I'm a maker
I'm a maker-
Assembly, final holes and threads
08/29/2019 at 19:46 • 0 commentsIt has been a while since the last update and video has been released.
In this final episode of the DIY vacuum table video series the components of the table are assembled. Furthermore, some final preparations are done, e.g., cutting holes and threads for further work holding features.
Between the top plate and the bottom plate, sealing mass is applied. Instead of this mass, a sealing cord could have been used. But to use it, a groove has to be cut in the bottom part, so that the sealing cord as a defined position and thickness.
I'll test the vacuum table with different parts. First, some aluminium stock material is tested with my whole force to move or remove it from the vacuum table while the vacuum pumps are working. It really does work very well and it is quite impossible for me to move or remove the part from the table. Second, one of two stiffeners for my z axis is machined on the vacuum table. A quick demonstration of this is shown in the video.
Thank you very much for your support. It has been a fun project.
-
Machining the bottom plate
08/09/2019 at 20:21 • 0 commentsIn this week, I have milled the bottom plate. It is the first part of manufacturing steps regarding the bottom plate. Have fun watching the video.
At the sides the holes with different threads are missing yet. One side should contain three holes with a 1/8" British Standard Whitworth thread for the pneumatic connectors. The other three sides should contain several holes with M5 threads to add end stops as shown in one picture in the project gallery.
In the next video of this series, the holes at the sides are drilled and the threads are cut. It is some manual labour. To get the holes perpendicular to the surfaces, a little helper is machined. More on that in the next days.
-
Updated CAD model
08/09/2019 at 18:46 • 0 commentsBefore machining the bottom plate, I updated the CAD model. In the new model the pockets are not that deep as in the initial version of the model.
Why did I change that? Well, there are several reasons.
- More weight of the vacuum table. Weight is good for CNC milling machines, but of course, it is not so good for the machinist ;-)
- Reduced milling time. But for me, it doesn't really matter.
- Less waste to clean up
In addition to these changes, there are some deep pockets close to the pneumatic connectors, since they are about 10mm thick.
-
Photos of top plate
08/09/2019 at 18:13 • 0 commentsAfter finishing the top plate, I missed showing some pictures. So, here they are...
![]()
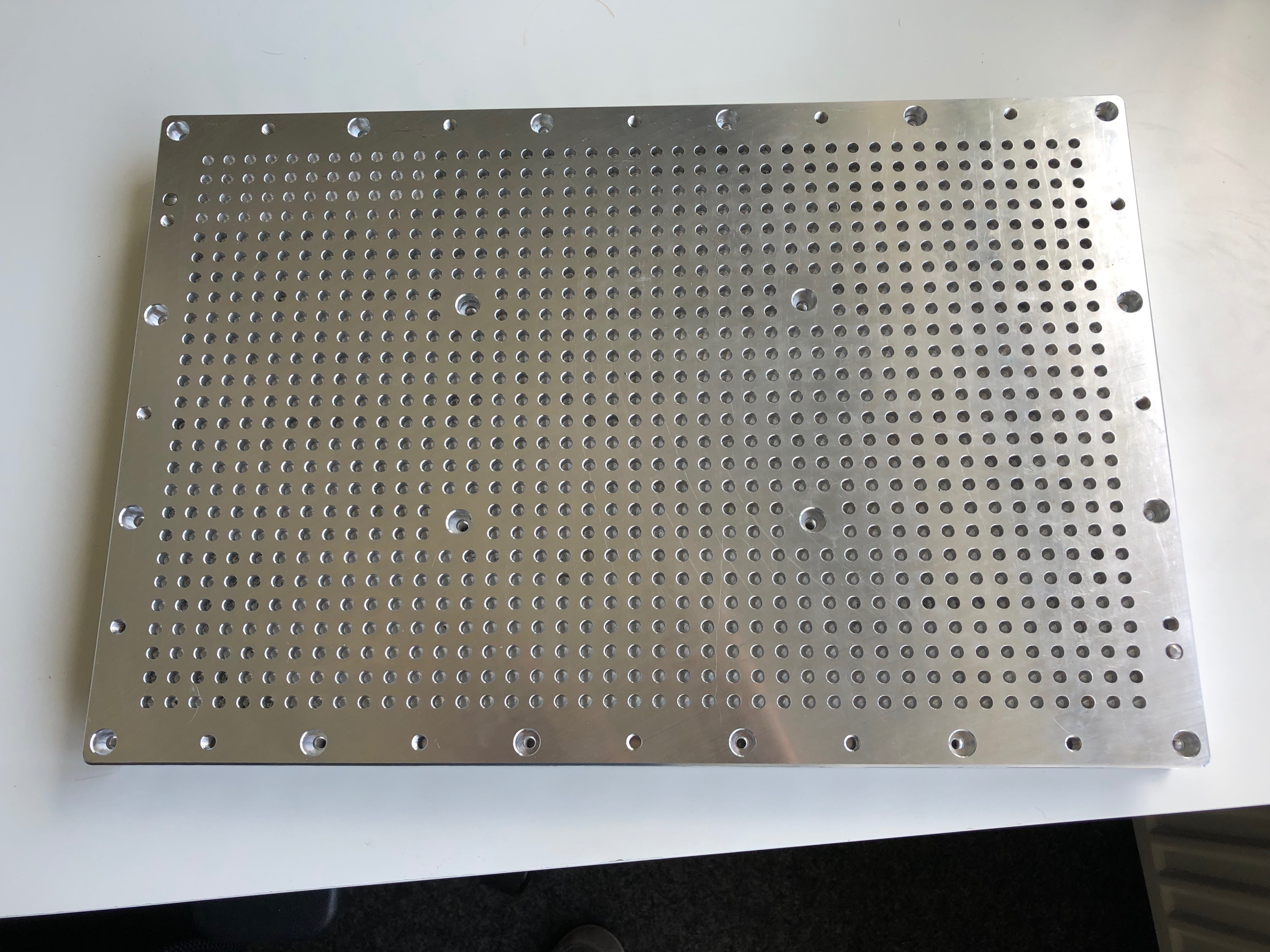
The first picture shows an overview of the plate. On the top left, the holes are already cleaned up.
![]()
The second picture shows a side view with nice chamfers.
![]()
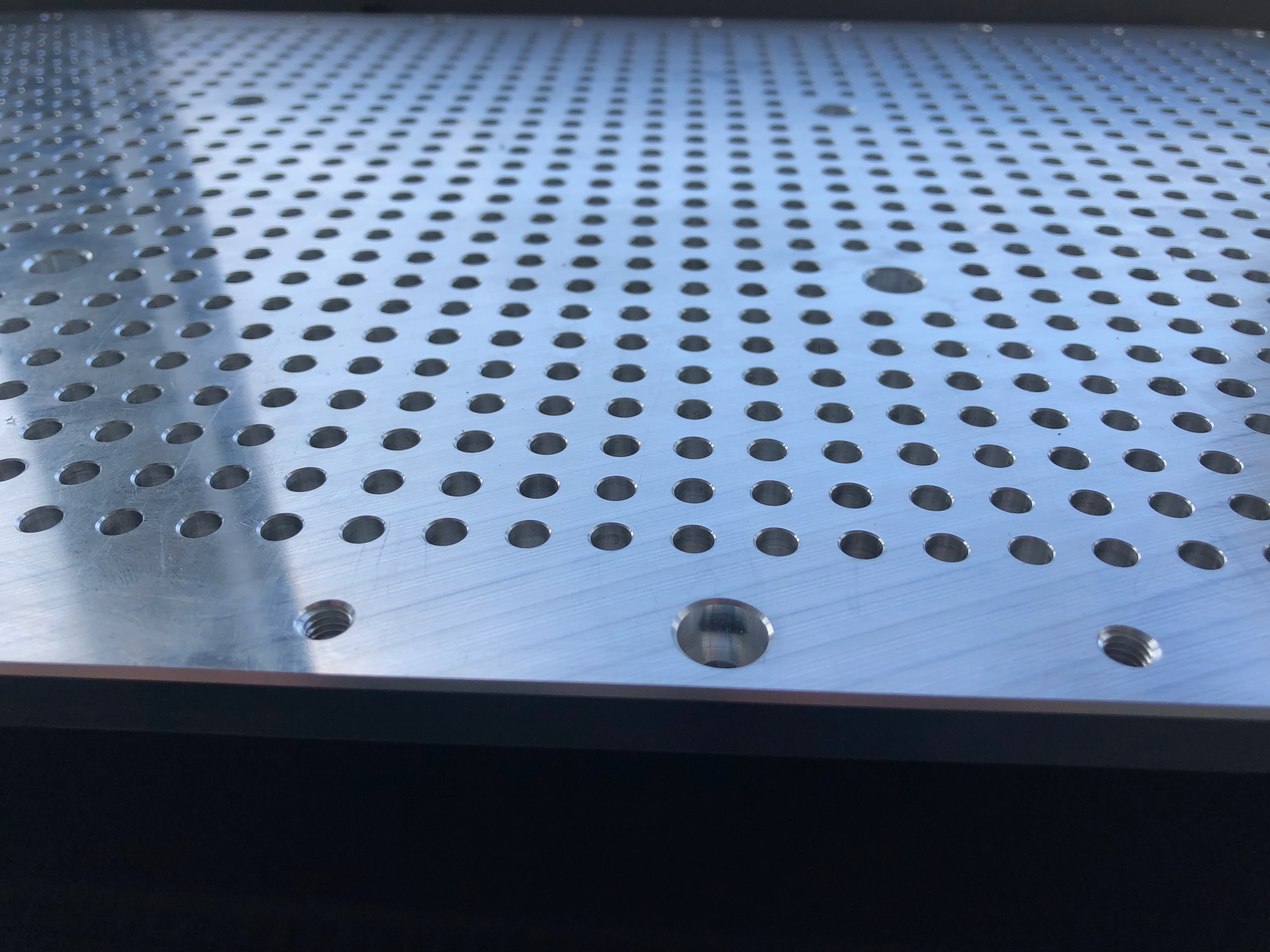
The last picture shows a close up of the vacuum holes. There are the small holes (0.2mm or 0.3mm) inside the 5mm holes.
-
Finishing the top plate
08/03/2019 at 18:36 • 0 commentsAs announced before, the next video of the machining is available. There, you see some drilling, chamfering and cutting of threads.
Drilling these small holes really f***ed me up. At the beginning I used cheap 0.214mm drills, until all of them had been broken. Thereafter, I bought not so cheap 0.2mm drills, which also broke. Finally, the 0.3mm drills worked. I could drill them all with the 4 drills, I had available. Now they are also broken. Thus, when drilling these small holes, it really depends on the speeds and feeds for the drills you use. For the latter ones, a guy I know from facebook sent me the drills for free. Furthermore, he supplied me with correct speeds and feeds. Or at least, the speeds and feeds he had been successful drilling holes. So, at this point, thank you very much for the drills and your knowledge!
After drilling the small holes, the remaining stuff was quite simple. Cutting the M6 threads into the holes that can be used for further clamping of work pieces had been done with a whirling thread cutter. Chamfering the outer boundary, and all the holes, a 8mm 45° chamfer mill had been used.. The vacuum holes had been chamfered just a little bit since the diameter should be about 5mm.
A few days ago I tested the 5mm holes with some dowel pins. They can be used to align work pieces. I was really surprised how precise the 5mm holes had been drilled. The dowel pins just have a very slight amount of play, so that it isn't too hard to remove them after aligning.
At the end of this project log I want to announce some good news. The bottom plate had been milled successfully. A video showing the machining process will be published in a few days or maybe at the end of next week.
-
More information and schedule of next video
07/28/2019 at 16:48 • 0 commentsSince I'm asked a few times which vacuum pumps I plan to use, I want to write it down here, so that everybody interested in this project can get the answer easily. But of course, feel free to ask, if you have any questions.
There are some possibilities to use at vacuum devices. I cannot list all of them, so I just list the both cheapest I found.
- A normal vacuum cleaner can be used if a good vacuum cleaner is available. Some adapters are available online and they are quite cheap. (Here is a link, although I'm not paid by the vendor of the link: https://vacuumtables.co.uk/vacuum-table-accessories/vacuum-manifold/vacuum-cleaner-hose-adapter-for-10x8mm)
- I'm using pumps of Thomas (by Gardner Denver) of the 2660 series (https://www.gd-thomas.com/en/products/compressors-and-vacuum-pumps/wob-l-piston-pumps-compressors/2660-series.html). Depending on the volume flow I'll use one, two or three pumps. At least in Germany, these devices are quite cheap on ebay (about 50€ per pump).
Since it has been pain in the a** to drill the small holes for the vacuum and it just takes a long time with very conservative speeds and feeds, it'll take until the end of the week to drill all the 1050 holes. Currently, about 40% are drilled. The total duration to drill the 1050 holes are predicted by the CAM software to be 26 hours and 50 minutes. Maybe, I could tweak the settings, but I'm afraid of breaking another drill.
- The first drills I used have been very cheap (about 9 Euros for 10 drills with 0.214mm and 1mm shaft) and they broke quickly.
- Thereafter, I ordered 3 new drills, 0.2mm with 3mm shaft. Furthermore, I ordered a precision collet. Each drill is about 5 Euros. They also broke.
- Finally, a very nice guy I met at Facebook has sent me 4 drills with 0.3mm diameter and 1/8 inch shafts. The first one has drilled about 30% of all holes and is still intact. So, I'll keep my fingers cross.
Now, about 40% of all holes are drilled. It'll take about 16 hours to drill the remaining ones. The video of part 2 of the top plate will be released by end of the week.
-
Machining of top plate
07/21/2019 at 11:02 • 0 commentsBefore milling the top plate, I tested the 0.214mm drills on some aluminium parts and there has been no problem to drill about 3mm deep, i.e., 15xD. But when it comes to drilling in the actual top plate, I couldn't get it to work. More on that later in this log entry.
As shown in the video below, the first cuts on the aluminium for the top plate have been done. The outer contour, the 5mm holes and the counterbores have been milled and drilled successfully.
If you have any questions on the milling or drilling, just ask in the comments here or on Youtube.
Now, to the problem with the 0.214mm drills. Although drilling the small holes worked on a test part, I had huge problems to just drill one single hole in the actual top plate. There are several possibilities, why it didn't work.
- Runout of the drill: it seems that the drills are not straight when testing them on a very accurate surface plate. I really think that is one of the main reasons why it didn't work. Maybe, for the test cuts the drill just was good enough. The runout measured is about +/-0.05mm, which is at total about half the drill size. (I really assume, that this is the problem)
- Speeds and feeds: more rpm required or other feeds, I tried at 18000rpm and 50mm/min. These parameters worked for the test cuts.
- Stick out: since the holes in the top plate start at about 8mm depth, the stick out of the drill has to be about 10mm. It may be a few mm longer than before when drilling in the test material.
- Other material: the material of the top plate differs from the materials of the test cut.
What I can definitely exclude from the reasons of failure:
- Spindle runout: the runout is <0.01mm, so it is very unlikely that this is the problem.
- Stability of the mill.
- Programming errors: the drill isn't moved quickly into the material or something.
-
Material arrived, test cuts
07/19/2019 at 20:18 • 0 commentsLast week the material arrived. A few days ago, I sawed the aluminium sheets into correct pieces. Every piece is about 10mm larger in x and y.
As said before, the main problem will be the 0.2mm holes that should be created. Thus, I ordered 10 drills with 0.214mm diameter a few weeks ago with 1mm shafts. I used one to do some test cuts, i.e., drilling 3 holes each 3mm deep (15xD). And surprisingly, it just worked. The holes had been drilled by the mill without a problem.
Ok, so with the successful test cuts, I prepared the sacrifice plate.
-
CAD model uploaded
07/03/2019 at 19:23 • 0 commentsWe've uploaded the current version of the CAD model. Some minor changes have been applied compared to the project images. At the current state, the table could be milled and assembled.
If you see some problems in the CAD model, please do not hesitate to write a comment.
-
Material is ordered, last changes of the CAD model
07/03/2019 at 18:32 • 0 commentsMaterial is ordered. To make it simple milling the vacuum table while providing perfect surfaces at the top and bottom of each part, pre-milled aluminium has been ordered. And to make it a cheap vacuum table, we ordered remainders. The plates are much larger than required. On the one hand we have to cut them into pieces. On the other hand some material can be used for other projects. Just for your information, the remainders are more then double the material we need, but at about half the price.
Furthermore, we ordered some tools (0.2mm drills), the pneumatic connectors and the sealing mass.
DIY Vacuum Table for CNC machines
Vacuum table for CNC machines made out of aluminium with some useful features