Tim Wilkinson
Tim Wilkinson-
Testing scenario
10/30/2017 at 05:23 • 0 commentsTo test the heatsink I used a RAMPS 1.4 clone board to manage the heatsink and the fan. The board is an MKS and runs a stock version of Marlin (only configured for the specific thermistor I'm using in the hotend):
![]()
Currently there's no attempt to build an actual 3d printer around this prototype (that'll come later). The goal is simply to heat and experiment with the hotend on my workbench.
-
Early failures
10/30/2017 at 05:19 • 0 commentsThere were a number of minor failures of Design 1/2:
- Incorrectly curing the resin part - Formlabs have fairly simple, but precise, instructions on how to post-process the resin part once printed. On some test parts I skimped on some of these steps and the result was a weak part which broke during testing.
- Dimension accuracy - The Form2's dimensional accuracy is extremely good and the parts design has very tight tolerances. If I failed to clean the excess resin well after printing, even a small layer left during curing could reduce the size of the filament channel enough to make the part unusable.
- Heater block threading - The thread on the heater block is standard M6. Originally I printed an M6 thread on the heatsink but found this too tight a fit (possibly, but so tight the thread could sheer). Reducing this to, essentially, M5.9 made for a better fit.
- Heater block clearance - With the heatsink screwed into the heater block, the fan was originally placed very close (almost touching) the heater block. A little extra space was added at the base of the block to give the fan a little more clearance.
-
Design 2
10/30/2017 at 01:07 • 0 commentsThe second design is essentially the same, except with an improved air-vent design around the filament tubes:
![]()
-
Design 1
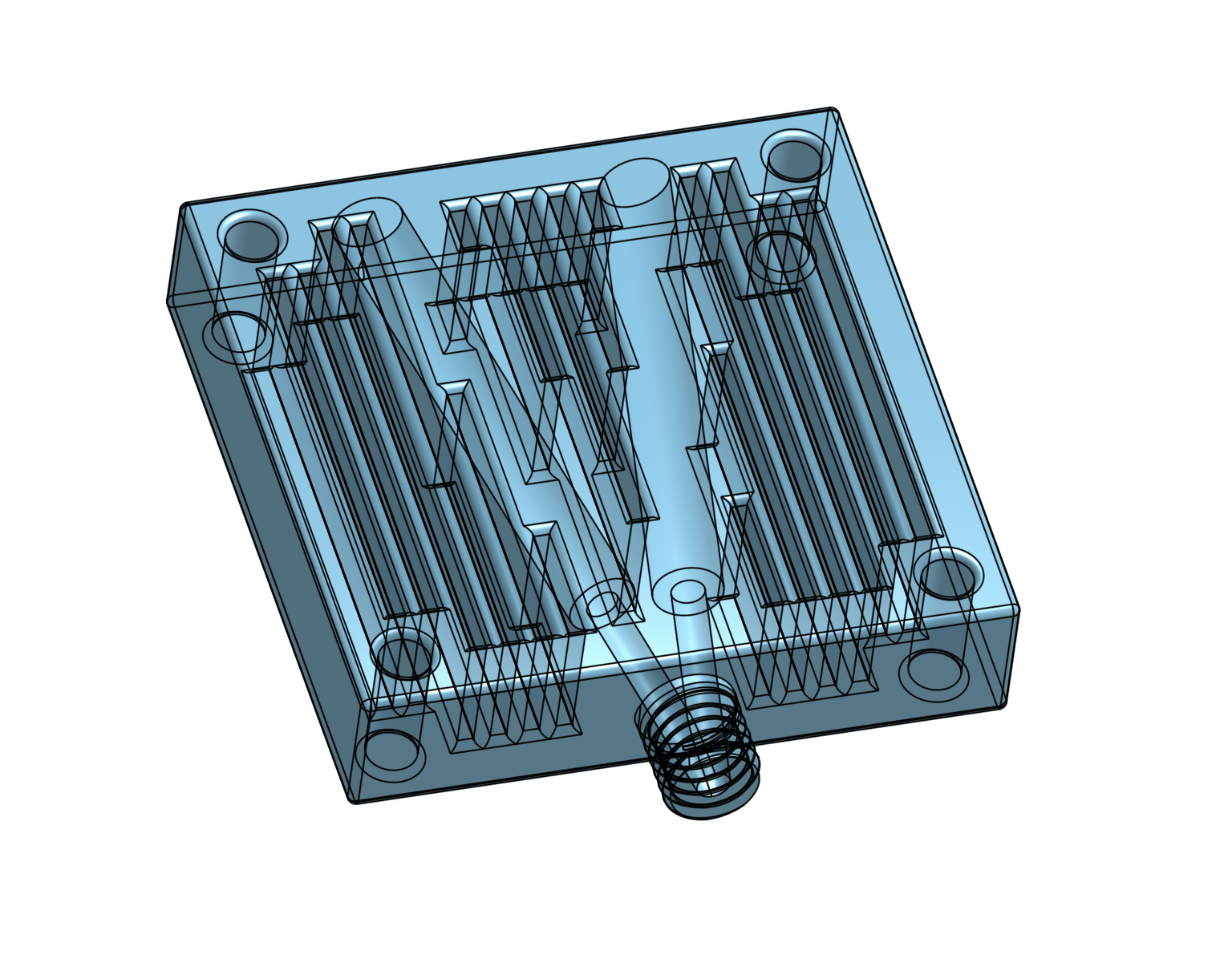
10/29/2017 at 23:52 • 0 commentsThis is my initial design:
![]()
Two 4mm tubes enter the heatsink at the top, converging at the base. Inside these tubes are inserted 4mm OD/2mm ID PTFE tubing which carry the filament for the majority of the heatsink. Towards the base, the heatsink tubes shrink to 2mm tubes to take just the filament to the base.
In fact, these two 2mm tubes merge not at the base of the heatsink, but at the base of a screw thread which will be inserted into the heater block; the idea being that only as they merge will the filament be melted; at the last possible moment.
The heatsink is sized for a 40mm fan which will keep the heatsink cool.
There are quite a few unknowns which this design. The two major ones are:
- How thermally conductive is the high-temp resin? This could effect not only how well the filament melts at the merge point, how well the fan keeps the heatsink cool, and what kind of heat-creep it might experience.
- How strong is this material? As the filament is pushed into the heatsink, will the screw thread break as, at that point, the material is not very thick.
-
Printing a heatsink
10/29/2017 at 22:59 • 0 commentsMy goal in building a multi-material hotend is to try merge the materials as late in the hotend as possible. In the Prusa MM design, the materials are merged just before ending the heatsink at the top of the hotend. Instead, I want to merge the materials just as they enter the header block.
Why? Partially it's speed so I can switch material which less retraction. Partially its reliability since I've found the large retractions used in the Prusa design often leads to the filament blocking. And partially is to design a multi-material system better able to handle flexible and other "difficult" filaments.
For test purposes I'm using a E3D V6 style heater block (a knock-off for sure) as, ideally, I dont want to redesign and rebuild every component of the hotend. Normally a heatbreak and heatsink screw into this, and so it's these pieces I need to replace with my multi-material part. The trouble is that whatever part I use here, it has to survive being heated to at least PLA temperatures (and ideally higher) so I can hardly print it using the Prusa and I dont have the machinery to CNC a metal part.
But I do own a Formlabs Form2 printer, and Formlabs produce a High-Temp resin. This resin is designed for injection molding and has a high heat deflection temperature even under large pressure. It might just work.
Multi-Material Hotend
Based on my experiences with the Multi-Material hotend for the Prusa, I'm trying to build something "better"