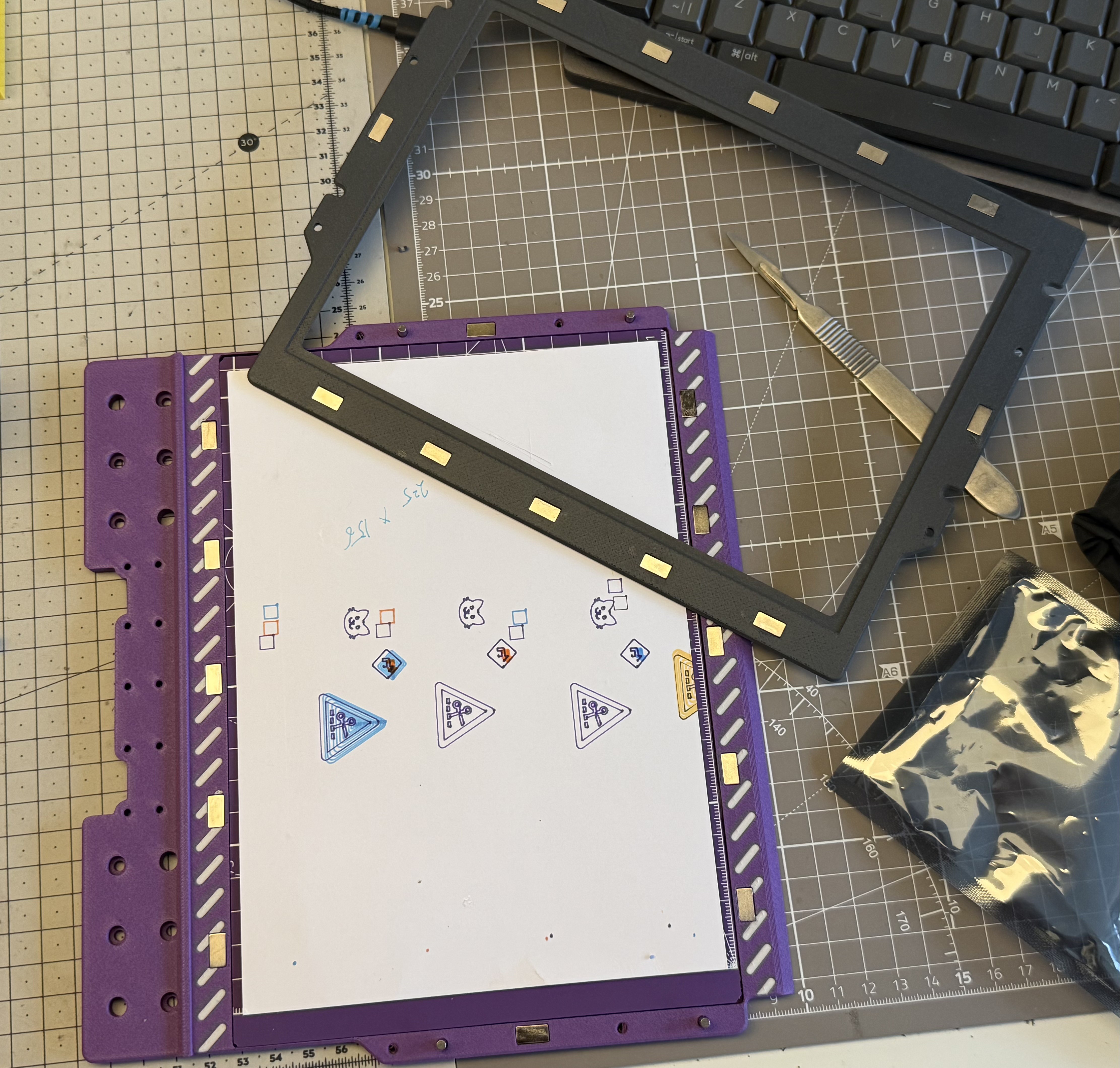
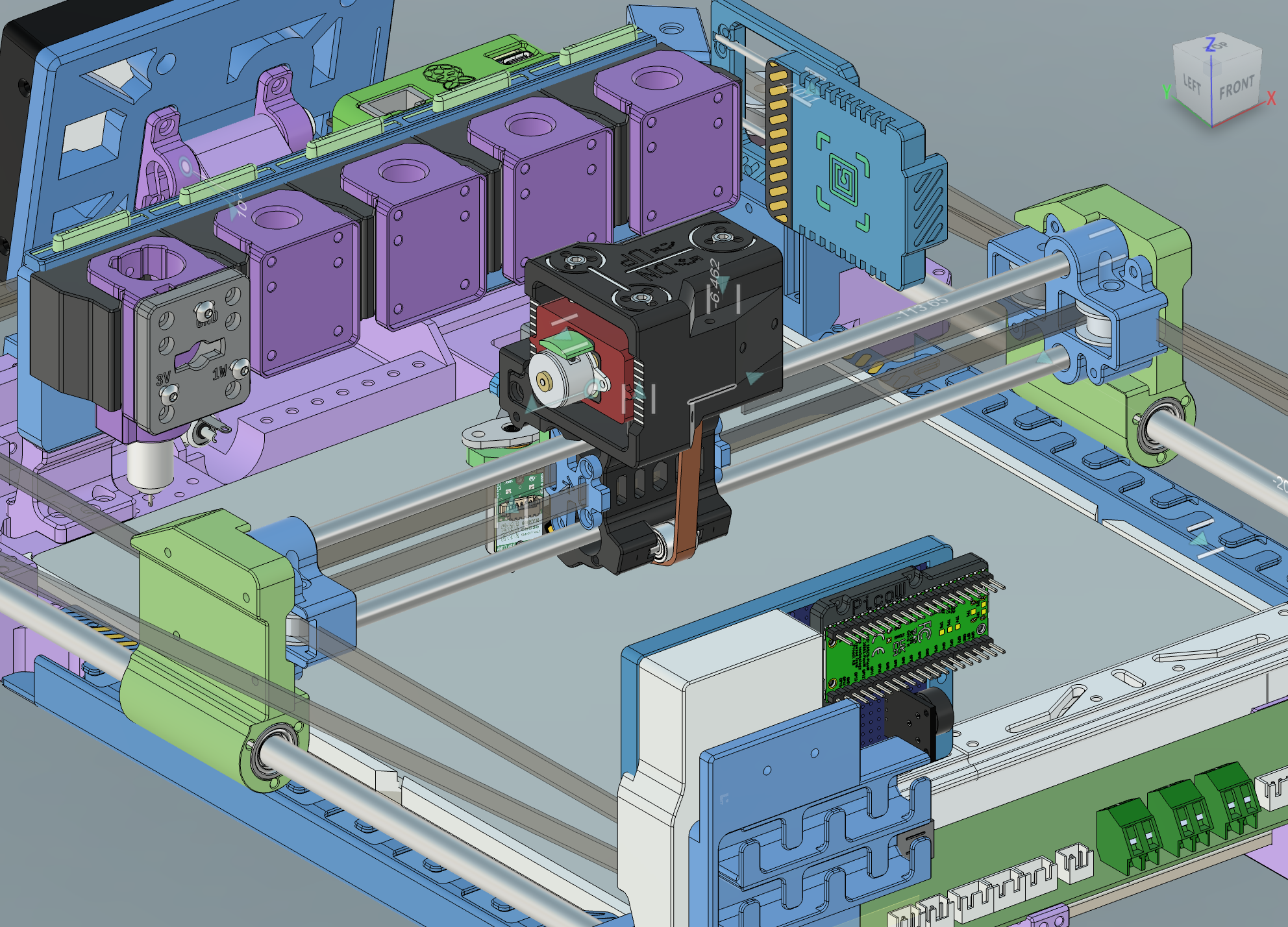
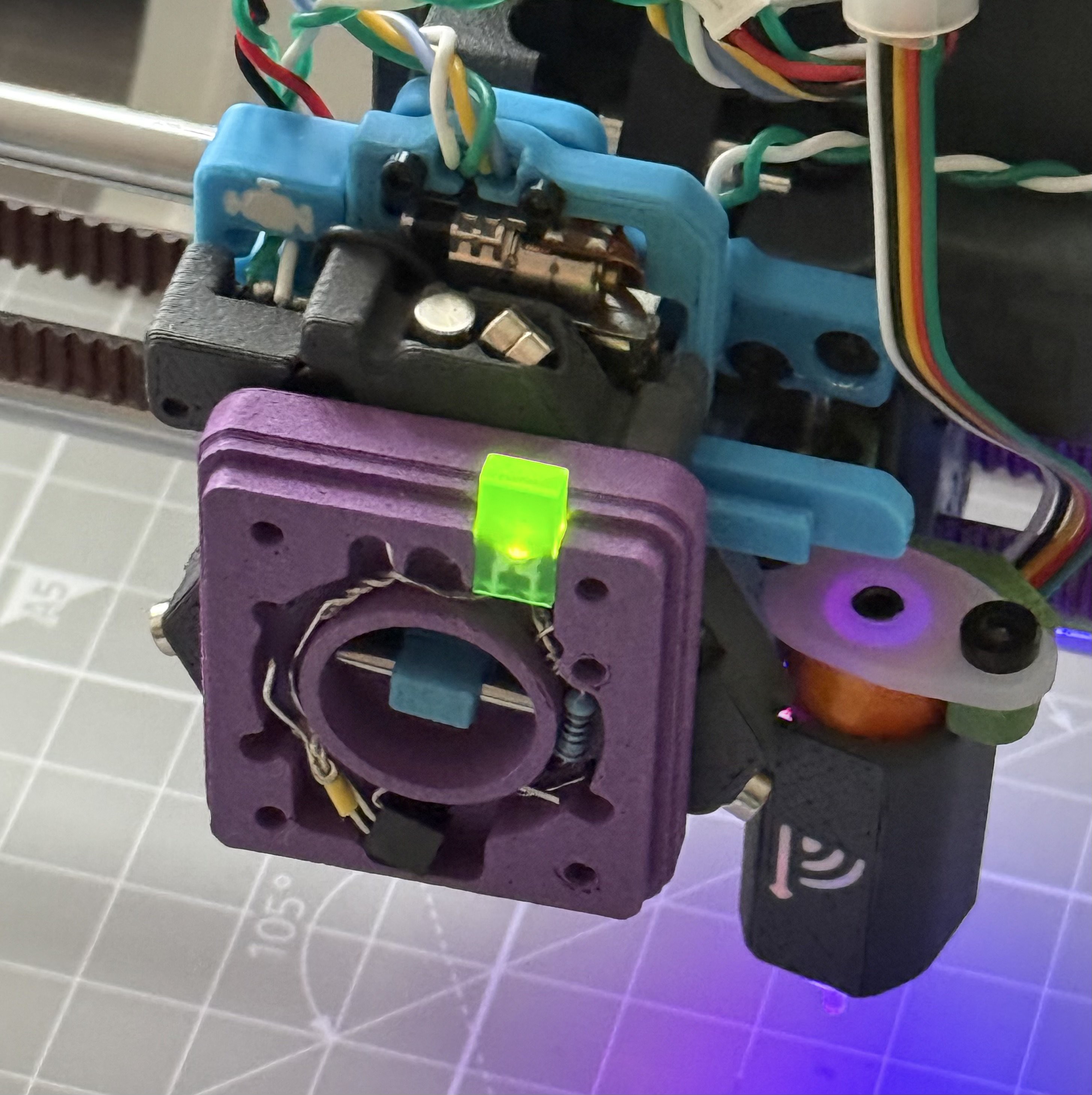
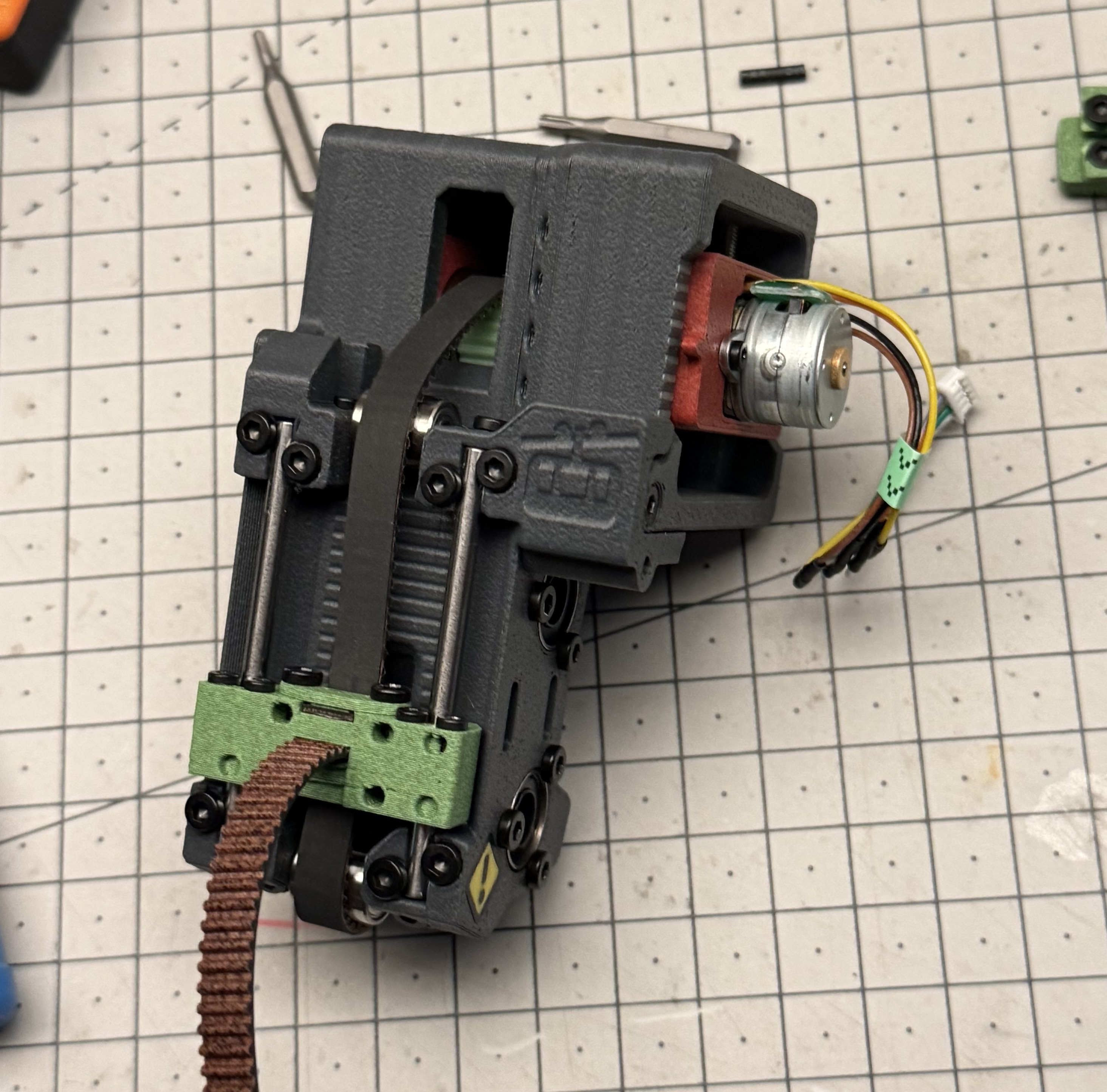
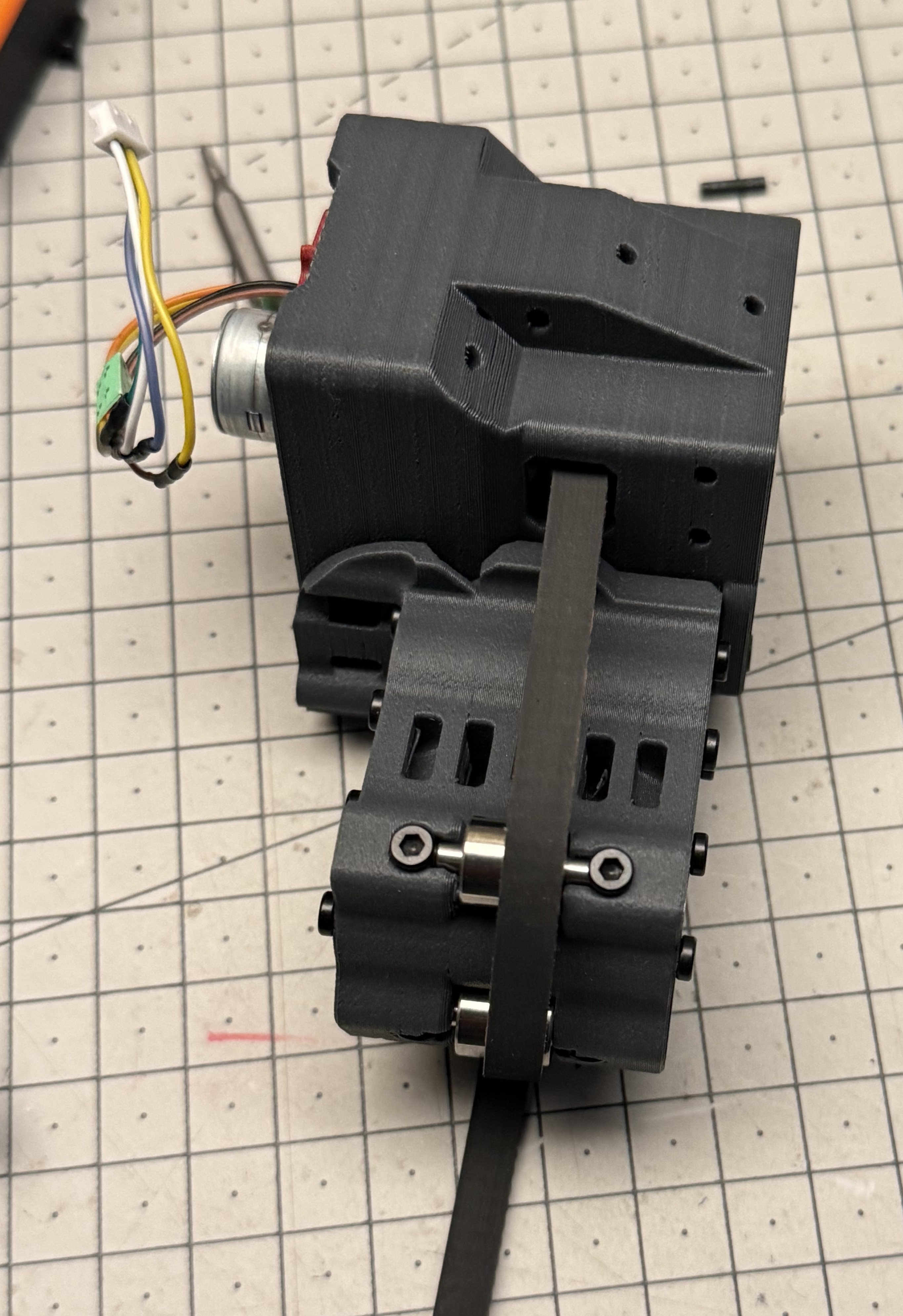
I attach a couple of pics of the toolhead.
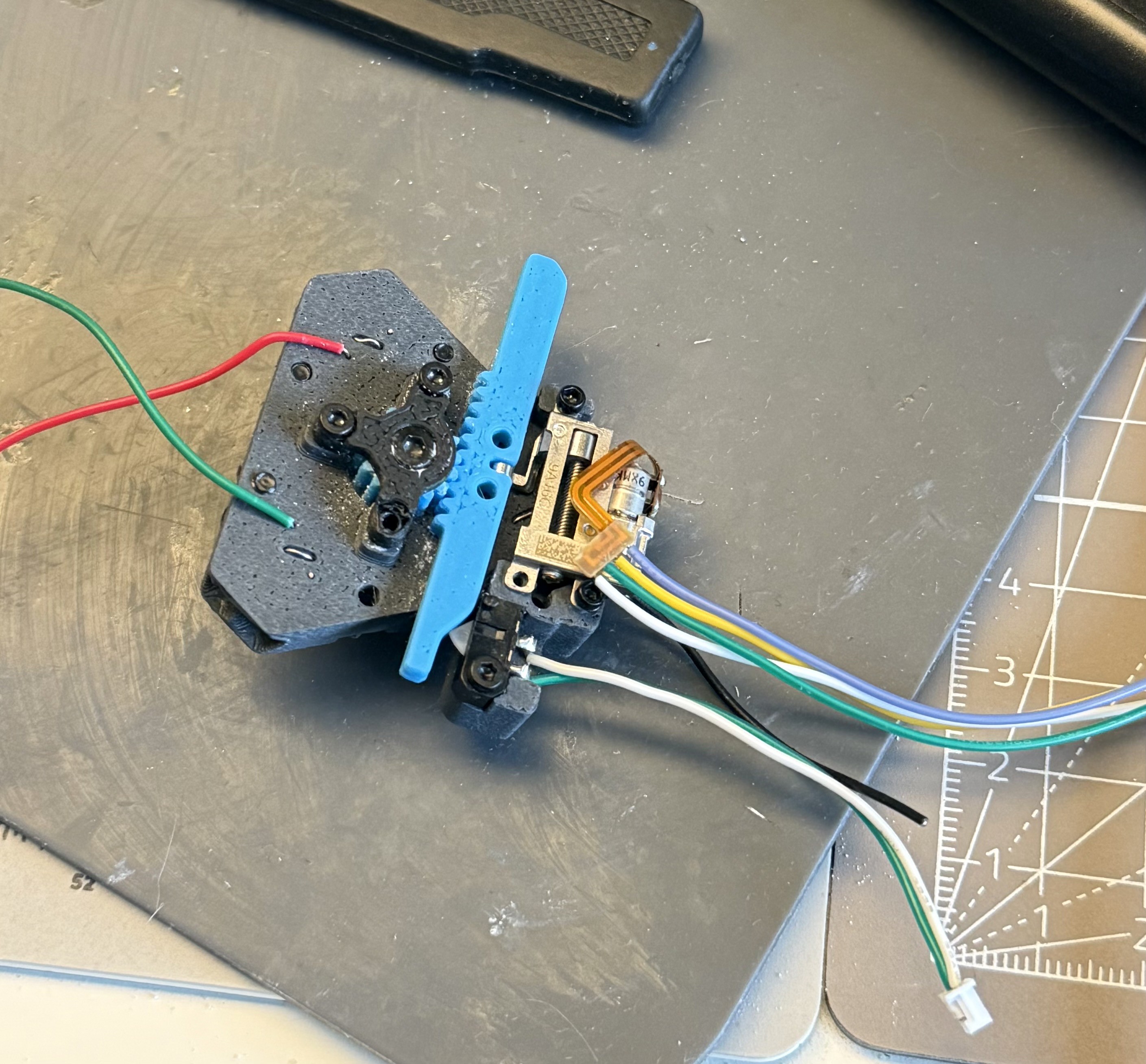
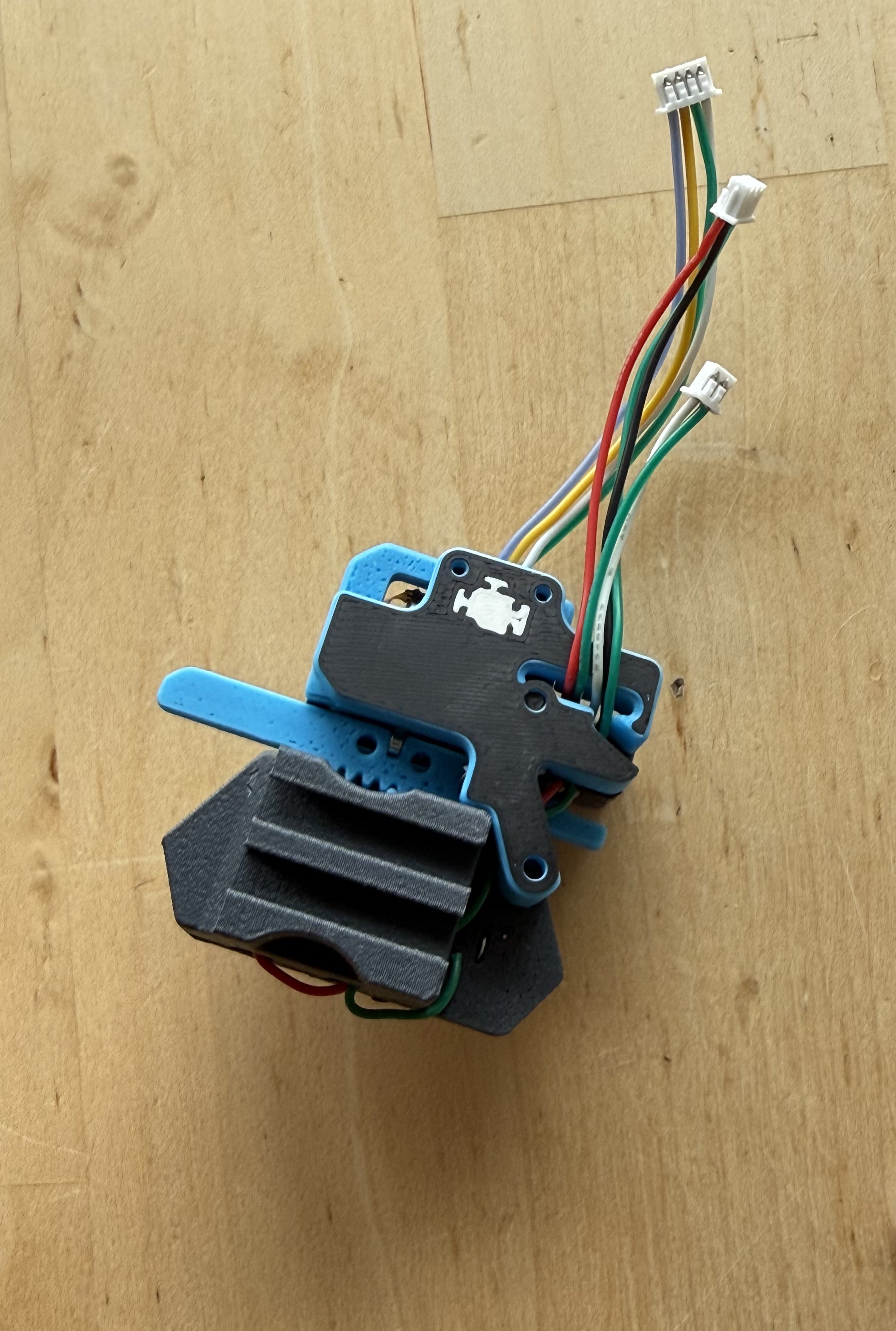
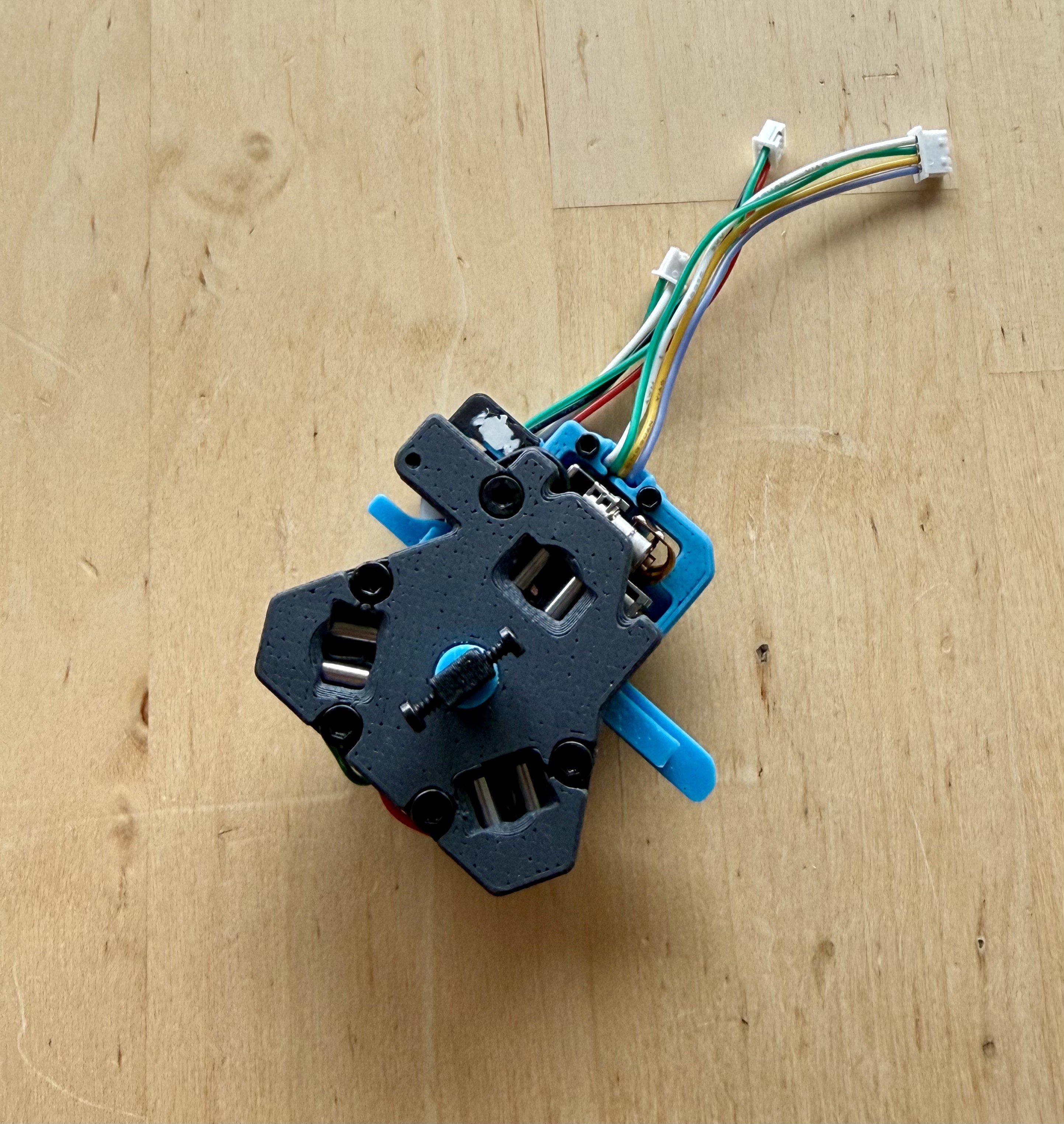
The extra wires are conected to the screws and were intended to power/communicate with the tool in future. I've discovered since that the resistance is too high. Will retry or switch to pogo pins later after eliminating the coupling reliability.
I was mainly inspired by https://www.printables.com/model/137147-ratrig-vcore-3-tool-changer design on Printables, which is where I discovered the term Kinematic coupling (a constraint model for mating parts).

 > Drawings from Wikimedia Commons, 0.7mm
> Drawings from Wikimedia Commons, 0.7mm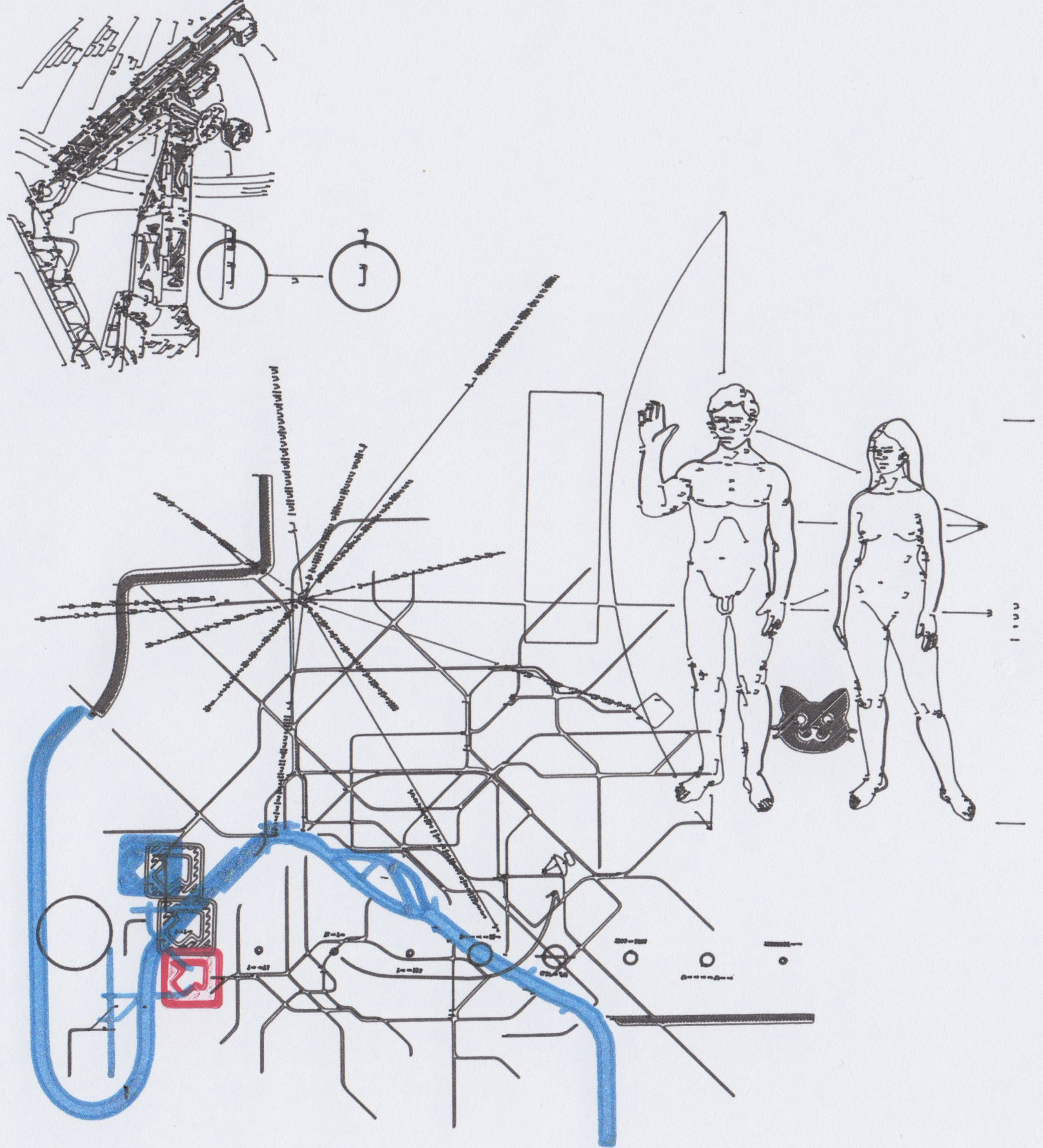


 Ted
Ted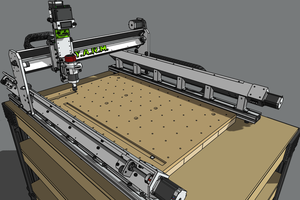
 Myles Eftos
Myles Eftos
 Alastair Young
Alastair Young
No comments on this awesome project?
Will definitely keep an eye on it, rock on! :)