I figured out, that if the nozzle is close enough to the part, so that it can heat the part up while still being able to deposit material, I can get solid parts instead of brittle loose chunks of molten wire.
The challenge is to iron the layer flat without stopping the printhead by melting to much steel away and using the right feedrate + layer height, so that if the layer is ironed flat once, it stays flat and enables printing + heating of the layer. This way it should also be able to achieve the right layer height, because the nozzle limits the height and is able to push small height differences down.
I did it before, but back then I didn't know that it is essential for the printing process.
So, with that in mind I will try to get the right settings again and try to print something.
Hope that it works this time...
So it works in terms of:
If two printed lines get heat up at the same time they fuse together, but it's not easy to get it right and the outlines look very terrible....
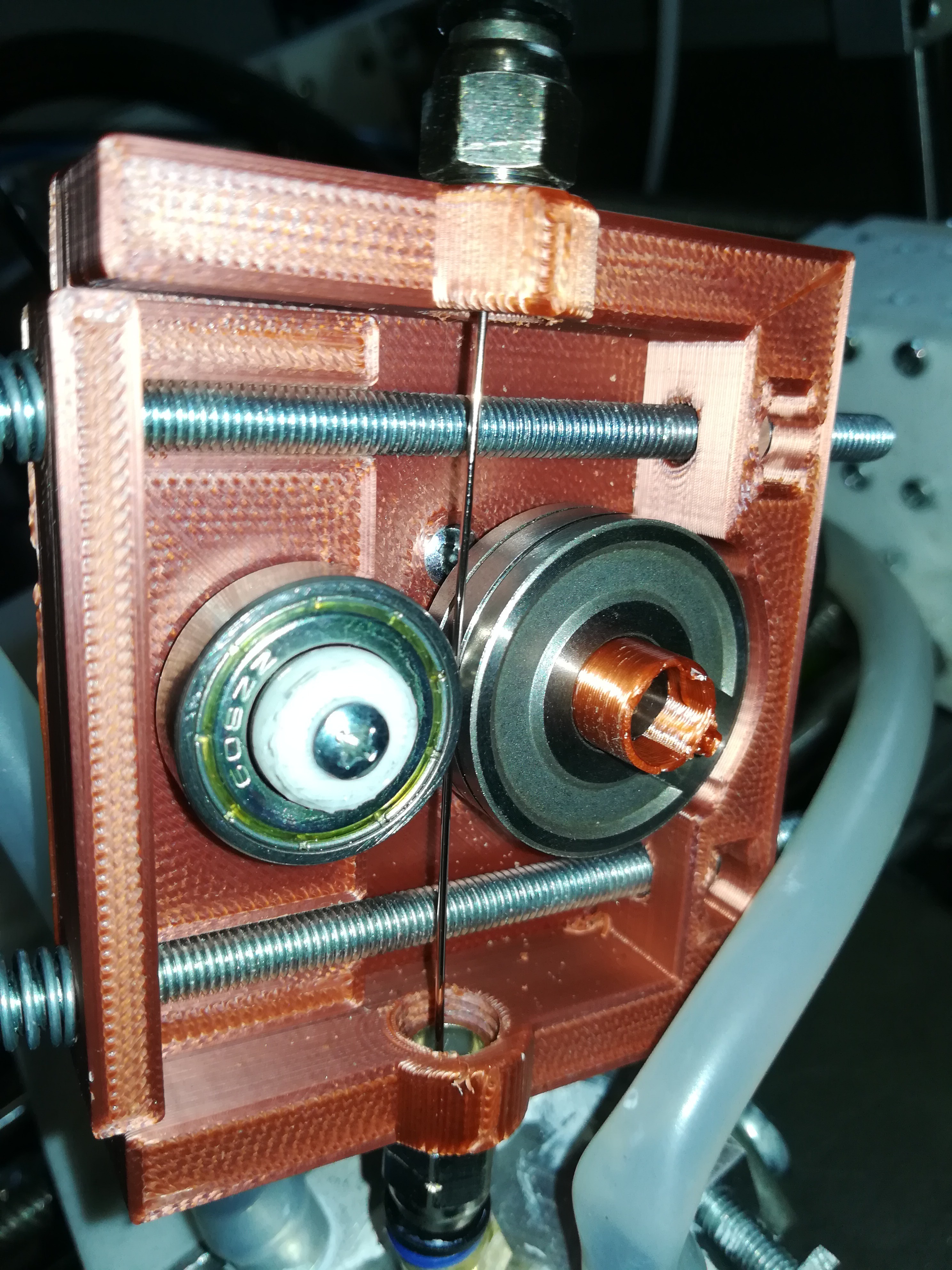
To give the wire feeder more torque I replaced the normal Nema 17 stepper with a geared 14:1 nema 17 stepper.
I also replaced the feeder wheel with a larger one in which the motor shaft fits.
With the new feeder, there should be no more lost steps due to the motor torque.
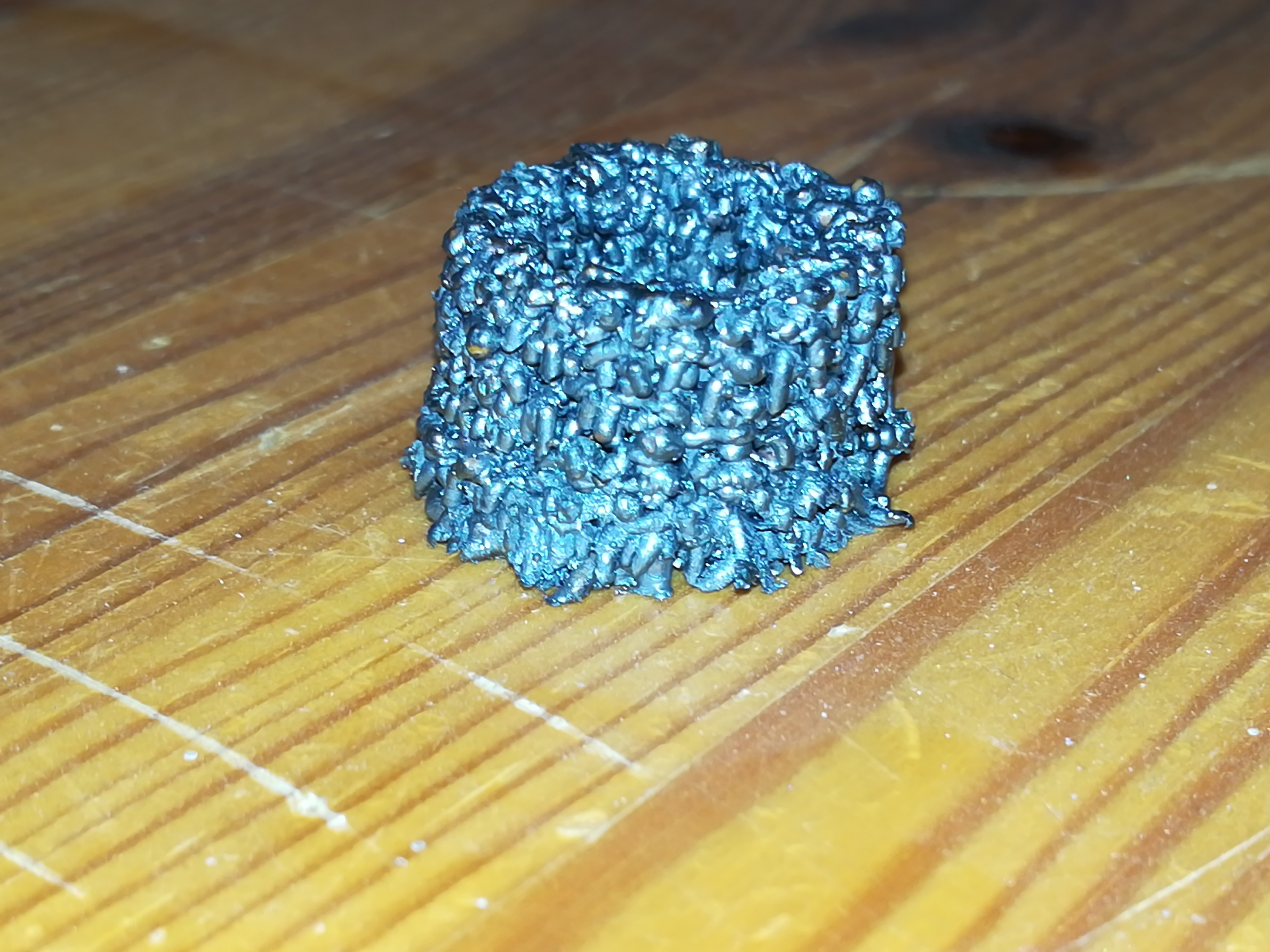
I could also print a better fused together thing with it.
It looks like nothing, but it is actually better fused together and less brittle than the last 100 attempts. More like a solid piece of metal. The difference was that it got more and longer contact with the nozzle, so that the whole part got heated incandescent and therefore better fused together until it got loose from the buildplate. So I think more contact and therefore more heat could be the answer.
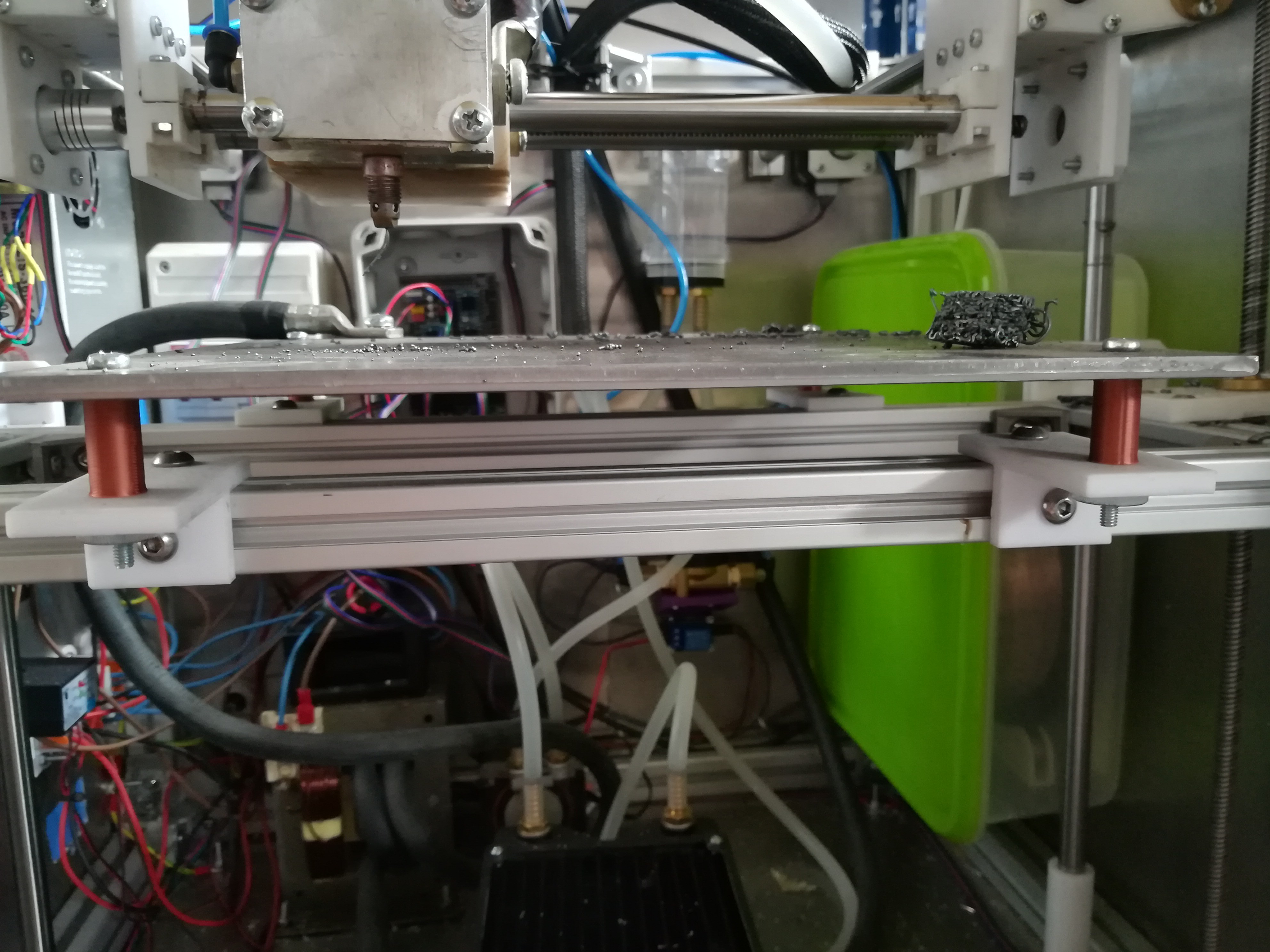
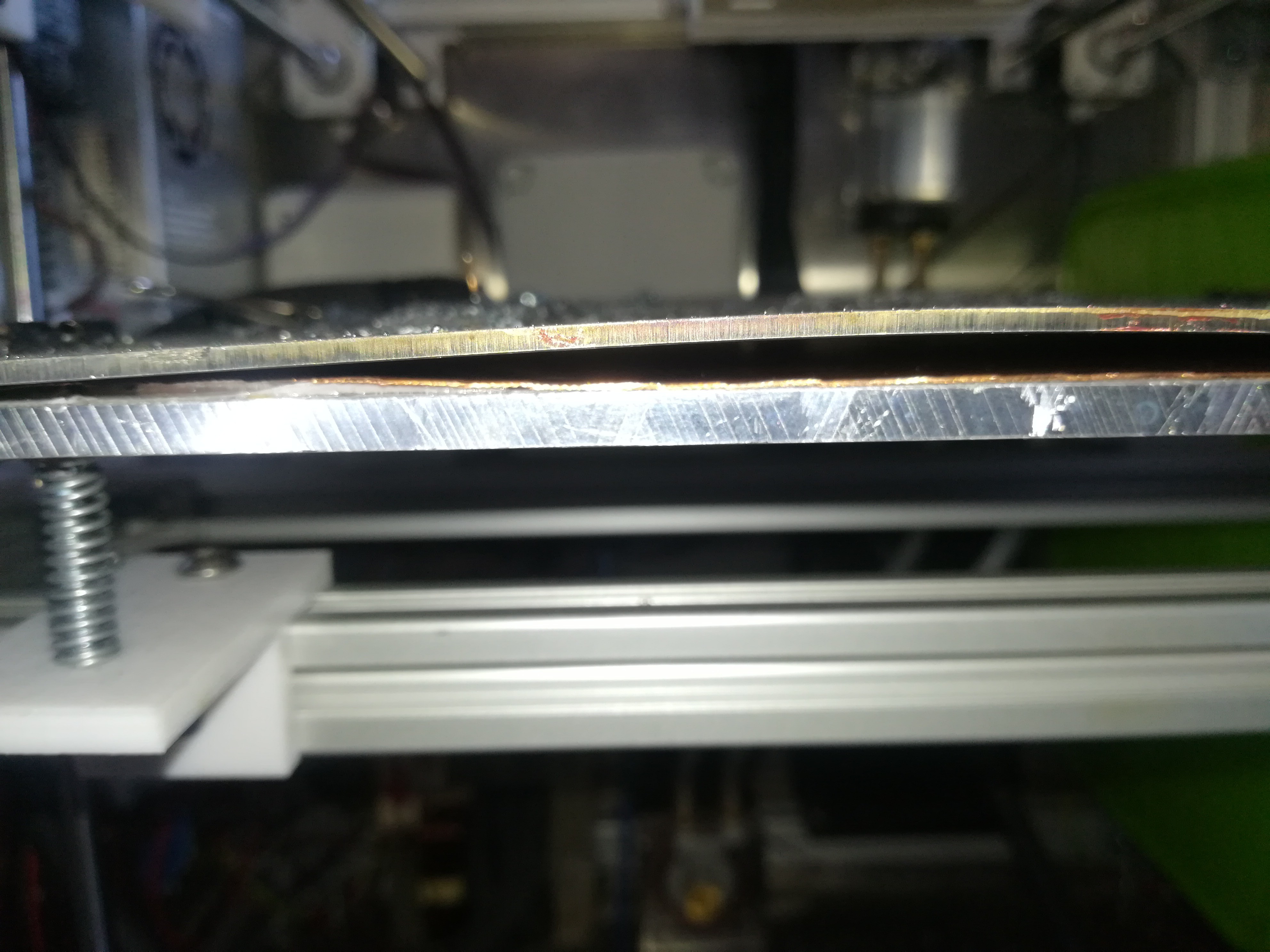
I removed the springs from the buildplate to make the construction more rigid.
I think I will give every print a starting layer and an ironing phase, before the printed object starts. Like printing the first layer with some distance to prevent arcing and ironing the second layer down to get a nice flat surface to print on.
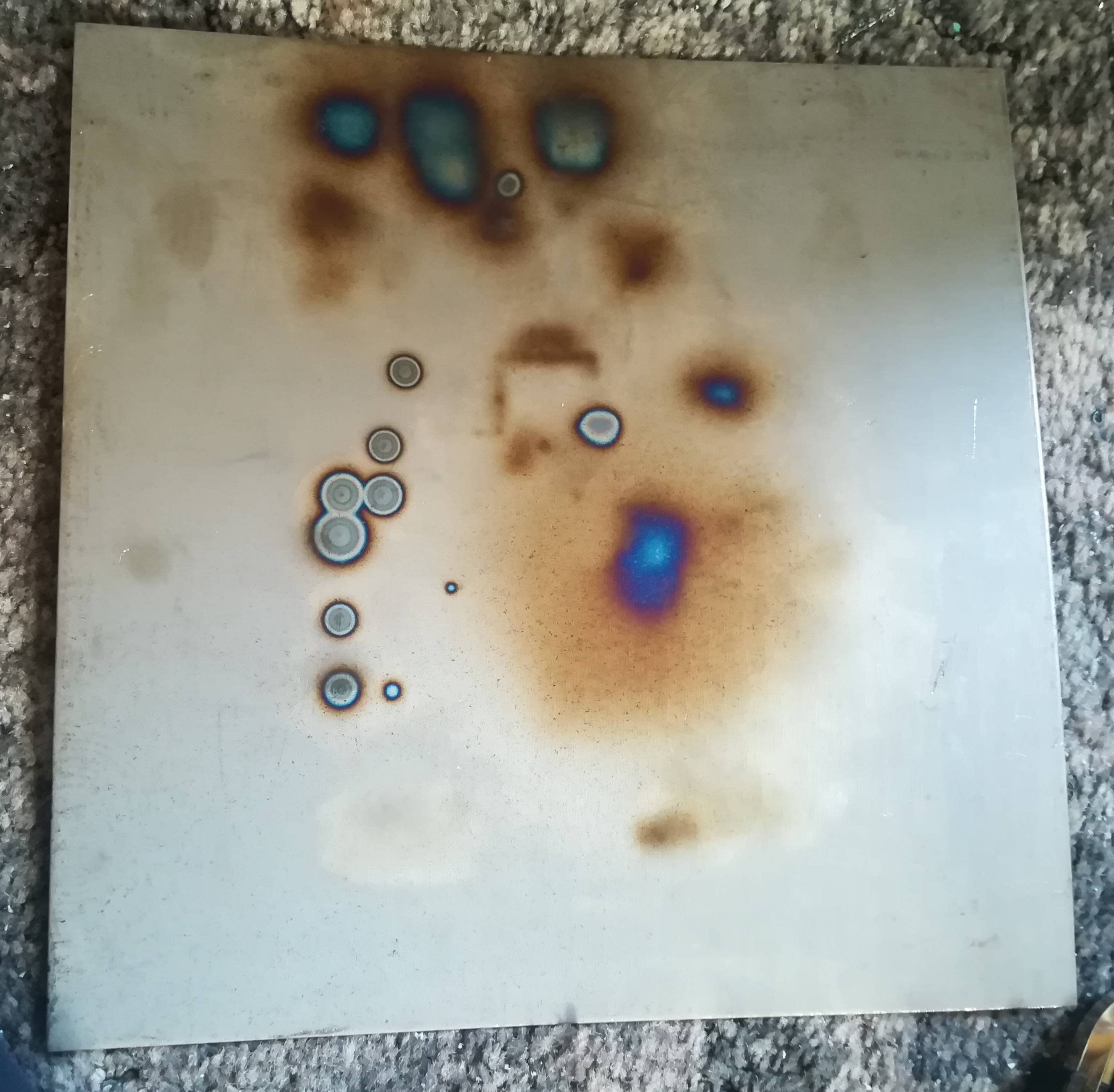
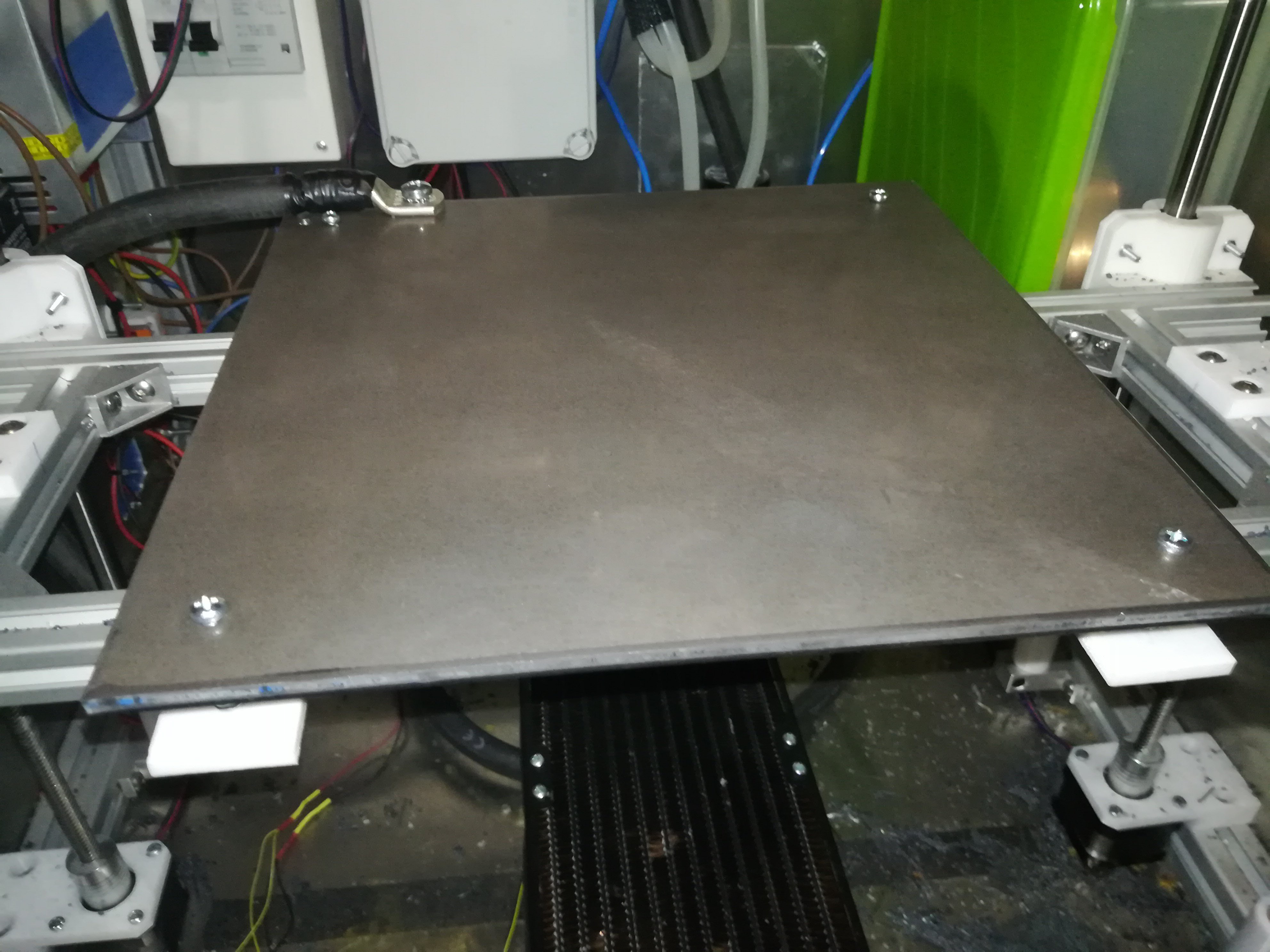
Actually I wanted to use a thin carbon steel sheet clamped on the buildplate as surface material which can be swapped out if it's damaged from printing. But the 2mm steel plate that I used got heavily deformed during testing due to the heat.
The colorful dots on the backside came from circuit breaker stress tests and welding tests. There is also the shape of the 20*20mm test cube on the backside.
It seems like 2mm sheet metal is too thin for the heat, and so I ordered a 5mm 250*250mm steel plate for using as buildplate.
The material is relatively cheap so if after several prints the buildplate got damaged you can swap out the entire buildplate and continue printing.
The new buildplate should get delivered in the next few days or weeks.
The new buildplate got delivered and with it probing works again :)
With the old buildplate it failed almost every time so I couldn't use it.
So the clearance should be the same now across the whole buildplate.
First I set the clearance to 1mm - what was too less because I had a lot of arcing between the nozzle + wire and the buildplate. I set another mm of clearance in the slicer software which seemed to work better, but because of some other wrong settings the result was very brittle.
I tested a TIG gas lens body which I want to use as new nozzle with an old vape pen to see whether the gas will cover the whole printing area. The hole in the middle will later be covered by the wire so that most of the shielding gas will likely exit the gas lens through the outer "ring".
With this as new nozzle I can keep the printhead design as it is - It just needs a M10x1 thread for the new nozzle instead of a M6 thread.
A possible issue with this could be that the shielding gas flows into the bowden tube instead of the nozzle, what maybe could be fixed with a 3D printed diameter reducing joint.
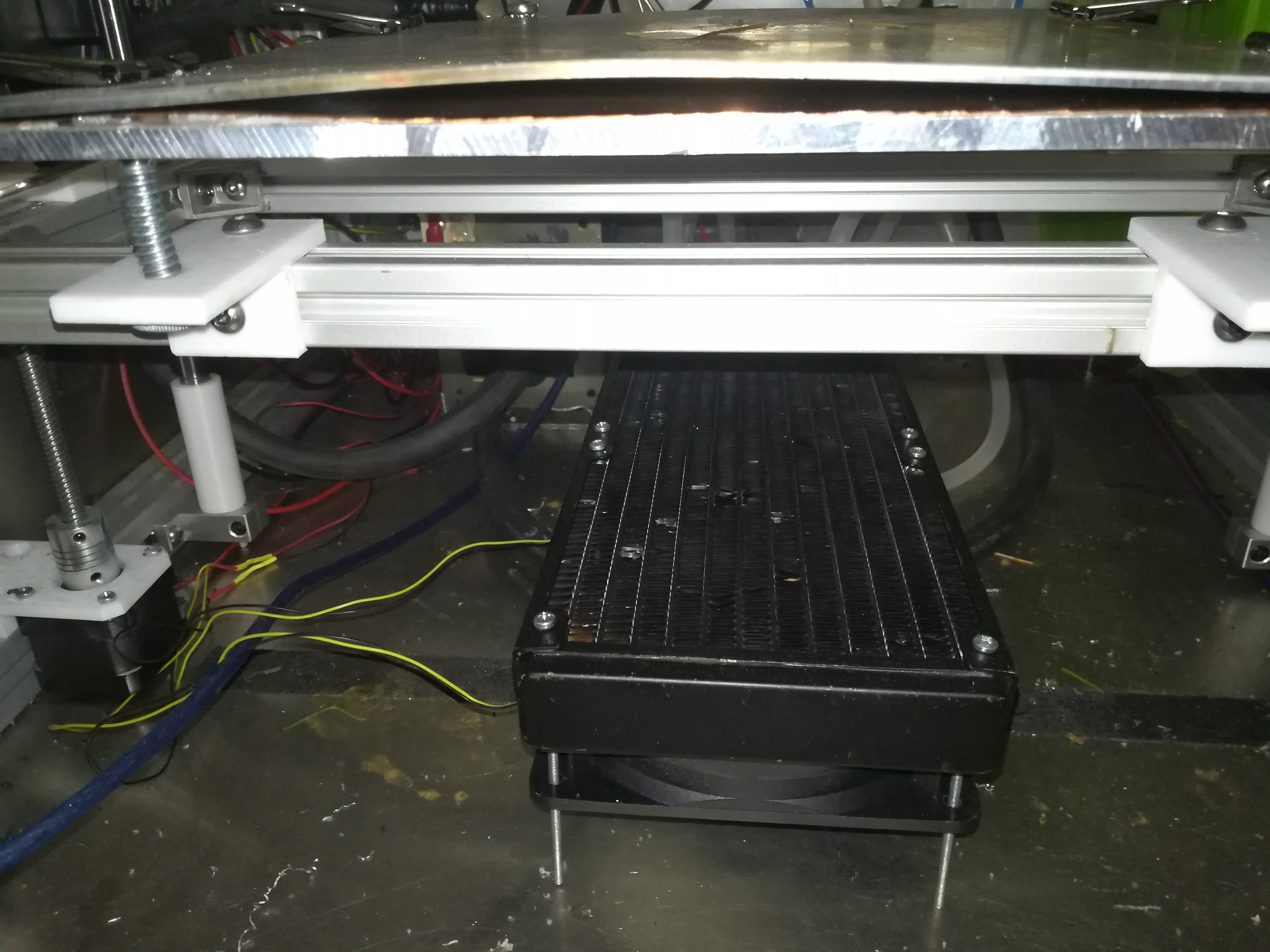
I moved the cooling radiator underneath the Z axis where it is mostly protected from sparks and debris. For now it just stands there on threaded rods with enough clearance to the bottom for the air to flow.
I covered the hole at its former place with a plate on which I mounted a solenoid valve + relay. The relay is wired to the secondary fan (D6).
The Valve can be opened in the startcode with M106 P1 S255 and closed in the endcode with M106 P1 S0 for controlling the use of shielding gas.
Thanks to @Krzysztof for the idea of using the nozzle as probe.
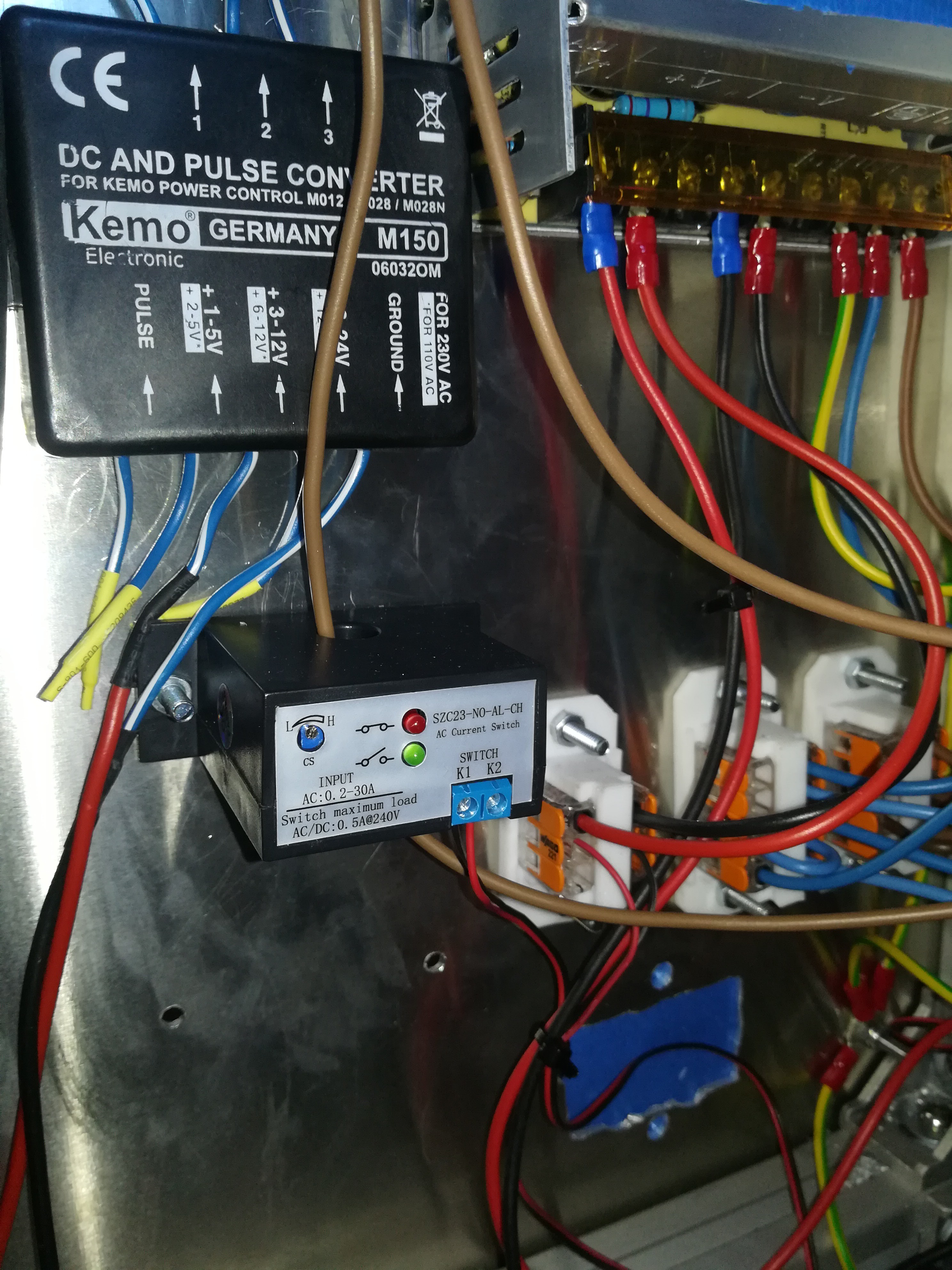
Because the thin steel sheet on the buildplate gets deformed due to the heat, the surface to print on changes a bit after every print. So it's needed to probe the buildplate, but unfortunately doing so is not so easy. The buildplate and printhead are always connected through the 50mm2 cable, so using them as simple swich would not work, but even if it had worked the controller board had needed a protection against the AC voltage. So I tried using a current sensing switch, which triggers the
Z Min Endstop when the current rises due to the nozzle touching the bed.
It works for homing and probing. I likely have to decrease probing speed or increase intensity to prevent the nozzle from pushing the buildplate down a bit.
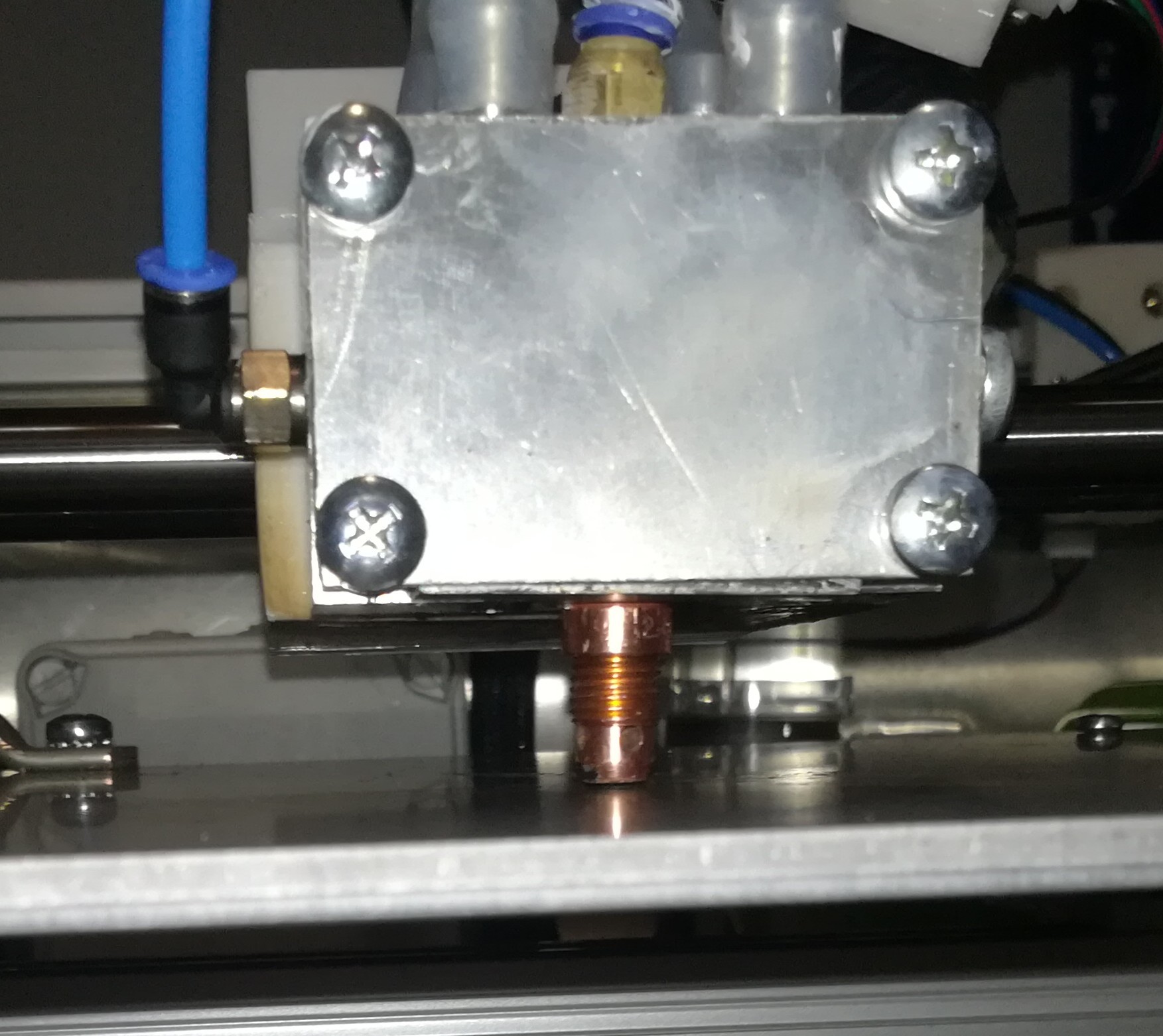
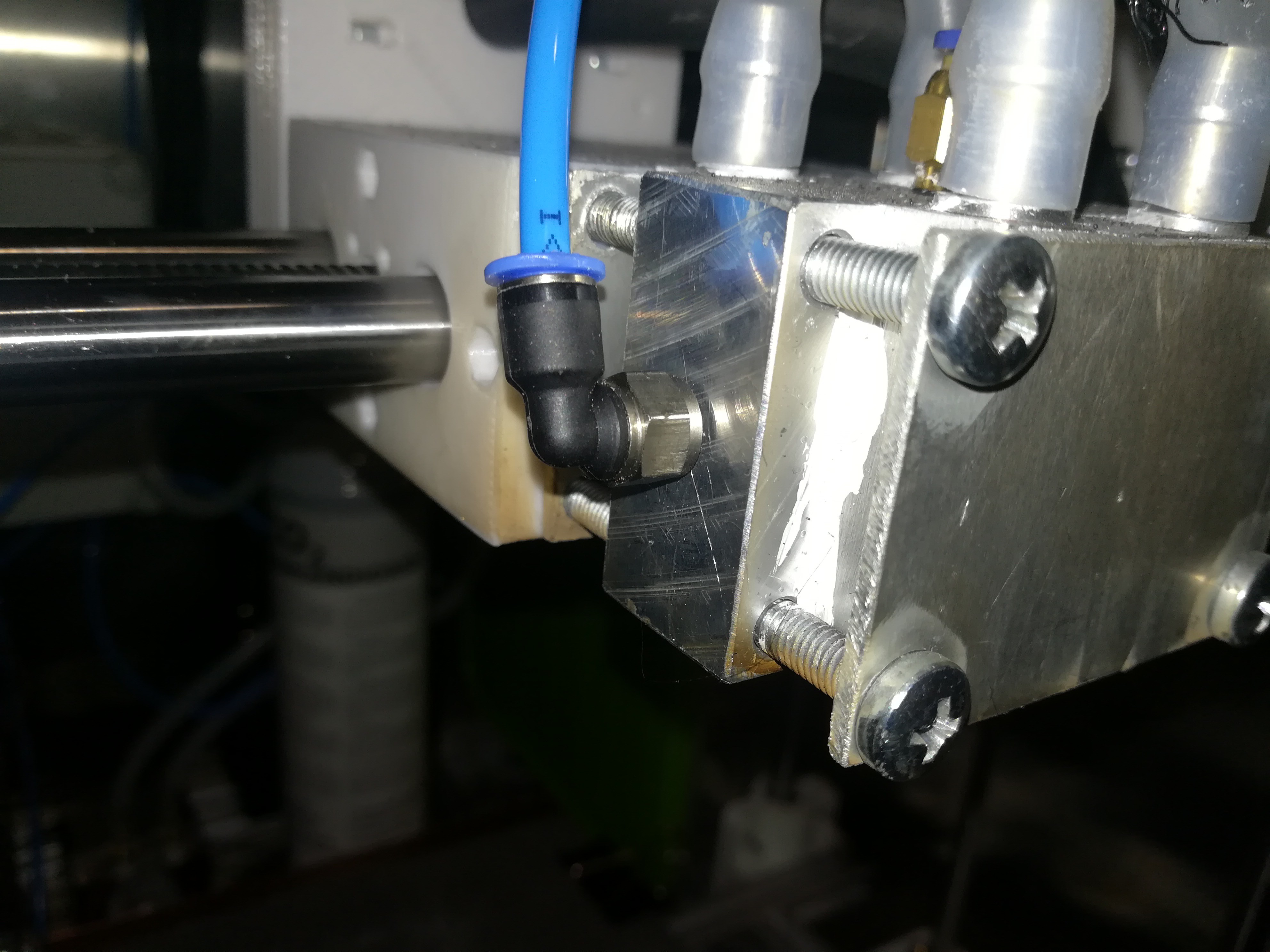
I retrofitted a shielding gas inlet to the printhead for more testing with shielding gas. At the moment it's just a hole next to the nozzle for spraying shielding gas on the buildplate and I'm not sure whether this is enough or whether I need a proper gas nozzle. I think I will see it while testing... I will also installed a solenoid valve for starting and stopping the gas supply.
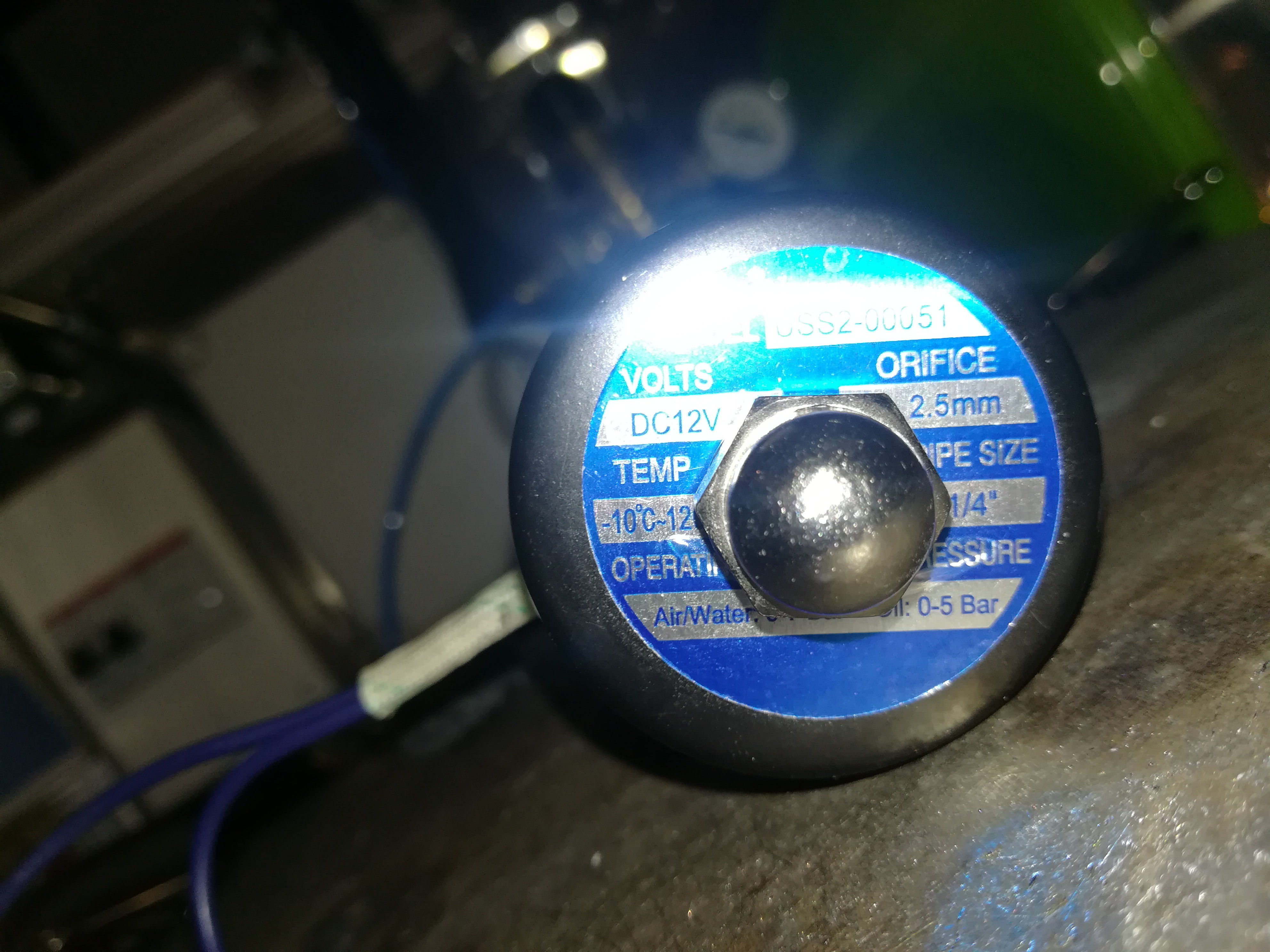
The valve can be opened in the startcode with e.g. M106 P1 S255 and closed in the endcode with M106 P1 S0. The valve I have works with 12V and so it would need a relay for operating it.
I needed a few M3*40 screws, but unfortunately it was past 20:00 and the hardware store had closed.
So I thought about making my own screws with the wire printer, which actually is just an advanced spot welder.
The "screws" are made of stainless steel threaded rods and galvanized steel nuts.
In the video I carefully increased the intensity what took a bit longer, because I tried it before with high intensity and it almost instantaneous melted the M3 Nut.
So if you are interested in welding together or heating small metal parts you can use this printer for it.
For the first time I could finish a print. It worked by reducing the extrusion rate after a few layers, so that the nozzle didn't crash in the part after some time.
I think the problems with the first few layers came from the buildplate, which got deformed due to the heat. The melting point of steel is at around 1450°C, so there is a lot of heat on the builtplate.
I'm planning to solve this issue by automatic bed leveling with an inductive poximity sensor which should get delivered later this week or early next week.
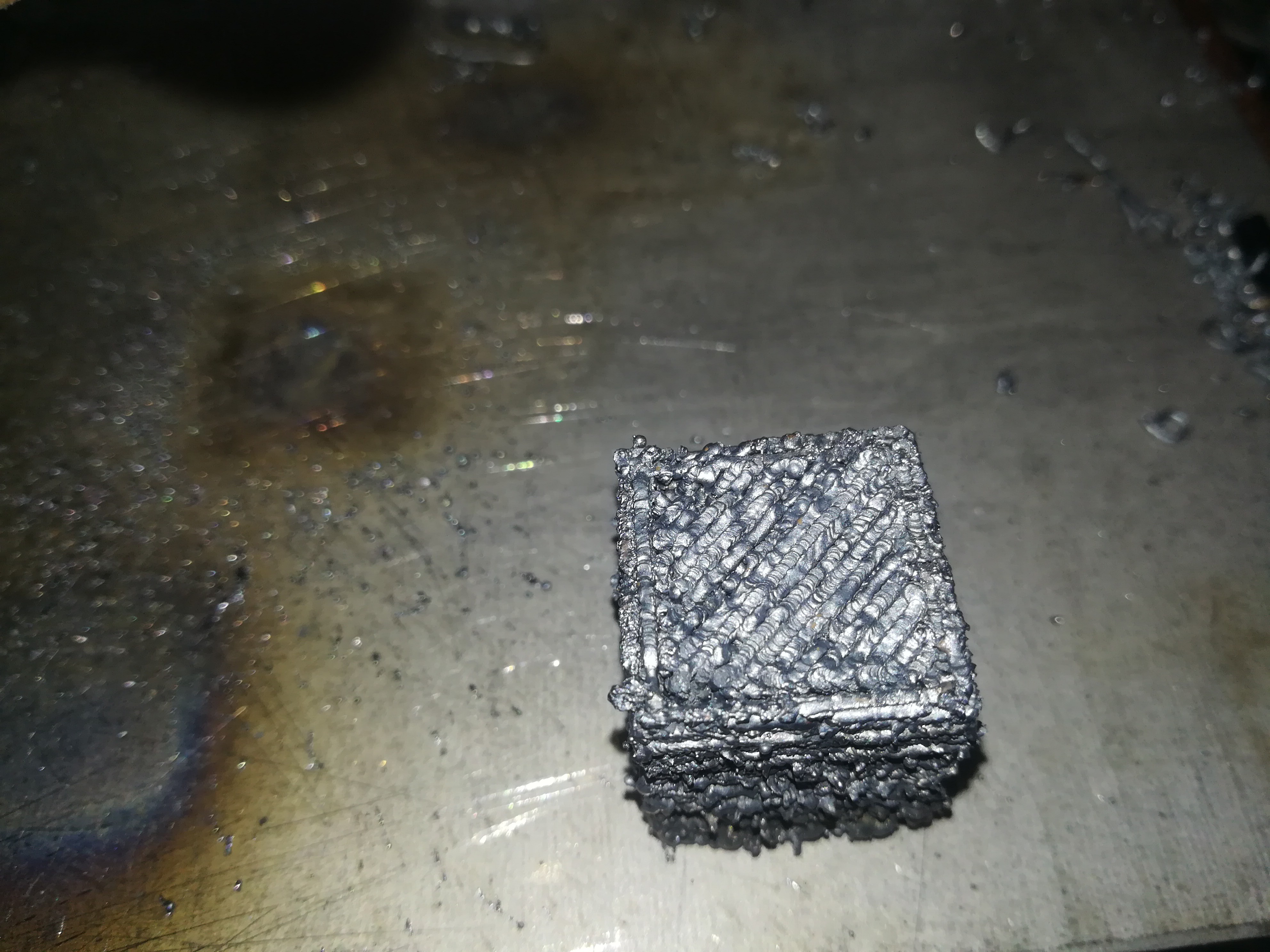
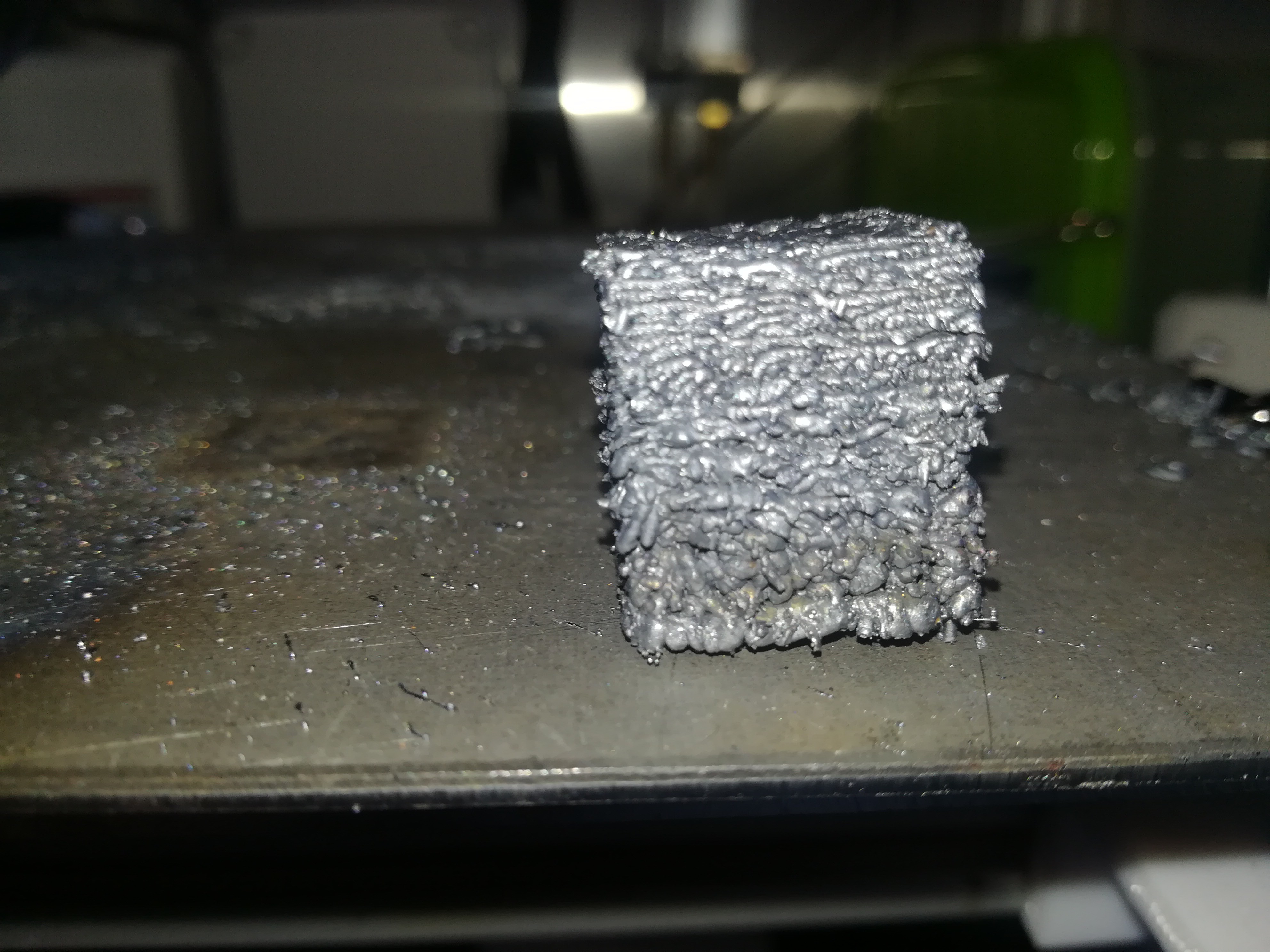
Pictures of the printed object, in which you can see the printed layers and the difference in layer hight between the upper and lower layers.
Now, that the wire feeder works reliable the next problem is the Layer Hight.
When the nozzle is far away from the buildplate the hight of the melted material layer gets higher as it should. This would also not work by FDM printing.
But when the nozzle is near to the melted material and the heat reaches the nozzle after a short period of time the wire gets stuck in the nozzle.
I tried different settings and could print near the melted material without that the wire got stuck in the nozzle.
It seems like as long as the feedrate is high enough the wire gets not stuck in the nozzle.
The parts from the latest tests are also very strong. I tried cutting them with pliers and was not able to cut them per hand. I think they are stronger than plastic but at the moment a bit weaker than massive steel.
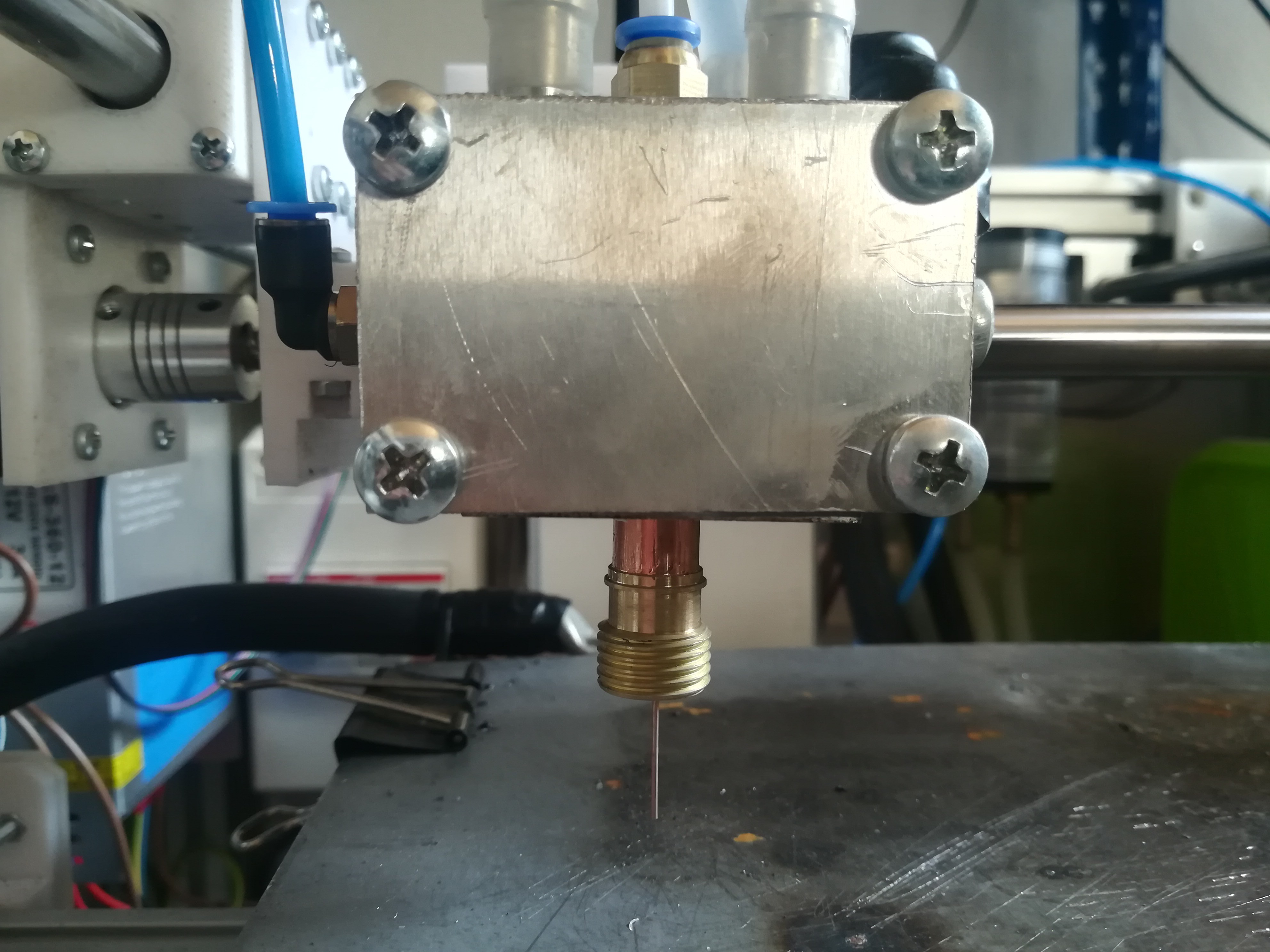
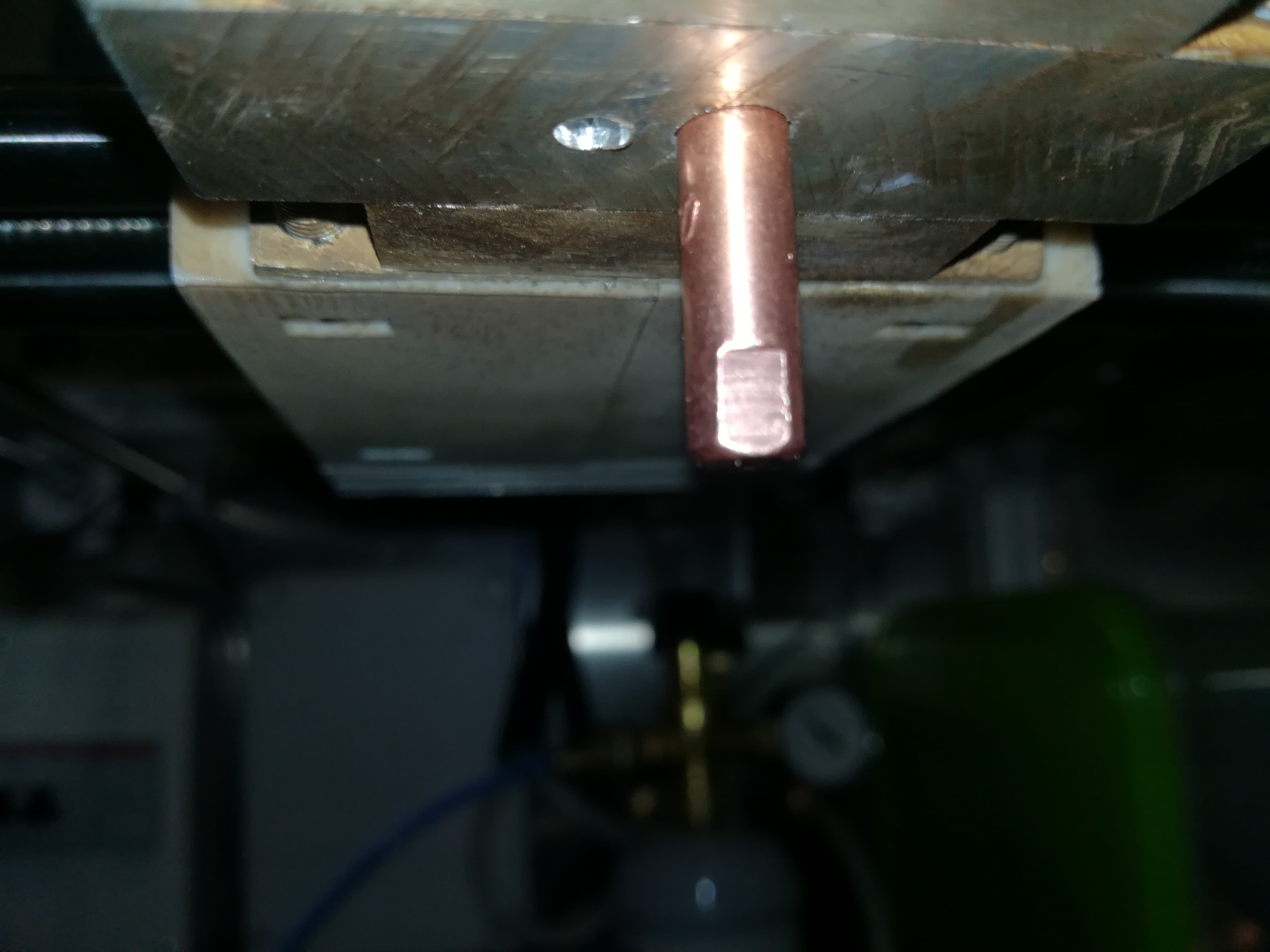
The problem that remains at the moment is that after some time the "extruded" material reaches the hight of the nozzle.
So far, I had the best results when the nozzle is as close as possible to the surface of the printed object but does not touch it.
When the nozzle touches the surface the current flows no longer only through the wire, so that the wire gets less heated than it should and the "extrusion" gets brittle.
 Dominik Meffert
Dominik Meffert