Lutetium
Lutetium-
Hack Chat Transcript, Part 1
08/26/2020 at 20:03 • 0 commentsHi everyone, thanks for tuning into the Hac Chat today. I'm Dan, I'll be modding things today as we welcome Matt Hertel and John Allwine from PocketNC.
Hi Matt and John! Can you start us off with a little about yourselves?
![]() Thanks Dan, sure. My background is in software development, a lot of web development, but I took every 3D graphics course I could in college and spent a few years employed as a visual effects artist. I've since dabbled in mobile development, electronics, 3D printing and CNC in general. I spent a couple years teaching computer graphics at MSU as well as a number of STEAM topics at our local Children's Museum to get their STEAMlab off the ground. I started a blog called Allwine Designs to document my various projects (a couple have been featured on Hackaday). Along the way, I met Matt and Michelle at various startup events here in Bozeman and convinced them that they needed a web interface to the Pocket NC and have been leading software development at Pocket NC for the last 2 and a half years.
Thanks Dan, sure. My background is in software development, a lot of web development, but I took every 3D graphics course I could in college and spent a few years employed as a visual effects artist. I've since dabbled in mobile development, electronics, 3D printing and CNC in general. I spent a couple years teaching computer graphics at MSU as well as a number of STEAM topics at our local Children's Museum to get their STEAMlab off the ground. I started a blog called Allwine Designs to document my various projects (a couple have been featured on Hackaday). Along the way, I met Matt and Michelle at various startup events here in Bozeman and convinced them that they needed a web interface to the Pocket NC and have been leading software development at Pocket NC for the last 2 and a half years.![]() I helped start Pocket NC around 10 years ago. I've never been very coordinated so I've always like the idea of CNC. My background is as a machinist. I went to electrical engineering for a couple years but decided to start this instead. These days I get to spend most of my time designing and making new things which is awesome.
I helped start Pocket NC around 10 years ago. I've never been very coordinated so I've always like the idea of CNC. My background is as a machinist. I went to electrical engineering for a couple years but decided to start this instead. These days I get to spend most of my time designing and making new things which is awesome.![]() Before Pocket NC I was working as a machinist in aerospace in Washington state.
Before Pocket NC I was working as a machinist in aerospace in Washington state.![]() Funny you mention coordination - I don't think people realize how much of a skill manual machining really is. I really respect it, and hope to achieve some semblance of skill someday, but I'm glad CNC is there to back me up.
Funny you mention coordination - I don't think people realize how much of a skill manual machining really is. I really respect it, and hope to achieve some semblance of skill someday, but I'm glad CNC is there to back me up.![]() I had a machining class in university. Teacher tough we were crazy operating the mill in 2 axes at the same time. But I prefer coding my way to a part now.
I had a machining class in university. Teacher tough we were crazy operating the mill in 2 axes at the same time. But I prefer coding my way to a part now.![]() +1 re manual/respect/hope
+1 re manual/respect/hope![]() What was the impetus for launching a 5-axis CNC machine for the desktop? Seems like it would have been easier to do a traditional Cartesian machine.
What was the impetus for launching a 5-axis CNC machine for the desktop? Seems like it would have been easier to do a traditional Cartesian machine.![]() Futher to Dan's question: I absolutely love that Pocket NC took the concept of 300k machines and brought it to the 6-12k USD price point. I'd liken it to what Makerbot did for 3d printing, or Form Labs for SLA. Now that you have been in the market for a while what has stopped there from being a 3 axis mill that could handle metal. Right now there are < 600 dollar chinese "mills" that can barely do wood or PCBs, and then a gap to 10 - 15k for entry level 3 axis. Is it really a market gap, or is there no market need?
Futher to Dan's question: I absolutely love that Pocket NC took the concept of 300k machines and brought it to the 6-12k USD price point. I'd liken it to what Makerbot did for 3d printing, or Form Labs for SLA. Now that you have been in the market for a while what has stopped there from being a 3 axis mill that could handle metal. Right now there are < 600 dollar chinese "mills" that can barely do wood or PCBs, and then a gap to 10 - 15k for entry level 3 axis. Is it really a market gap, or is there no market need?![]() At one point there was a section on MakerBot's website that was called the "MakerBot Mill" and it was blank but just asked if anyone was interested in developing it. We started with a 3 axis machine, but Michelle didn't like the first design and we could see there was already a lot more competition in the 3 axis space so we decided to go 5 axis since the mechanical design is really our strength.
At one point there was a section on MakerBot's website that was called the "MakerBot Mill" and it was blank but just asked if anyone was interested in developing it. We started with a 3 axis machine, but Michelle didn't like the first design and we could see there was already a lot more competition in the 3 axis space so we decided to go 5 axis since the mechanical design is really our strength.![]() In our opinion, Carbide 3D and Bantam Tools have good machines in the price range you're talking about.
In our opinion, Carbide 3D and Bantam Tools have good machines in the price range you're talking about.![]() Yeah, I guess the 3-axis market is a bit crowded.
Yeah, I guess the 3-axis market is a bit crowded.![]() Did desire to machine an impeller play any role in the decision to go 5-axis?
Did desire to machine an impeller play any role in the decision to go 5-axis?![]()
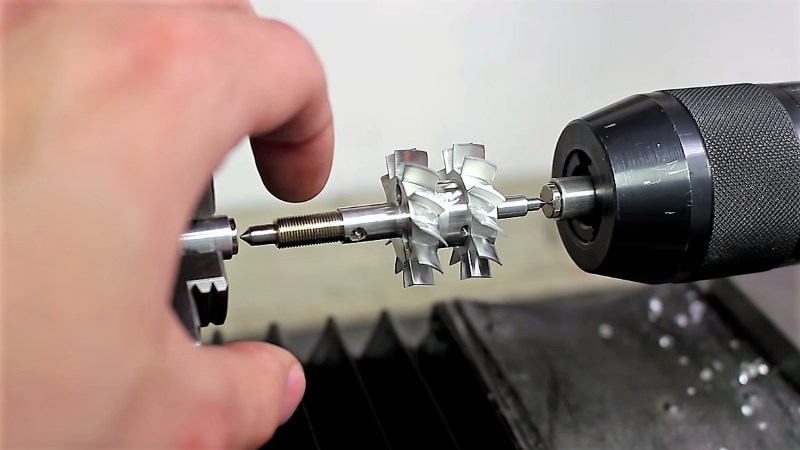
https://hackaday.com/2019/02/28/vacuum-powered-rotary-tool-redux-this-time-machined/
Vacuum-Powered Rotary Tool Redux, This Time Machined
We love to see projects revisited, especially when new materials or methods make it worth giving the first design another go around. This twin-turbine vacuum-powered Dremel tool is a perfect example of what better tools can do for a build. You may recall [JohnnyQ90]'s first attempt at a vacuum powered rotary tool.
![]() Not the impeller specifically - saving setups when machining from multiple angles was probably the bigger factor. But watching the machine do 5 axis simultaneous stuff is fun!
Not the impeller specifically - saving setups when machining from multiple angles was probably the bigger factor. But watching the machine do 5 axis simultaneous stuff is fun!![]() So you really approached the design from a machinist point of view.
So you really approached the design from a machinist point of view.![]() Definitely.
Definitely.![]() Besides scale, anything in particular that sets you V2 appart from others?
Besides scale, anything in particular that sets you V2 appart from others?![]() This is Kerry - lurking from Pocket NC :) One of the benefits of the 5-axis CNC machine that I've noticed is that it's great for educators to teach 5-axis without being nervous about having a really costly mistake by a student. A second big perk to 5-axis is seeing start-up companies using the machine to prototype parts which has saved time and $$ from shopping it out.
This is Kerry - lurking from Pocket NC :) One of the benefits of the 5-axis CNC machine that I've noticed is that it's great for educators to teach 5-axis without being nervous about having a really costly mistake by a student. A second big perk to 5-axis is seeing start-up companies using the machine to prototype parts which has saved time and $$ from shopping it out.![]() The horizontal design aspect of the V2 helps with accessing the part - but also makes our machine look a lot different than any other machine on the market so it's easy to spot.
The horizontal design aspect of the V2 helps with accessing the part - but also makes our machine look a lot different than any other machine on the market so it's easy to spot.![]() And with our price point we were trying to open up the market to a lot more people and businesses that wouldn't have access to 5 axis technology otherwise.
And with our price point we were trying to open up the market to a lot more people and businesses that wouldn't have access to 5 axis technology otherwise.![]() Is there a link to the five axis machine?
Is there a link to the five axis machine?![]() The only thing keeping me from using the PocketNC is the size of my parts. The items I design typically end up being just a few inches too big.
The only thing keeping me from using the PocketNC is the size of my parts. The items I design typically end up being just a few inches too big.![]() I've found this machine very helpful in developing CAM software: https://hackaday.io/project/169499-solving-inverse-kinematics-with-modelica
I've found this machine very helpful in developing CAM software: https://hackaday.io/project/169499-solving-inverse-kinematics-with-modelica![]() A major goal at Pocket NC is to make 5-axis machining more accessible. Cost is one barrier that makes the Pocket NC appealing. We also strive to make the user interface easier to use. You can't get any more accessible than a web browser, just about everyone has one.
A major goal at Pocket NC is to make 5-axis machining more accessible. Cost is one barrier that makes the Pocket NC appealing. We also strive to make the user interface easier to use. You can't get any more accessible than a web browser, just about everyone has one.![]() Here's the V2-10: https://pocketnc.com/collections/all-products/products/pocket-nc-v2?variant=11607895998511
Here's the V2-10: https://pocketnc.com/collections/all-products/products/pocket-nc-v2?variant=11607895998511![]() from the standpoint of a hobbyist, what software setup do you recommend for switching from something cheap like a 3040'd grbl to a 5 axis setup?
from the standpoint of a hobbyist, what software setup do you recommend for switching from something cheap like a 3040'd grbl to a 5 axis setup?![]() whoa, @Adam Lange are you doing 5-axis with FreeCAD?
whoa, @Adam Lange are you doing 5-axis with FreeCAD?![]() Sort of.
Sort of.![]() I've mostly switched to using python-occ in jupter lab.
I've mostly switched to using python-occ in jupter lab.![]() will read that further soon, just saw the screen shot of Path WB
will read that further soon, just saw the screen shot of Path WB![]() Good options are LinuxCNC and MachineKit. We use MachineKit because of the small form factor of the Beaglebone and it has drivers for controlling stepper motors via its PRUs.
Good options are LinuxCNC and MachineKit. We use MachineKit because of the small form factor of the Beaglebone and it has drivers for controlling stepper motors via its PRUs.![]() What have you learned about who your market demographic is? Has it shifted since launch as your reputation has grown?
What have you learned about who your market demographic is? Has it shifted since launch as your reputation has grown?![]() Good question - about 50% education of some sort, just under 50% industry. Personal users are only about 5% now
Good question - about 50% education of some sort, just under 50% industry. Personal users are only about 5% now![]() One problem I think any desktop machine tool suffers from is lack of mass to dampen vibration. Aside from bolting machines to a large, heavy table, is there anything that can be done to reduce vibration?
One problem I think any desktop machine tool suffers from is lack of mass to dampen vibration. Aside from bolting machines to a large, heavy table, is there anything that can be done to reduce vibration?![]() This is definitely a shift since we started as it used to be much more hobby based. With COVID it's shifted even more to industry than education, so will be interesting to see what happens by end of 2020.
This is definitely a shift since we started as it used to be much more hobby based. With COVID it's shifted even more to industry than education, so will be interesting to see what happens by end of 2020.![]() Are there any plan for a v3?
Are there any plan for a v3?![]() @John Allwine MachineKit runs the gcode, but what is the CAM part?
@John Allwine MachineKit runs the gcode, but what is the CAM part?![]() @Nicolas Tremblay working on a larger machine for release Spring 2021 now
@Nicolas Tremblay working on a larger machine for release Spring 2021 now![]() This may not be specific to Pocket NC (though the relatively abordable price of the machine kind of is the reason of the question), but would you recommand it as a first 5-axis machine, for someone who has almost no experience with machining (be it manual or NC)? Is the programming difficult to master, or is it largely automated by CAM softwares? Does finding the right tool bit and settings for any particular part require a lot of experience with machining first?
This may not be specific to Pocket NC (though the relatively abordable price of the machine kind of is the reason of the question), but would you recommand it as a first 5-axis machine, for someone who has almost no experience with machining (be it manual or NC)? Is the programming difficult to master, or is it largely automated by CAM softwares? Does finding the right tool bit and settings for any particular part require a lot of experience with machining first?![]() Having the tool stick out too far relative to the size of the machine is the main issue I think. If you imagine a machine that is 3 times bigger, the 4 inch length of tool would now be 12 inches which would chatter like crazy.
Having the tool stick out too far relative to the size of the machine is the main issue I think. If you imagine a machine that is 3 times bigger, the 4 inch length of tool would now be 12 inches which would chatter like crazy.![]() Fusion 360 is where most of our users start, but there are post processors for the Pocket NC for many different CAD/CAM packages.
Fusion 360 is where most of our users start, but there are post processors for the Pocket NC for many different CAD/CAM packages.![]() Using really short tools or lower RPMS definitely helps. This is one reason why the V2-50 that can do 50,000RPM does really well with a single flute cutter, it gets really low tool pressure.
Using really short tools or lower RPMS definitely helps. This is one reason why the V2-50 that can do 50,000RPM does really well with a single flute cutter, it gets really low tool pressure.![]() With 5-axis you can orient the cutter with respect to the work piece in a way that allows you to make a smooth cut.
With 5-axis you can orient the cutter with respect to the work piece in a way that allows you to make a smooth cut.![]() Stability of a cut is highly dependent on the depth of engagement.
Stability of a cut is highly dependent on the depth of engagement.![]() You can always cut with a small engagement with a 5-axis machine.
You can always cut with a small engagement with a 5-axis machine.![]() @ Foaly In general, we don't really recommend someone jump from no experience straight into 5 axis. Even getting something far less expensive like a Shapeoko just to get experience with the machining process before committing to something like our machine is a good idea. The programming can be pretty challenging to do with 5 axis and getting the right tools and settings does come with experience.
@ Foaly In general, we don't really recommend someone jump from no experience straight into 5 axis. Even getting something far less expensive like a Shapeoko just to get experience with the machining process before committing to something like our machine is a good idea. The programming can be pretty challenging to do with 5 axis and getting the right tools and settings does come with experience.![]() Yes, with continuous 5-axis motion you can generate tool paths that are constantly changing orientation. One industry that has shown a lot of interest in our machine is the dental market, due to the machine's ability to reorient to trim plastic dental aligners. We developed software that helps plan out those kinds of tool paths:
Yes, with continuous 5-axis motion you can generate tool paths that are constantly changing orientation. One industry that has shown a lot of interest in our machine is the dental market, due to the machine's ability to reorient to trim plastic dental aligners. We developed software that helps plan out those kinds of tool paths: ![]() Woah, that's cool! Almost seems like something you'd need FDA approvals for. But not so?
Woah, that's cool! Almost seems like something you'd need FDA approvals for. But not so?![]() Ha, we actually went through a very official process with the FDA and they said we didn't need their approval.
Ha, we actually went through a very official process with the FDA and they said we didn't need their approval.![]() Good thing, because that puts you in a whole different world that you probably don't want to be in.
Good thing, because that puts you in a whole different world that you probably don't want to be in.![]() Yup - unfortunately we're already in the export restriction world, but glad to not have to be in FDA regulated territory
Yup - unfortunately we're already in the export restriction world, but glad to not have to be in FDA regulated territory![]() When bringing stuff to market there are usually big learnings as you start to scale up. Problems you find at 10 units versus 100 versus 1000 tend to be very different. What has been your milestone leanings as your volumes increased?
When bringing stuff to market there are usually big learnings as you start to scale up. Problems you find at 10 units versus 100 versus 1000 tend to be very different. What has been your milestone leanings as your volumes increased?![]() Yeah, being 5-axis enters you into nuclear non-proliferation territory.
Yeah, being 5-axis enters you into nuclear non-proliferation territory.![]() The issue of scaling was the main reason we kept our Kickstarter batch to only 100 machines as it gave us the chance to fix issues before we had a ton of machines on the market. One of the big things we've learned over the years is how to automate our manufacturing where we can.
The issue of scaling was the main reason we kept our Kickstarter batch to only 100 machines as it gave us the chance to fix issues before we had a ton of machines on the market. One of the big things we've learned over the years is how to automate our manufacturing where we can.![]() what do you mean by nuclear non-proliferation wrt 5-axis out of interest?
what do you mean by nuclear non-proliferation wrt 5-axis out of interest?![]() all 5-axis CNC machines that have capability of moving simultaneous are classified as a dual use item, so for many countries in the world we need to get special export permissions (basically countries that have treaties in place regarding nuclear with us). It's due to 5-axis CNC technology being used when making nuclear weapons
all 5-axis CNC machines that have capability of moving simultaneous are classified as a dual use item, so for many countries in the world we need to get special export permissions (basically countries that have treaties in place regarding nuclear with us). It's due to 5-axis CNC technology being used when making nuclear weapons![]() *countries that *don't* have treaties in place with the US
*countries that *don't* have treaties in place with the US![]() Knowing stuff like that *really* makes me want to learn how every part of a nuke is made.
Knowing stuff like that *really* makes me want to learn how every part of a nuke is made.![]() Just watched the dental video. Kudos on that software.
Just watched the dental video. Kudos on that software.![]() I have two friends that machine nuclear warheads for a living.
I have two friends that machine nuclear warheads for a living.![]() Little hard to arrange a factory tour, I'm guessing...
Little hard to arrange a factory tour, I'm guessing...![]() When the factory is done machining warheads, they fill it with concrete.
When the factory is done machining warheads, they fill it with concrete.![]() so you can't make a nuke on a 3-axis CNC?
so you can't make a nuke on a 3-axis CNC?![]() I'm not sure.
I'm not sure.![]() you can't make them as quickly...
you can't make them as quickly...![]() Has anyone seen the recirculating ball bearing axis drive system as opposed to the more standard lead screw?
Has anyone seen the recirculating ball bearing axis drive system as opposed to the more standard lead screw?![]() It's all ball bearings these days.
It's all ball bearings these days.![]() Are you asking about on a Pocket NC? Or in general?
Are you asking about on a Pocket NC? Or in general?![]() yes but... this was different. There was a circular path the ball bearings ran around, a motor with a leadscrew the moved the bearings. The opposite side of the bearings drove the axis way.
yes but... this was different. There was a circular path the ball bearings ran around, a motor with a leadscrew the moved the bearings. The opposite side of the bearings drove the axis way.![]() In general but also pocket NC
In general but also pocket NC![]() The race had a loose end the was tightened to preload the balls. It addressed backlash and allignment issues.
The race had a loose end the was tightened to preload the balls. It addressed backlash and allignment issues.![]() Yeah, I think you're talking about a ball screw? These are on a lot of machines at a higher price point than ours.
Yeah, I think you're talking about a ball screw? These are on a lot of machines at a higher price point than ours.![]() They are quite a bit more expensive than a standard leadscrew.
They are quite a bit more expensive than a standard leadscrew.![]() I think you are talking about a ball bearing nut where the leadscrew rolls on the nuts as opposed to a sold nut.???
I think you are talking about a ball bearing nut where the leadscrew rolls on the nuts as opposed to a sold nut.???![]() Yes
Yes![]() We're pretty much out of time, so I want to thank Matt and John - as well as Kerry and any other PocketNC lurkers - for joining us today. Feel free to keep the conversation going, of course. I want to thank everyone from PocketNC for coming out today and chatting with us, and everyone else for the great questions.
We're pretty much out of time, so I want to thank Matt and John - as well as Kerry and any other PocketNC lurkers - for joining us today. Feel free to keep the conversation going, of course. I want to thank everyone from PocketNC for coming out today and chatting with us, and everyone else for the great questions.![]() Thanks for having us!
Thanks for having us!![]() Thanks all!
Thanks all!![]() Thanks for setting this up Dan!
Thanks for setting this up Dan!![]() Thanks for your answers !
Thanks for your answers !![]() Thanks Dan & PocketNC crew
Thanks Dan & PocketNC crew![]() Are you open to the use of your BBB/Machinekit software stack on other machines? I'm just getting started and have a 3040T 4-axis machine that I've put grbl-esp32 onboard and use CNCjs(rPi4) to setup and shove g-code. Toolpath generation is via Kiri:Moto and I've started learning F360 now that it's running in WINE. I'd like to bring MachineKit in and have a DB25 buffer board to accommodate that but your web UI looks really amazing. Seems more elegant, and better to run Machinekit as opposed to grbl-esp32/rpi-CNCjs. I already have Machinekit/CRAMPS with QtQuickVcp as the UI for one of my delta 3D printers.
Are you open to the use of your BBB/Machinekit software stack on other machines? I'm just getting started and have a 3040T 4-axis machine that I've put grbl-esp32 onboard and use CNCjs(rPi4) to setup and shove g-code. Toolpath generation is via Kiri:Moto and I've started learning F360 now that it's running in WINE. I'd like to bring MachineKit in and have a DB25 buffer board to accommodate that but your web UI looks really amazing. Seems more elegant, and better to run Machinekit as opposed to grbl-esp32/rpi-CNCjs. I already have Machinekit/CRAMPS with QtQuickVcp as the UI for one of my delta 3D printers.![]() Thanks for chatting with us everyone.
Thanks for chatting with us everyone.![]() You bet!
You bet! Just a heads up that we won't be having a Hack Chat next week - I'm on vacation. We'll meet again on 9/9 to talk about Designing Hardware Challenges

 Funny you mention coordination - I don't think people realize how much of a skill manual machining really is. I really respect it, and hope to achieve some semblance of skill someday, but I'm glad CNC is there to back me up.
Funny you mention coordination - I don't think people realize how much of a skill manual machining really is. I really respect it, and hope to achieve some semblance of skill someday, but I'm glad CNC is there to back me up.