-
1My Equipment
Hardware
- Custom CNC (MPCNC with Ramps 1.4 running Marlin)
- L-Cheapo 3.5 (3500mW) Watt Laser from Endurance Lasers.
- LASER PROTECTION EYEWEAR (Yes, this is essential, A Laser will blind you, do not use your laser without the appropriate eyewear)
Software
- AutoCAD 2018
- Estlcam V11
- Repetier V2.05Host
- Notepad++
-
2T-Rex Plans
The plans I used are available at www.makecnc.com, this is a good resource for
Hobby CNC users, please note I have no affiliation with this company, I came upon them after a google search.The plans come in several formats, for me I used DXF so I could import them into AutoCAD.
-
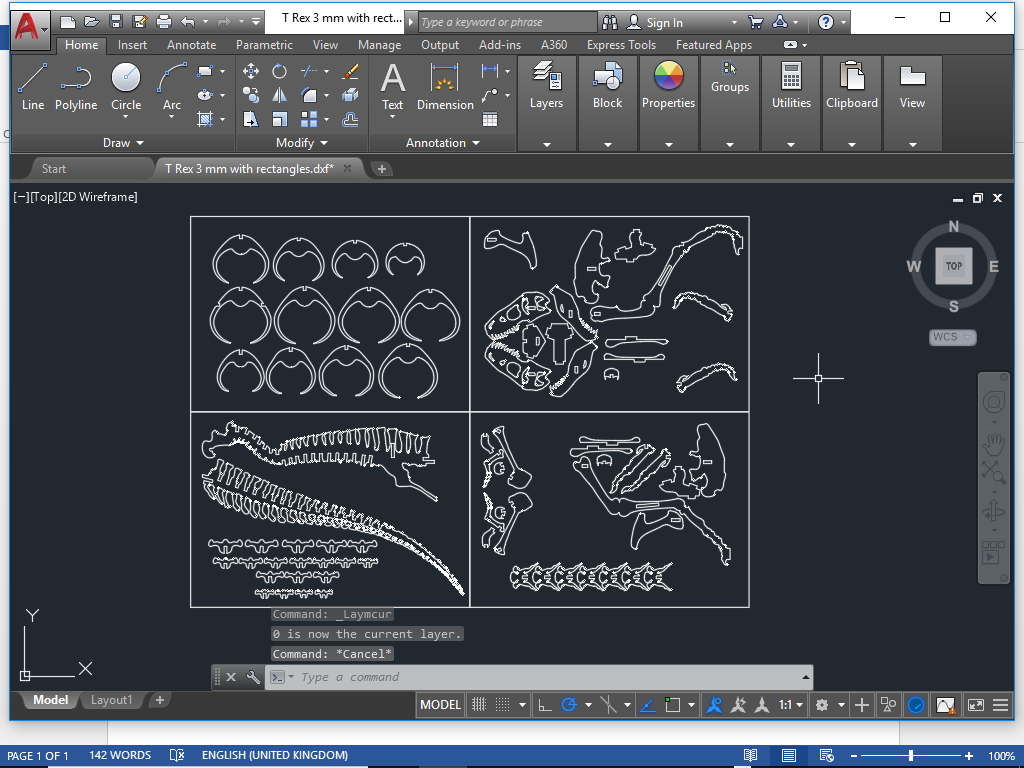
3Modifying Plans
![]()
My first steps was to modify the plans for use with the current wood stock I had available which was sheets of 3mm – 3.4mm Plywood at 300mm x 210mm.
In AutoCAD I drew a rectangle of 300mm x 210mm to represent the wood stock, I then placed all of the components into one of these rectangles, in my case I needed 4 rectangles.
-
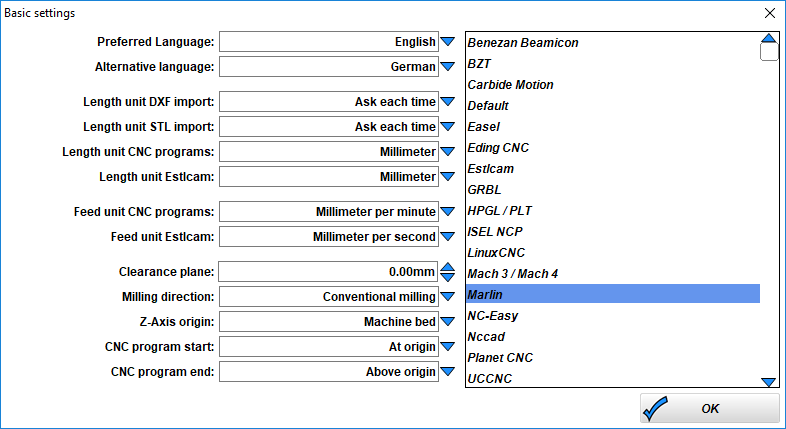
4Estlcam Settings
These are the settings I use within Estlcam for Laser Cutting
![]()
-
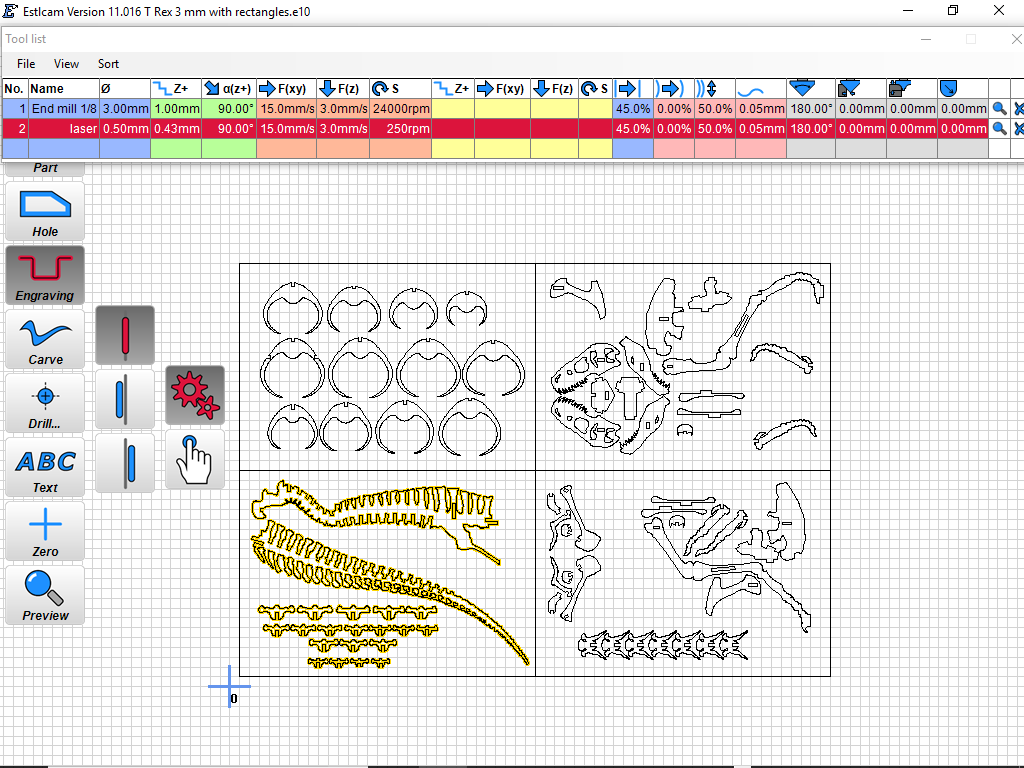
5Estlcam Engraving Setup
In Estlcam I opened the DXF file saved from the Modify Plans stage and imported them on a scale of millimeters.
In Estlcam I used the Engraving Tool set on Centred with Automatic Object Detection and clicked on each object I wanted to create a cutting path for, please note I did not cut the rectangles, they are only used for reference.
I zeroed my CNC 10mm x 10mm from the corner of the work piece, each rectangle represents a single work piece so these are done individually, I could have done all 4 at the same time, but decided to do one piece at a time.
![]()
My tool path depth is set at 3.4mm and my Laser Depth per Pass is set at 0.43, which will work out at 8 passes per object dropping my Z Axis height 0.43 mm each pass.
When I was happy with my Estlcam setup I then saved the CNC program and Estlcam converts everything into GCODE.
-
6Editing GCODE Within Notepad ++ (May Not Be Required)
This next step may or may not be needed, I am just new to Estlcam and if this option exists great, if not my way works. I cannot find out how to turn a laser on and off within Estlcam so I put the codes in manually by editing the GCODE within Notepad++
So for each engraving I insert my Laser Start and End Codes, for me using Marlin and Ramps 1.4 my Laser On is Code M106 S*** *** represents the power to the laser 0 = off, 255 = full power and Laser Off Code is M107. Please see image, these codes are placed at the start and beginning of each Engraving Pattern.
![]()
Lastly within Notepad++ I do a find and Replace on my movement speed and change this from F*** (F*** being whatever speed it’s set to in the GCODE) to F200. Again being new to Estlcam I may be missing this option as it was easier for me to manually do the Feed rate than trying to work it out.
When happy I save the GCODE
-
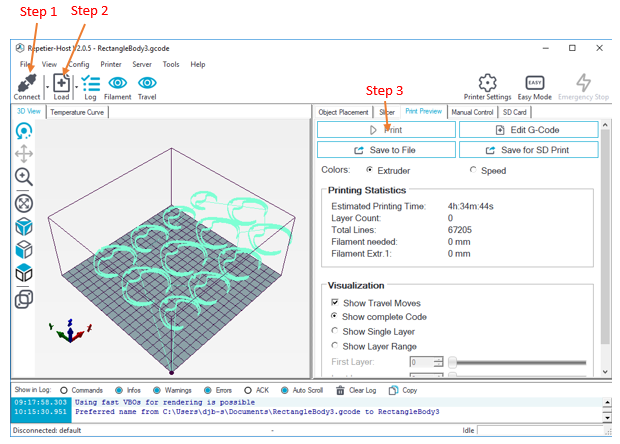
7Repetier Host and Cutting
Using Repetier V2.05 Host.
To be honest this is the easiest part, only requires 3 Steps. First I click on Connect to connect to my CNC Machine, then Load to Load the GCODE file we saved earlier, then Print to Start the Cutting.
![]()
Before cutting please check your laser focusing.
Some info about my laser focus.
For me I found my laser was focused best at 65mm from top of cutting surface, so I would manually adjust my Z height to take into account the thickness of the Work Piece, in this case 3.4mm so I adjust my Z Height to 61.6mm, then the GCODE moves the Z Height back up to 65mm during operation, with a Z height decrease of 0.43mm each pass I found the focus to work great.
The only real issues I had with the whole cutting process was any kind of warping of the wood, since the focus is so precise warping does have impact on the cutting process where I found sometimes not all cuts passed fully through the wood. This was easily fixed by using a small craft knife to cut the parts that were not 100% through the wood.
-
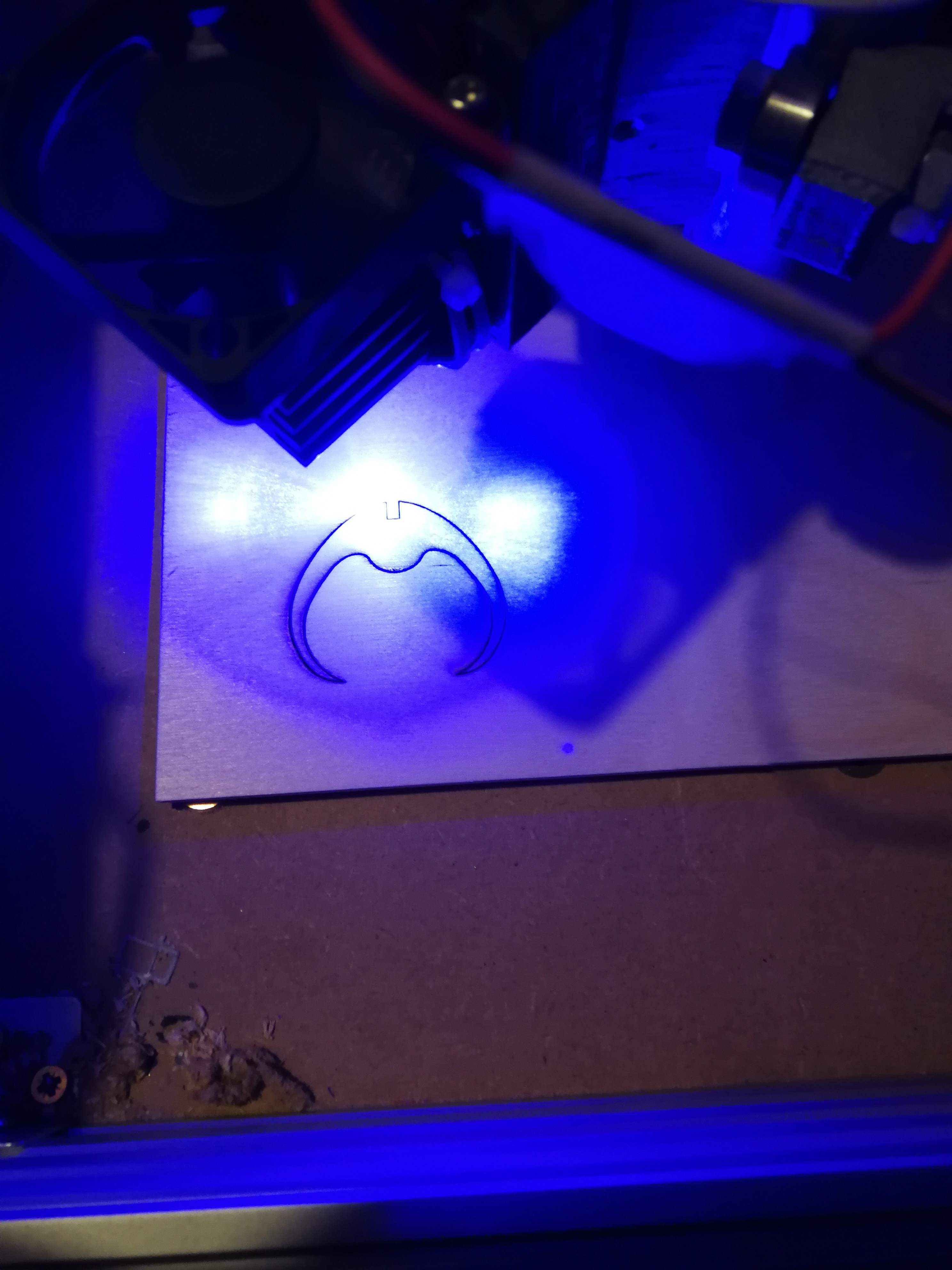
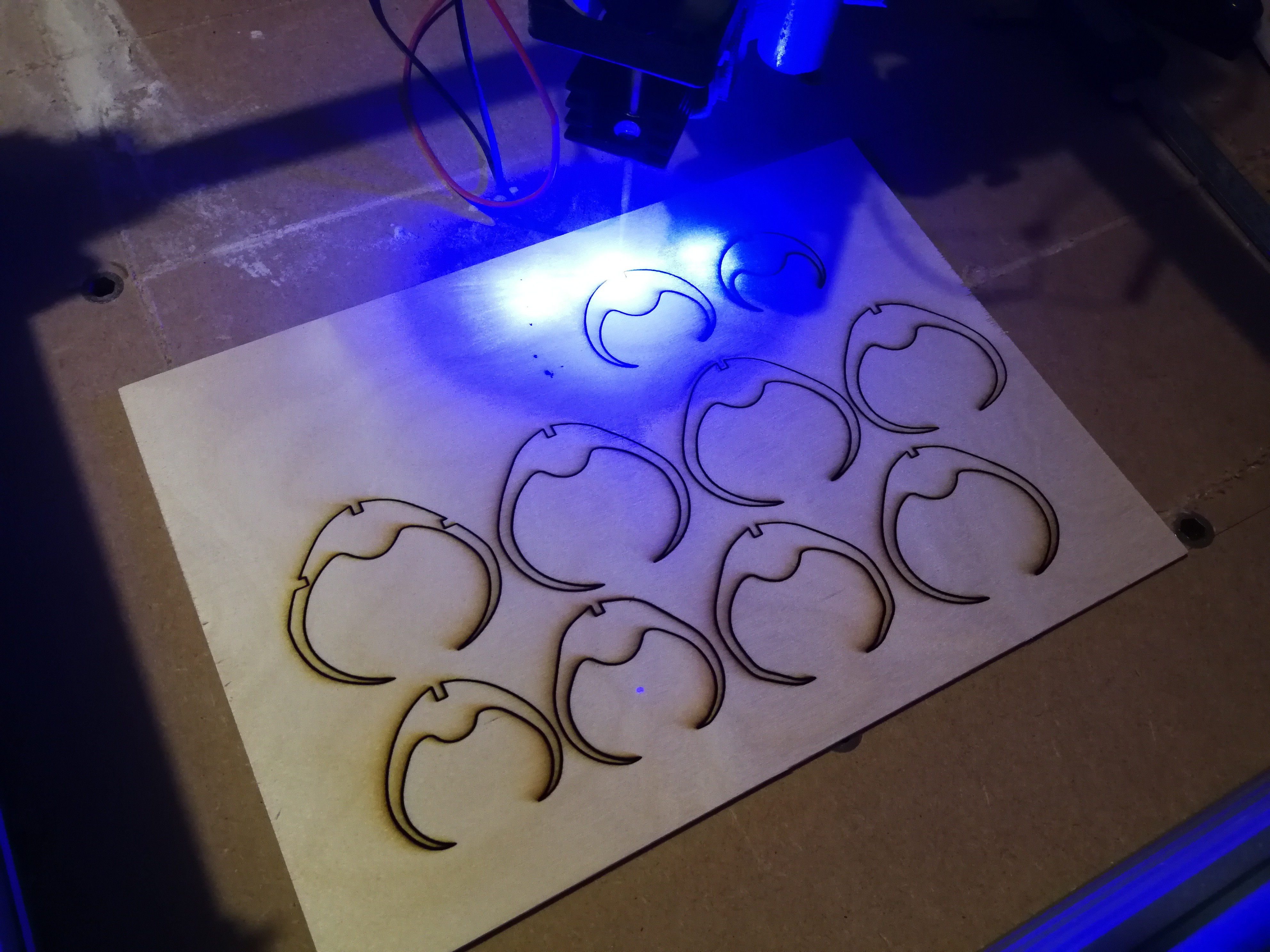
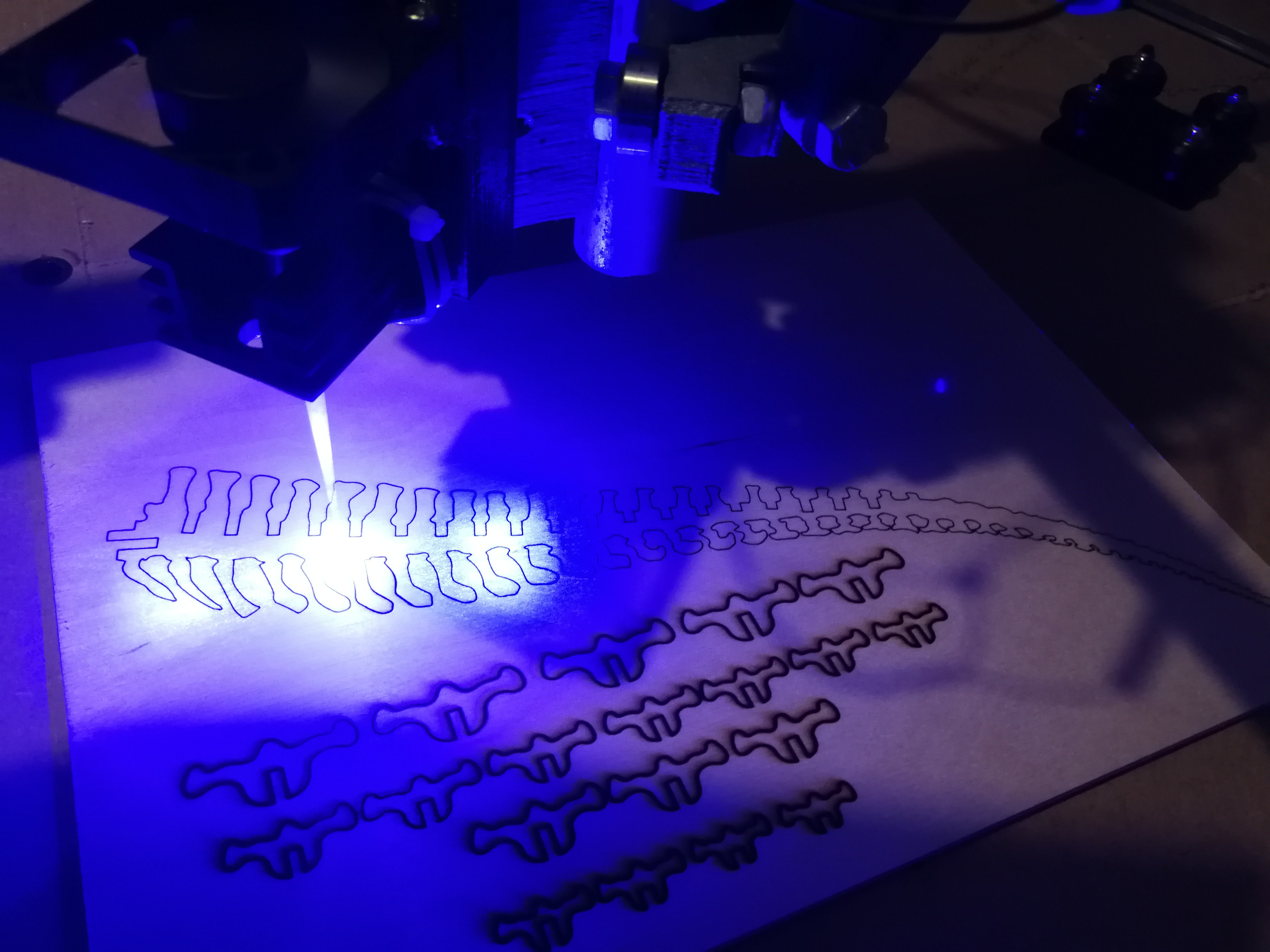
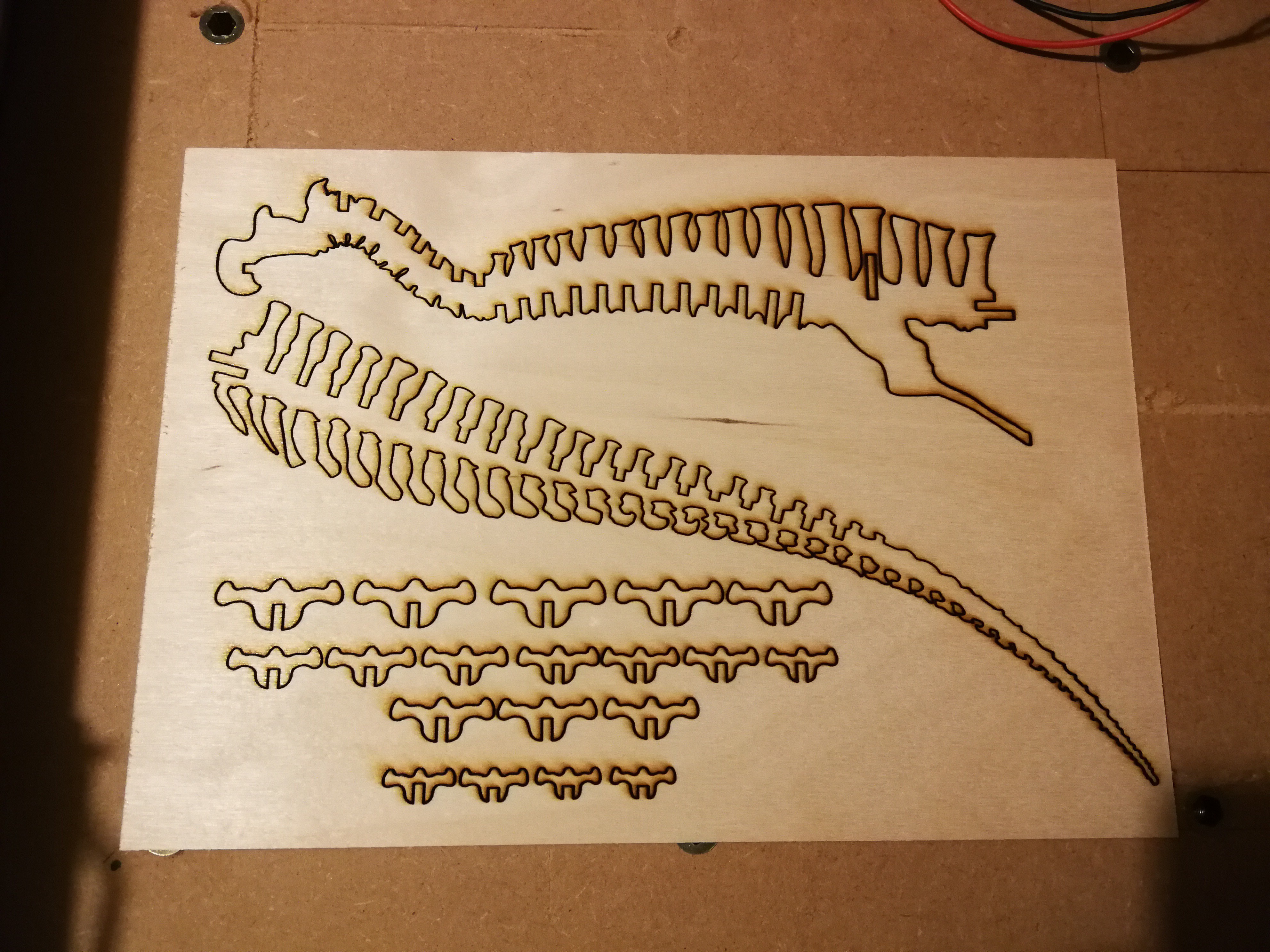
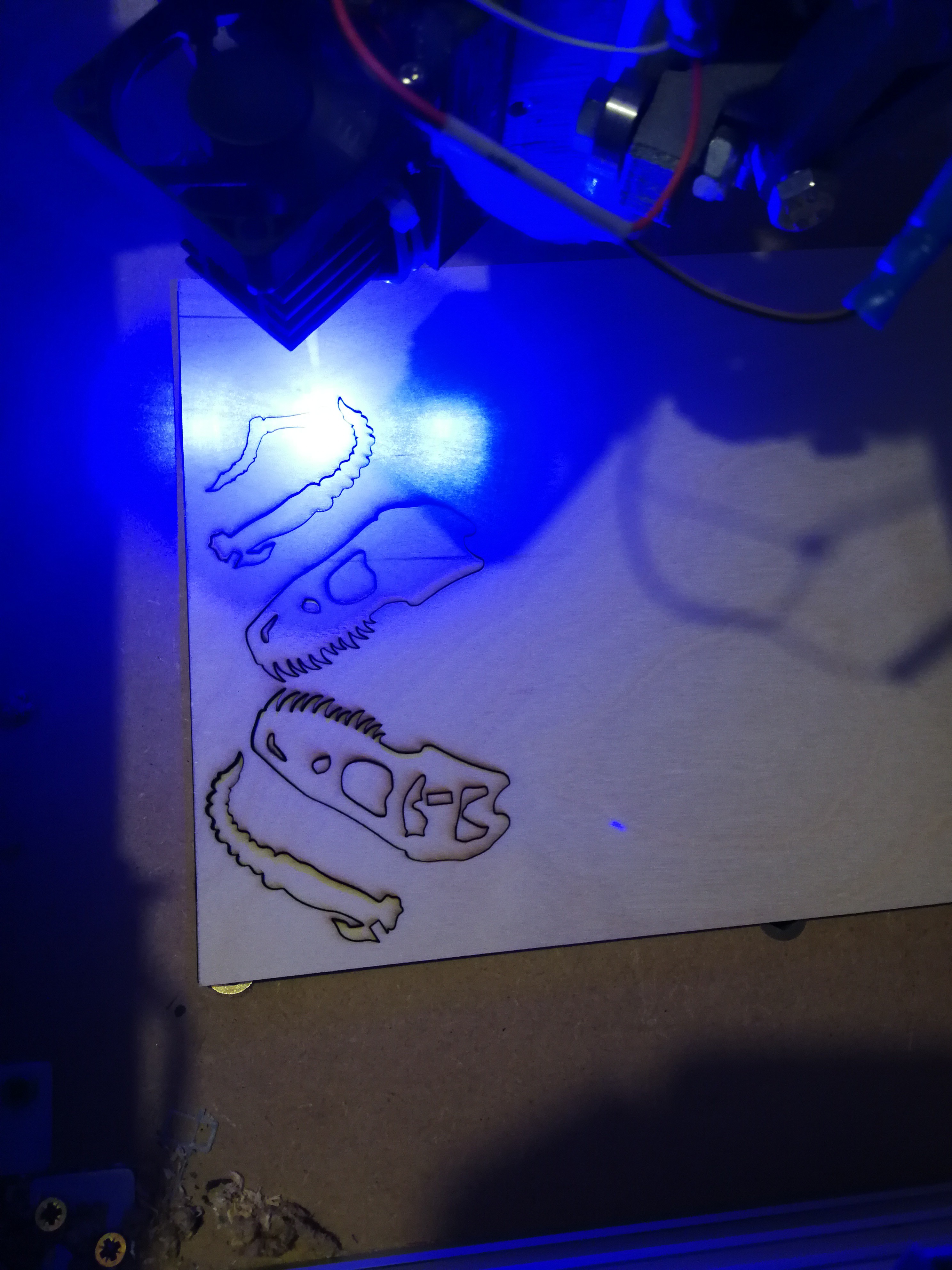
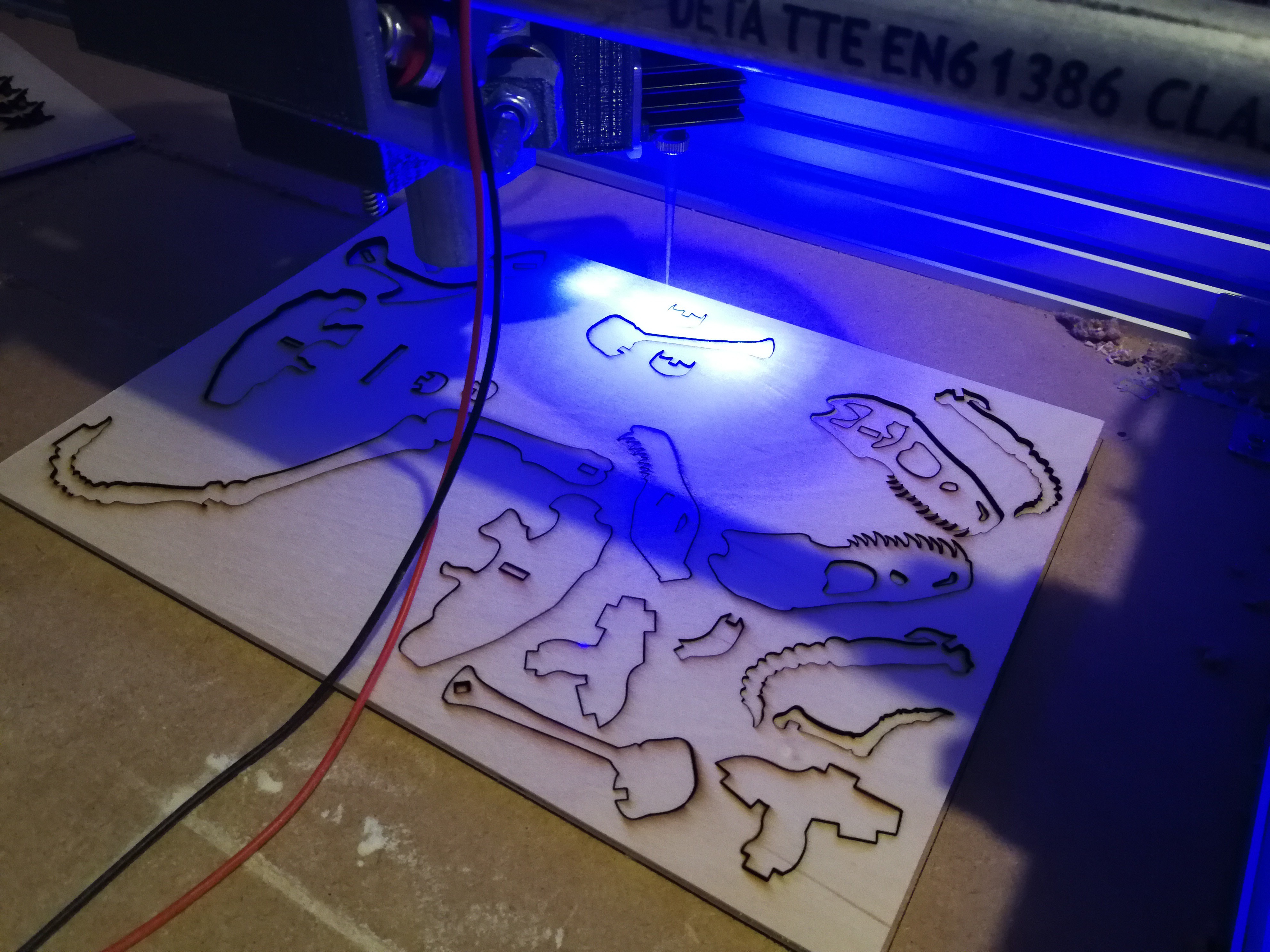
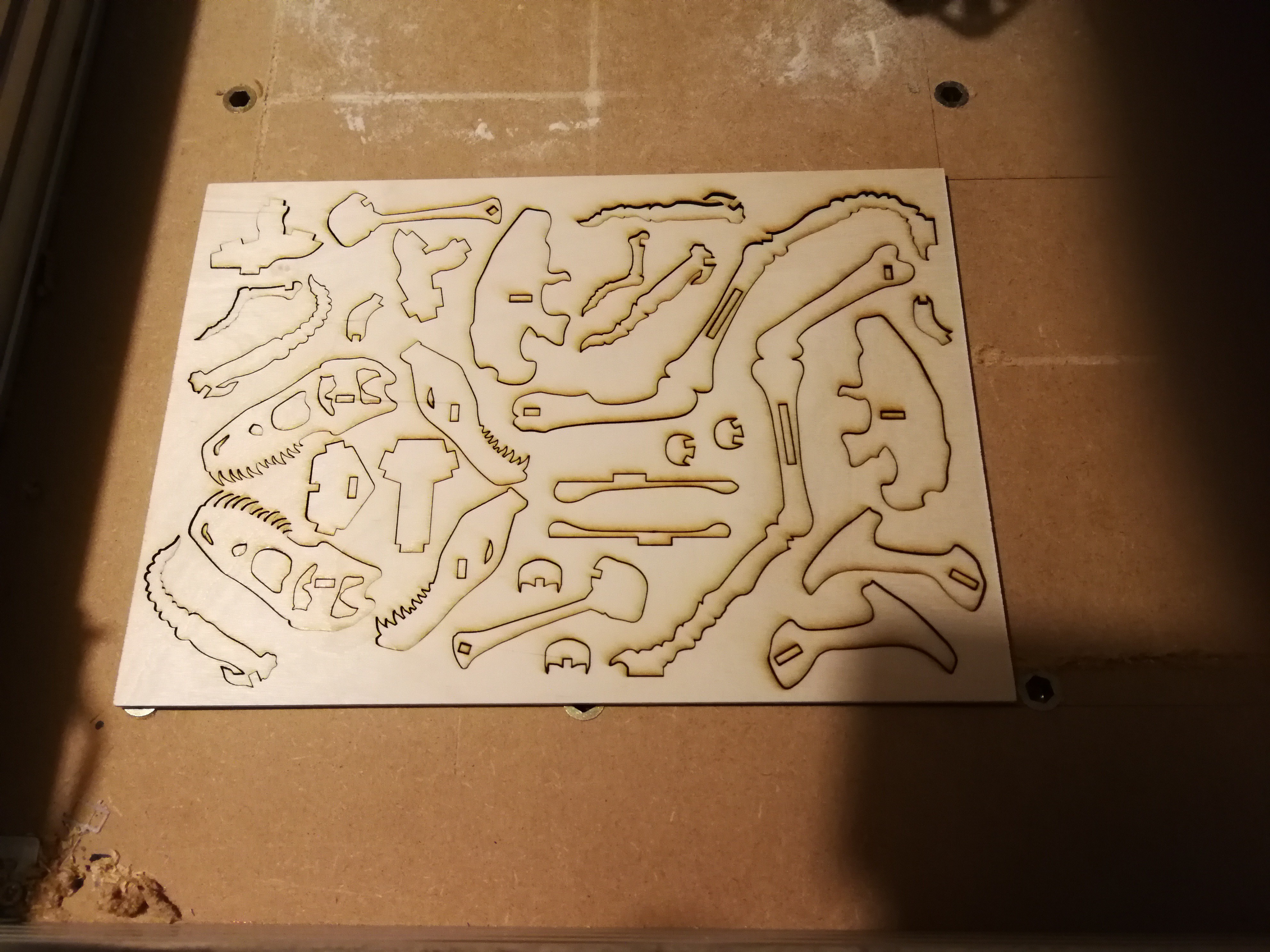
8Some Cutting Photos
Few things to note.
I combined 2 of my rectangle sheets into one to save on wood. This is easy to do during the modify stage of the plans for cutting.
This is my first real project using a Laser Cutter on my CNC machine.
I have to say I wasn't expecting much from a 3.5 Watt Laser Diode, but the Laser Diode went way above any expectation I had.
Links
Endurance Lasers www.endurancelasers.com
L-Cheapo Lasers www.robots-everywhere.com
MPCNC https://www.v1engineering.com/
Estlcam www.estlcam.com
Repetier Host https://www.repetier.com/
Notepad ++ https://notepad-plus-plus.org/
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
T-REX Using 3.5 Watt L-Cheapo From Endurance Laser
This project is how I went about creating the pictured T-REX model using my MPCNC CNC Machine and a 3.5 Watt L-Cheapo from Endurance Laser





Discussions
Become a Hackaday.io Member
Create an account to leave a comment. Already have an account? Log In.