Alex Rich
Alex Rich-
Joys of manufacturing
04/03/2015 at 20:57 • 0 commentsI have been going back and forth over the past month working out some kinks in manufacturing, I thought I would share the experience here.
After the first round of samples, I noticed the nylon parts were displaying quite a bit of warping along their length as can be seen in the picture below. This isn't a major functional problem, but aesthetically I didn't like it when I closed the jaws together and they weren't quite flush, they basically looked like () or )( no matter what I did.
![Warped nylon jaws]()
The reason for this is that the parts were too thick (exactly .25") and cooled unevenly after being molded. The golden rule of molded part design is keep wall thickness consistent and don't go above about 1/8" thick for most plastics. So why did I design the jaws to be so thick? Well I originally designed these parts to be machined, and when I ordered them I did a poor job of conveying that intent to the manufacturer. I sent a drawing, a CAD file and specified a finish, but never actually specified that the parts should be machined. Of course the manufacturer assumed for a plastic part I must want it molded. Next thing I know, I have beautiful molded nylon parts along with a nice little warping issue.
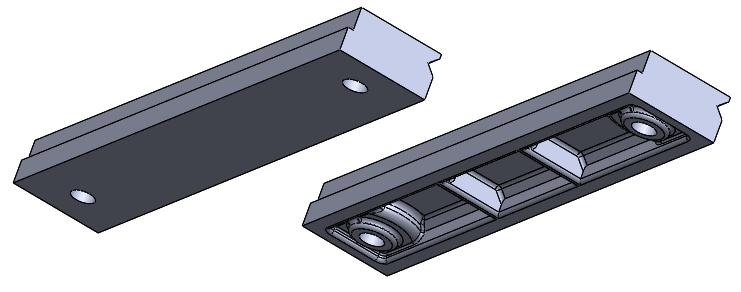
The manufacturer agreed to modify part of the mold, adding a hollow core to the parts as shown below (before and after).
Now the parts are cooling evenly and are molding perfectly straight. In the end this will probably be for the best as injection molding is an inexpensive and repeatable process that will allow me to quickly churn out thousands of vise jaws if I need to. You can see the new part below with the bottom side shelled out and the top side which stayed exactly the same minus the warping.![Design for machining vs. injection molding]()
![modified jaws with cored out bottom]()
-
First article inspections
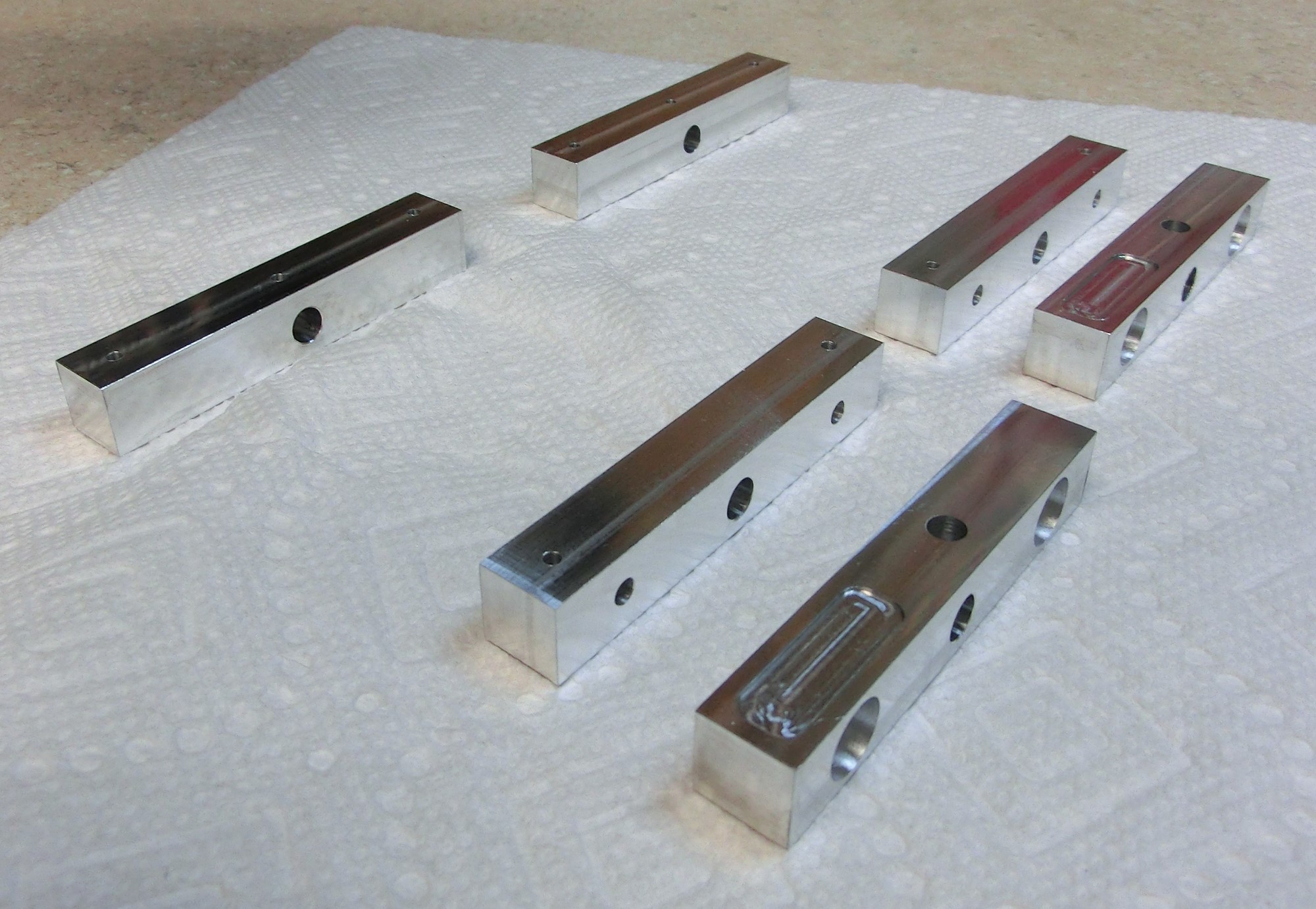
02/19/2015 at 01:13 • 0 commentsFirst samples from manufacturer came today, measuring everything to make sure it's perfect. So far there are a few issues that need to be smoothed out but overall the samples look awesome.
![]()
![]()
-
more prototypes
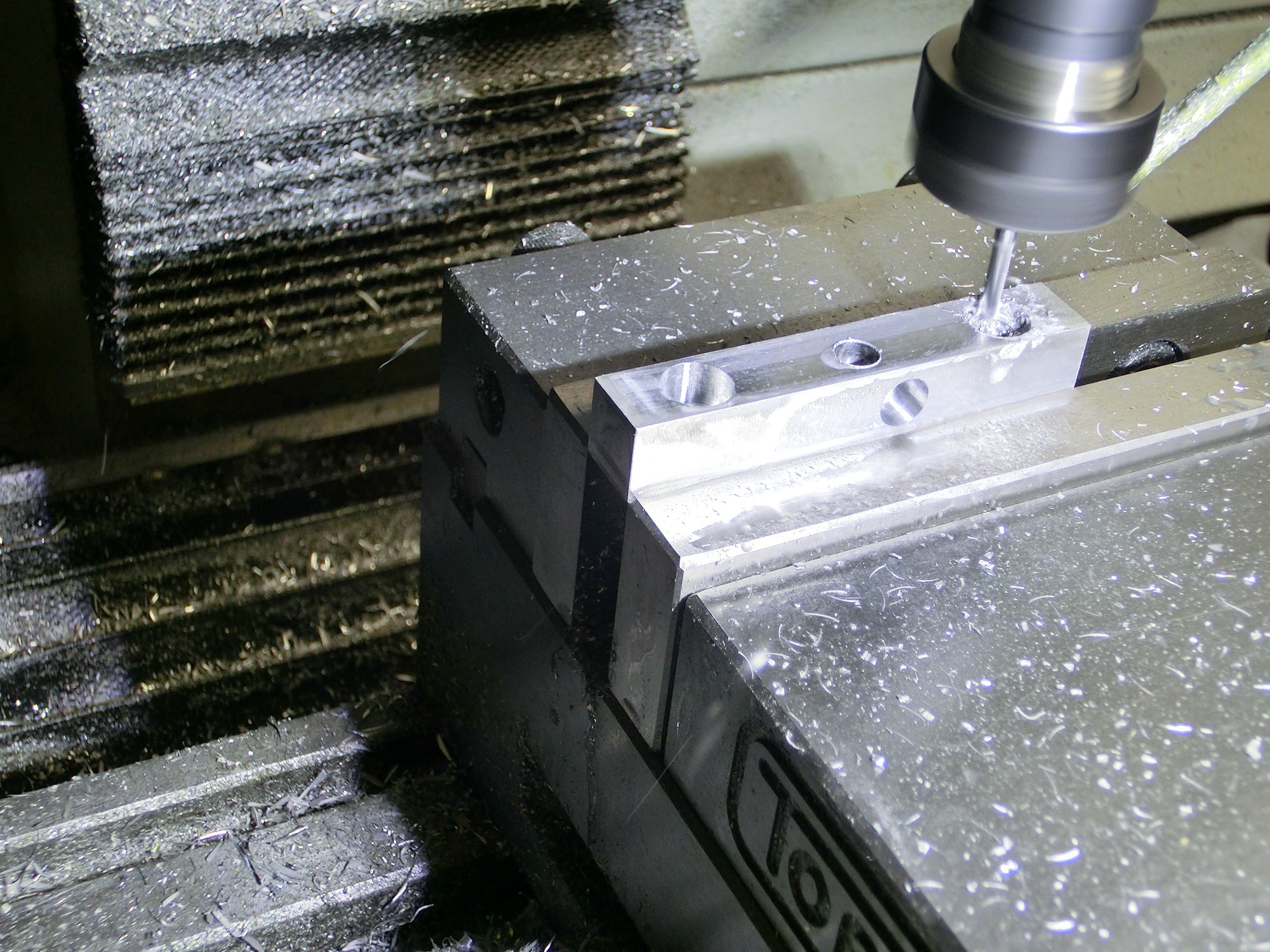
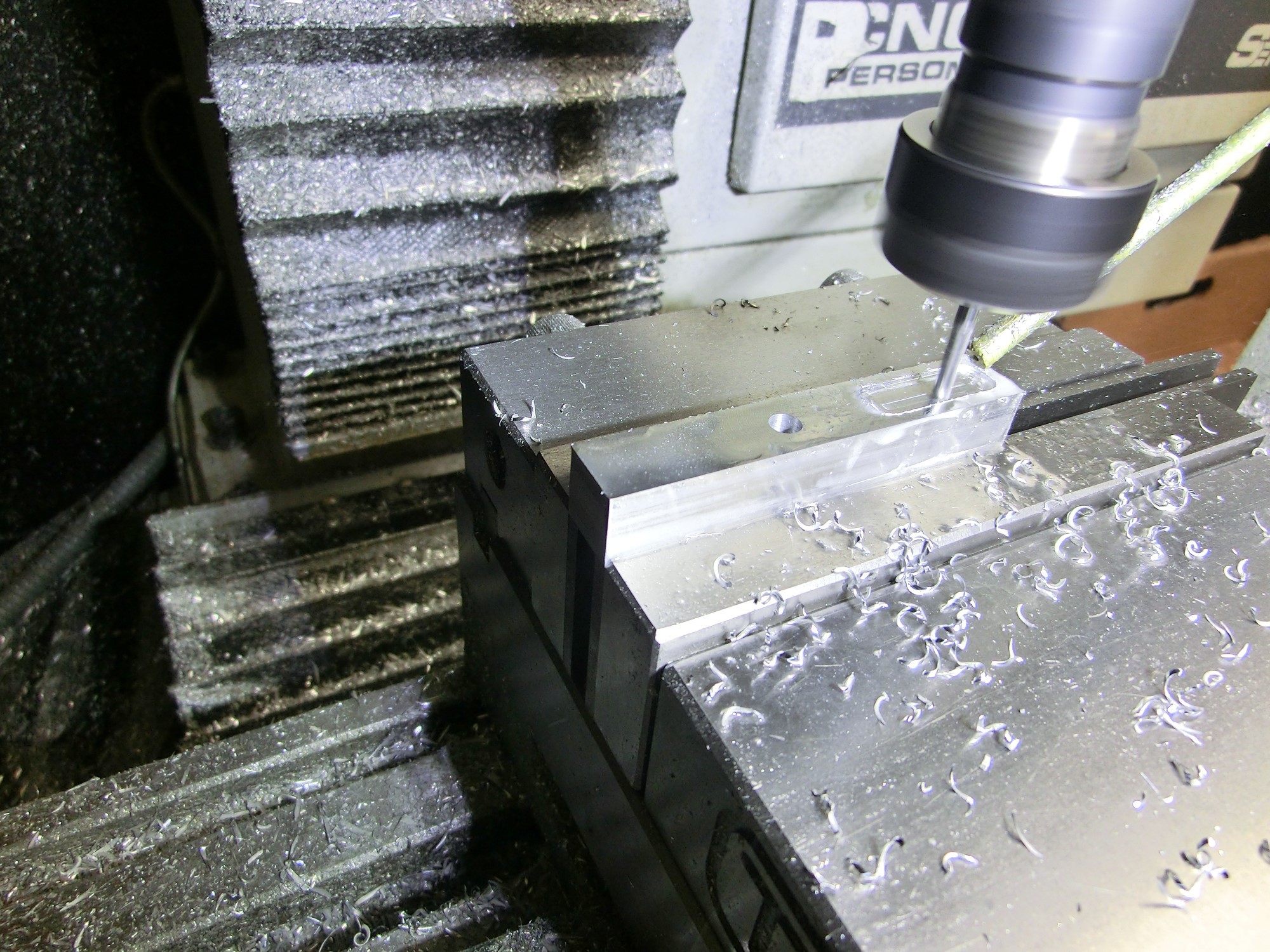
11/29/2014 at 00:43 • 0 commentsstraight out of the mill, next tapping and bead blasting
![]()
action shots:
![]()
![]()
-
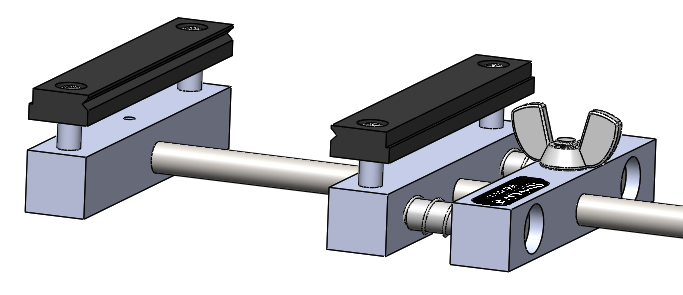
cheap way to add height
11/29/2014 at 00:16 • 0 commentsJust had a good idea, instead of custom tall jaw plates, the standard jaw plates can easily be raised using #4 spacers. Depending on how tall the spacer is, you may also need longer #4-40 screws. Both easily found at the hardware store, but could potentially be a cheap add-on to ship with the vise.
![]()
-
parametric jaw plate files
11/15/2014 at 01:04 • 0 commentsOk, I got this idea from the recent ramanPi spectrometer project - fl@C@ designed the 3D printable parts for his project in OpenSCAD which allowed him to set parameters that can be changed to automatically alter the geometry of the model. This lets you to easily change parts of the design to tailor them to your own needs. For Stickvise I will definitely do this for the jaw plates, allowing users to set the height and width of the jaw plates to suit a particular project, then just 3D print the customized files. I could also see having a parametric file for a set of v jaws that lets you tweak the depth and angle of the v.
-
First prototype
10/31/2014 at 15:22 • 0 commentsI just finished making my first "real" prototype. It is comprised of the actual components I would use in production. The custom parts are CNC machined aluminum and nylon.
Stickvise - low profile soldering vise
Stickvise is a low profile vise designed for PCB soldering. This product was born on Hackaday.io.