 oneohm
oneohm-
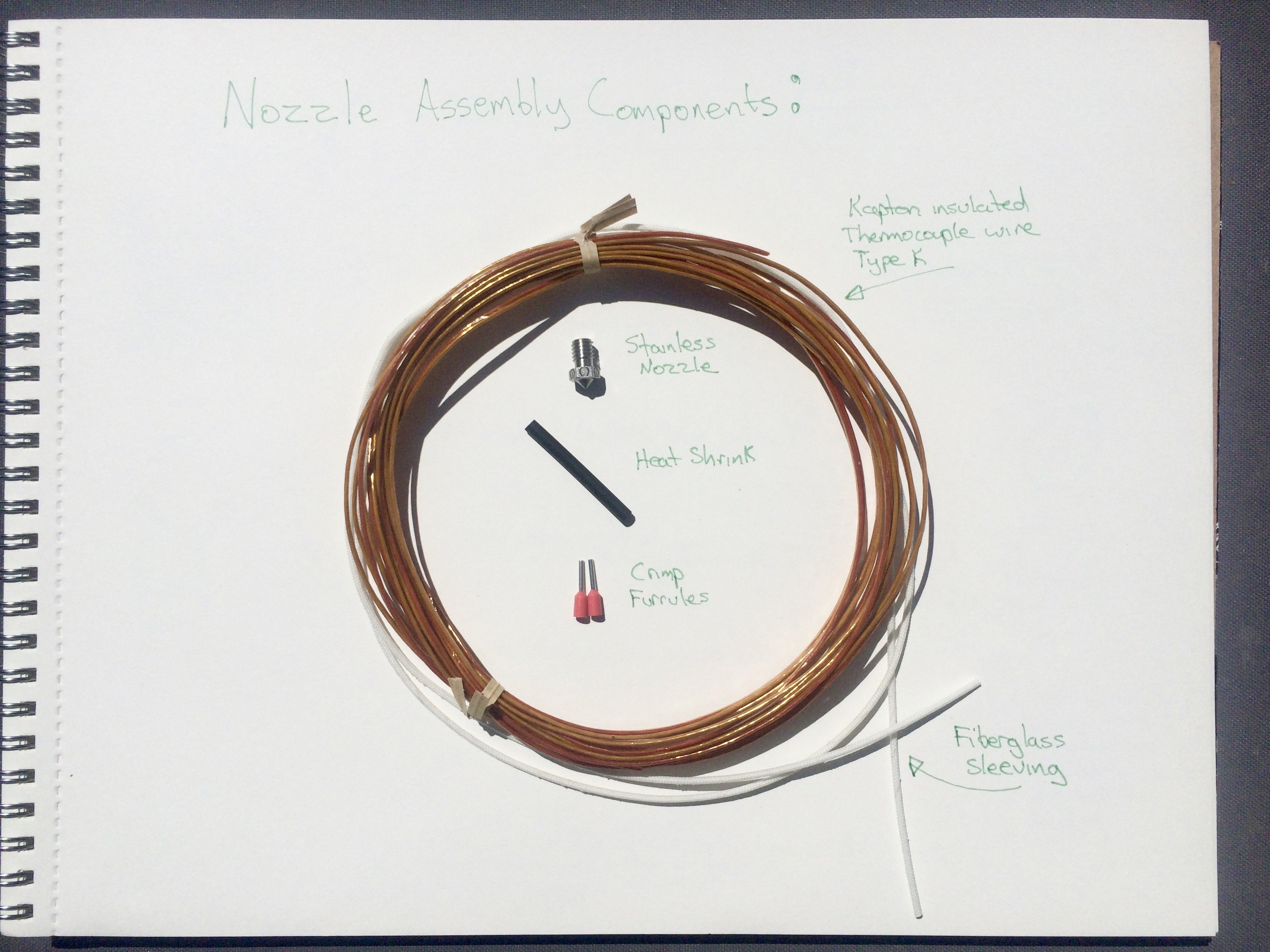
1Nozzle Assembly Components
![]()
-
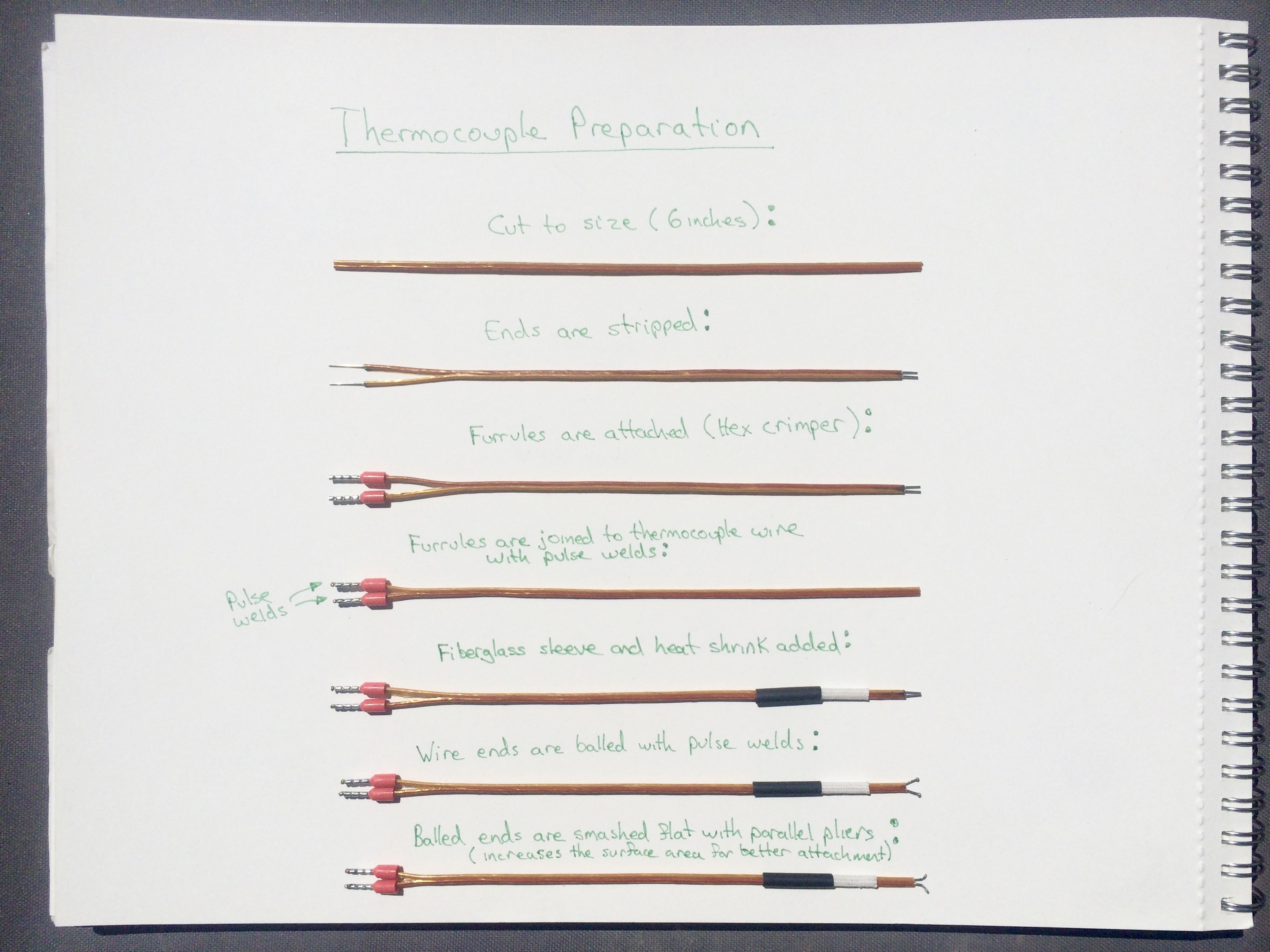
2Thermocouple preparation
![]()
-
3Closeup of balled and flattened thermocouple wire ends
![]()
I find that a 14 to 15 Joule pulse weld gives the best results. The welder is an Orion model 100c micro pulse TIG welder.
-
4Closeup of thermocouple welds on the nozzle
![]()
Three welds are used for each wire to ensure solid attachment.
-
5Welded Nozzle Assembly
![]()
-
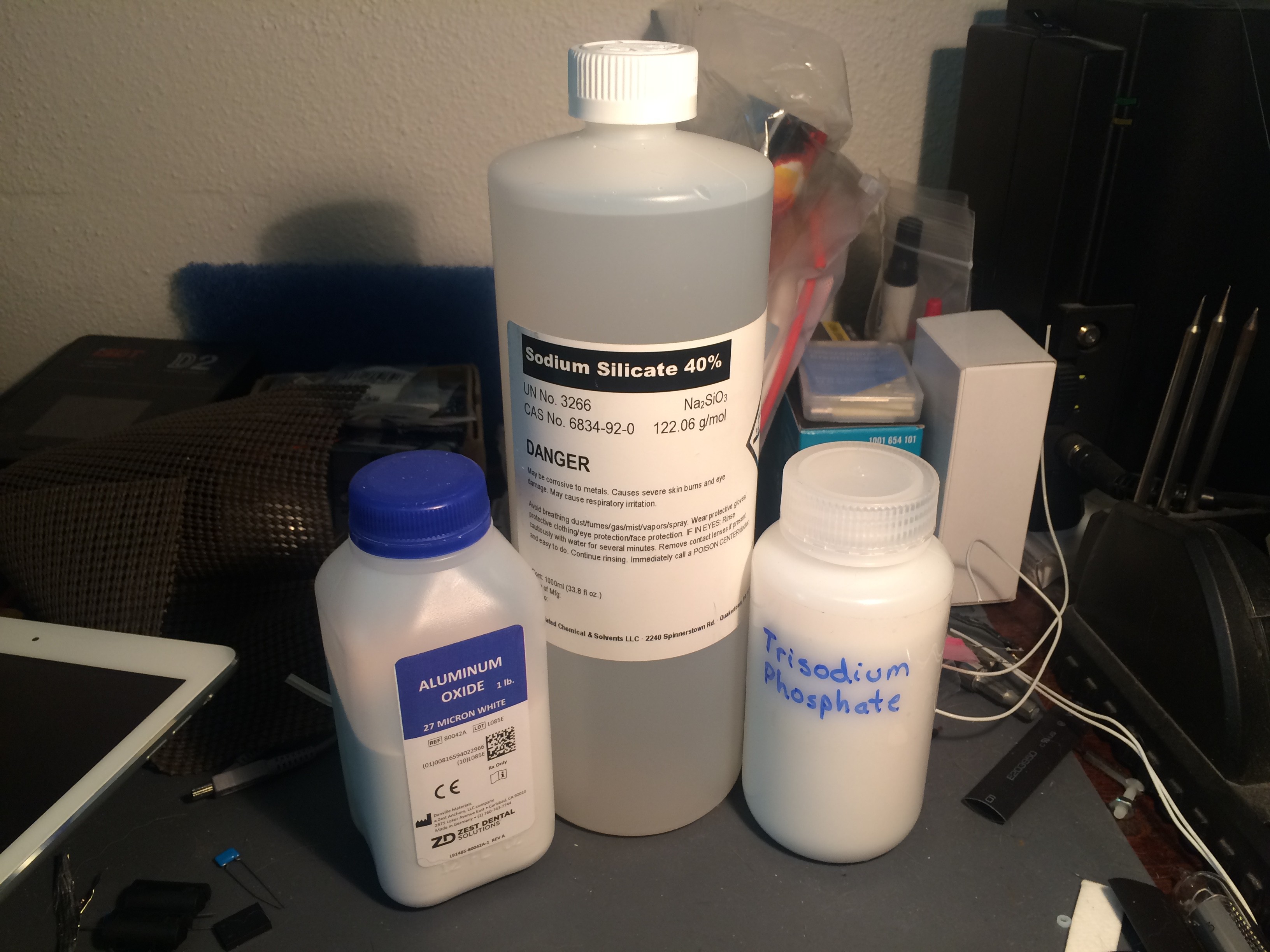
6Ultra high temp ceramic adhesive to protect the weld
I formulated an ultra high temp silicate adhesive to protect the weld and prevent the fiberglass sleeving from fraying.
![]()
The general process is just to add aluminum oxide powder to a sodium silicate solution to make a thin paste, then add just a tiny bit of trisodium phosphate (targeting around 1% of the amount of aluminum oxide).
It needs a few hours to set then should be cured at around 150 degrees C to drive out any remaining water.
![]()
-
7Finished Nozzle
![]()




Discussions
Become a Hackaday.io Member
Create an account to leave a comment. Already have an account? Log In.