Val
Val-
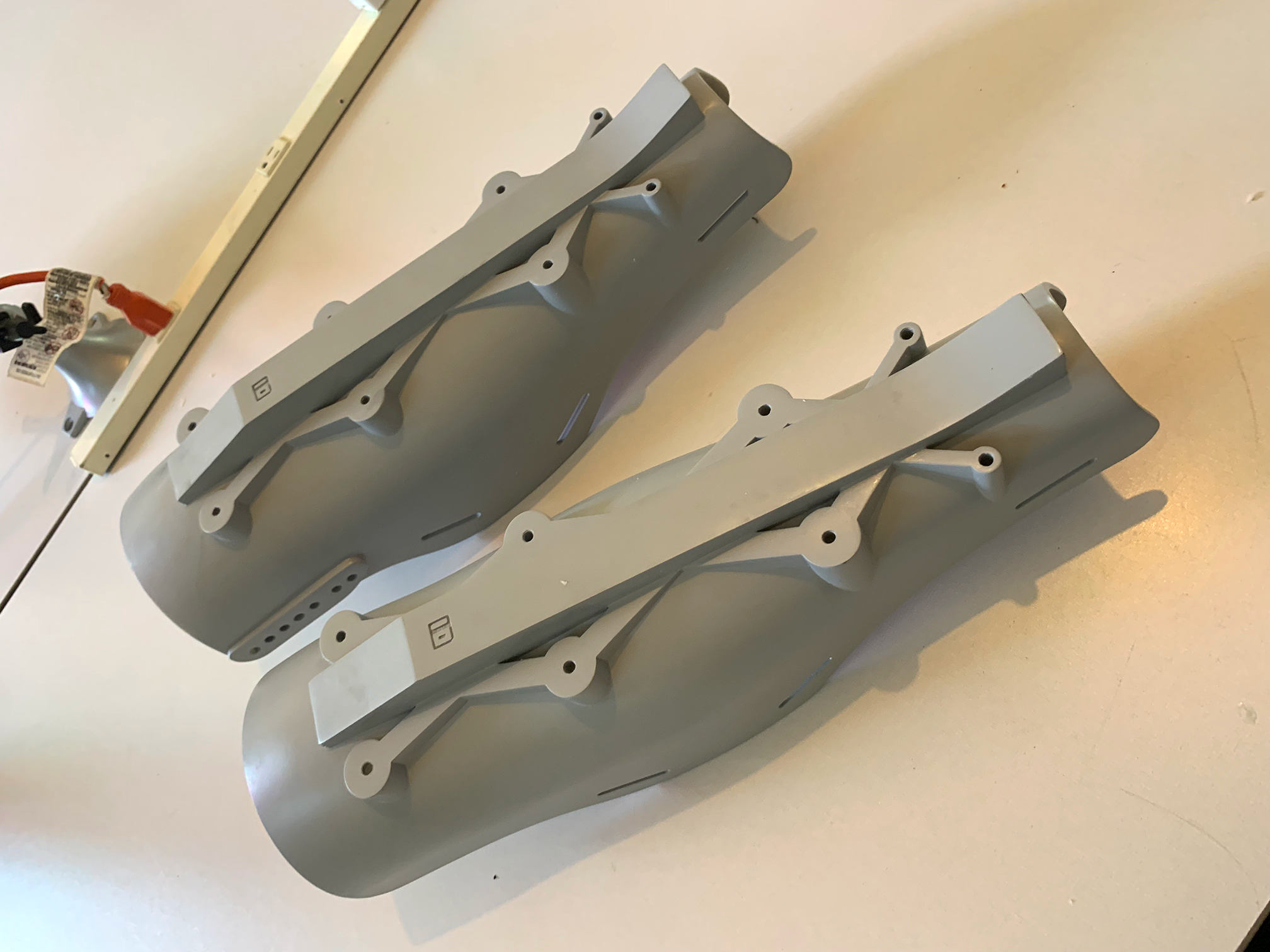
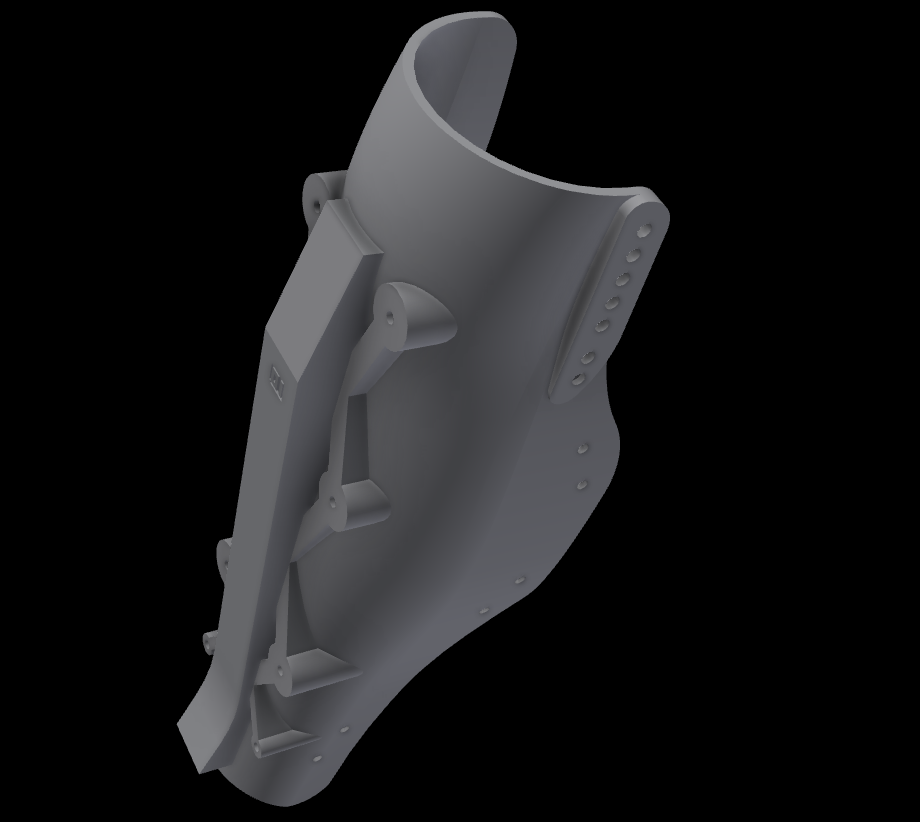
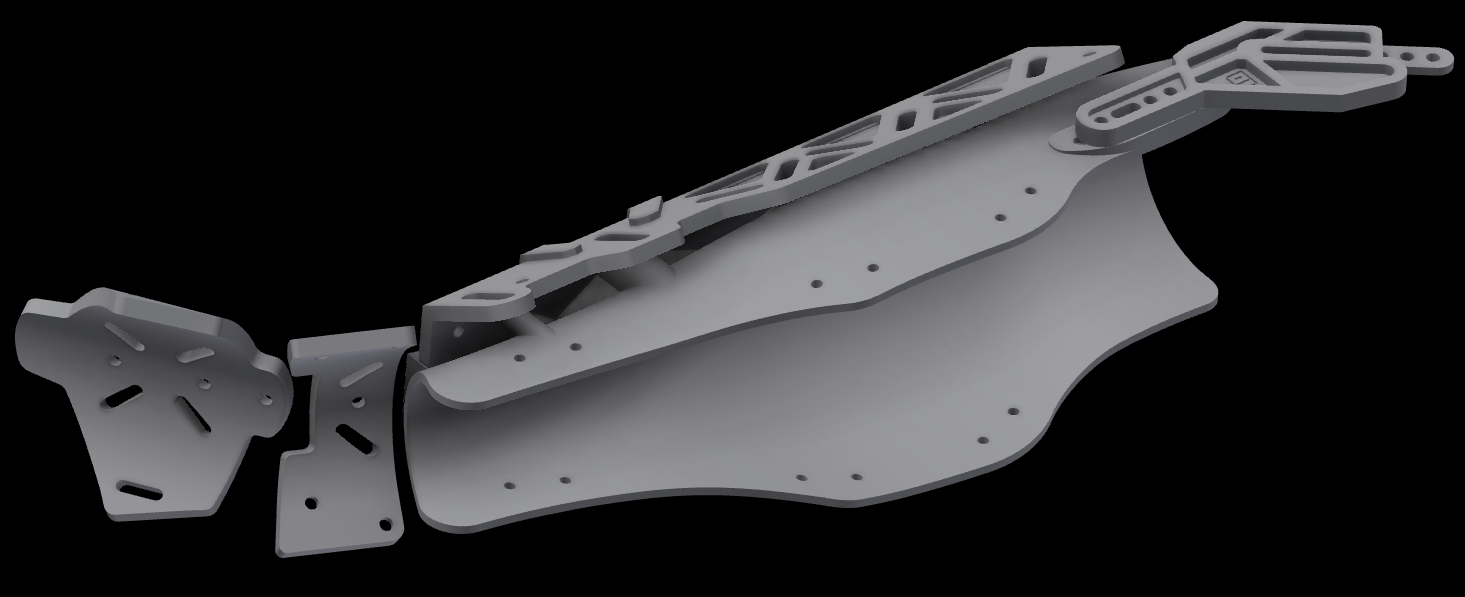
3D-printed shin guards re-cast out of rubber
05/14/2019 at 02:30 • 0 commentsThe past three weeks have been a living hell of trying to cast two large plastic parts with complex geometry and thin edges out of rubber. Today it ends!
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
I used SmoothOn Brush-On 40 to make the mold and shore 70 hardness rubber along with a black pigment to cast the parts.
-
More parts cast, sheet metal order complete
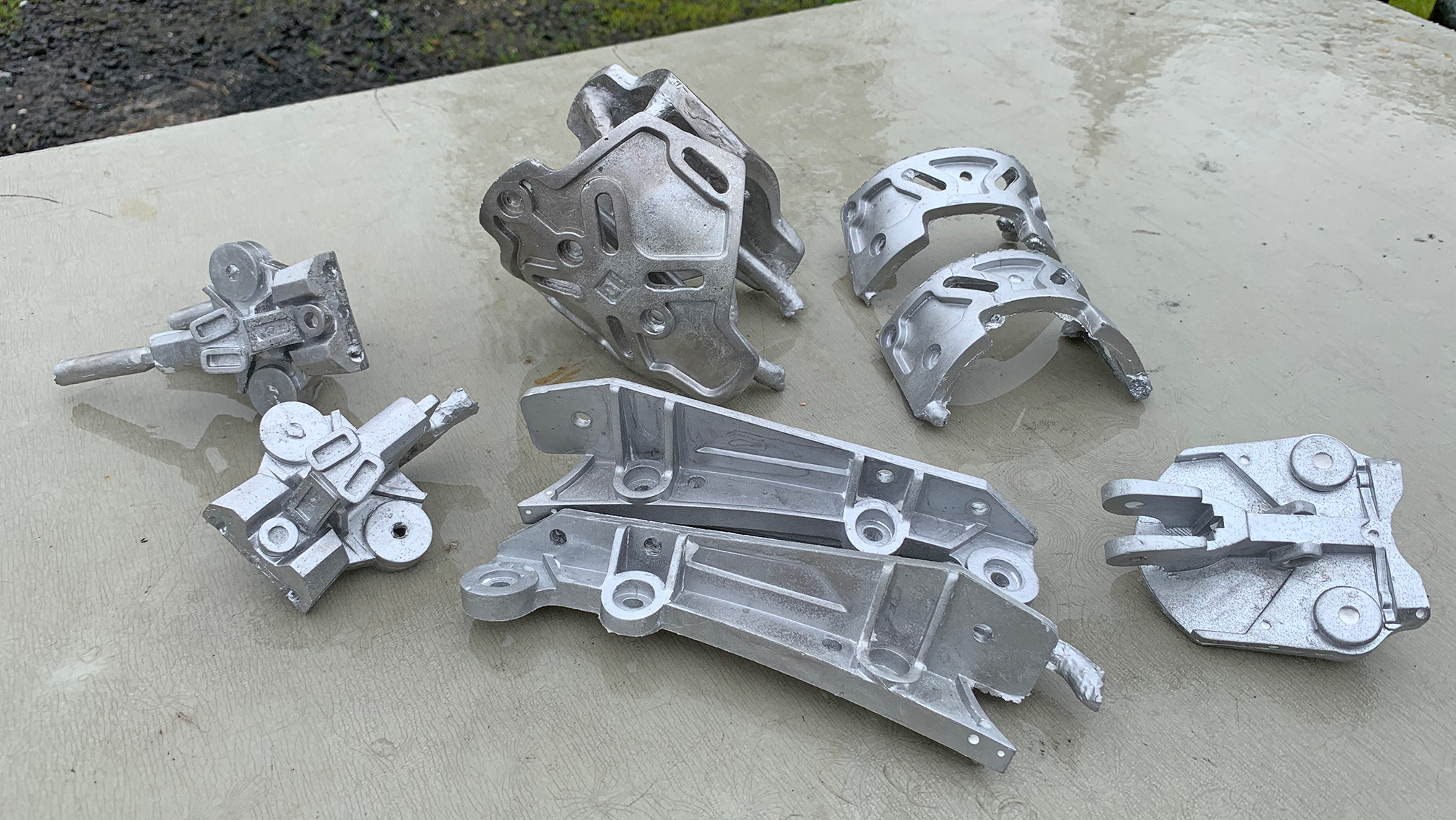
04/19/2019 at 23:20 • 0 commentsIn the past 3 weeks I cast the remaining parts for the spine as well as shock plates/armor that will be attached to boots:
![]()
![]()
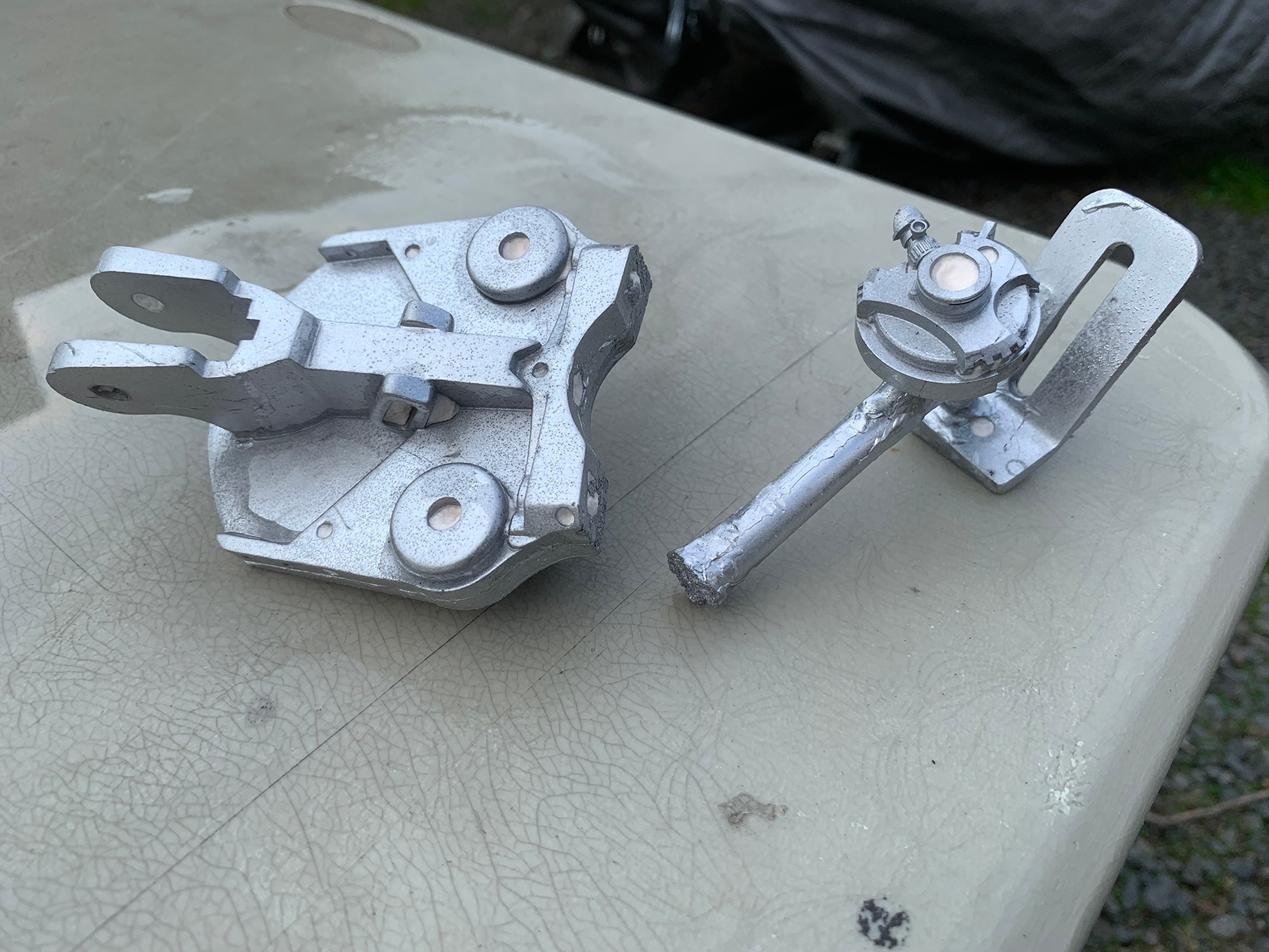
Just before that I cast two extra parts I was missing before, a shoulder connector with some extreme detail and an unsightly hip connector. One of the parts here is repeated above.
![]()
My sheet metal order of bent spine connectors and arm bracelets came in:
![]()
![]()
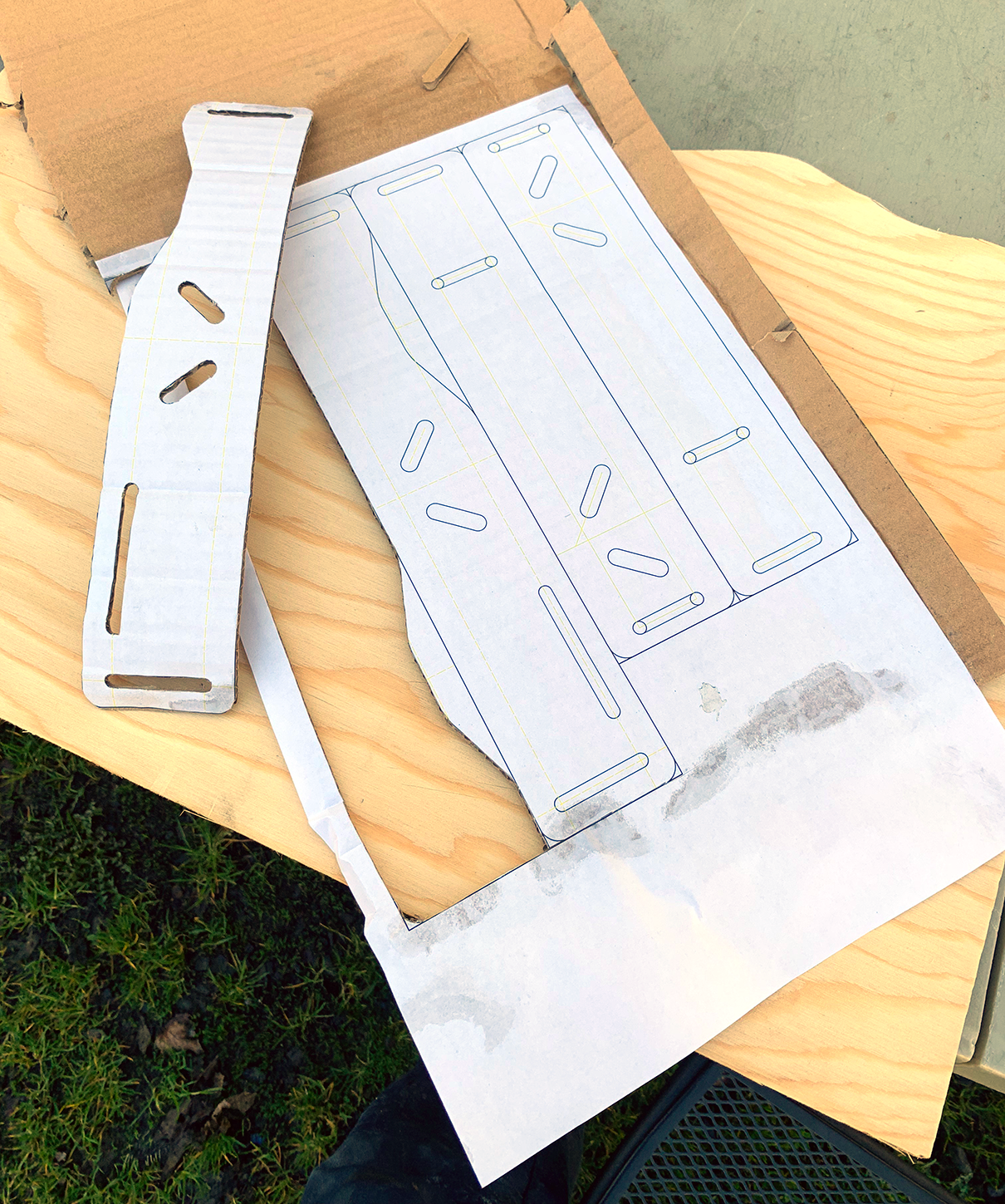
I decided I might as well make those in 2mm stainless steel after prototyping with paper and cardboard:
![]()
-
Last few molds
04/18/2019 at 15:35 • 0 commentsLast week I finished two more molds for shin shockplates. The only other "required" part left is the chest plate, one of the biggest and coolest-looking parts of the exoskeleton. There are a bunch of optional parts I would like to cast as a stretch goal, notably the tiny details placed on the hands, the vacuum tube holders with light-up tubes, and some tech gribble for the face to complete the cyber ninja look.
Fig. 1: Finished making the first part of a two-part mold with 3D-printed model suspended in clay
![]()
Fig 2: Preparing to pour the second part of both two-part molds
![]()
Fig 3: Resulting two-part molds I will use for casting wax positives
![]()
Fig. 4: Resulting wax positives that will be shell-cast by adding 10 layers of ceramic shell and melting the wax out before pouring metal
![]()
-
Box Casting & Sheet Metal parts
03/21/2019 at 21:00 • 0 commentsI successfully cast the chest plates this fall (see Shell Casting Success), but after many casting attempts on hip bones this winter, I finally ran out of slurry. I can't order more because it would arrive frozen, resulting in permanent chemical damage.
Issues included areas that cooled too fast, porous surface, and pieces of the mold breaking off prematurely:
![]()
So, I am switching back to box casting. Here's the breakdown of the parts I have left to cast:
Shell casting with SuspendaSlurry
- Hip Left
- Hip Right
- Chest Base
- Shin Snockplate Left
- Shin Shockplate Right
Box casting with UltraVest
- Hip Bottom Connector
- Spine Top
- Spine Bottom
- Spine Middle Left
- Spine Middle Right
- Foot Upper Shock Plate (2)
- Foot Shock Plate (2)
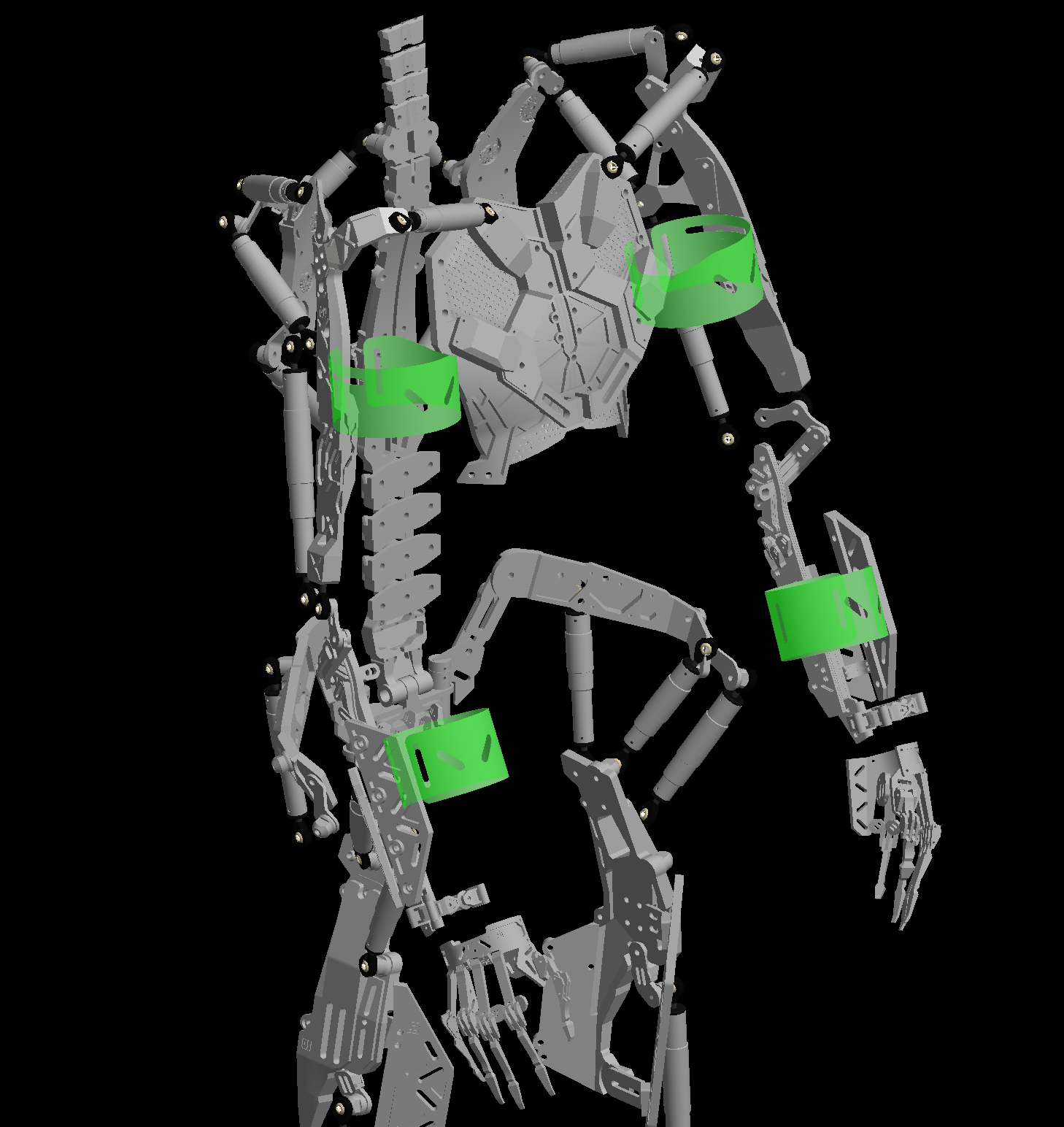
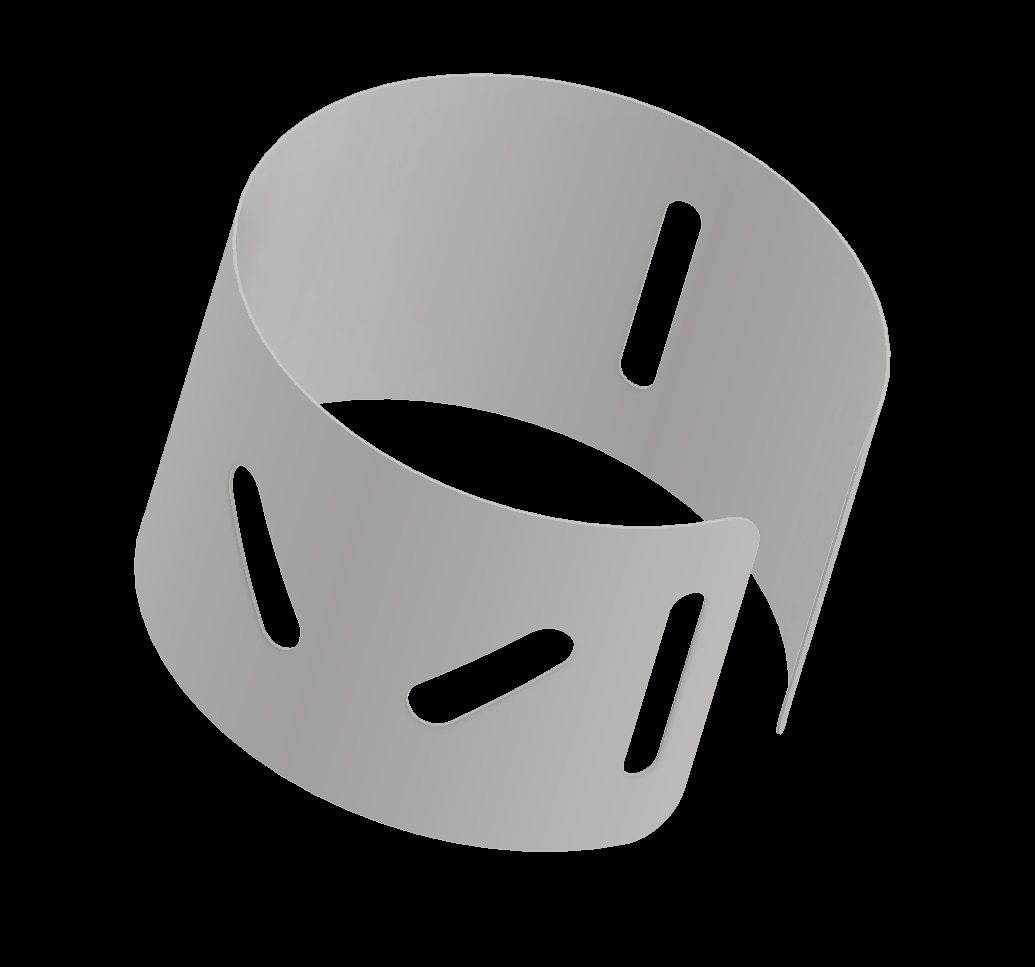
I also started working on polished sheet metal bracelets to attach arm bones without using elastic belts or gauze (like in the movie).
![]()
The prototyping session:
![]()
![]()
The parts I uploaded to RSM RapidQuote:
![]()
![]()
-
Logging temperature and more casting attempts
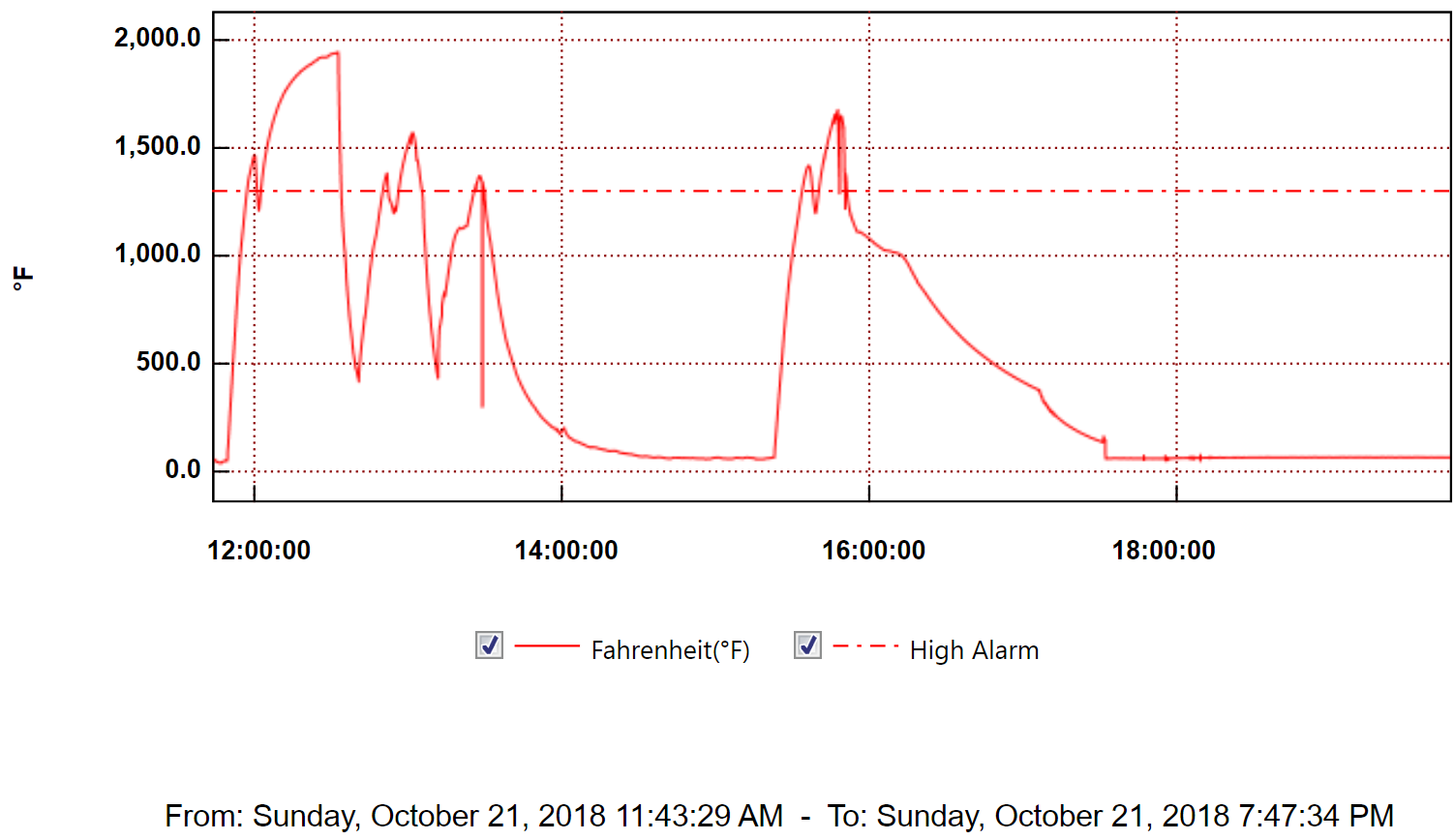
10/25/2018 at 05:48 • 0 commentsI have some mixed news from my attempt this weekend. I got all the data, but the act of observing the temperature and filming combined with more trouble from my regulator caused a decline in casting quality. I suspect it mostly came down to metal that got too hot, thus absorbing more gas from the atmosphere. I also had to move the camera and take laser temp readings, so I didn't remove the mold from the kiln as quickly as last time, and didn't pour as quickly.
![]()
First three attempts on the graph was me messing with camera and lights to try and raise "production values" so I left the crucible in the kiln for too long. The last attempt the crucible was in the kiln for about the right amount of time, but the kiln was over-fed by propane.
This week I am sick, so next week I will retry all of this and hopefully have some video worth publishing. I took some time to setup lights, and the video quality was significantly better - next time I will already have that experience so I can setup lighting quickly and before doing anything important to the casting process.
-
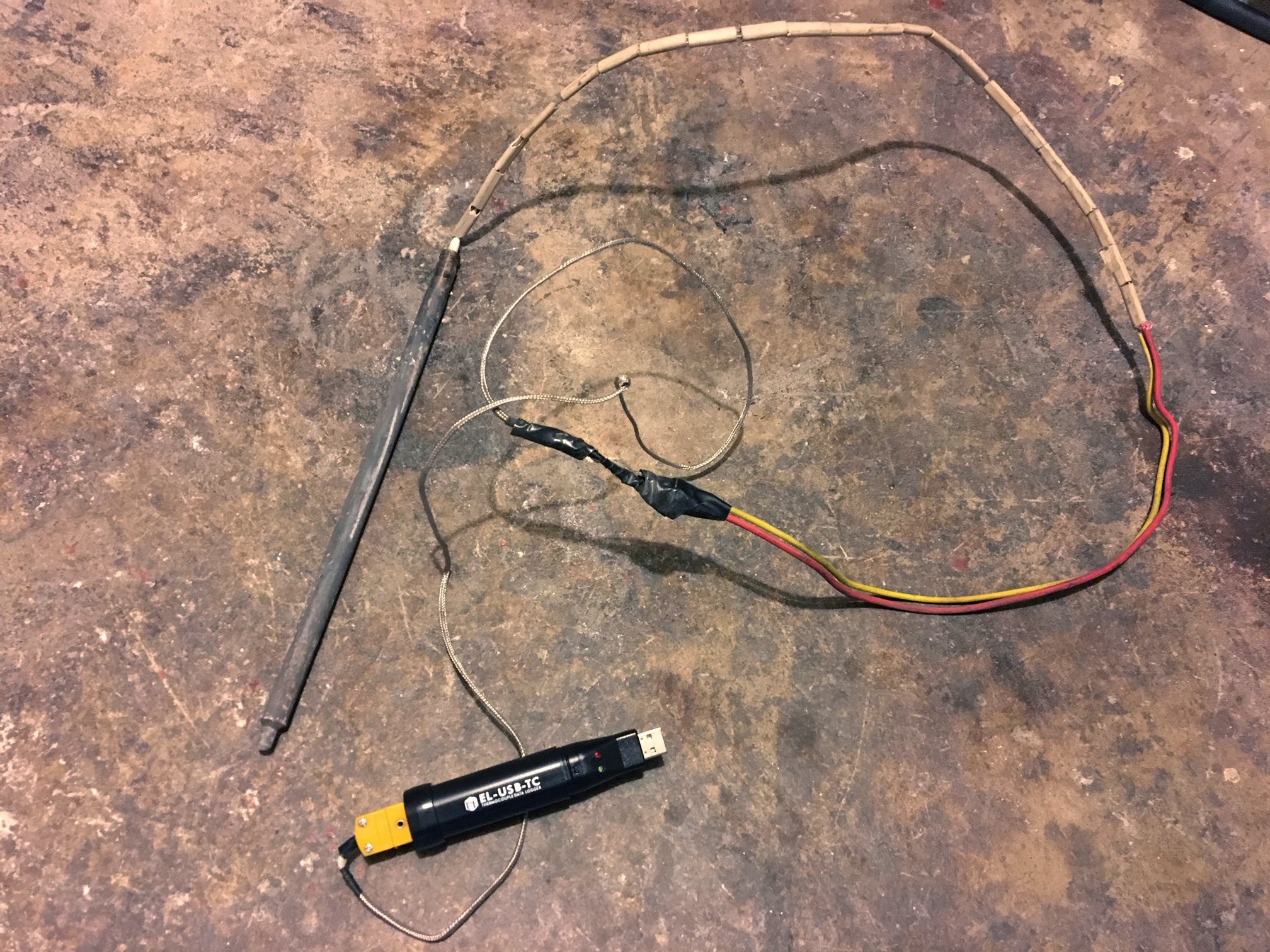
Trying out USB temperature logger
10/13/2018 at 22:36 • 0 commentsI got a USB temperature logger that works with my K-type thermocouple, so I can overlay a live temperature feed on my next metal casting video.
![]()
![]()
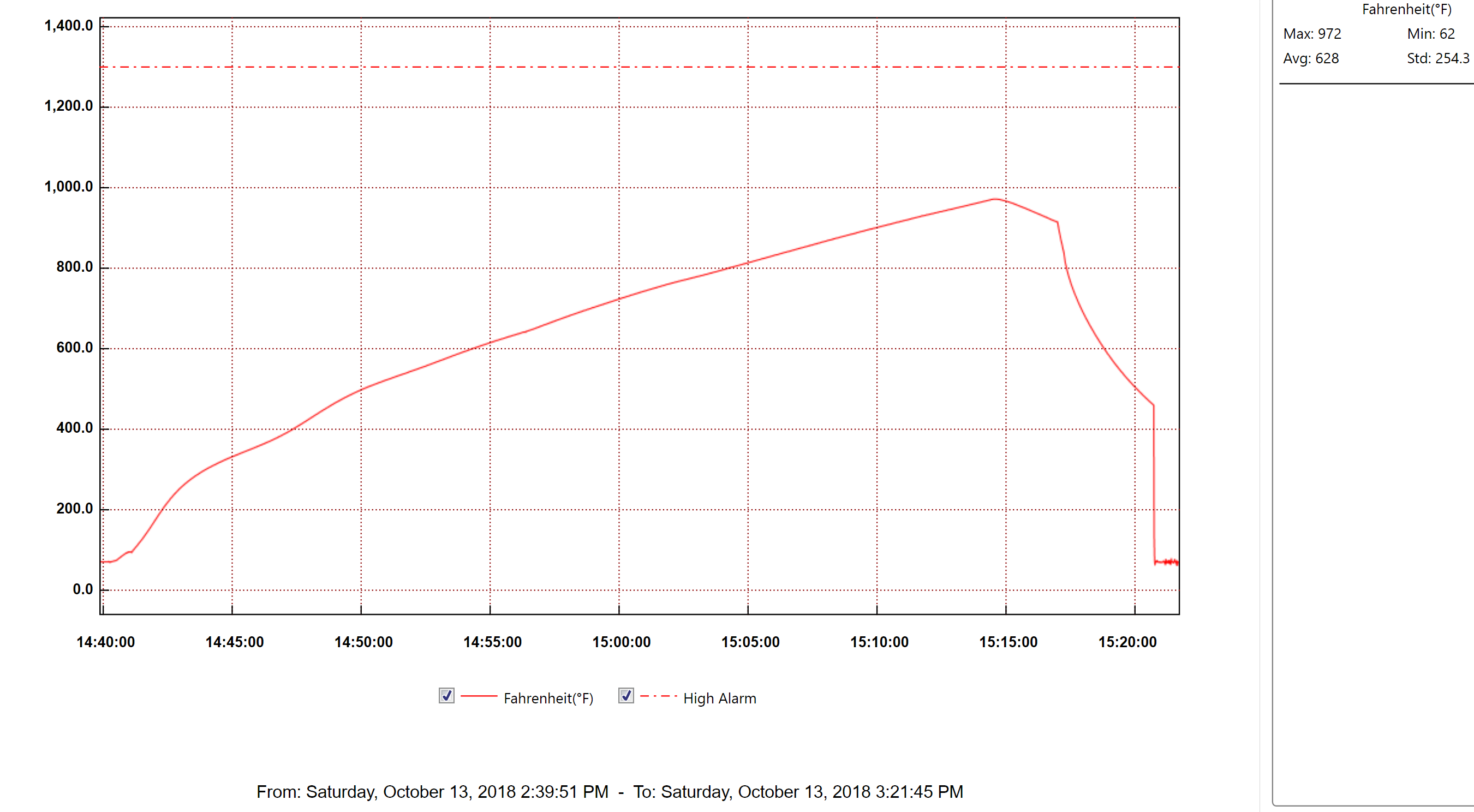
Here's what the output text file looks like when opened in the app that comes with the logger:
![]()
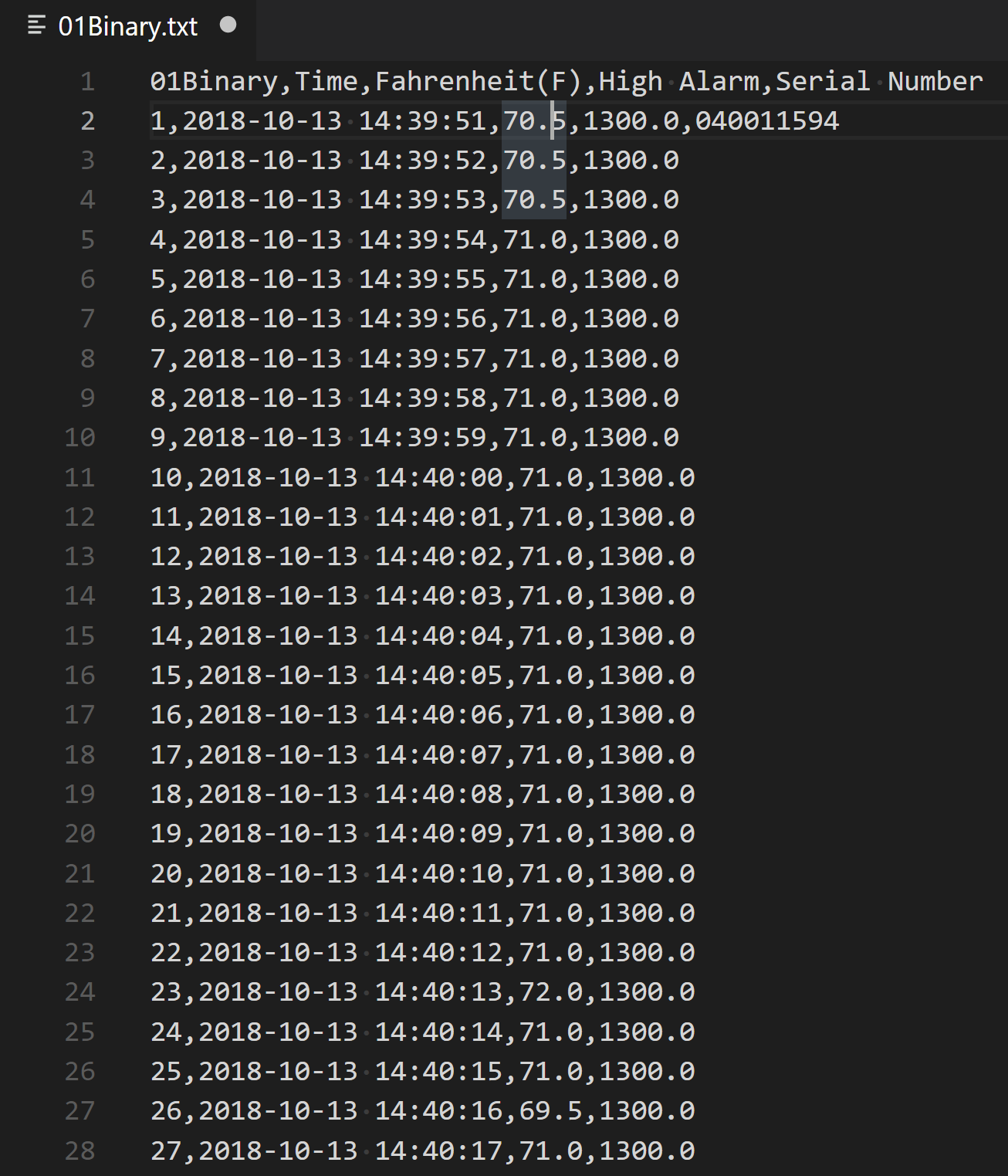
...and this is the raw output. CSV with sample ordinal, date/time, temperature in F, high alarm, and serial number
![]()
-
Shell casting success
10/05/2018 at 06:01 • 0 commentsToday I nailed down the shell casting process (with a great amount of help from The Home Foundry) I can use to finish off remaining parts.
...without pre-heating:
![]()
...with pre-heating:
![]()
-
First successful shell cast, with minor surface issues
09/04/2018 at 04:15 • 0 commentsI followed advice on building more shell layers, pre-steaming the pressure cooker before putting in the shell, steaming for a short time (30 mins instead of 2 hours) and repairing cracks /adding another shell layer after vitrification. I have one final problem with a frozen surface in parts of the cast. Here's the video of this attempt:
Here's the frozen effect. I poured at 950-970 and I skimmed a film of metal off the top, but it filmed over just as I was pouring.
![]()
![]()
![]()
![]()
-
Second iteration of sprue planning
08/05/2018 at 19:05 • 0 commentsAnother iteration of sprue planning for the chest pieces: https://github.com/01binary/sprue-planning/blob/master/chest-sprues.stl
![]()
![]()
Elysium Max Exoskeleton
Exoskeleton suit replica from the movie Elysium in Autodesk Inventor, 3D printed and investment cast out of Aluminum