 Russell Munro
Russell Munro-
1Tray and mounts
Parts to Print
1x Tray-full.stl (or A, B & C for 6" print bed)
6x Bearing-rib.stl
4x spring-mount.stl
1x Mount-mount.stlParts
6x 10mm screw
10x 10mm counter-sunk screws (+4 for 3 part tray)
18x 3mm nyloc hex nutsTools
Screw driver
Soldering IronAssembly

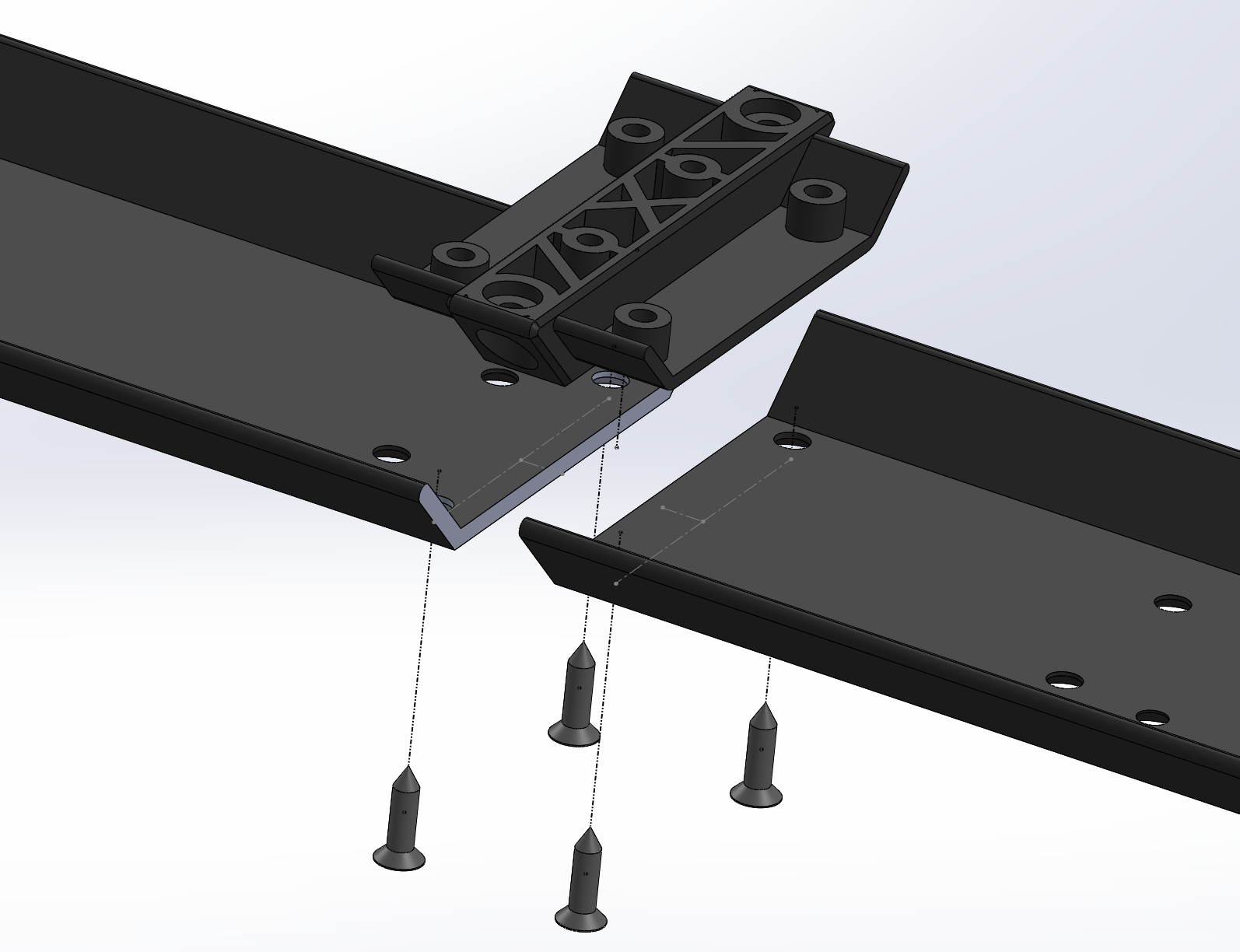
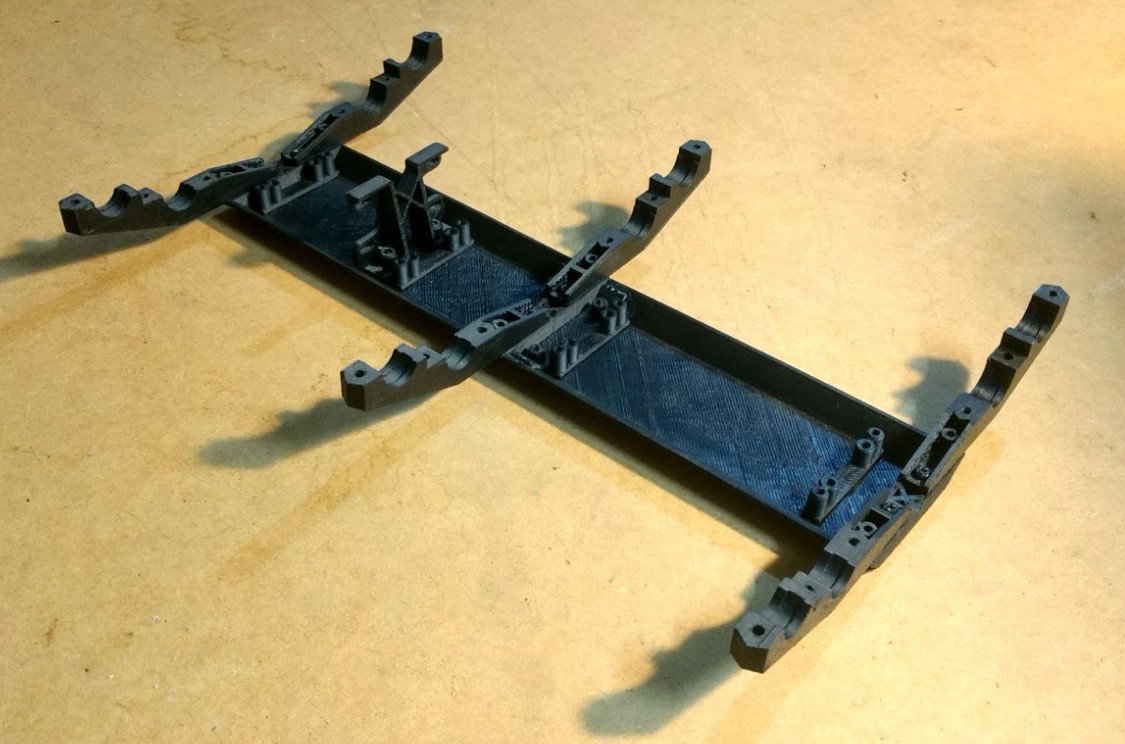
a) If you had to print the three piece tray joint them together now with 4 counter sunk screws. When assembled the whole tray should sit level on a flat surface. If it arching up you may need to clean up the underside of tray-join to help it sit better with the front and back pieces. 80 grit Sand paper on sanding block should help.
b) Push 18x nuts into the resecess underneath the 6 Bearing-rib prints. You may need to use a solding iron to heat the nut, melt the surounding plastic and set the nut in fully. If you do, make sure to temporarily attach an m3 bolt to keep the nut thread aligned with the bolt hole.
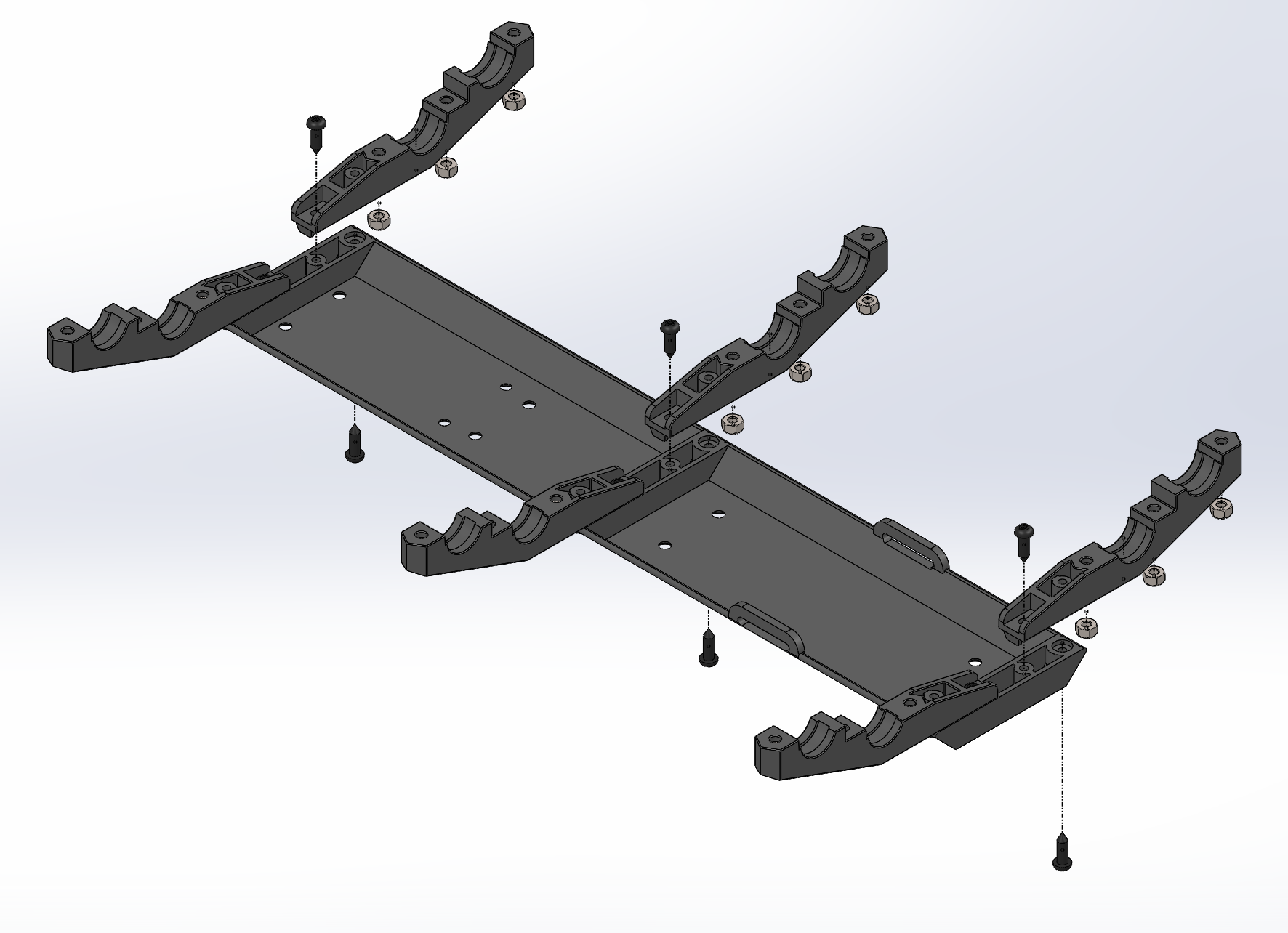
c) Attach 6x Bearing-rib to the tray with 12x 10mm screws.
d) Fit Spring-mounts with 8x counter sunk 10mm screws, from underneath the tray. Do the same for the Motor-mount. Make sure the flat side is facing away from the tray centre.
-
2Knee joint
Parts to Print
1x Joint-left.stl (or Joint-right.stl)
1x Pivot-upper.stl
1x Pivot-lower.stl
2x Pivot-leaver.stl
Parts (for 1 of 8)
2x Bearings 15x10mm flanged
2x Bearing 15x10mm
2x Bearing 10x5mm
1x Torsion spring LH (or right hand)
2x 10mm screw - counter sunk
4x 20mm screws - button head
1x 16mm screw - button head
1x m3 Bolt 25mm
1x m3 lock nut
1x m3 spacer
Tools
Screw driver
Hobby knife
3mm drill bit (or 2.9mm if you like a tight fit)
Pliers - preferably needle noseAssembly
Part fit may vary from printer to printer. If you are able you may like to refine you printer settings to suit after the first hip is assembled.
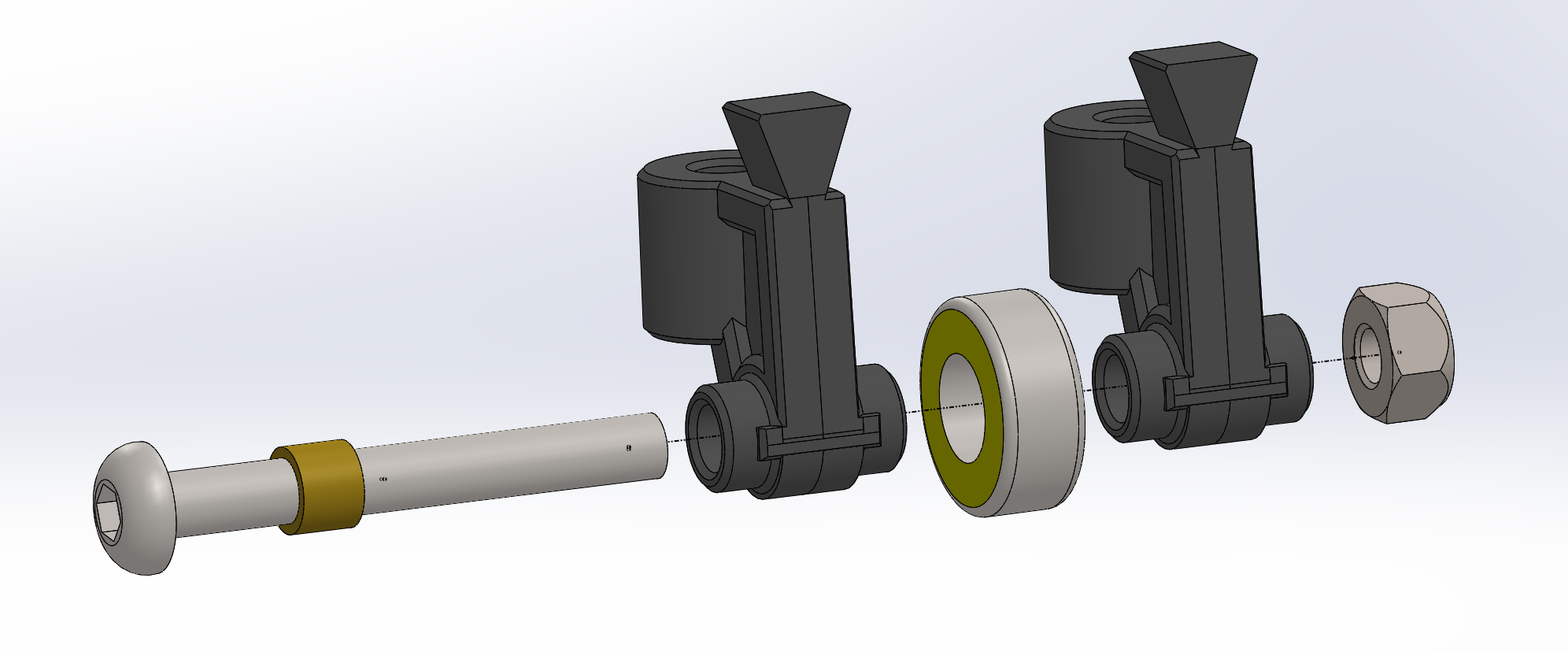
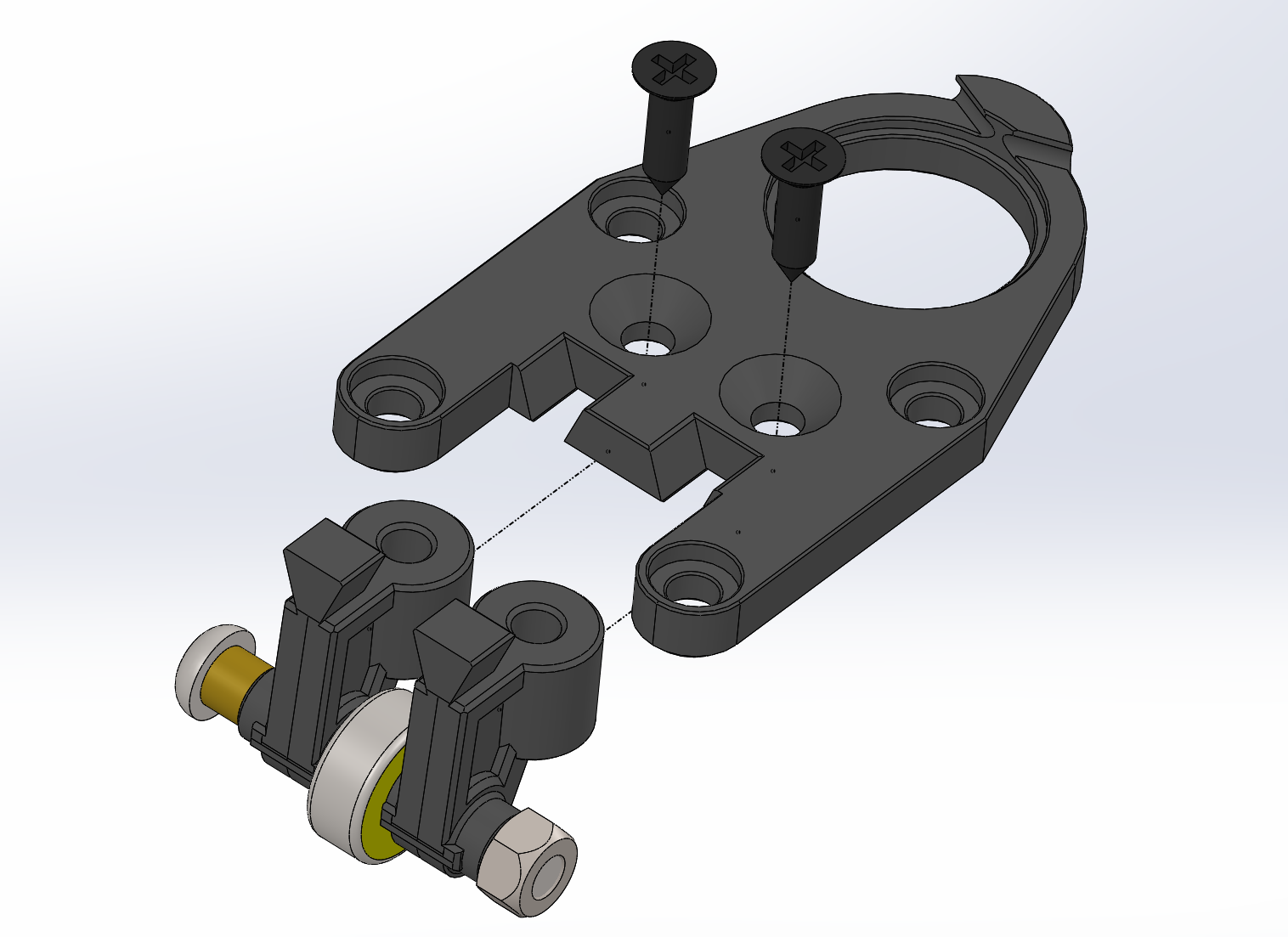
Depending on your print results you may like to drill out the holes. I make point of drilling all of my parts holes, to ensure constant fit.a) Assemble the 25mm bolt, m3 spacer, 2x Pivot-leaver, bearing and assemble as illustrated. Tighten bolt and nut until the Pivot-leavers parts fit inside the bearings up to the stops.
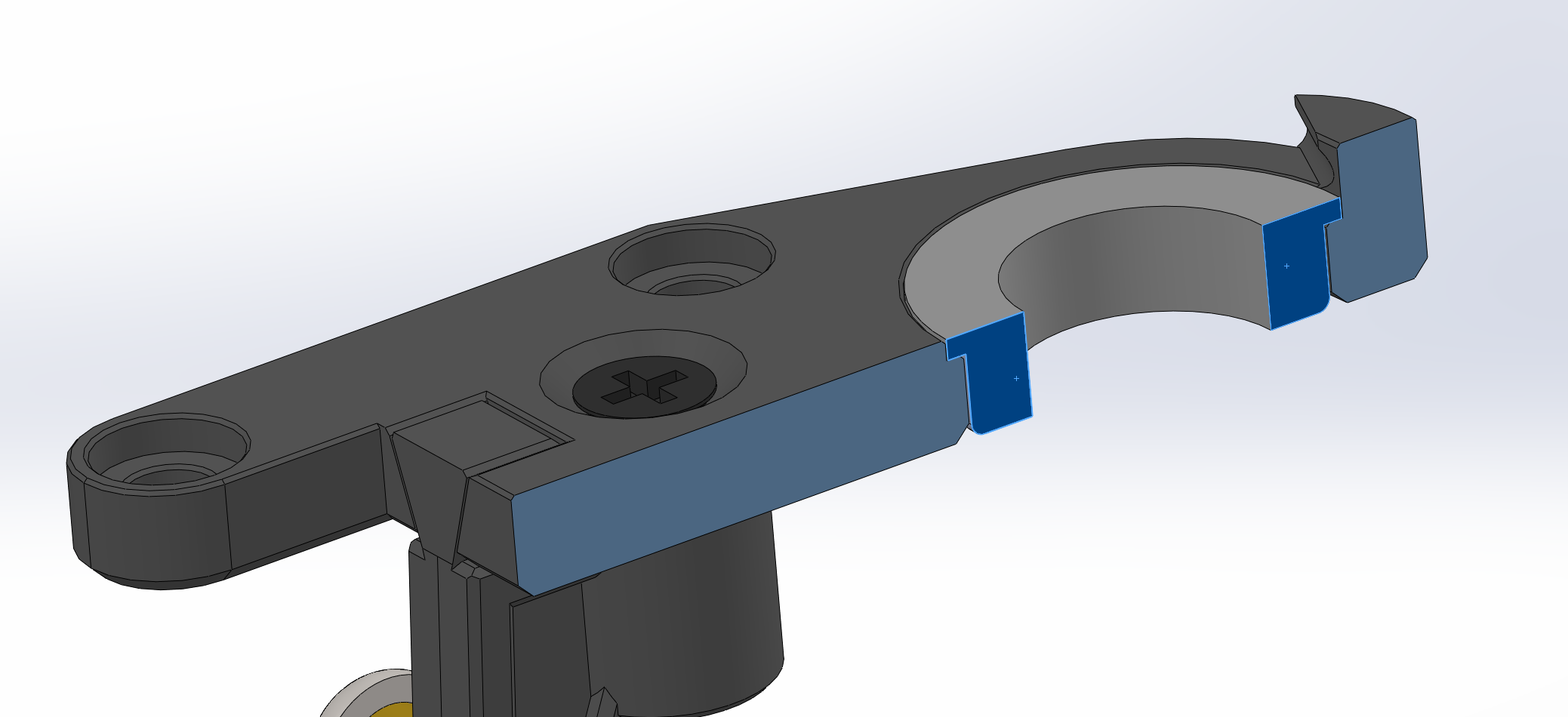
b) With the above sub-assembly, push the dove tails into pivot-lower.stl and fasten with 2x 10mm cs screws.
c) Insert 2x flanged bearing into pivot lower and pivot upper. The flanges need to be a snug fit to the prints. If the flange bearing doesn't fit tight and flush use your hobby knife to gently carve out a happy home.
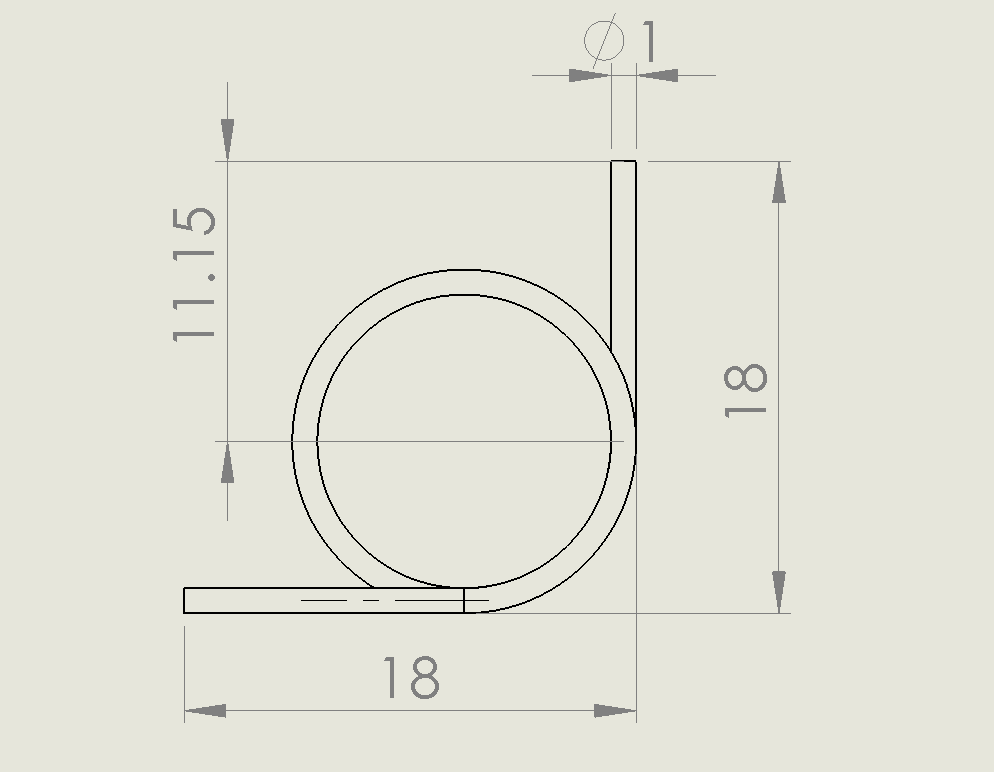
d) Cut down spring to the correct size.
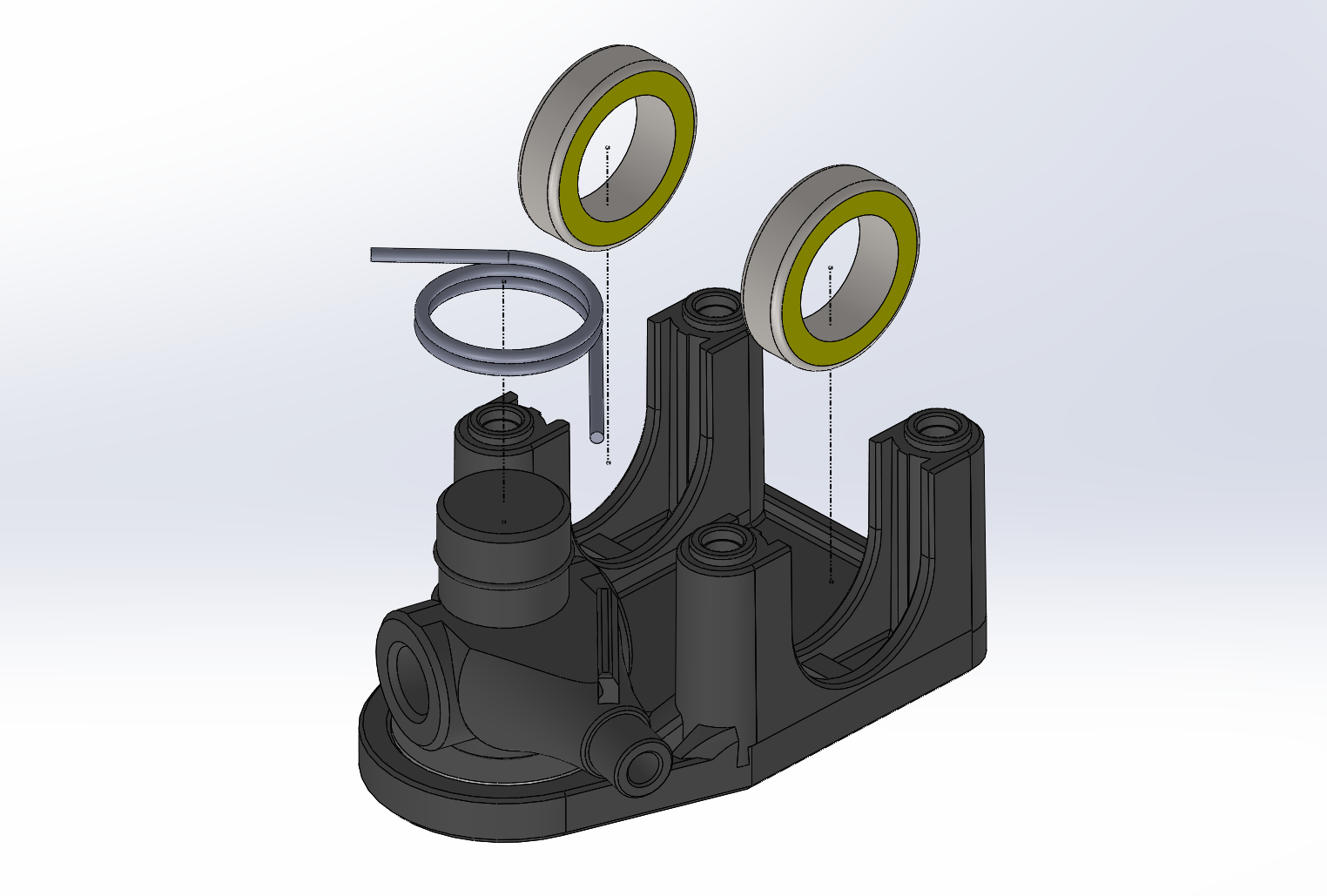
e) With upper pivot flat on its back, slide in 2x 15mm bearing. Push joint into flanged bearing with spring edge facing up. Ensuring you have the correct spring left or right hand - place torsion spring on-top of joint.
f) Place lower pivot onto of upper pivot. Before attaching with 4 20mm screws make sure the plastic parts mate nicely - tight without needing to be forced. When driving in screws in, check for bending plastic and use a hobby knife to trim plastic where it's interfering.
Use needle nose pliers to grab the end of the spring leg and move the spring and legs into the "sprung" position.
Put the last bearing on the tip of pivot.stl and insert the screw.
g) finished left hand assembly. Rinse and repeat for remaining 7 hips.
-
3Shafts Preperation
Parts to Print
Shaft-jig-inner full (or A & B for 6" print bed)
Shat-jig-outer (A & B for 6" for print bed)Parts and Supplies
1x 10x15 bearing - note: the particles from this sanding process will wreck this bearing.
4x 280mm - 10mm aluminium extrusion tube
120 grit Silicon Carbide sandpaper - a dozen sheets. Silicon Carbide works best on aluminium
Small BowlTools
Drill press
2.9mm drill bit - to match M3 bolt diameterInstructions
The four shafts are the only parts that require some hand crafting. (Until I can find an affordable way to manufacture them)
Here's the problem; the 15x10mm bearings have a precise 10mm inside diameter. The aluminium shaft we will use is about 10mm but needs to be about 9.97mm (+-0.1mm) to fit smoothly through the bearings.
The process below describes using sandpaper to remove ~0.03mm of aluminium to allow this bearing/shaft fit to happen. This is a low tech approach for those that do not have access to a metal lathe and precision measuring tools.
But before we can begin, head to a hardware store to buy some 10mm aluminium tube stock.
Take with you a 15x10mm bearing (and digital calipers if you have them) test some of the tubes. Aluminium extrusion tube can vary a little in diameter so try and find some that is undersized. It will save you a bunch of time in sanding steps. Buy what you need and don't forget the sandpaper and 2.9mm drill bit. (Perhaps take the project BOM and see what else you need while you're there. )
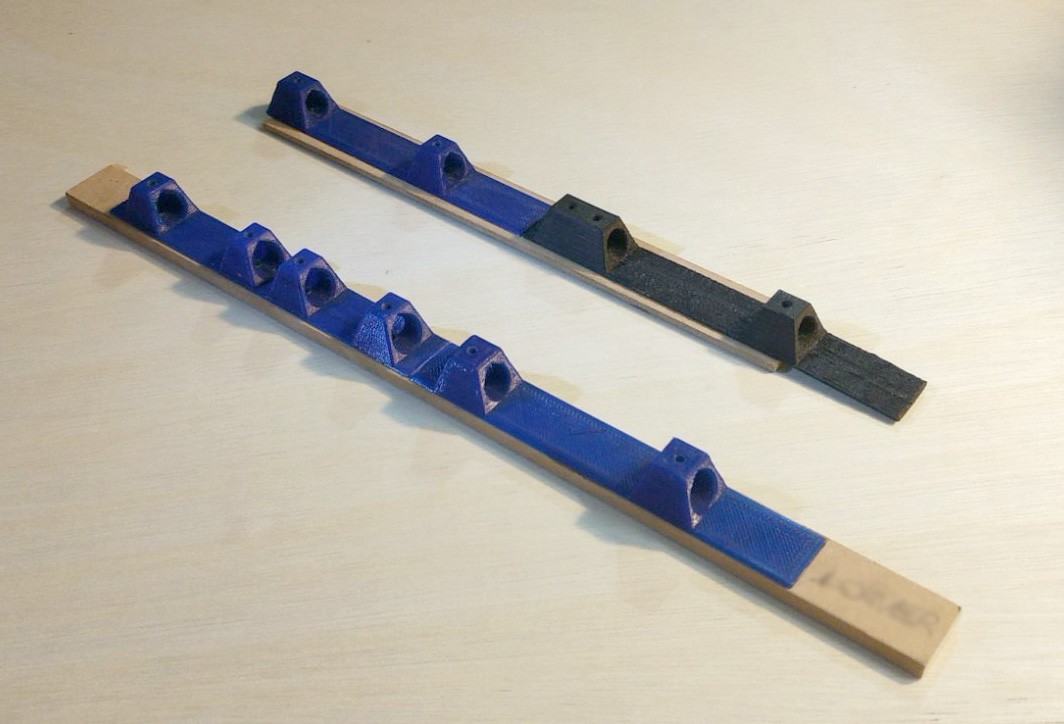
A) 3D Print the two shaft jigs, inner and outer. If you have to print the 6" bed version, glue the pieces to a strip of wood.
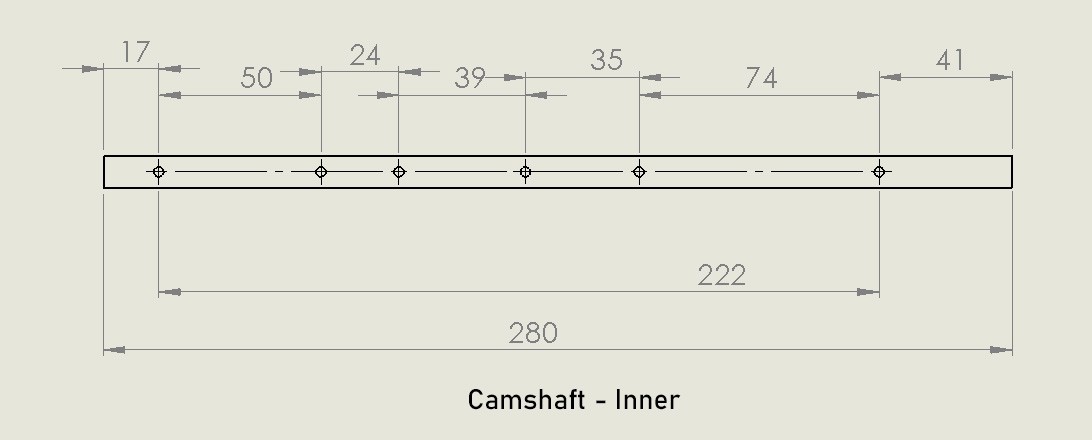
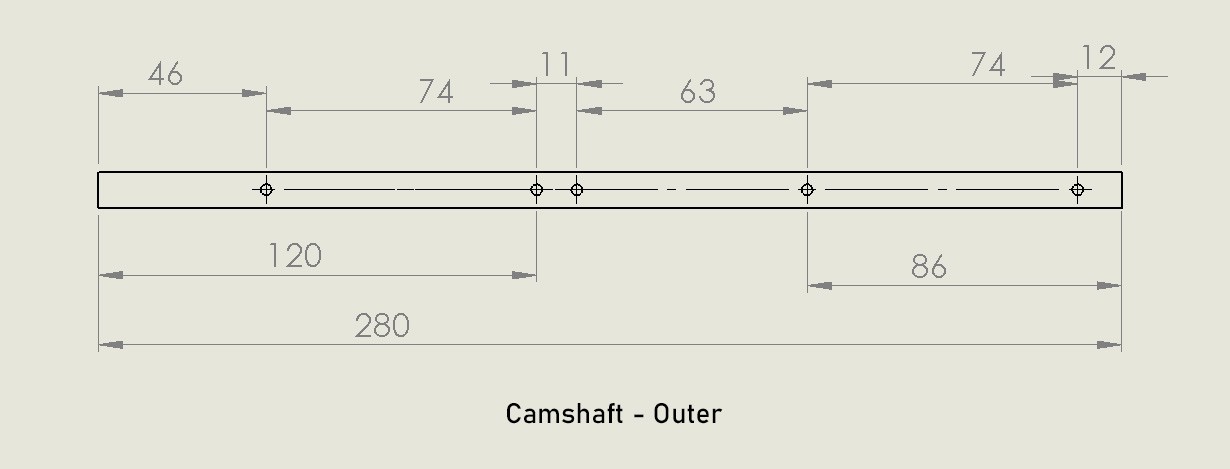
Before you glue making sure that the distances between the holes across the halves matches the dimensions on the drawing below.
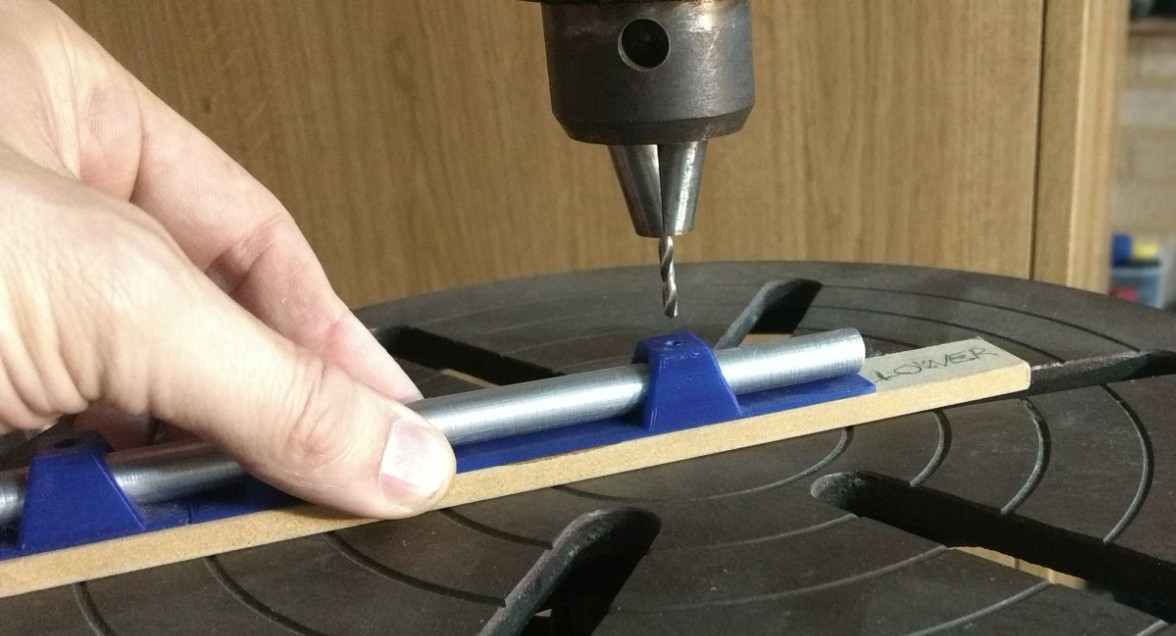
B) Cut of a length of tube 280mm long and insert into the a jig.
Drill the holes first because they don't always come out perfectly straight and you want to find out before the time consuming sanding part.
Make sure the shaft ends sit flush with the ends of the jig so the holes will be drilled in the right place.
Place the 2.9mm drill bit in your drill chuck leaving only 2cm of drill bit showing. Adjust the drill press plate close to the drill tip.
When drilling the holes it's important not to use force to make it drill faster, this will cause the drill bit to drift on the round tube and result in unparallel holes and therefore unsynchronized leg movement.
C) Begin drilling the holes, apply light pressure and let the drill bit do the work. Drill all the way through both sides of the tube.
D) When all holes are drilled, extract the shaft from the jig. This may require some effort, if it does mount some spare aluminium tube vertically in a bench vise. Pull the new shaft down onto the spare tube to push it out.
E) Check the alignment by inserting M3 bolts or nails into the holes and look along the length of the shaft. Ideally all the bolts/nails should all be parallel. If not you should check that your drill bit is nice and sharp and consider drilling a new shaft.Shaft Grinding
Drill press setup: drop the drill press table, clamp the shaft into the chuck using light pressure, put the bowl beneath and fill with a little water.
A) Using a spare bearing try to push the bearing onto the bottom end of the shaft.
If the bearing DOES fit on skip to step C).
If the bearing DOESN'T fit, read on.B) Switch on the drill, using a dampened 2"ish strip of sand paper start sanding.
Start low and work upwards, slowly, methodically repeat for 5-10 sweeps. Always starting low and sanding upwards. Push/pull the paper to use all the sanding surface.
Stop the drill, wipe down the shaft with a rag. Go to step A.
C) If the bearing does fit, slide it as far up the shaft as it will go using light wiggling pressure.
Draw a pencil mark on the shaft where the bearing is, then remove the bearing.
This pencil mark is your new start point DO NOT sand below this line.
Return to step B start from pencil mark. Once the bearing reaches the drill chuck swap shaft ends and repeat step B for the remaining unsanded part of the shaft.
You should now have a completed shaft.
Repeat the whole process three more times making sure to make two inner shafts and two outer shafts.
-
4Camshaft - Inner
Parts to Print
4x lift-cam.stl
2x shaft-plugs.stl
1x gear.stl
1x 60-tooth-pulley.stlParts
3x 15x10mm bearings
1x 20mm M3 bolt
4x 16mm M3 bolts
5x M3 Nyloc nuts
2x 10mm cs screws
Shaft - inner - drilled and sanded from above stepTools
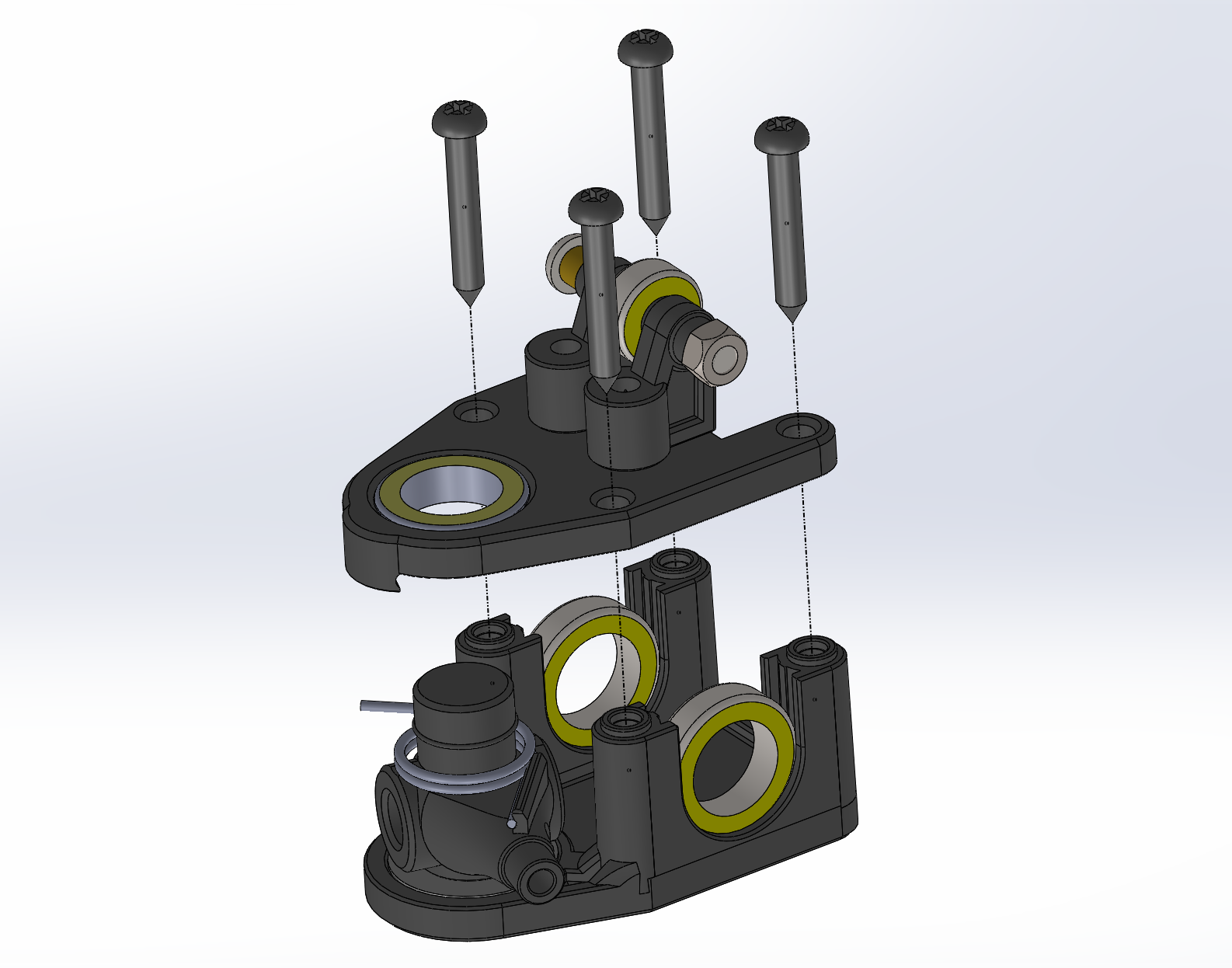
Screw driverAssembly
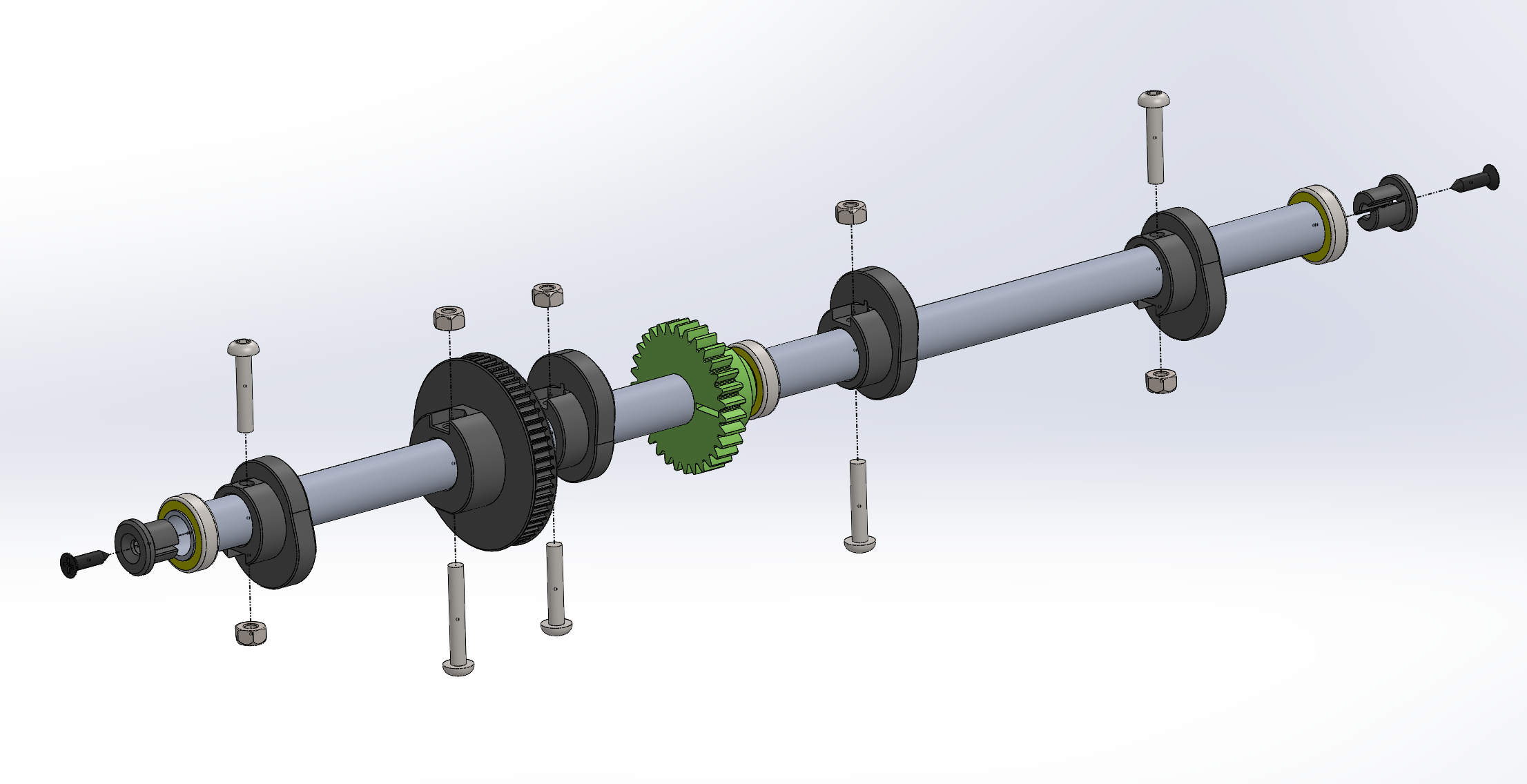
Push all the parts onto the shaft in the order and orientation as illustrated below.
Insert 16mm M3 bolts into the cams and 20mm bolts 60 tooth pulley, make sure the cam lobes match the illustration then screw on nuts.
Leave the gear unbolted for now, we will set that during final assembly.
Repeat for the other side. -
5Camshaft - Outer
coming soon









Discussions
Become a Hackaday.io Member
Create an account to leave a comment. Already have an account? Log In.