Tyler Anderson
Tyler Anderson-
Quad Extrusion
09/29/2014 at 06:28 • 5 commentsI have been working on adding support for 4 extruders to Marlin, using [dob71]'s dual extrusion code as an example. Its on GitHub under the bipolar-quad branch. I've double checked everything and it compiles, but havn't had a chance to test it yet since I've been working on the semifinals video, which is uploading as we speak. Really getting tired of my own voice.
In other news, I was getting terrible adhesion to the print surface. The problem seemed to be the tape I was using. It was shinier and smoother than regular blue masking tape. I ran to home depot and got some Scotch "Classic" painter's tape and things are sticking much better now.
The aluminium platter may have been a bad idea. We chose it because we wanted something light, rigid, and thermally conductive. But in reality it just acts like a giant heat sink, cooling the part rapidly unless you have the heater turned on. Also it doesn't help that the heater is being run at half power (12V from the ATX instead of 24V). It reaches steady state somewhere around 60C, which is good enough for PLA but not great for ABS.
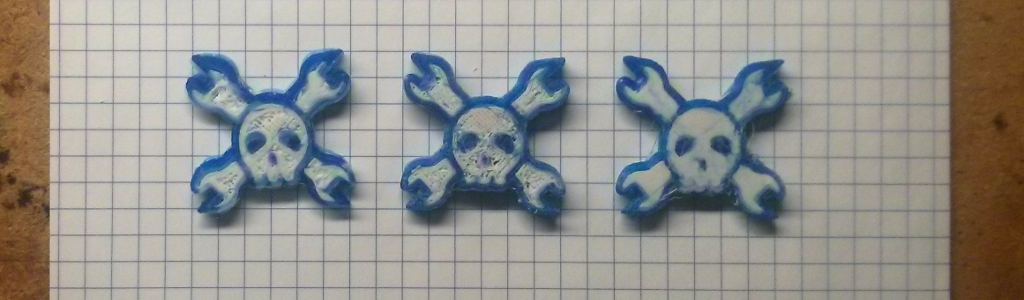
Here are the latest test prints. Its having a lot of trouble with more complicated objects because the arm motors keep skipping steps. Don't know whats up with that.
![]()
-
Calibration
09/27/2014 at 09:37 • 1 commentNow that I know that the firmware works, its time to dial in the machine. As you can see in the test prints from the last log, the extruders are horribly out of alignment with each other.
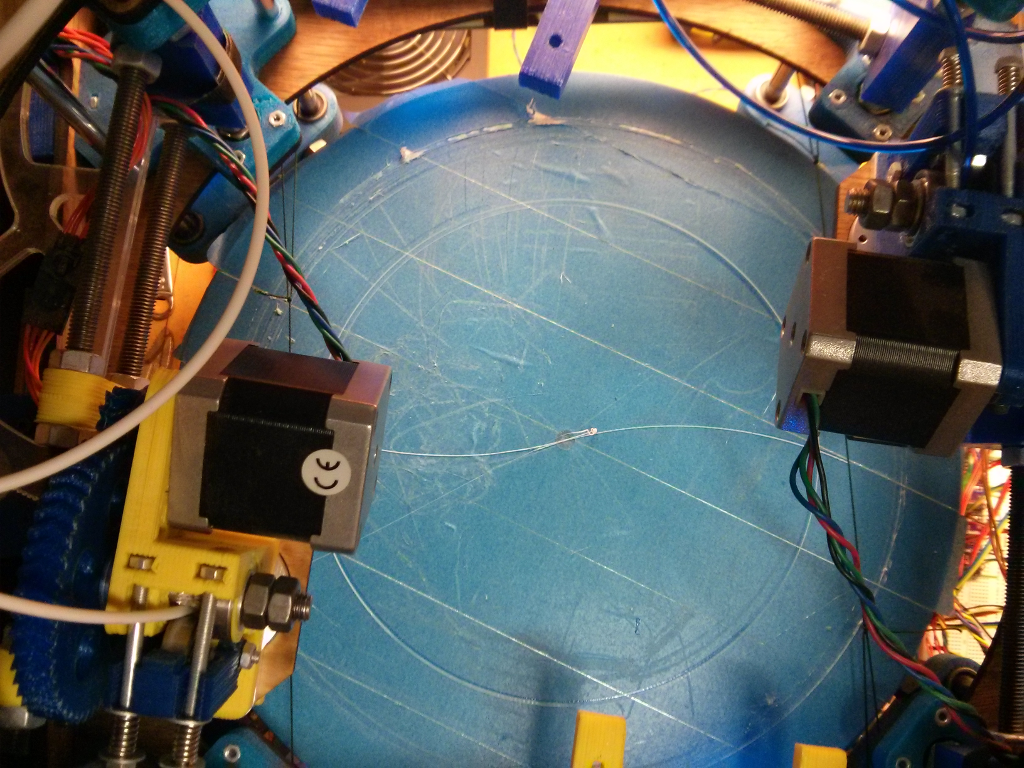
I wrote a G-Code script to generate a test pattern for calibration. It has each extruder draw a large circle and two arcs. The circle is for calibrating the position of the endstops and the arcs are for calibrating the position of each extruder along the arm. The distance from the pivot point to the nozzle needs to be exactly 160 mm. Ideally, the patterns from each extruder should be directly on top of each other and the arcs should intersect at exactly the center of the platter. Here is the code:
G94 ; Set to native coordinates G28 Z0 ; Home Z axis G1 Z10 F60 ; and move up 10 mm ; Home each extruder T0 G28 Y0 T1 G28 Y0 ; Print test pattern with first extruder T0 G92 X0 E0 G1 E10 F100 ; Prime extruder G1 X5 G1 Y35 F1000 G1 Z0 F60 ; Move down to surface G92 X0 E0 ; r = 2 * 160 mm * sin( 35 deg / 2) = 96.226 mm ; C = 2 * pi * r = 604.605 mm ; A_nozzle = pi * (0.35/2)^2 = 0.0962 mm^2 ; V = A * C = 58.170 mm^3 ; A_filament = pi * (3.0/2)^2 = 7.069 mm^2 ; l = V / A = 8.23 mm G1 X180 E4.11 F1000 ; Draw semicircle G92 E0 ; 1/8 * full circle = 1.03 mm G1 Y40 G1 Y-5 E1.03 ; Draw arc G1 Y35 G92 E0 G1 X360 E4.11 ; Finish circle G92 E0 G1 Y40 G1 Y-5 E1.03 ; Draw second arc G1 Z1.5 F60 ; Lift G1 Y45 F1000 ; Retract arm ; Second Extruder T1 F1000 G92 E0 G1 E10 F100 G1 Y35 F1000 G1 Z0.2 F60 G92 X0 E0 G1 X180 E4.11 F1000 G92 E0 G1 Y40 G1 Y-5 E1.03 ; Draw arc G1 Y35 G92 E0 G1 X360 E4.11 G92 E0 G1 Y40 G1 Y-5 E1.03 G1 Z10 F60 G1 Y45 F1000 G93 ; Switch back to cartesian emulation M18 ; Disable motorsAnd here is the resulting pattern:![]()
Its hard to tell from the picture, but the circles are way off and the arcs are lined up pretty well. I adjusted the position of the endstops in firmware by measuring the radius of each circle with calipers and comparing it with the expected value (96.226mm).
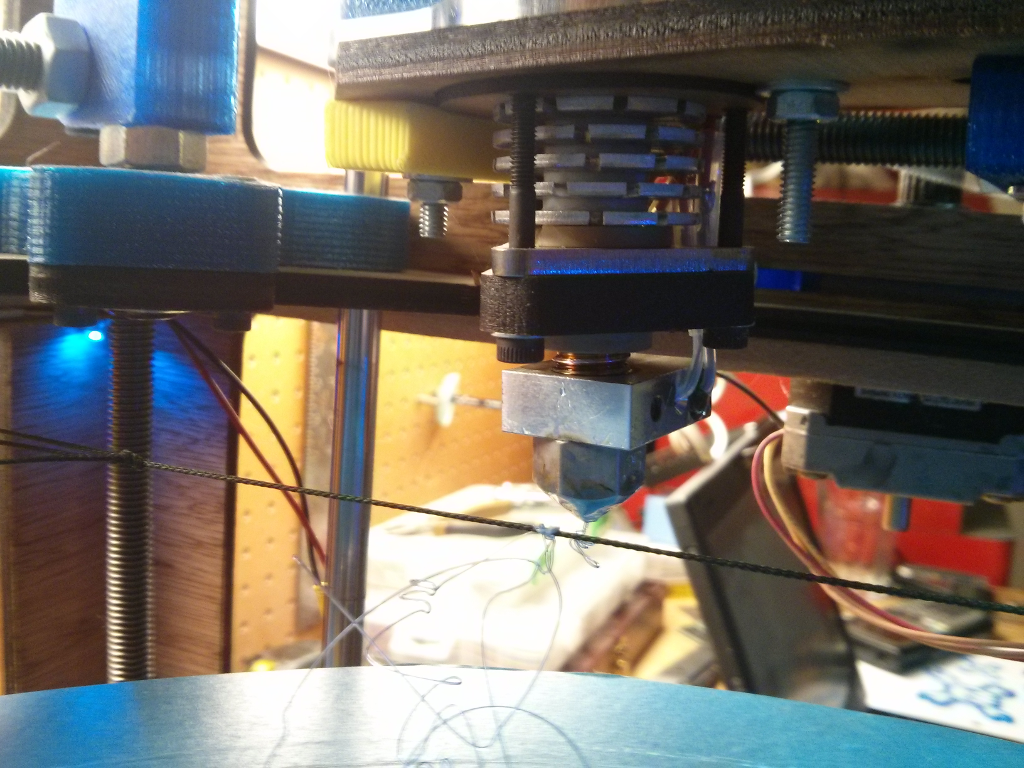
Another problem is that the extruders ooze a lot when idle. The ooze gets carried over and stuck onto the print and it eventually builds up into big globs of plastic that the extruders crash into, causing them to skip steps. I tied some string so that the nozzles wipe across it when the arms retract, knocking off the excess plastic.
![]()
I'm having a lot of trouble getting the nozzles level with each other and the build surface. Its like their vertical position keeps changing.
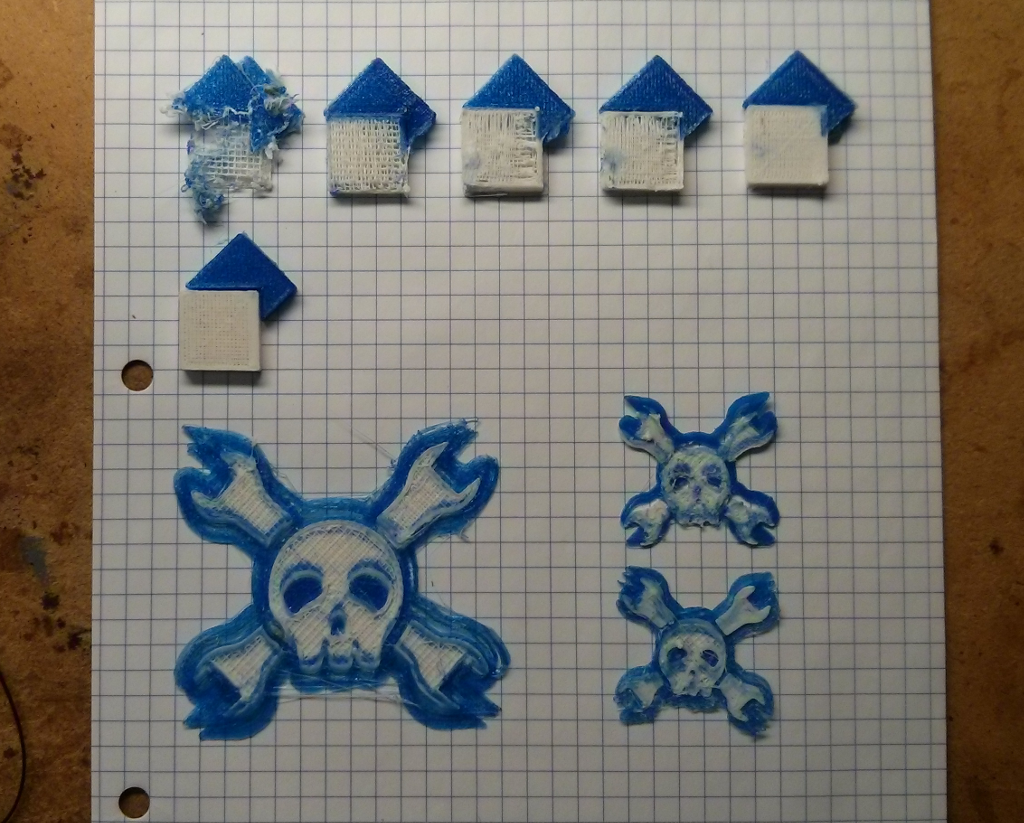
Here's the latest test squares along with a couple failed tries at the Jolly Wrencher, which I put up on Thingiverse.
![]()
-
Captains Log, Stardate 56925.25
09/25/2014 at 08:27 • 0 commentsDual extrusion is working! Through the magic of Git, I have managed to combine a firmware that handles multiple extruders on independent axes with my firmware that does the bipolar conversion. Amazingly, the thing compiles and runs. I reworked the way Marlin stores the current position in both coordinate systems internally. The way it was doing it before was confusing me and causing bugs while homeing. Also had to add support for multiple sets of endstops per axis. For more details check the github.
![]()
First dual extrusion test prints are promising, but clearly a lot of work still needs to be done. Definitely need some way to clean the extruders when switching between them. Having flashbacks about dealing with oozebane in skeinforge. No cleanup was done on these aside from removing whatever excess I could with my fingers.
-
Holy Crap
09/18/2014 at 08:52 • 0 commentsUh oh. I'm in the competition. Guess I better get to work.
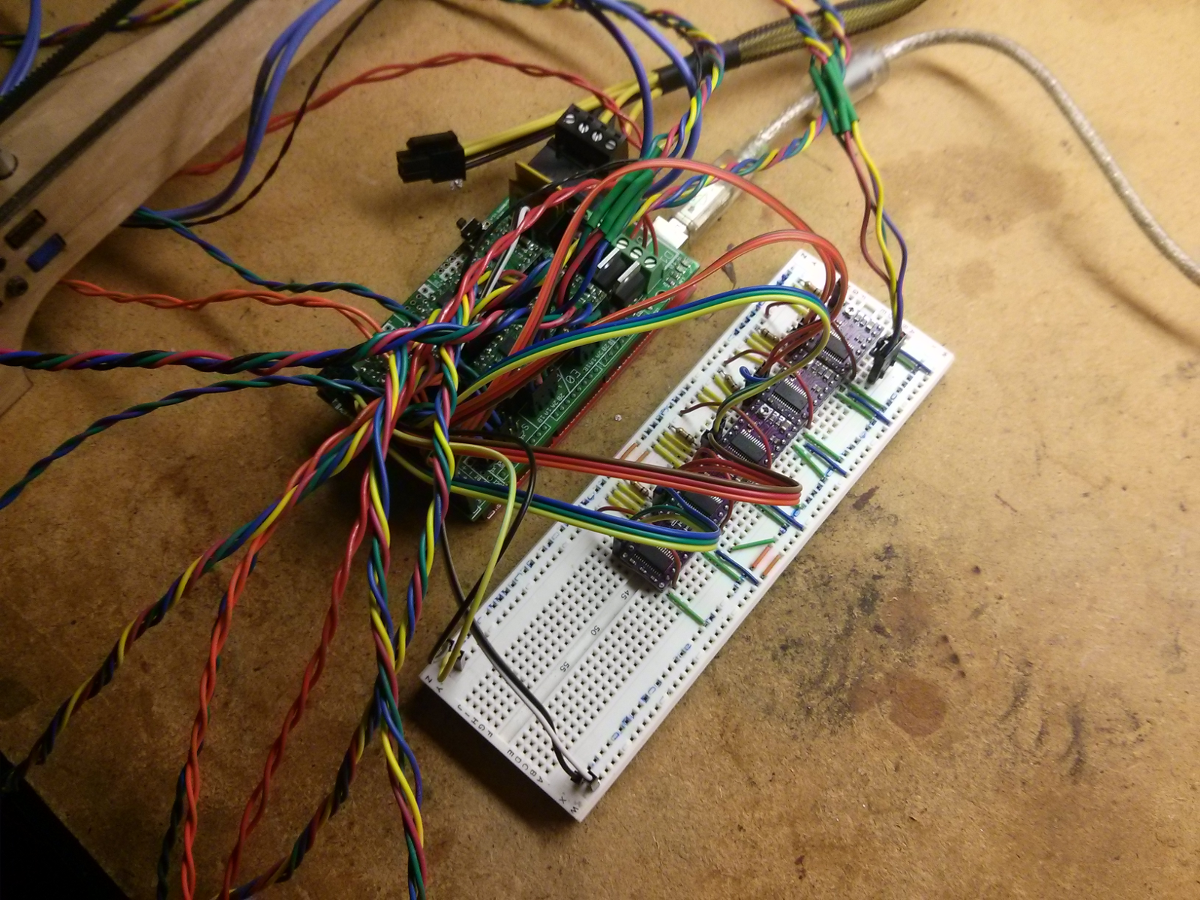
There's no chance of having the Decapede ready any time soon, so I bought some stepper drivers off eBay (Geeetech DRV8825) and started wiring them up on a breadboard and connecting them to the AUX pins on the RAMPS. Unfortunately, they did not come with thermal adhesive for the heat sinks.
![]()
The only thing the RAMPS needs in order to drive 2 extruders is an additional stepper driver. To run all 4, though, I will need to wire up some extra MOSFETs and voltage dividers for the extra heaters.
On the software side, I'm going to try merging the multiple extruder support from Marlin X2 into Bipolar Marlin. The RepRap X2 is a Prusa variant with dual extruders on independently moving X carriages. It may not look similar to the Theta printer, but from a programming standpoint, this is exactly what I need.
-
Electronics
08/21/2014 at 05:19 • 0 commentsElectronicsWith all 4 extruders, the platter, and the Z axis, the machine requires 10 independently controlled motor axes. No current 3D printer controller is capable of driving more than 5 stepper motors at once. While researching options to overcome this limitation we discovered a project called Decapede , which aims to sell a 3D printer / CNC controller that can drive 10 motors (thus the name). The Decapede can also drive 8 heaters and read from 8 thermal sensors. The processor is an Arduino Mega 2560. More information can be found at http://printm3d.com/portfolio-item/decapede/ or http://reprap.org/wiki/Decapede.
We got in contact with the developers early on, who incorporated our feedback into the design and offered to let us test a prototype. Unfortunately, as time went on it became evident that the Decapede would not be read in time to complete the senior design project. Currently, several prototypes have been produced and various bugs have been discovered in the design. Once the issues are resolved, the developers plan to launch a crowdfunding campaign to fund production.
Our fallback plan was to use a standard 3D printer controller, the RepRap Arduino Mega Polulu Shield (RAMPS) version 1.4 (http://reprap.org/wiki/RAMPS). RAMPS can drive 5 motors and 3 heaters. This means that we would be unable to run all 4 extruders. By splicing the motor connections we were able to run two axes in parallel, thus allowing us to drive two extruders with the standard RAMPS controller.
Power SupplyA standard ATX computer power supply was chosen for several reasons. First, they can provide the high power necessary to run the machine. Secondly, they are cheap and readily available. They also meet the 12 Volt requirement of our electronics. Modern switching power supplies are also very efficient and provide clean output.
In order to select the appropriate power supply we first had to determine the power requirements of the machine. The following chart shows a breakdown of each component and it’s peak wattage. We expect each component to draw less power under normal operation. Also, although we have a 240 Watt heated bed, it will only draw 120 Watts since it will only be operating at 12 Volts as opposed to 24.
Item Qty Ohms Volts Amps Watts Stepper Drivers 10 n/a 12 4.00 480.00 Hot Ends 4 6.8 12 1.76 84.71 Heated Bed 1 n/a 12 10.00 120.00 CPU 1 n/a 5 0.50 2.50 Extruder Fans 4 n/a 12 0.08 4.00 Total: 691.21 Our selected power supply is a Thermaltake Toughpower 750W purchased from Newegg for $70. In order to convince the power supply to operate outside of a personal computer, we had to ground the PS_ON line. This was done by connecting a paperclip between the green wire and a black wire.Another important consideration is that not all power supplies are capable of delivering their maximum wattage on the 12 Volt line. We verified that our chosen power supply would deliver 720 Watts at 12 Volts.
-
Heated Bed
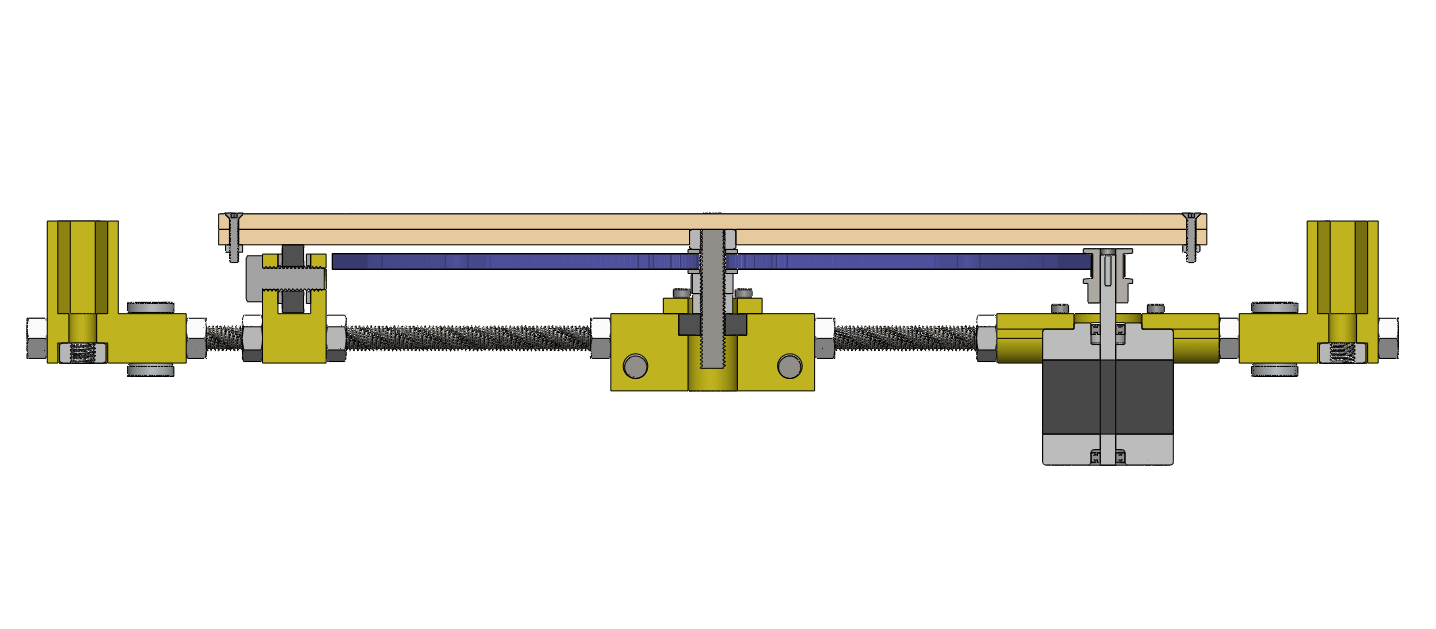
08/21/2014 at 05:15 • 0 commentsAluminium PlatterThe cross sectional view below shows the original design for the platter. It consists of two layers of circular plywood. The lower piece has a hole in the middle where a nut is glued in place to connect it to the shaft. The upper piece is connected to the lower piece by countersunk bolts around the perimeter.
In testing, the wooden platter proved to be inadequate. The top of the platter is required to be extremely level. Its height could not vary by more than 0.25mm across the entire surface (the height of a single plastic layer on a printed object). Unfortunately, the plywood was naturally warped far beyond the tolerance. This test video demonstrates the problem (http://youtu.be/nC2cthvXTew).
An attempt was made to level the wooden platter by soaking it in water and clamping it in place until dry. This was unsuccessful. We decided to construct a new platter out of machined aluminium, which would have no trouble meeting our flatness tolerance. It would also be better for the heated bed since aluminium is much more thermally conductive than wood.
A suitable plate of 7075 aluminium was acquired from the scrap pile in the machine shop. This picture shows the plate being machined on a CNC mill to a diameter of 304.8 mm and a thickness of 4.2 mm. A hole was drilled and tapped in the center for the M8x1.25 shaft.
Heated BedThe original design did not consider the need for a heated build platform. This is standard equipment on all FDM 3D printers. As an object is being printed, thermal contraction causes the bottom of the object to shrink while the top of the object is still hot. This causes the entire object to warp. In the worst cases, the object will completely peel off of the build surface before printing is completed.
The larger an object is, the more warping occurs. Also different plastics will warp more than others. Since the purpose of this printer is to build large object from multiple material, a heated build surface is essential.
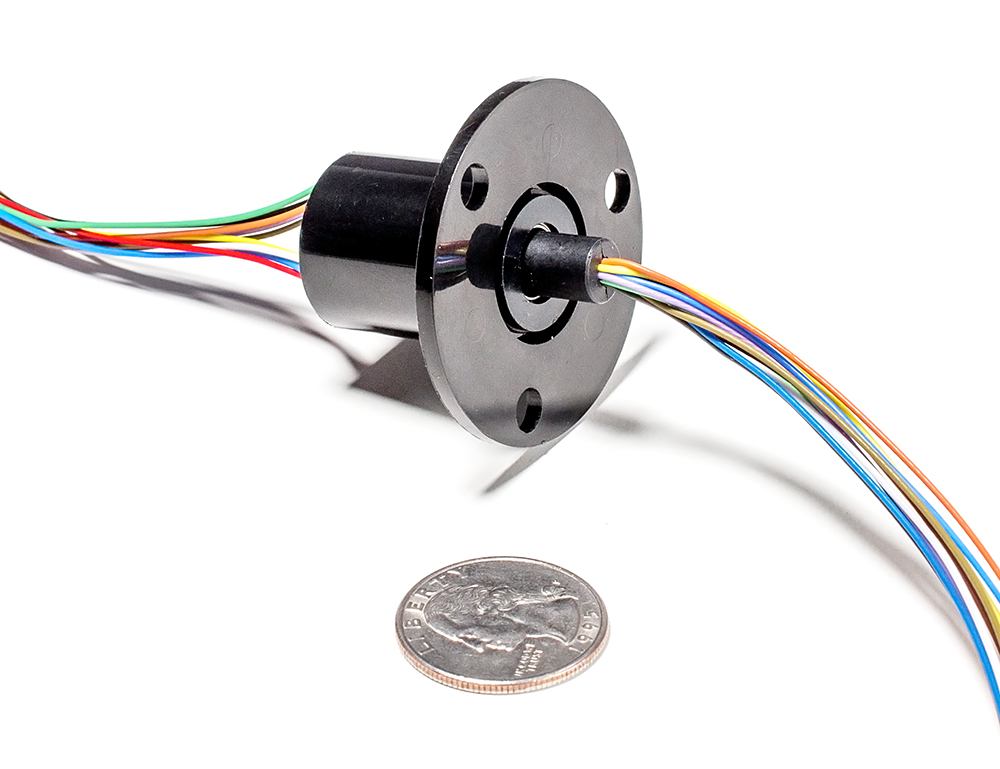
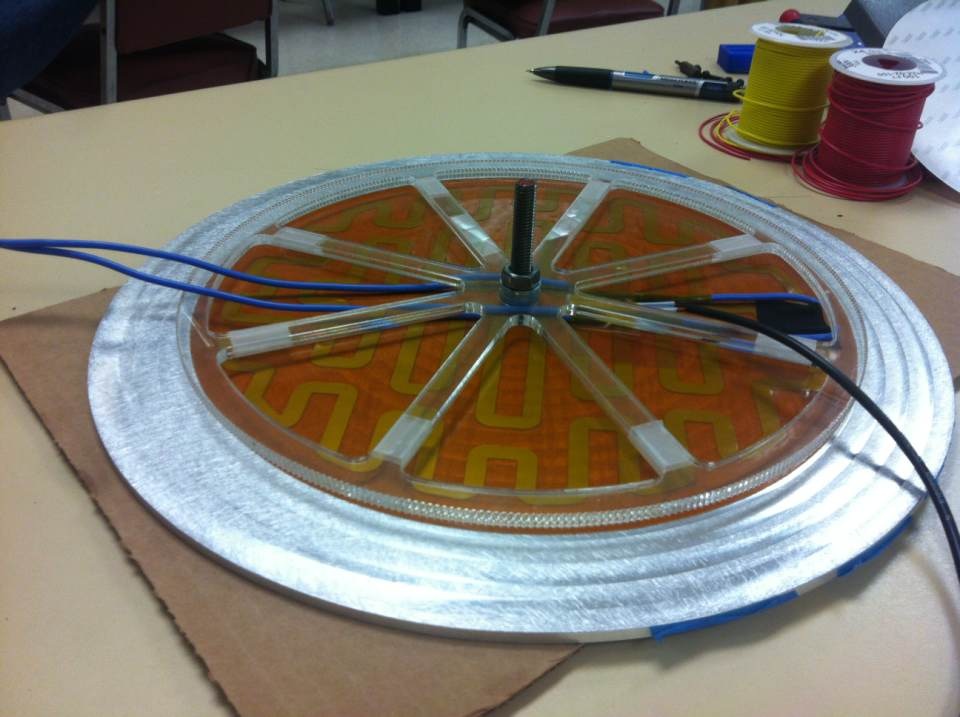
Most 3D printers use an electric heating element and a temperature sensor under the build surface. Unfortunately, the spinning platter on this machine means the wires running to the heater would get wrapped around the shaft. The solution is simple. The electrical connections are passed through a slip ring to prevent the wires from twisting around the shaft. After extensive research, we found a circular 200W heater with a 240 mm diameter and a 12 connection slip ring.
The slip ring replaced the central bearing underneath the platter. A hollow coupler was used to connect the shaft to the slip ring. Holes were drilled in the side of the coupler for the wires to pass through. Since each connection on the slip ring is only rated for 2 Amps, multiple wires were used in parallel to carry the full current of the heater. The heater itself is designed to operate at 24 Volts. Unfortunately our power supply only provides 12 Volts. Although the heater is run at half power, it still gets sufficiently warm given enough time.
-
Concept
08/21/2014 at 05:11 • 0 commentsPlatter and Middle Section (θ1 Axis)The round table where object will be printed on. It is driven by a stepper motor and a large round gear, so it can move both directions clockwise or counter clockwise. This round table is approximately 320 mm in diameter. Rollers around the perimeter support the weight of the platter and keep it level.
The gear ratio for this axis is 385:18. In order to maximize the resolution of the printer, the gear was made as large as possible while still leaving room for the drive motor. For each increment that the stepper motor moves, the platter turns 0.084°.
Extruder Arms (θ2 Axis)The radial movement component which functions to move the four extruders. Each sub-component is driven by a stepper motor and a protractor gear. It swings the extruder in and out while printing.
The gear ratio for this axis is 450:18. This allows it to match the resolution of a RepRap (0.2 mm / step).
Z AxisThe z-axis component which will be used to move the entire middle section up and down. It has four-threaded rods at the corners. Those rods are synchronized by a timing belt which is driven by two stepper motors. The rods are also threaded into nuts in the middle section. As the rods rotate, the nuts are pushed up or down.
The smooth rods are 8 mm in diameter. The middle section connects to these rods with LM8UU linear bearings. The threaded rods are M8x1.25. They are driven by the timing belt with 36 tooth gears.
-
Software
04/19/2014 at 03:43 • 0 commentsSome people have been asking about the software side of things. Right now what we have is a modified version of the Marlin firmware. Its based on the work done to make Marlin work with Delta printers, with the math changed to do the conversion to bipolar coordinates. The firmware works in two modes:
Cartesian emulation mode
In Cartesian emulation mode, the firmware does the conversion from Cartesian to bipolar coordinates on the fly. Basically it acts like a normal printer and you can use it with standard slicing software. The only difference is that you must specify the speed in °/s instead of mm/s. This has the side effect of throwing off the estimated completion time in the host software.
Native bipolar mode
In this mode, the G-Code is given to the printer directly in bipolar coordinates. It requires special slicing software (which doesn't exist yet) but it is the only way to take advantage of the full capabilities of the printer.
You can switch between these modes using the G93 and G94 commands. G92 works as you would expect in each mode. Homing also works (G28) except it is disabled for the platter (θ₁ axis), since it is homeless.
Currently there is no support in the software for using more than one extruder. The electronics package we intend to use for driving all 10 motors has not gone into production yet. Hopefully this will happen soon, since people have started throwing buckets of money at that company. If not, I may have to make a one-off order to OSH Park and get the ball rolling.
Theta Printer
A 3D printer with 4 extruders that can move independently and simultaneously