heinz
heinz-
Turntable timelapse
07/23/2021 at 18:50 • 0 commentsPolar printers have build-in turntable animations
-
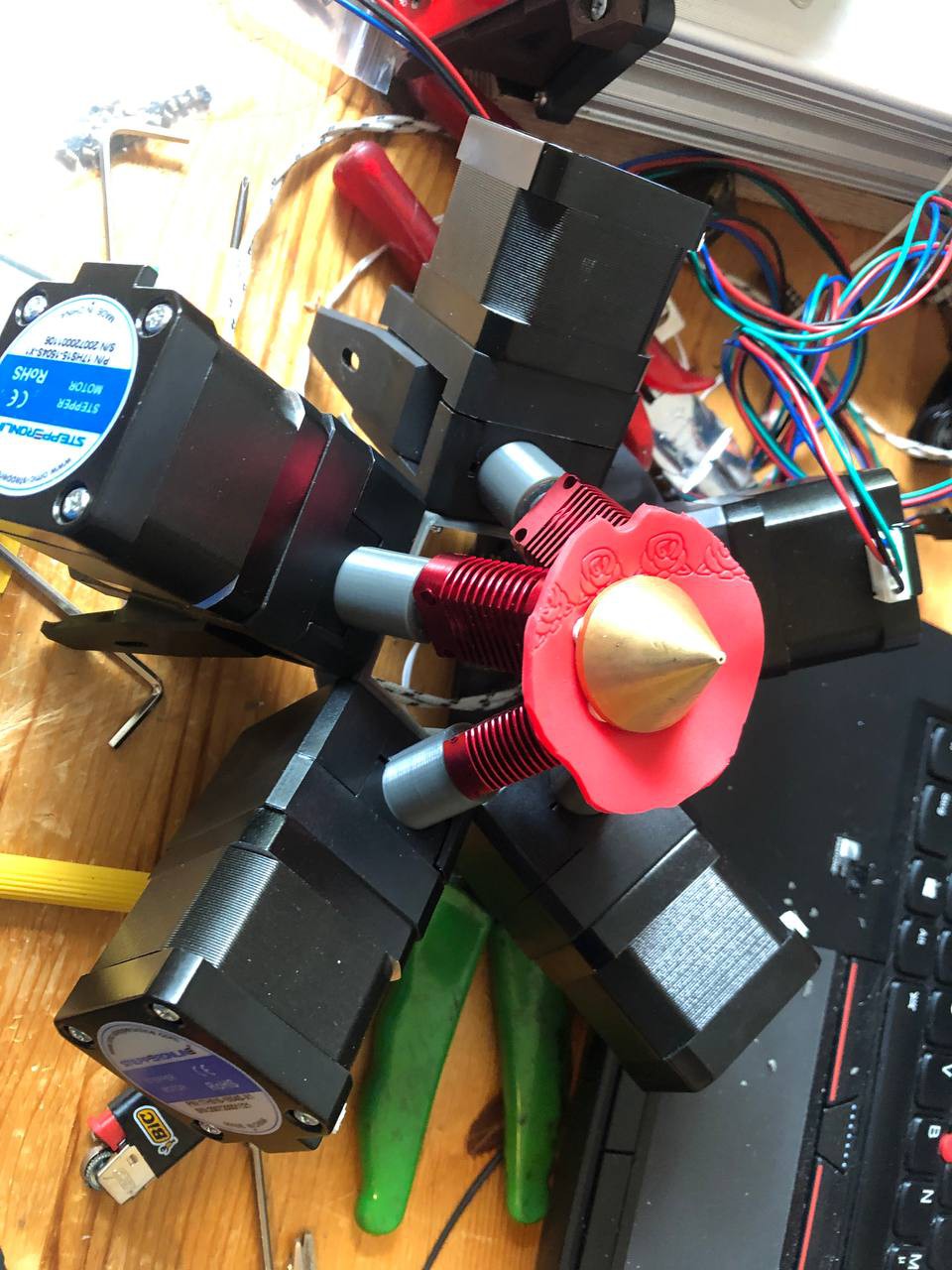
Diamond hotend direct drives
07/18/2021 at 05:45 • 2 commentsAlways wanted to mount direct drives to my diamond hotend.
This printer design allows for some heavy toolheads, so I gave it a try.
I used an original 5er diamond hotend with heatsinks from an Ender 3.
They are cheaper and fit well without any lathing down (like the original E3D style ones)
and let you choose your own heatbreak. (again, the original heatsinks have integrated heatbreaks
and the bowden tube is supposed to go completely down to the nozzle.)Now that it's done and I've printed some, the whole assembly (2kg) seems a bit unwieldy,
so I will probably revert back to Bowden. -
First Dual extrusion tests
06/21/2021 at 17:11 • 1 comment -
It prints
06/03/2021 at 15:37 • 0 commentsDrilled fiber glass sheet to print on cold bed.
![]()
Printing the first layer rather slow and hot to make sure the plastic seaps into the holes.
-
Drill bearing race test
05/02/2021 at 18:56 • 1 commentI'm thinking about connecting the two bigger bearings with screws, but unlike the lazy suzan bearings I have to drill holes for that.
I had no success with a cobalt drill, but tried a resharpened masonary drill and it worked better then expected.
Ordered a 3mm masonary and will grind it down to 2mm to maybe cut a hole in the outer race from top to bottom without entering the ball groove.
-
Move origin for toolchange
04/24/2021 at 13:36 • 0 commentsYou can change tools now by just adding T0 or T1 to the Gcode.
On toolchange the Gcode enters absolute mode (G90), move to other tool and then back to relativ mode (G91).
This way the calculations of cartesian to bipolar doesn't have to change and
additional tools can be added fairly easily.
With 'only' 4 tools you get the benefit that no tool overlaps with the built area of the other tools.
So you need no separate z-axis for every tool.And some goofy distortion when starting off-center:
![]()
-
Toolchanger alignment test
04/16/2021 at 10:53 • 0 commentsAdded a leadscrew to the Z-axis and tested the alignment of different tools.
Looks promising, as long you start excactly at the center of the bed.
With two pens at different origins, the initial position becomes even more critical.
I need a better way to adjust the xy position of the pen on the Z-axis to calibrate the start position,
but better do that directly when installing the hotends for a first print.One big error, I only noticed when adding the gear around the Z-axis in my last post, was that I didn't compensate for the additional rotation (around itself) of the bed while it is orbiting around the Z-axis/sungear.
In the first version the sungear was so small that the slight distortion wasn't that visible.
It became more obvious when increasing the size of the sungear for fitting the leadscrew and rods. -
Z-axis
03/26/2021 at 12:25 • 5 commentsI added another gear with a hollow shaft in the middle to route the z-axis through.
Had a look at nema17 motors with a hollow shaft, but they unreasonably expensive, at least with a hole >10mm.
Z-axis in the middle of the assembly makes the overall footprint smaller, but limits your bed size if you want to be able turn around the whole pole.
For a multiple hotend setup a small bed would be okay, since this way parts on the bed can't collide with the other nozzles,
because individual build areas don't cross eachother.After the rebuild the testprint came out skewed, not sure what caused this.
The gear ratios shouldn't have changed. Maybe the pen/bed was slipping, have to investigate further..