 Roger
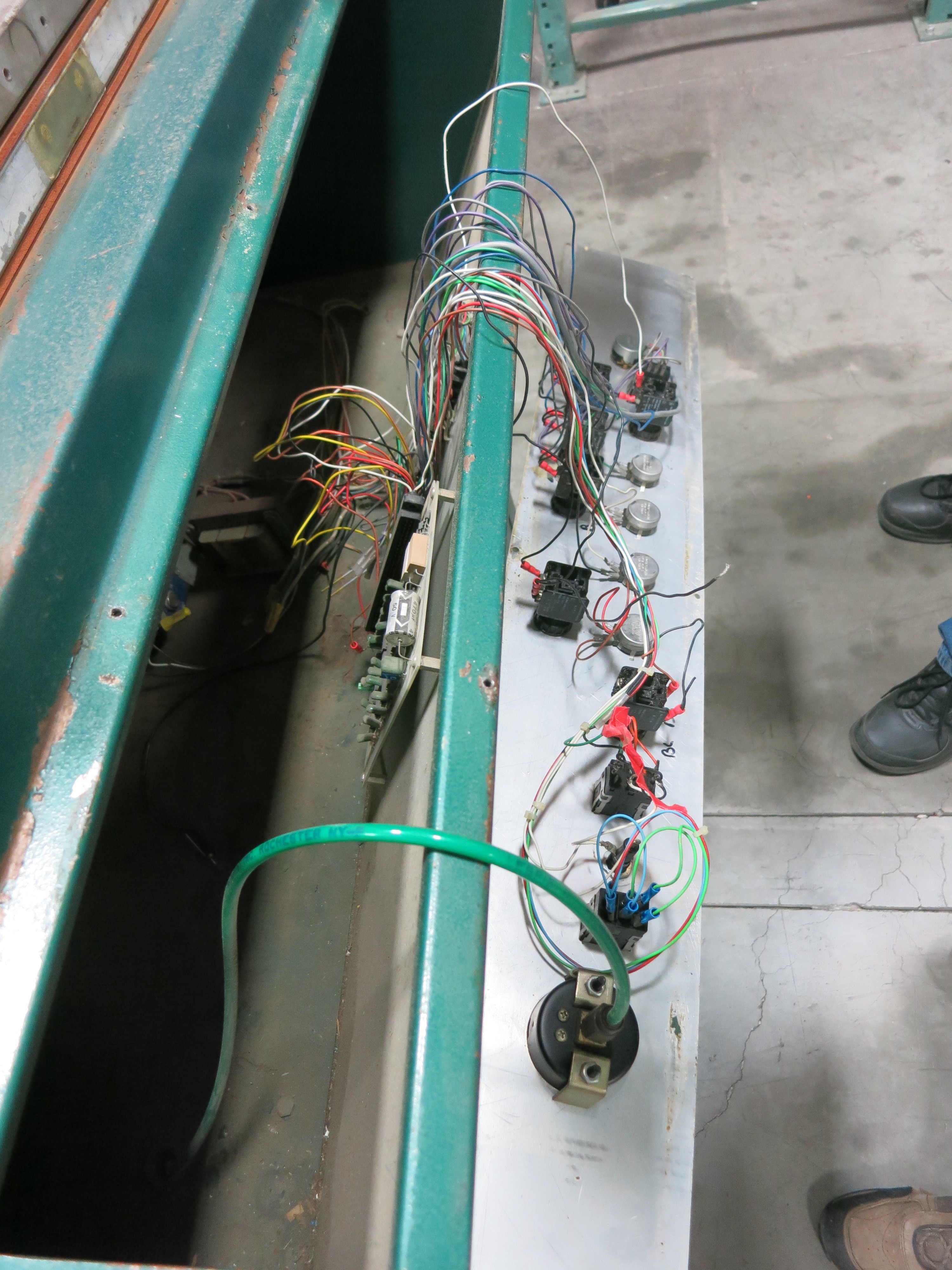
RogerThe machine was purchased in non-working condition. Inspection showed many signs of a long career possibly going as far back as the late 1970s. The "Q-VAC" name and logo still appears to be around today. Google pointed to their web site which lists a similar looking machine. The old machine here is likely the ancestor (or at least in the same family tree) as the current Q-VAC PC Series,.
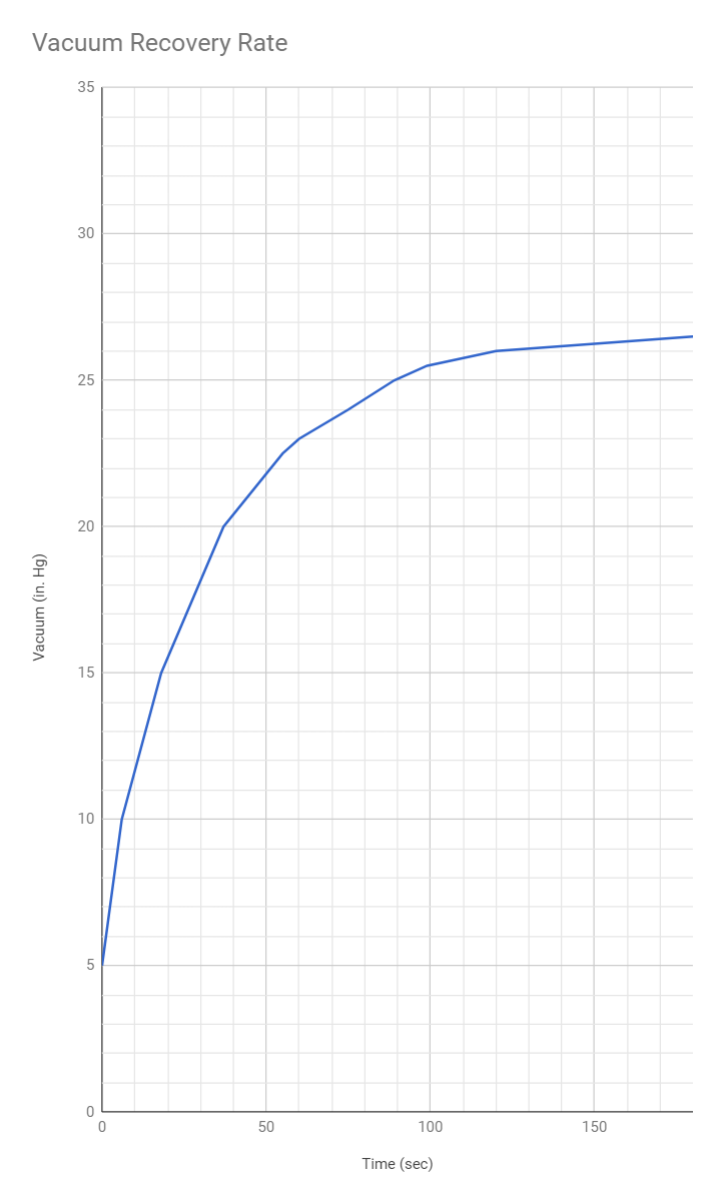
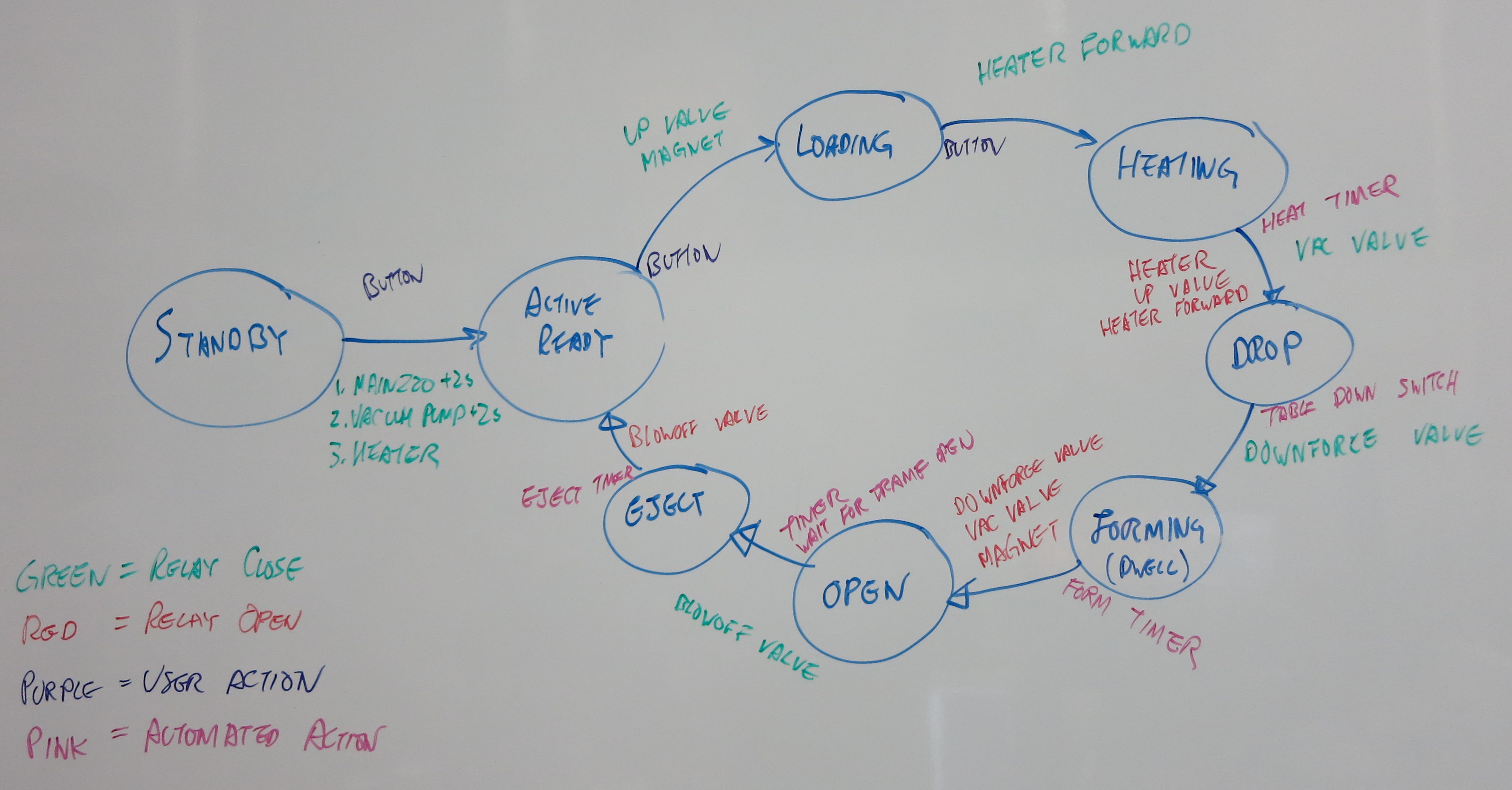
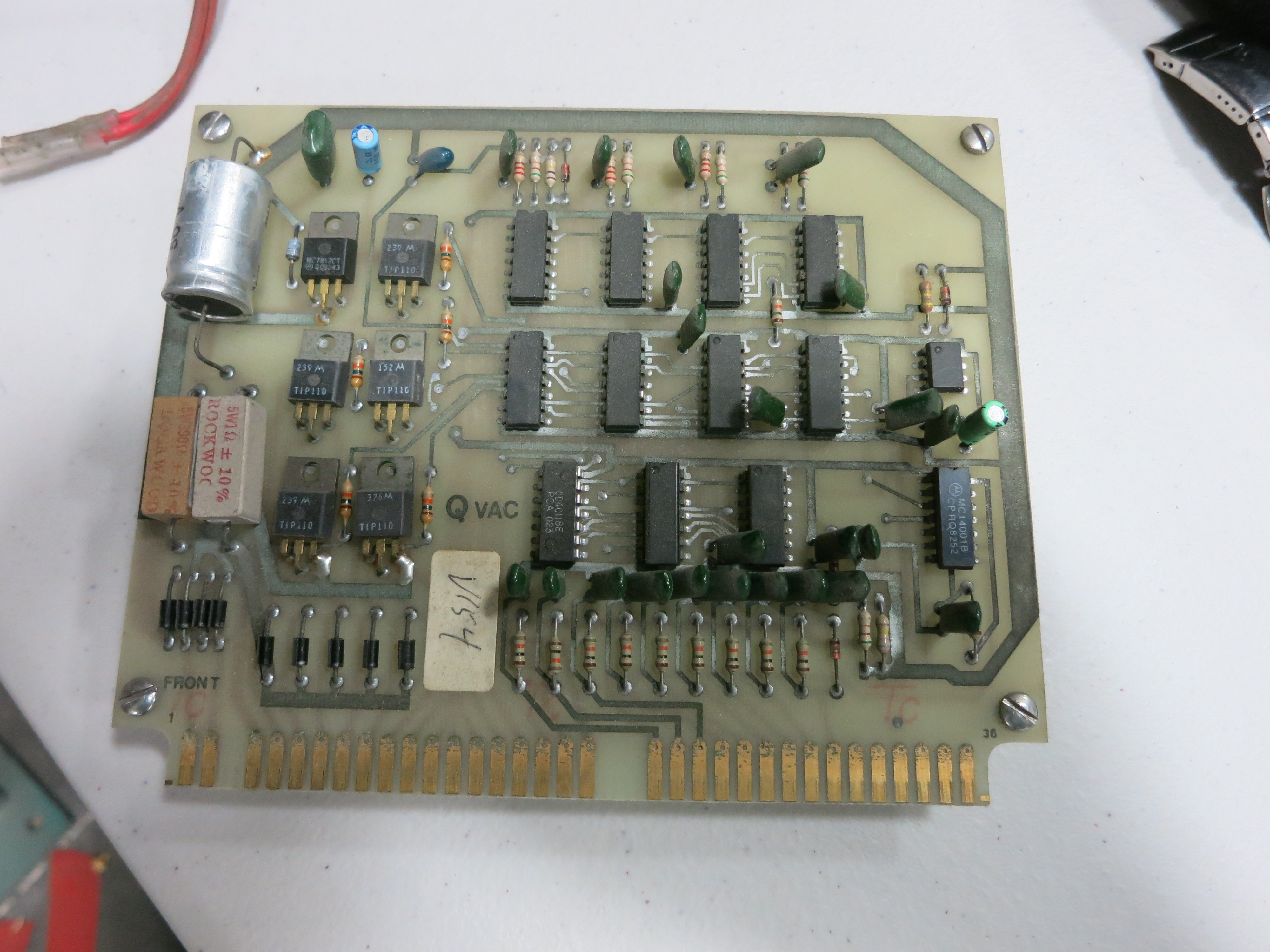
Many components are clearly not original equipment. Given the highly modified status of the machine, it was decided it won't be worth the effort of trying to reverse-engineer decades of modifications from repairs and rebuilds. We'll rebuild it our way by tearing it down to fundamental components and build back up from there.
The goal is to get the machine up and running again in a manually-operated fashion. If it does start seeing significant use and operator time starts to be an issue, we'll figure out how to add automation capabilities back into the machine.













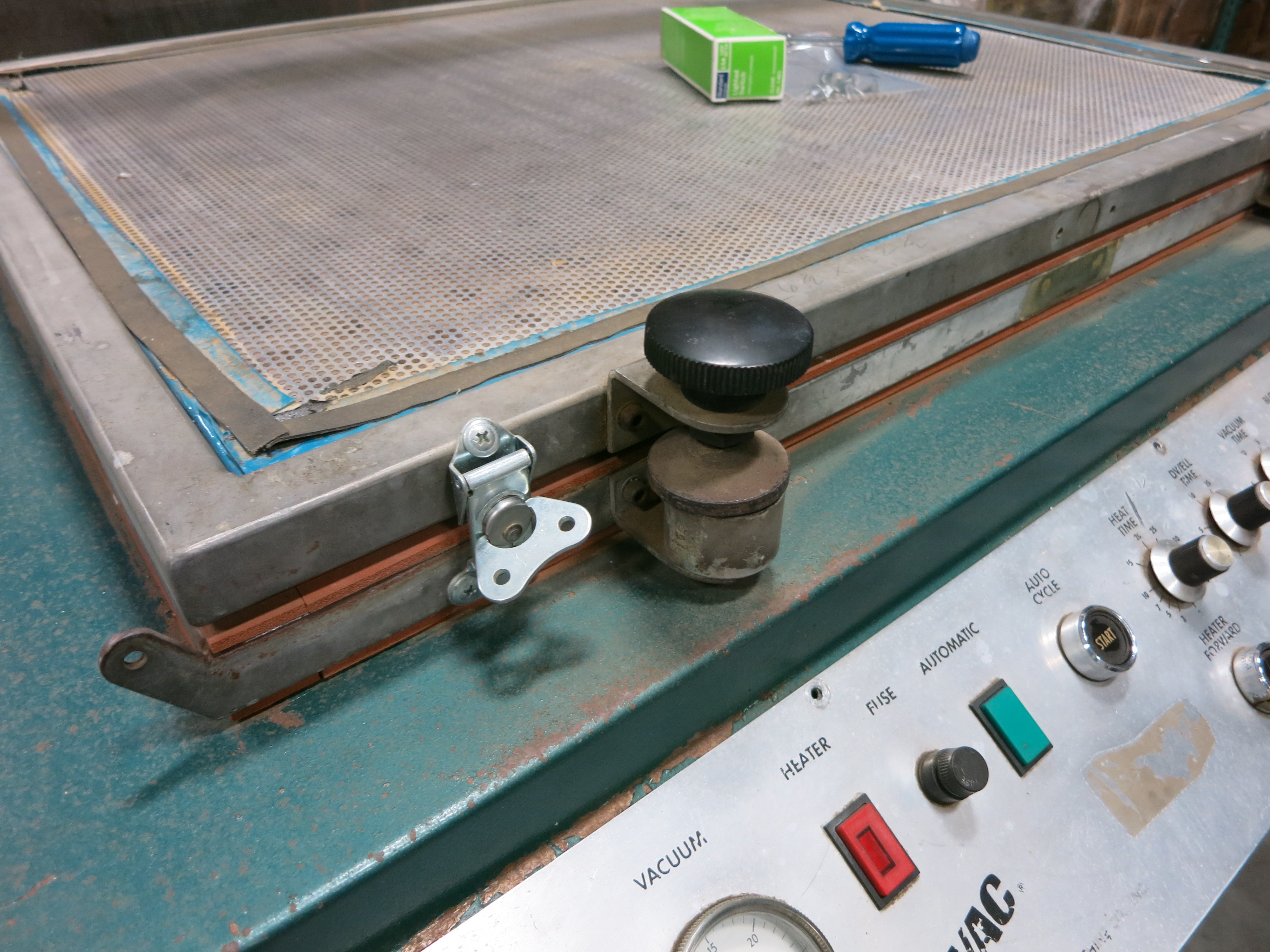


I just picked up one of these machines used. It is currently functioning, but one of these days it would be nice to update the electronics.
I would love to see an update on your project.