ken.do
ken.do-
Hotend Solution
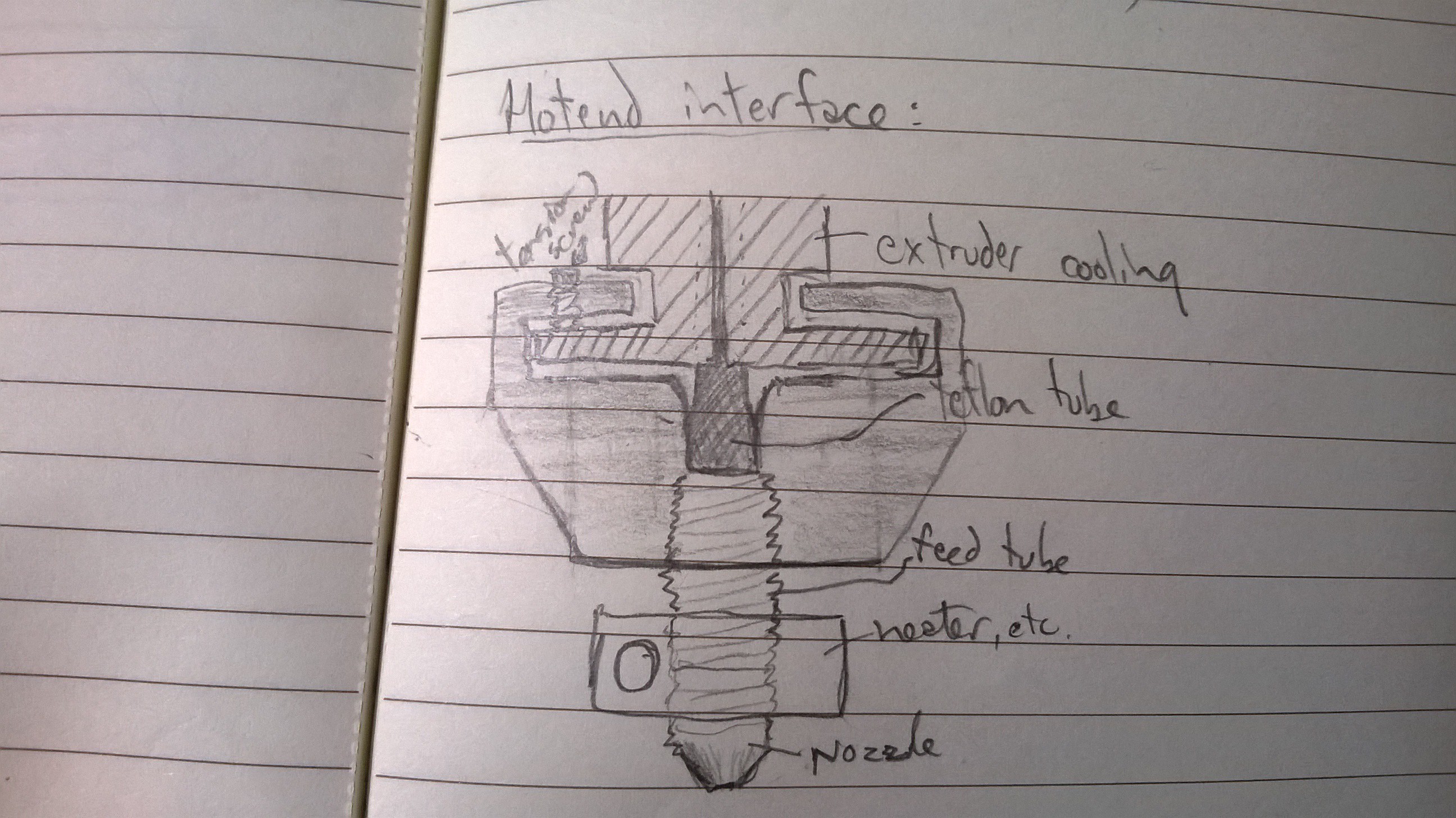
05/29/2016 at 00:01 • 0 commentsA big challenge that I have mentioned before is that we will be dealing with a flat feed material. The problem comes when this flat material with a rectangular cross section enters the hot end of the extruder. Most extruders have round holes, we have a rectangular peg. I have come up with something I think will work. Flattening a PTFE tube will create an elliptical guide that will be a better match for the material, but what happens when it reaches the heated zone that is cylindrical? How do we make that transition without leakage, airlocks, or other unforeseen consequences?
![]()
A warm zone between the cool end and the hot end may do the trick. If we can create a slightly heated chamber, warm enough for the material to become malleable but still hold its form somewhat, in which the guide tube can revert to its natural cylindrical shape, then the material can be both reshaped and compressed to provide the force necessary for extrusion. This is represented by the green section in the picture above.
![]()
-
Typical yields from containers
05/19/2016 at 06:03 • 0 commentsYield of material suitable for printing
This is after the bottom and top are removed.
HDPE (milk jugs, juice jugs)
2 litre container - 20 to 25 grams
4 litre container - 50 to 60 grams
Updated and other material yields will be added to this log as data becomes available.
-
Take a breath... And simplify. Back to the single extruder motor model...
04/29/2016 at 20:56 • 0 commentsI know this has never happened to you, but I think I may have over-engineered... :P The feed system in particular.
Instead of modifying the material to fit the machine, or modifying the machine to fit the material, let's meet half way. A thin enough ribbon should be feedable into a stock hot end. And if there is no forming necessary, only one extruder motor should be required. Makes everything easy, right? Well....
The pressure used to squeeze the molten plastic out the hot end is supplied by the still solid material being driven into the extruder assembly. If the material cross-section is square or rectangular and in a round hole, how will this affect the extrusion process? My guess is that we will get some squeeze-by going back up the extruder pipeline, cooling off and plugging up the works.
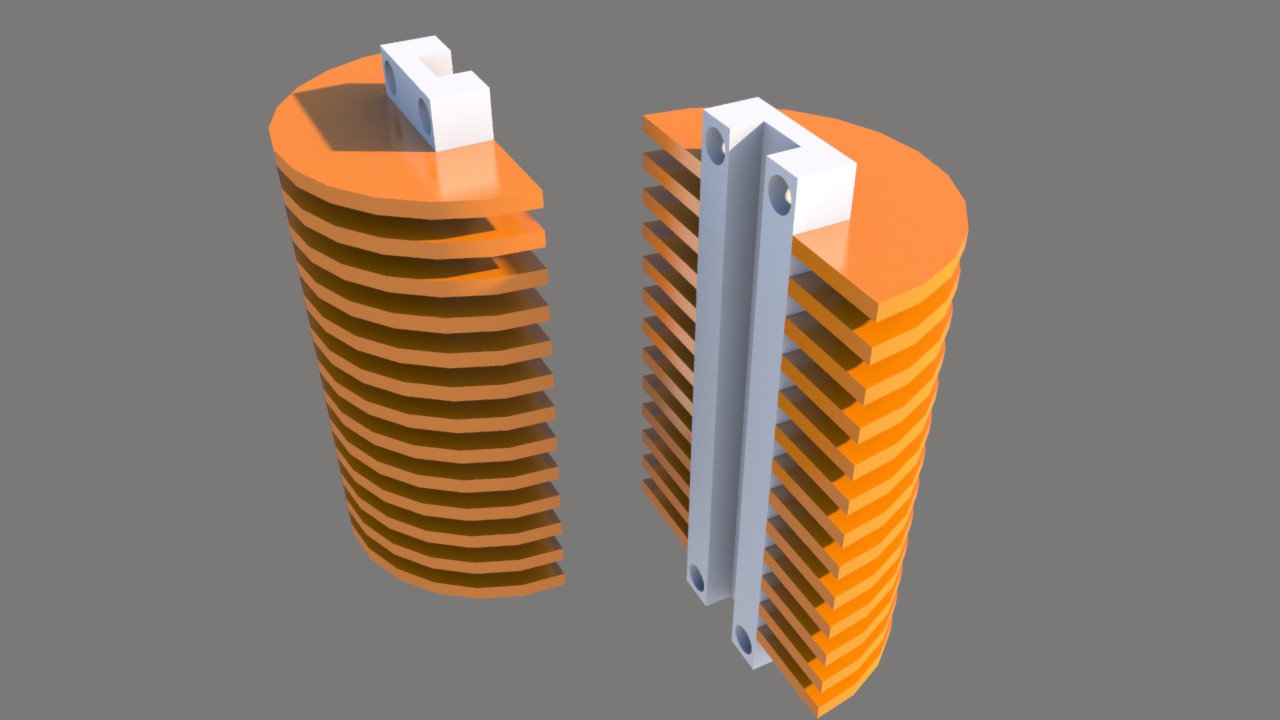
What can we do to minimize this effect? Change the shape of the pipeline. Using an extruder like this:
![]()
...we can deform a PTFE tube inside to match the approximate dimensions of our feed material.
One extruder motor (with a gear or hobbed gear) pushing through that custom extruder tube I mentioned in my first log I think.
The interface between this extruder, the rest of the printer and the hot end may require some thought...
-
Forming and Feeding
04/28/2016 at 16:33 • 0 commentsThis process will require both the forming of the raw material and feeding of the formed material into a hot end. I think I may have to power these two processes individually.
The power requirement for the forming process will pull the ribbon of plastic, both creating the initial ribbon and pushing it into the entubulator (made up word used to describe the equipment used form a tube from the flat ribbon).
For the feeding of the formed tube, it may be useful to consider using a separate, traditional friction-based filament driver.
Both the forming and feeding will require one NEMA stepper each, but both motors can run off the same power and input as the feed rate will be determined by the gcode.
-
Roll it up
02/21/2016 at 03:29 • 0 commentsI have been toying with the idea of creating a custom extruder/hotend to handle the arc of the ribbon of PET being fed to it. Sounds like a complex proposition.
So I came up with the idea of rolling the ribbon into the right size for a hotend.
The ribbon will follow this course:
- Comes out of bottle cutter
- Travels through arcing bearings (passive)
- Arc passes through tubulator
- Tube is pulled through extruder drive
- Into hot-end
The design of the tubulator (tm pending:) ) will be similar to an open ended flatbread wrap.
If the ribbon is too rigid to form easily, or too resilient once fomed, heat could be applied somewhere along the path of travel. The intensity of the heat would have to be quite low as to maintain a bit of form. If form is not maintained, travel and distribution of material could both get messed up.
May include an explicating drawing shortly...
-
Forming and Extrusion
02/07/2016 at 23:22 • 0 commentsWhat is harder than pushing a rope? Try pushing a ribbon! This pushing needs to happen between the extruder drive assembly and the heated portion of the hot end.
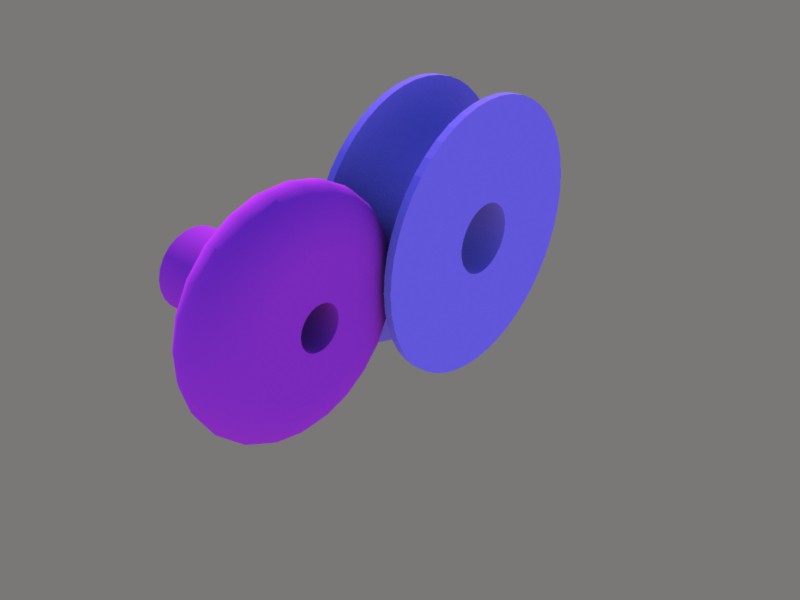
How can we make the ribbon less flexible? My solution is to crease it into an L or U -shaped cross section. Using an angled-surface drive pulley and an inverse angled bearing surface, this should happen quite nicely.
![]()
This will push a temporarily stiffened ribbon into the hot end assembly where it will be heated and deposited.
-
Ribbon Creation Stage
02/07/2016 at 23:09 • 0 commentsUsing a method similar to this:: we create a ribbon of fixed width. Instead of pulling with a pair of pliers, could it be feasible to use the extruder feed system to pull it through a cutter? If this method takes too much power, perhaps an alternate, more refined/effiecient cutting system would work better.
Regardless of the method used, we end up with a ribbon of fixed width and mostly consistent thickness heading towards the extruder.
Bottle Recycling 3D Printer
From a plastic bottle to a new 3D printed object in one process.