 Alex Rich
Alex RichHere is my preliminary fixture plate design, it will allow me to mill out 4 sets of jaws at a time.
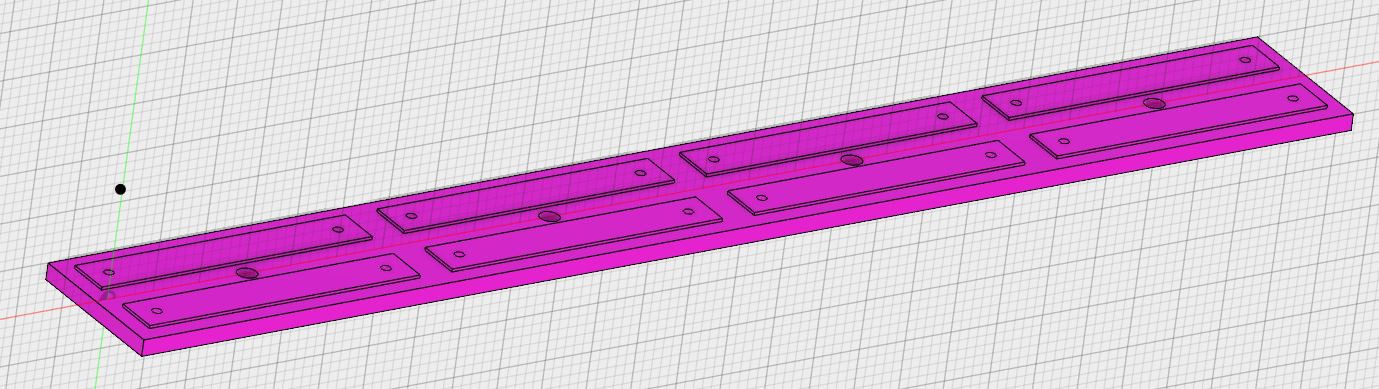
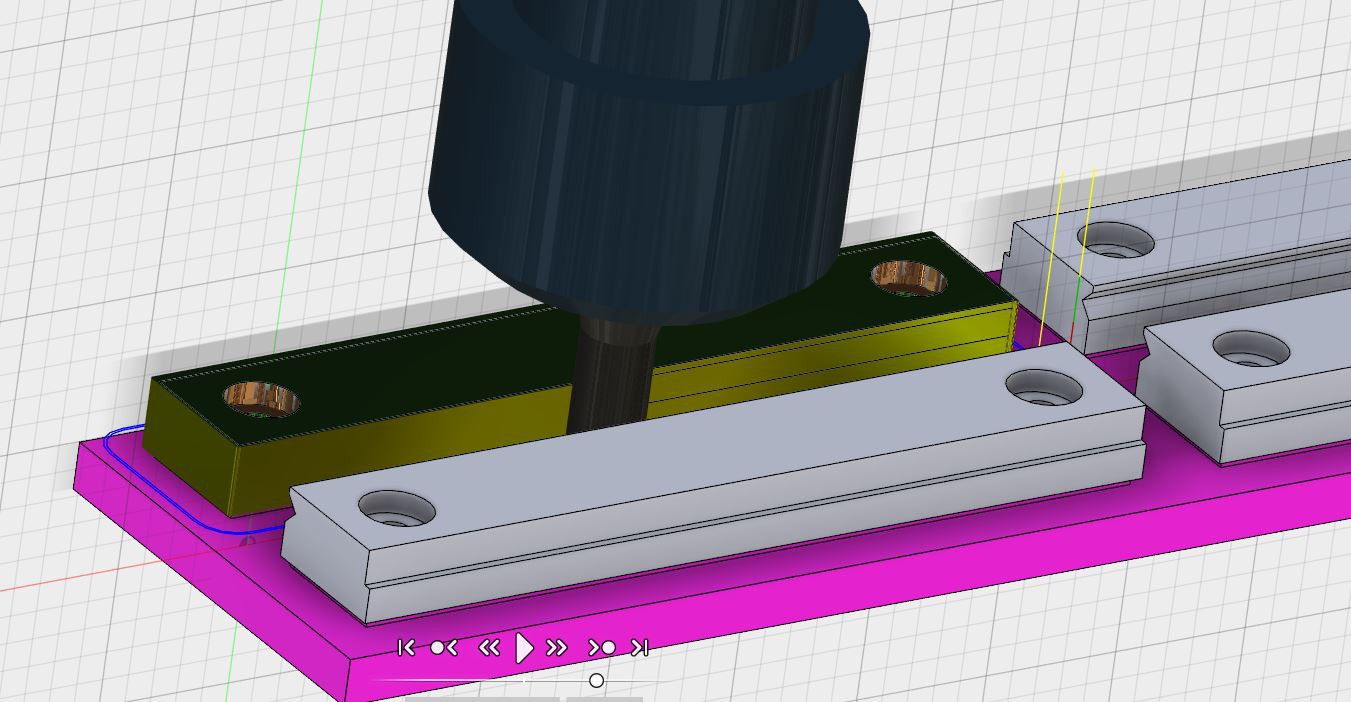
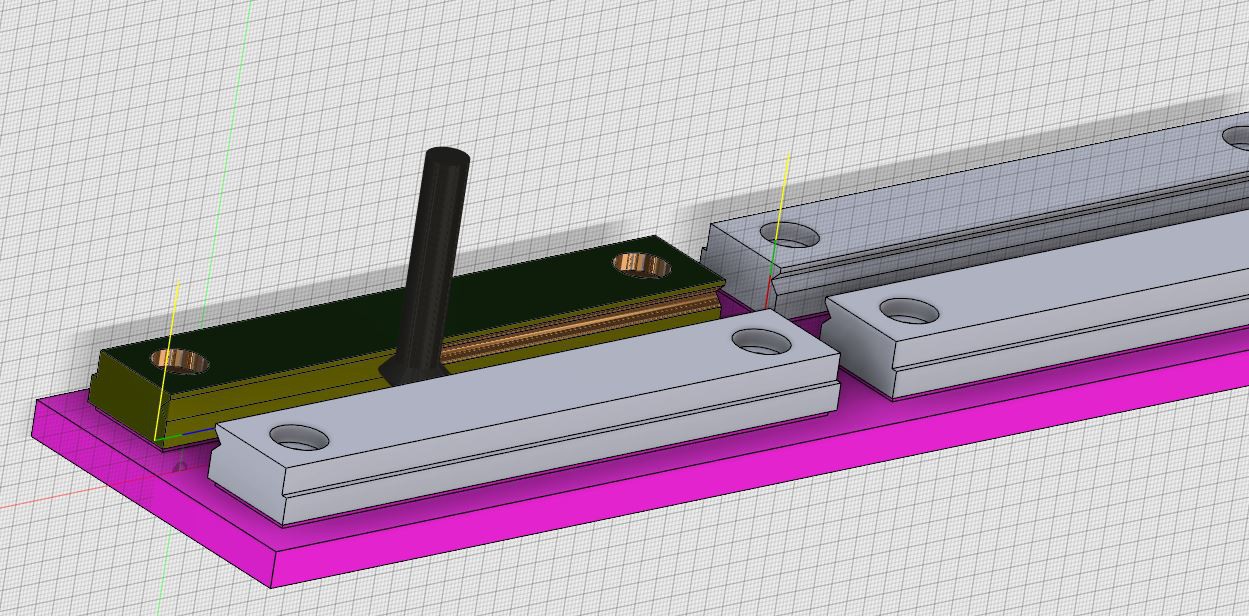
Below you can see the finished parts on the fixture, but imagine bars of raw material slightly larger than each part. My first step will be to load these 8 bars of raw material onto the fixture.
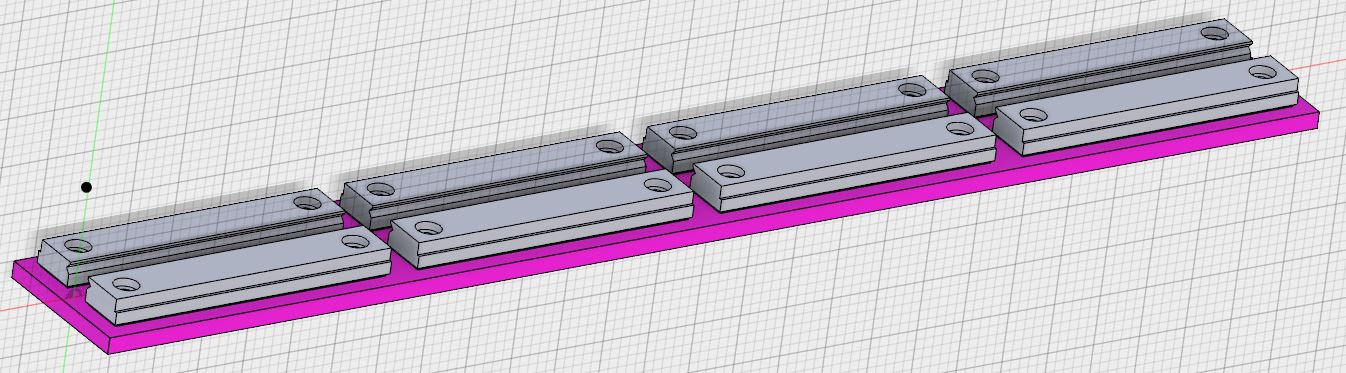
I will hold the bars of raw material in place using rectangular bars clamped with a hex bolt. After the bars are held down, my first operation involves milling counterbores and holes for each jaw plate.
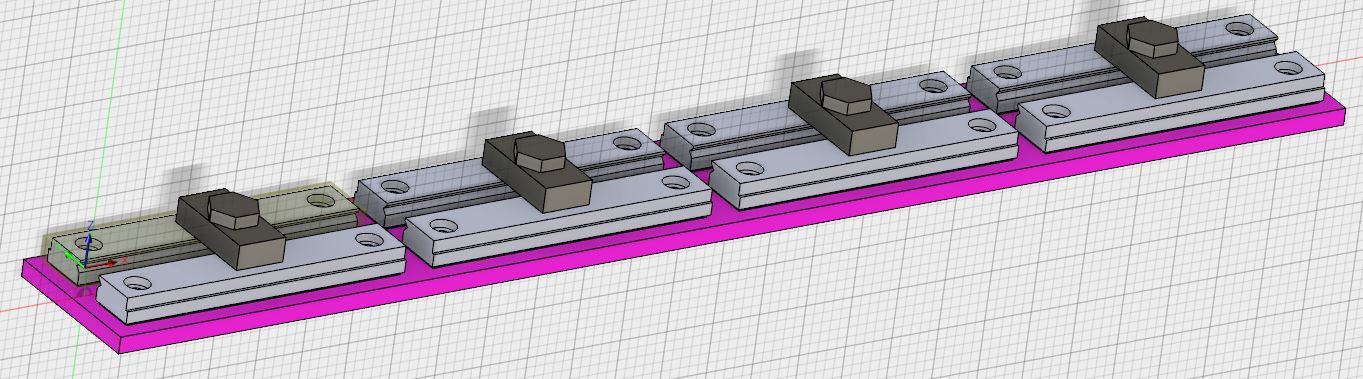
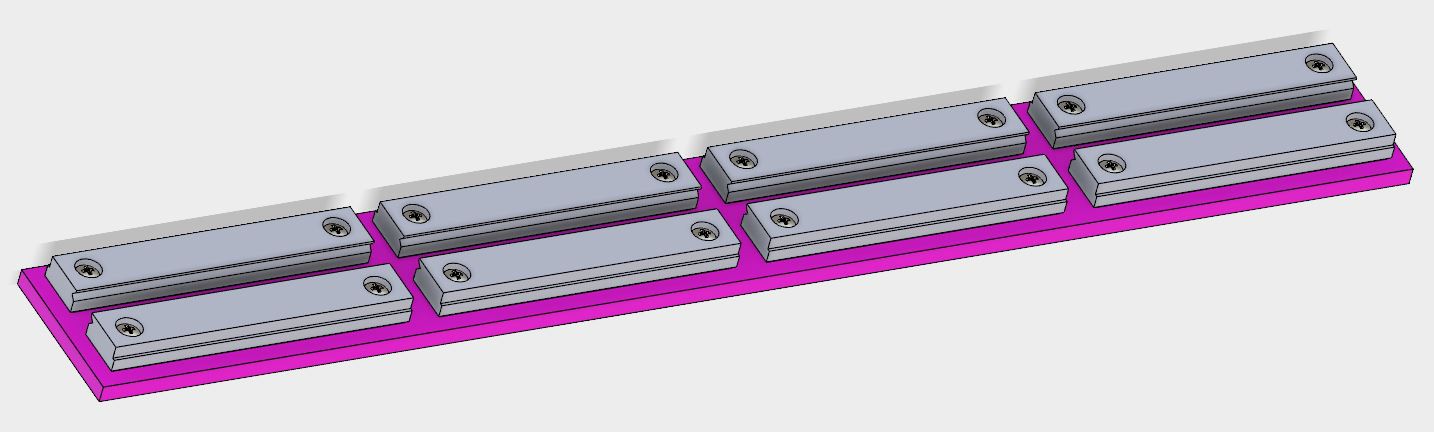
After this operation the machine will pause and I will install mounting screws to clamp the jaw plates down so I can remove the rectangular bars. Now I am free to mill the sides, and the v-grooves without worrying about the rectangle bars.
We'll see how this goes, my materials will be arriving in the next few days, will try to put in some time this weekend to get this going.
Discussions
Become a Hackaday.io Member
Create an account to leave a comment. Already have an account? Log In.
Very interesting, What kind of machine are you going to use? and how does your material arrive, bar stock or pre cut pieces?
If I had to do something like this I might use a drilling jig in the drill press for the holes, the reclamping does not sound like fun.
Are you sure? yes | no
It's a tormach CNC we have at work, I get to use it for personal stuff like this in my off-hours.
The raw material will be a big .25" thick sheet, bars are more expensive per square inch (in my limited search) so I decided to just get a sheets and cut into strips of rough size using a table saw (hopefully that works, we'll have to see).
The funny thing about these parts is you really don't need a CNC, I could probably make them by just cutting to exact size on the table saw, making a drilling jig for the holes, and routing the v-groove using a router. I have access to a CNC though, plus once I get this setup I can program it to cut other jaw styles with minimal effort.
Are you sure? yes | no
A CNC at your disposal, that's a real nice perk. And you can't beat a nice machined finish :)
I only have access to conventional machines, and I'm not a schooled machinist. So I like to think how I would make something myself if I see posts like yours. It's nice to have insight in your design process and considerations.
Are you sure? yes | no
Yeah I'm no machinist either, but the more I learn about it the more fun it is. CNC is a ton of fun to play with.
Are you sure? yes | no
How will you align the cutted bars when tightening the bolts and more important: I don't think just pressing down on them will be safe enough for precise drilling of the holes. Drilling holes always creates lots of torque and drills tend to pull the workpiece upwards...
Are you sure? yes | no
Good question, for alignment I think I will need an alignment plate that I use when loading the raw material, otherwise I'd be eyeballing it and would probably screw up some percentage of my parts. I can't build alignment into the base plate because I want to mill the whole side of the parts without need for flipping the parts. I don't want to mill the bottom of the parts at all if I can avoid it.
You may be right about the single rectangular bar not being secure enough for the drilling operations, I thought the cutting forces would be pretty minimal but I definitely don't want parts to start moving and getting ruined. It should solve the problem to clamp down in two places per bar instead of one. Shouldn't take too much longer to install and it will surely prevent any spinning
Are you sure? yes | no