-
Casting Pulleys: P2
06/24/2017 at 10:57 • 0 commentsThe first mould(right) didn't turn out great. There was an air bubble that got trapped and some silicone flowed under the pulley. I could have cleaned this up but the imperfections of the printed/lathed were really obvious in the mould.
![]()
I printed out a second pulley and used the Dremel as a lathe rather than the drill press, which made for a much cleaner part. The void in the middle is the pulley, and the second try is on the left. The second mould is really good, time to cast the first pulley!
-
Casting Pulleys: P1
06/22/2017 at 23:10 • 0 commentsTonight I started getting the pulley mould ready. PLA is a low temp plastic, and the heat of the SMA wire damages them quickly. Also, my printer doesn't have the ability to accurately print parts that small.
I printed out a pulley, jammed it on a nail, and put it in my drill press in to make a quick and dirty lathe.![]()
![]()
I used some files to grind the pulley to a more circular shape. The result wasn't perfect, but good enough for now.
The next step was filing a target for drilling the cast part and filling the shaft hole with a bit of wax. From my experience holes that small can't be moulded.
![]()
![]()
Next I printed out a cup for the mould, placed some nuts in case I want to do a 2 part mould in the future, and I'm waiting for my mixing cups to print.
![]()
![]()
-
Pulley System Test: 003
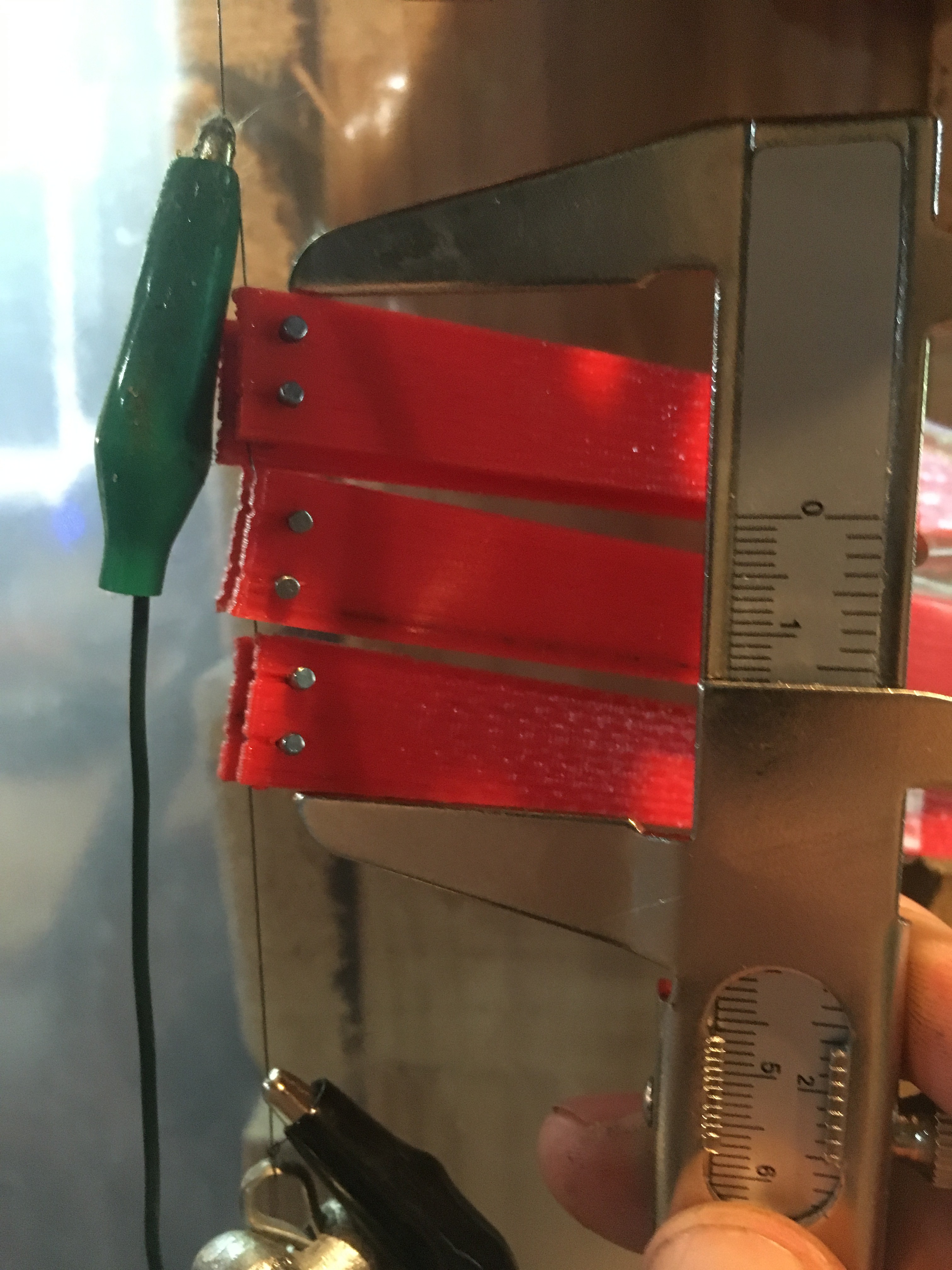
06/11/2017 at 20:11 • 0 commentsThere was a lot of distance between the pulleys in the last test. In this test I moved everything closer together. The initial length was 6.6cm, and the activated length 4.6cm.
Again, the measurement ignores 50% of the stroke, so a 6.6cm unit delivered about 3cm of stroke, or a contraction of 45%, really good results.![]()
![]()
-
Pulley System Test: 002
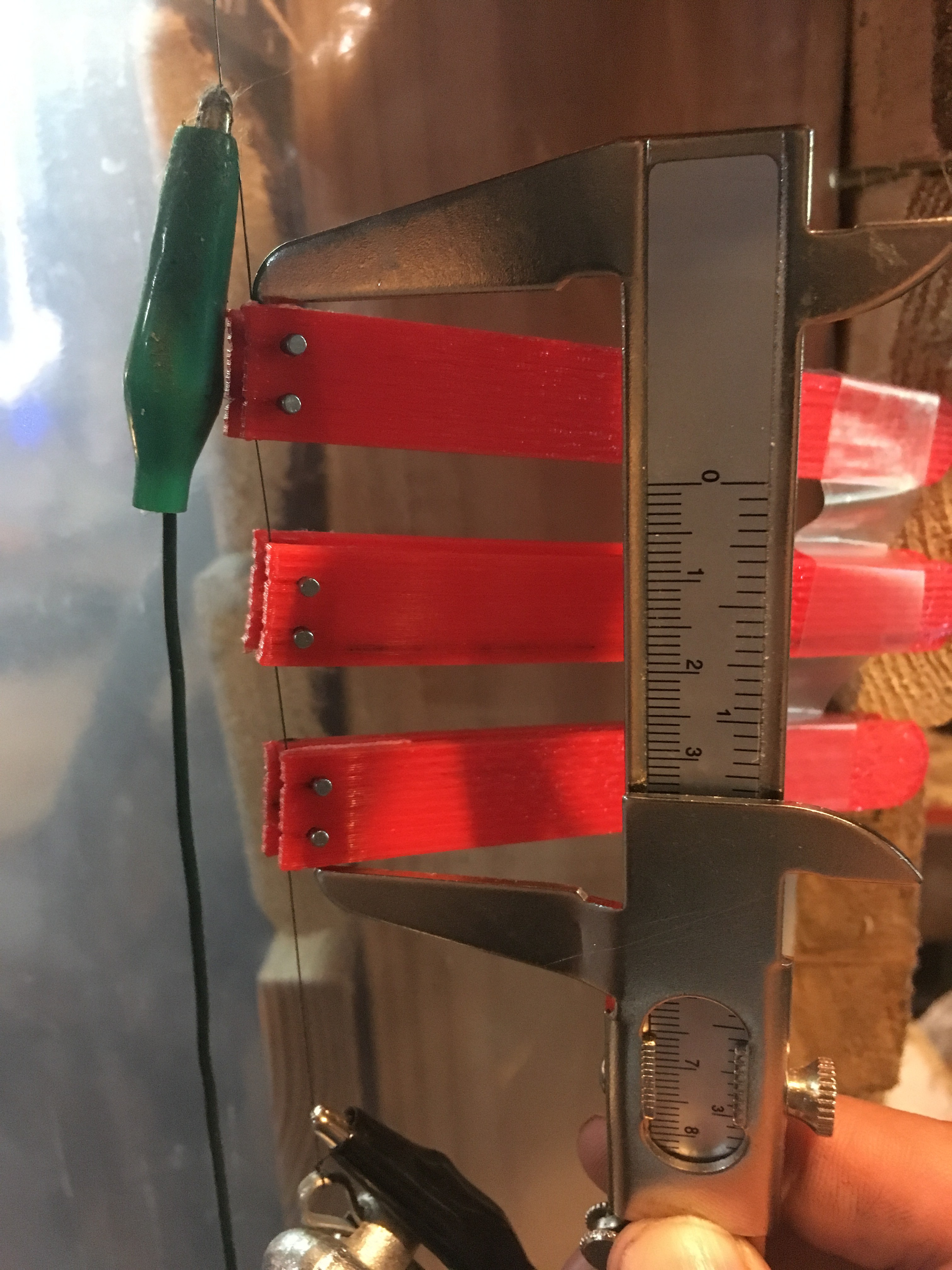
06/11/2017 at 19:57 • 0 commentsA successful run with a 3 pulley unit. The initial length of the assembly was 8.2cm, and it contracted several times to 6.1 cm, 2.1cm of stroke. This measurement ignores the stroke produced by the first and last pulleys, so the actual total stroke should be 50% higher, or about 3cm The hook swings around, making the measurement of the total stroke less accurate, but I measured 2.7cm.
The .25mm SMA wire I used is rated for a load of 891g.
The wire is travelling around the pulleys causing the assembly to twist around. The next prototype is going to have deeper pulleys and less clearance between the pulleys and the support.![]()
-
Pulley System Test: 001 - Notes
06/11/2017 at 13:02 • 0 commentsMy printer has some backlash on the X or Y axis, my circles are ovals.
Attaching the pulley system to the wire was not easy, lost a pulley in the process.
The support arm is bulky and ugly, probably way overbuilt.PLA's plastic deformation point is 60-65C. The SMA wire has a transition point of 70C. I was worried that the wire would slice through the PLA pulleys very quickly, but after a dozens contractions there's no obvious damage. This is great as I'll be able to test with printed parts rather than printing, casting to high temp urethane, then testing. Casting parts is very time consuming, this is a big boost to the project.
-
Pulley System Test: 001
06/11/2017 at 12:50 • 0 commentsThe actuator with the zig-zagging pattern of SMA wire has a big, intrinsic disadvantage: the strain it can sustain without suffering permanent deformation varies throughout the stroke length. There's no way to work around this, the math sucks.
I've got another model that I've come up with that solves this, running the wire through two pulleys attached to long support arm. Using this setup I could run 60cm of wire, which will contract about 3 cm, between two points that are a few cm apart. As long as I can keep the pulley system compact enough, I should be able to reach the 30% contraction goal.
This I printed out and tested a prototype. The goal was to verify that the pulleys will spin and get a feel of what the end device will look like. It worked. -
Built in support jig
06/10/2017 at 22:57 • 0 commentsBuilding a jig to hold the small cross members is a pain, and the parts end up flying everywhere when the wire is tensioned. This time around I'm going to incorporate a support jig as part of the casting process. When the wire is attached to the cross members, the jig can be snapped off.
Useful SMA Actuator
A shape memory alloy actuator that can move useful loads over decent distances.