0%
0%
Filament Furnace [gd0042]
A low cost filament extruder to try and create low cost GF PBT filament to replace my PLA usage.
 kelvinA
kelvinABecome a Hackaday.io member
Already have an account? Log in.
Just one more thing
To make the experience fit your profile, pick a username and tell us what interests you.
Pick an awesome username
hackaday.io/
Your profile's URL: hackaday.io/username. Max 25 alphanumeric characters.
Pick a few interests
Projects that share your interests
People that share your interests
 I can't exactly read the graph, but it looks like I was right on with my experimentation that PET melts at 248 degrees C.
I can't exactly read the graph, but it looks like I was right on with my experimentation that PET melts at 248 degrees C.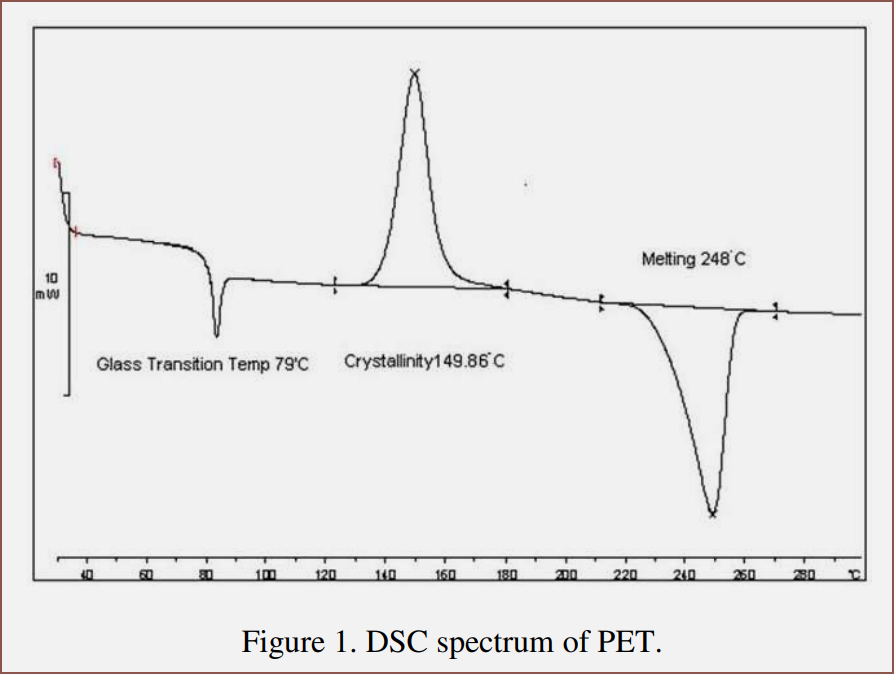 When I was extruding, I didn't think water had much effect, but the paper claims otherwise:
When I was extruding, I didn't think water had much effect, but the paper claims otherwise:
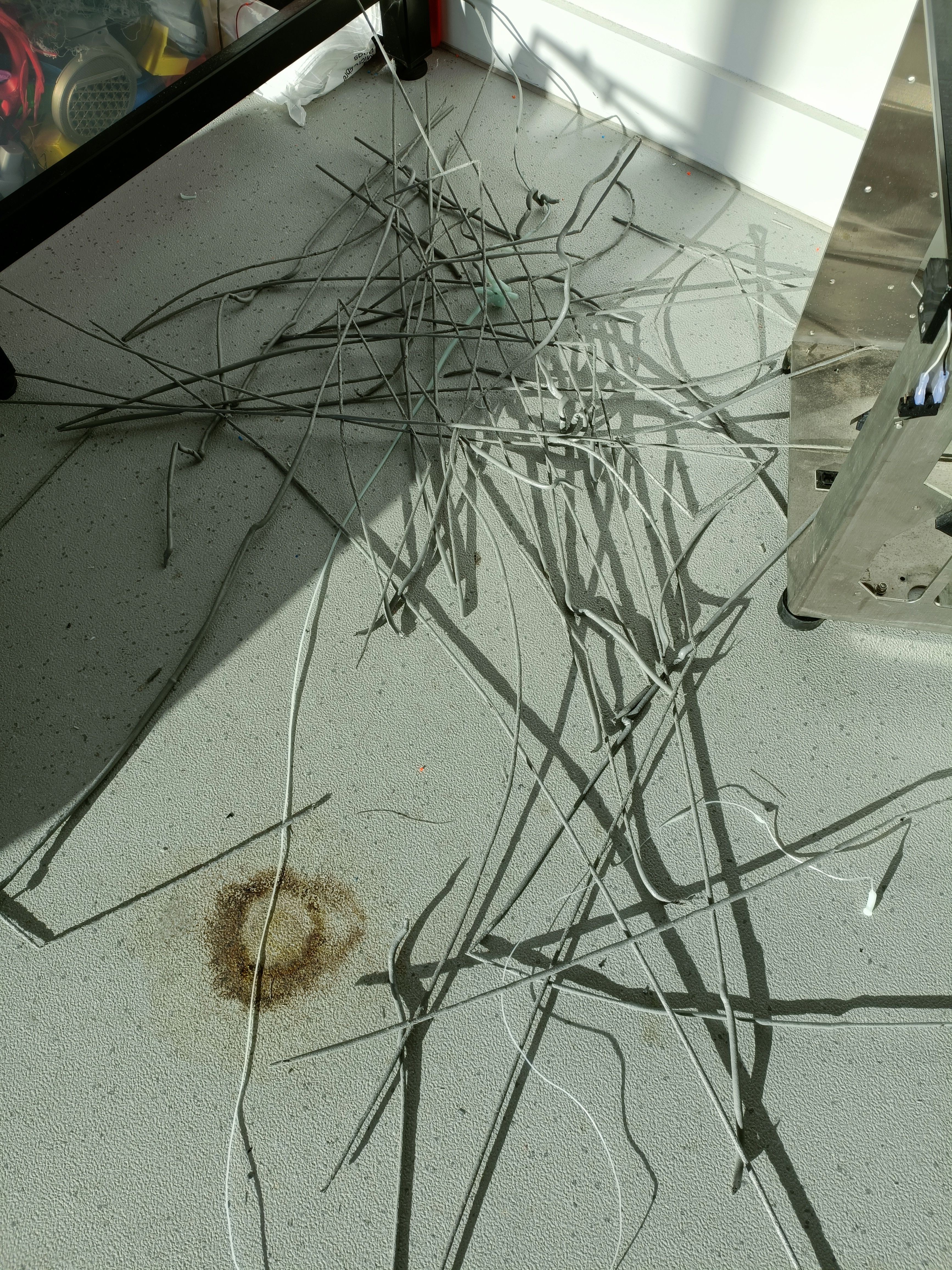

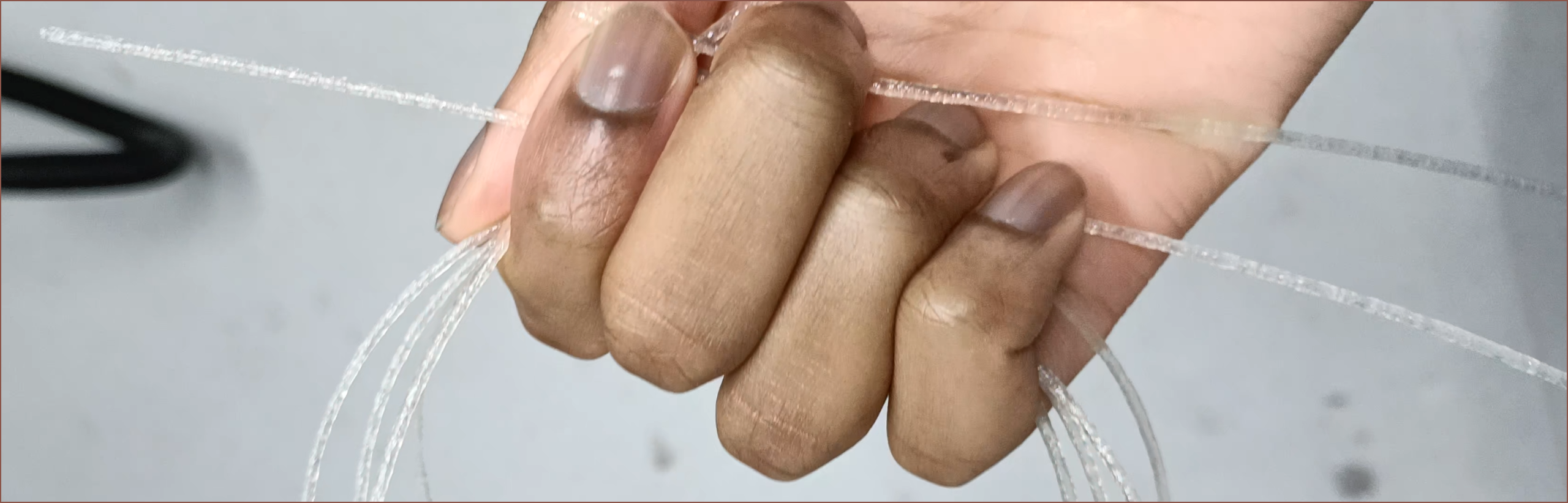
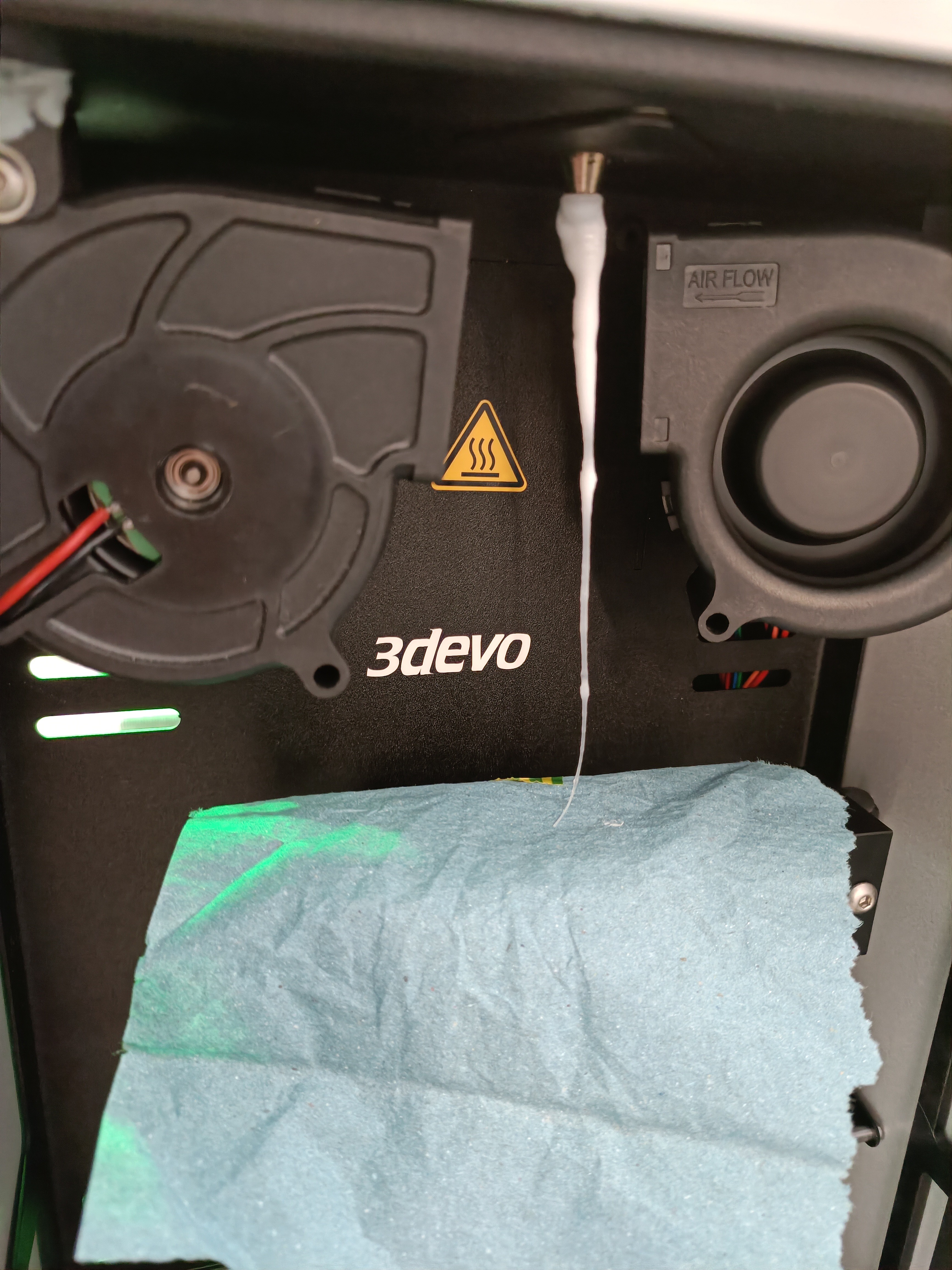
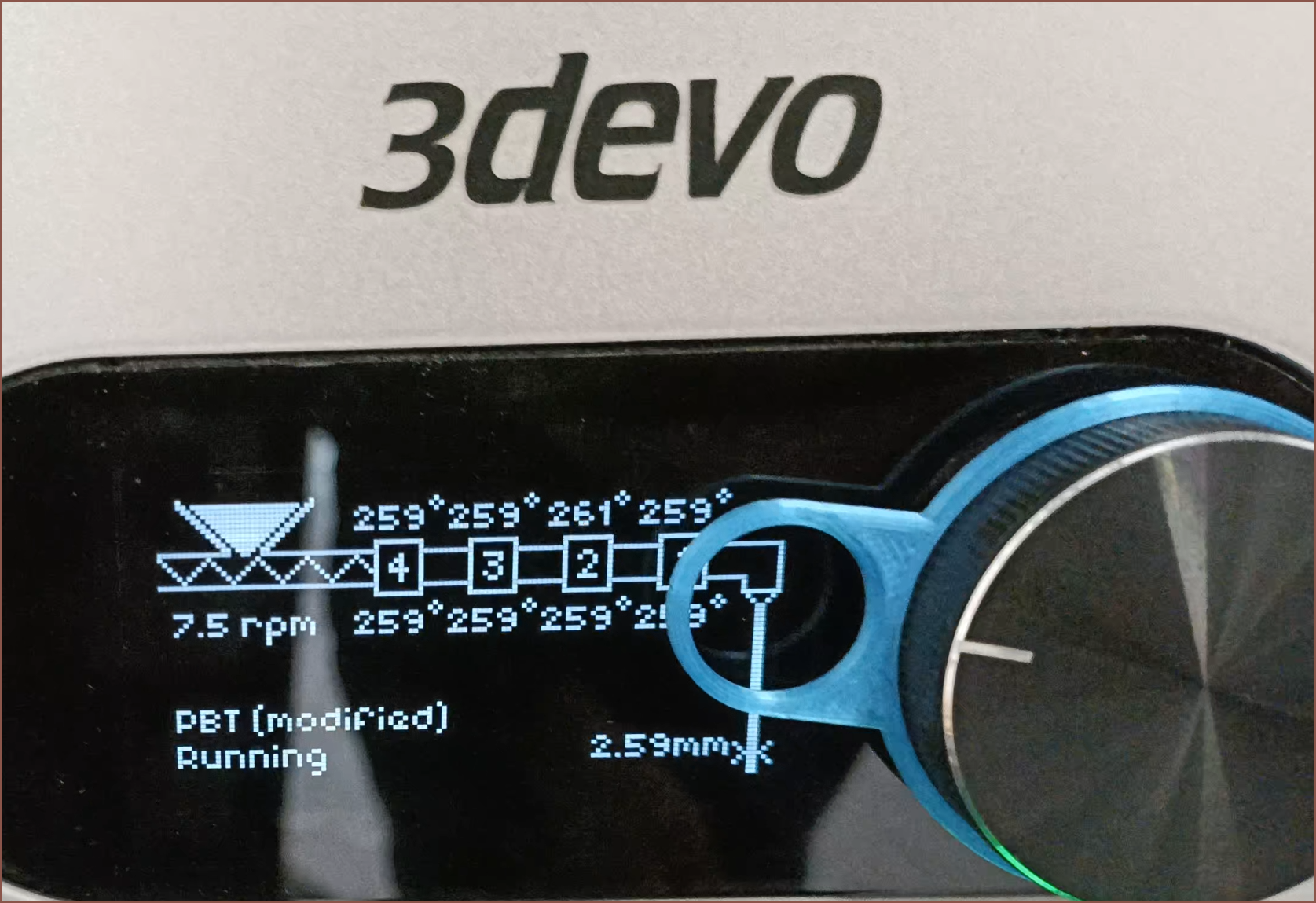
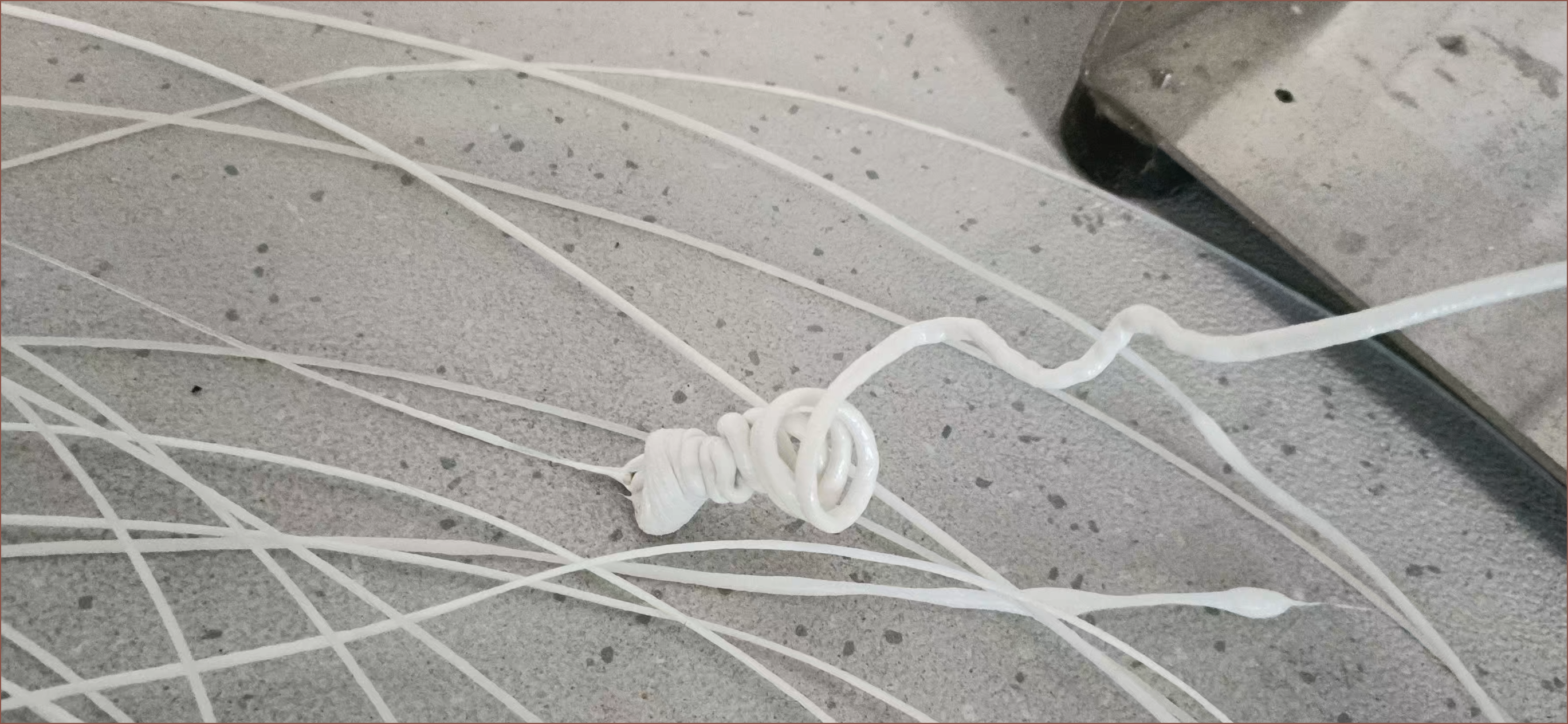
 A slow RPM like 2 seemed to be more susceptible to the line breaking than high RPMs like 10. 5RPM was the one I did the most testing at. My temps were 230 - 240 - 240 - 240 =>, and bumping the last to to 250 didn't seem to have any improvement. I also tried between 34 and 85% fan speeds.
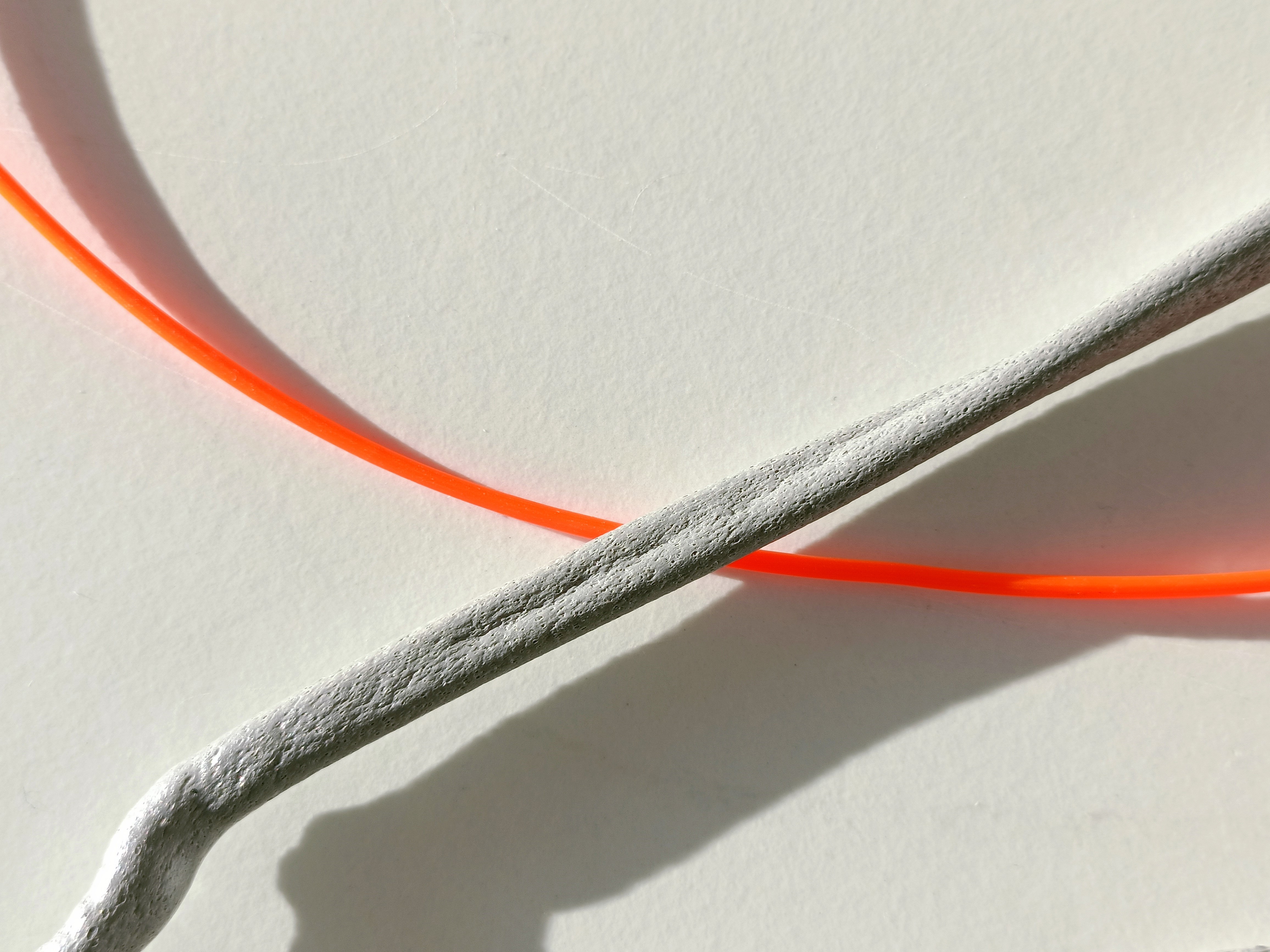
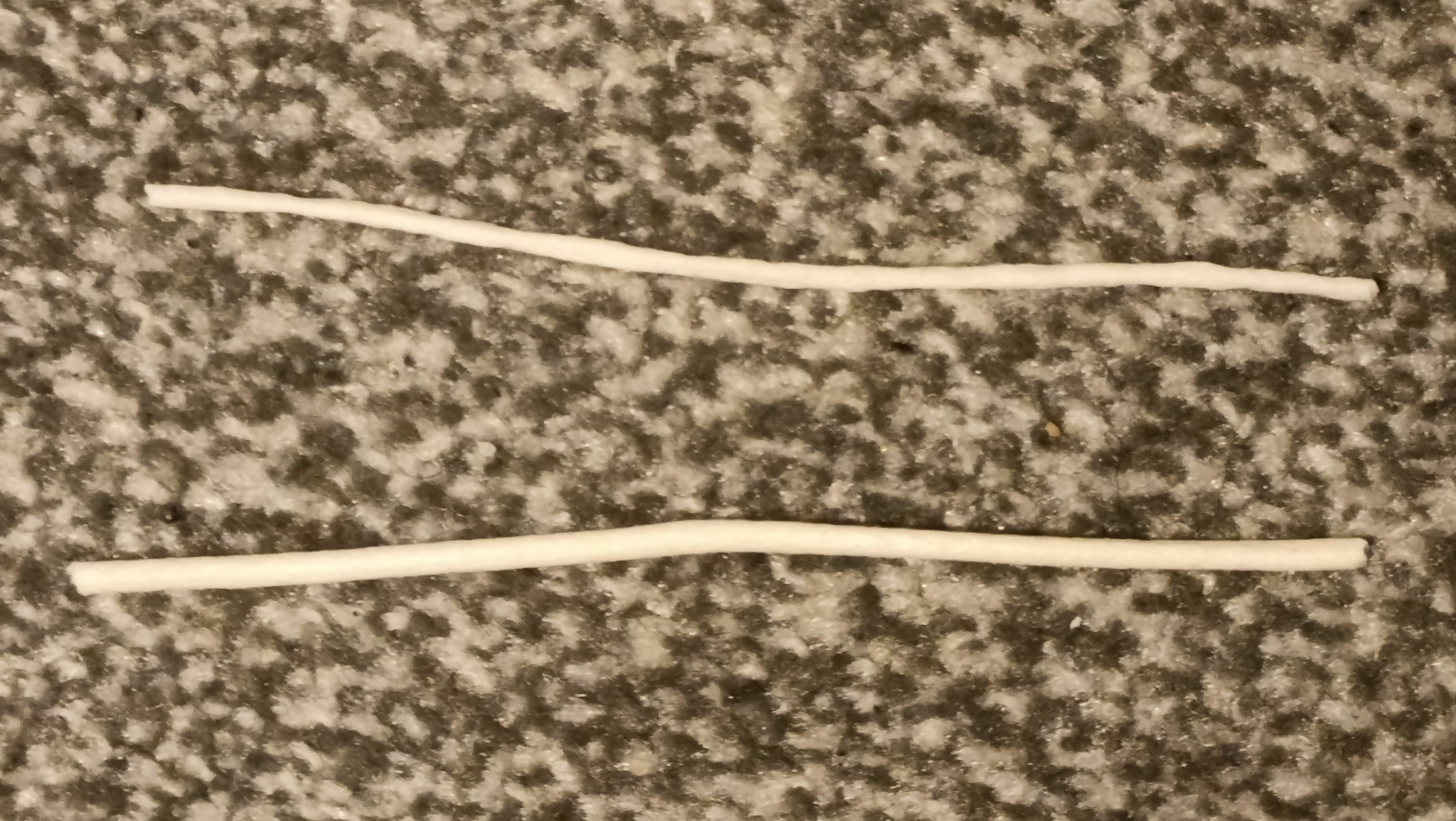
A slow RPM like 2 seemed to be more susceptible to the line breaking than high RPMs like 10. 5RPM was the one I did the most testing at. My temps were 230 - 240 - 240 - 240 =>, and bumping the last to to 250 didn't seem to have any improvement. I also tried between 34 and 85% fan speeds. These is what I was able to get. The orange is 1.75mm filament, the middle is the longest approach I got, which looks like it's about to fall apart, and the bottom is the good looking but uselessly thicker extrusion:
These is what I was able to get. The orange is 1.75mm filament, the middle is the longest approach I got, which looks like it's about to fall apart, and the bottom is the good looking but uselessly thicker extrusion: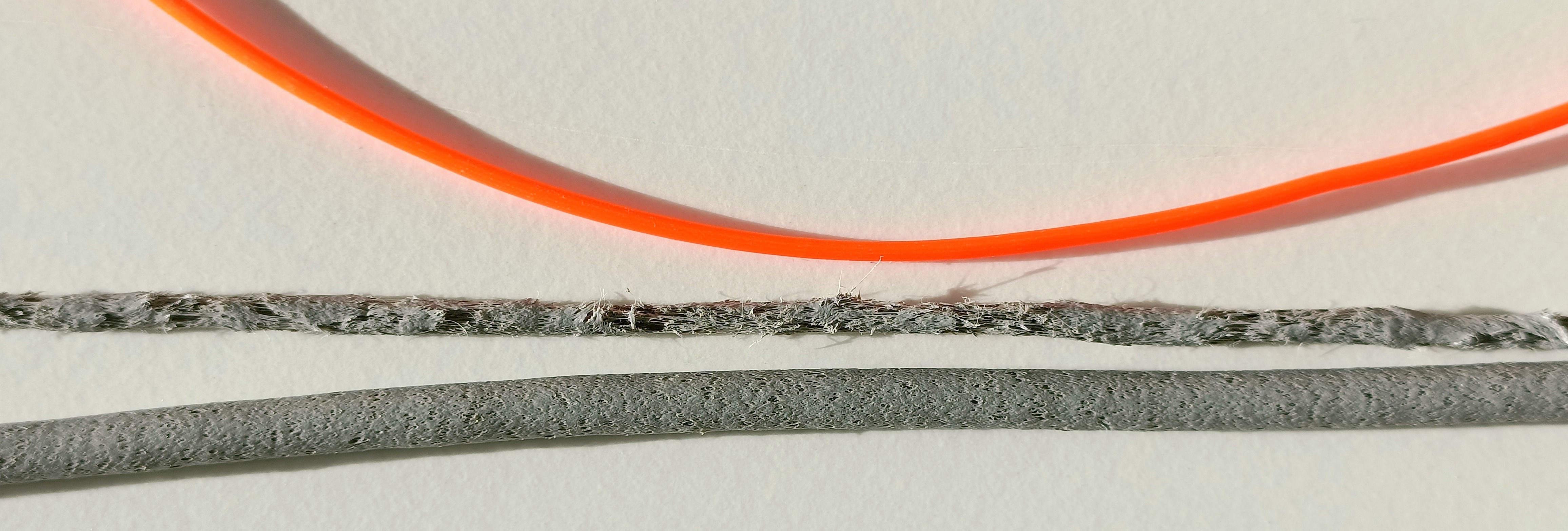
 Some takeaways from the PBT / PET blend:
Some takeaways from the PBT / PET blend: