lion mclionhead
lion mclionhead-
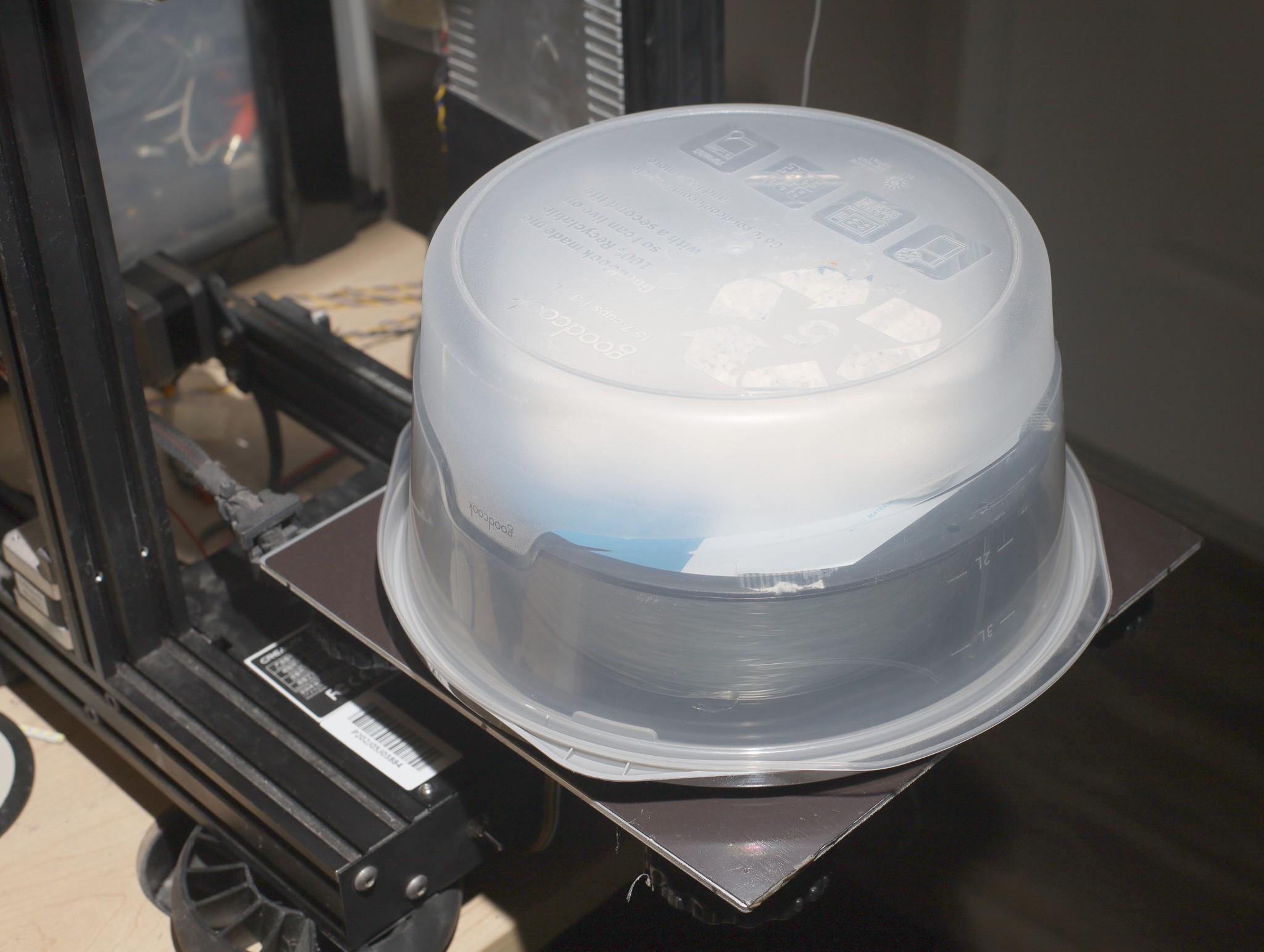
Filament drying
02/21/2026 at 19:14 • 0 comments![]()
![]()
![]()
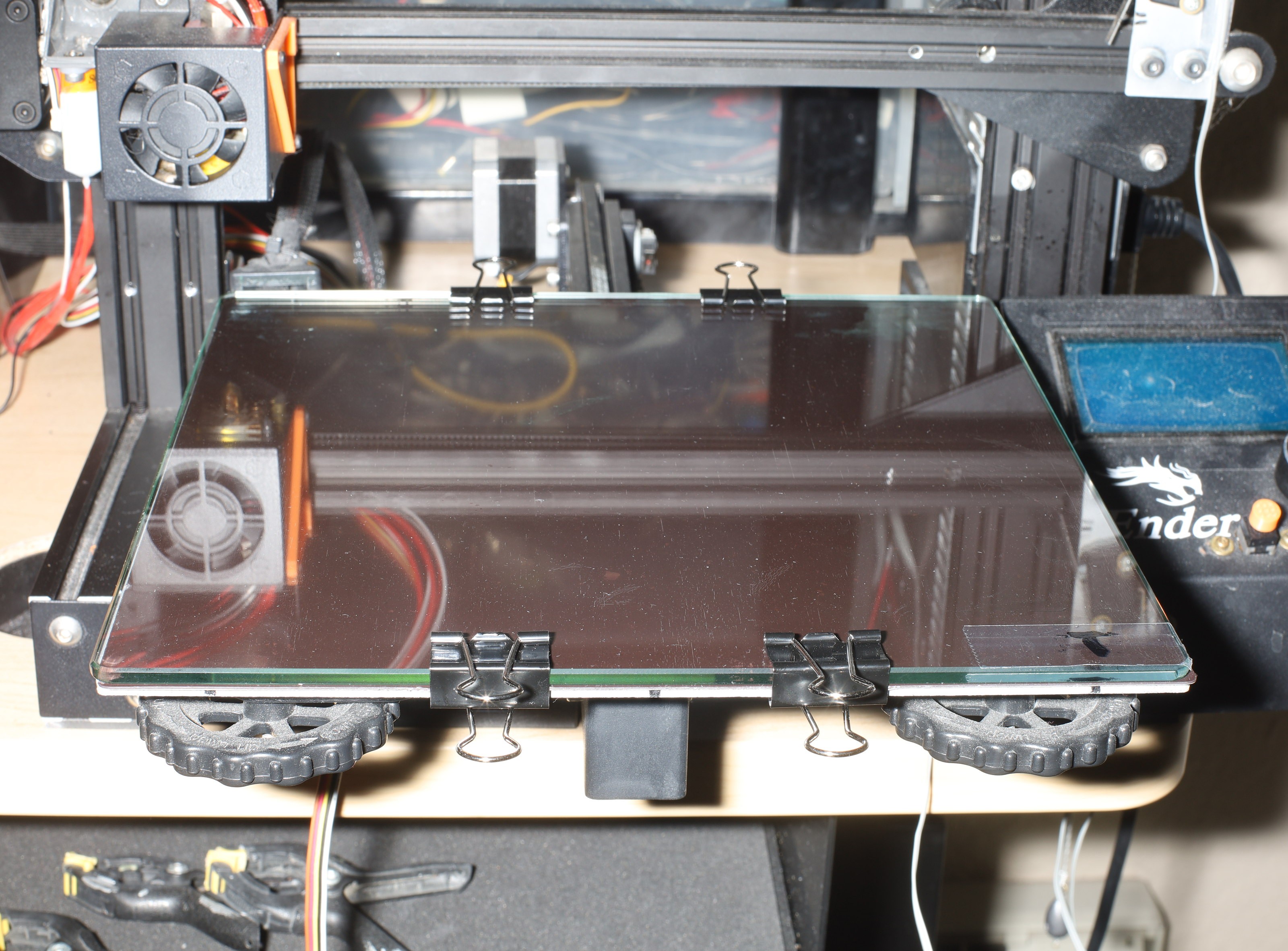
After many experiments with solar filament driers, the best solution has been an enclosed thing on the bed. The filament goes on the bottom. A tub of calcium chloride goes on top. There's a piece of cardboard to keep the desiccant from getting hot. It's creating a distillation column. The filament gets hot & the water condenses in the desiccant. It seems to require a bed temperature of 100C for 1 hour with degraded levels of effectiveness as the temperature goes down to 70C.
Others have tried circulating fresh air in an open container, but it's too humid. An improvement might be a fan in the enclosed container.
It's believed the solar filament drier wasn't effective because it didn't get hot enough. Below 100C, TPU doesn't release any water. PLA & PETG did better in the solar drier. They might do better at 70C in the bed drier.
An improvement on this would be gcode to turn it off after 1 hour.
The trick with this is in hot weather, you don't want to run the bed heater at all & a solar drier becomes a better proposition.
-
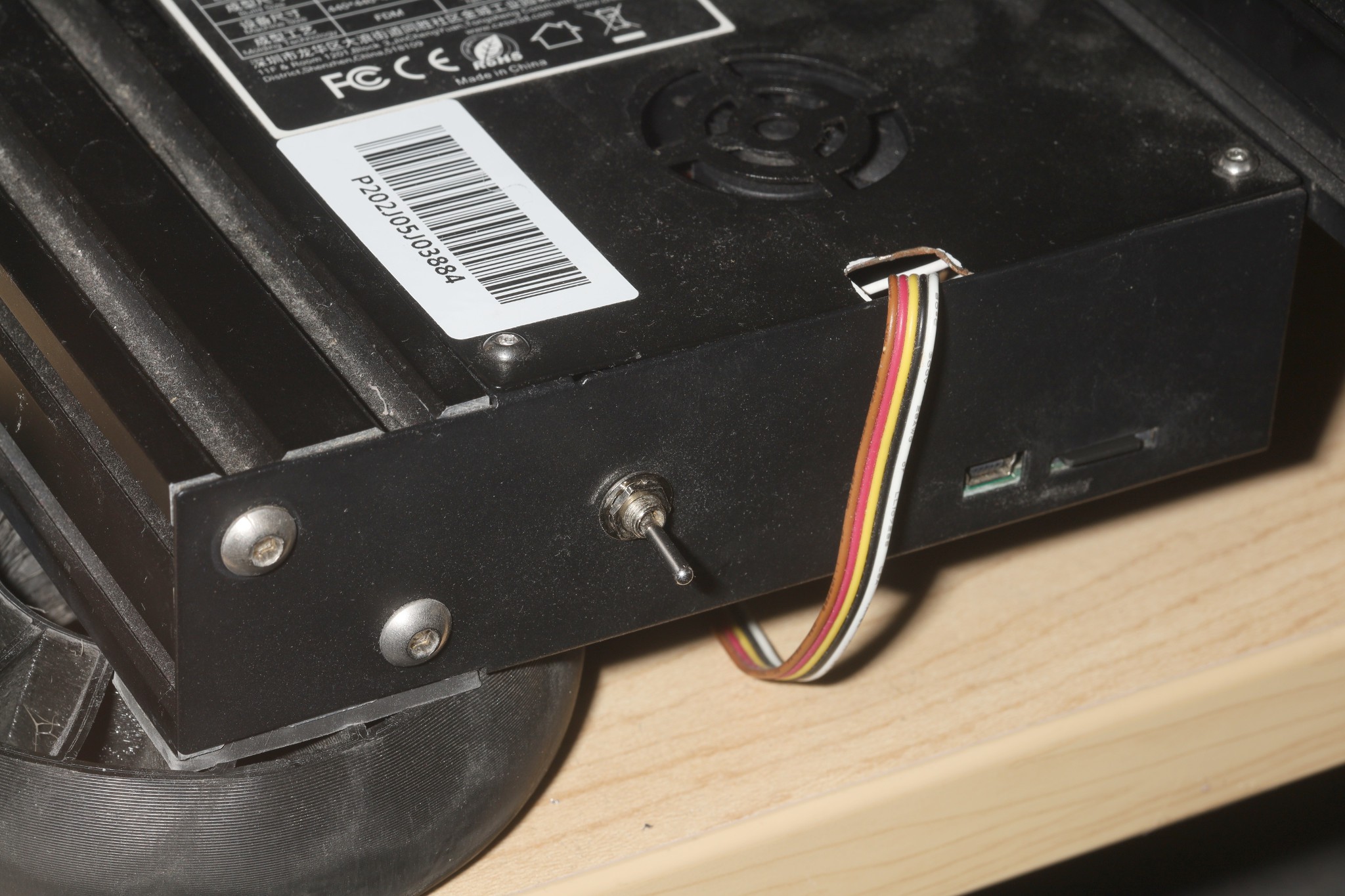
Hot end fan switch
02/21/2026 at 09:36 • 0 comments![]()
![]()
A way of killing the hot end fan was a long time coming. For some reason, the MOSFET fan got a software controlled GPIO while the hot end fan was permanently powered. The MOSFET fan could be controlled by a thermister & comparator but the hot end fan needs the gcode. Helas, there probably wasn't enough memory in the 8 bit micro for fan firmware.
The key need was a way to use the bed as a space heater & filament drier without sucking dust into the hot end. Other benefits were speeding up the heating, preventing hot starts.
-
Hotter nozzles
02/18/2026 at 08:53 • 0 commentsTo get better layer adhesion, lions print hard TPU, HT-PLA, PETG with the nozzle at 260C. To further improve layer adhesion, there's no print cooling. Basic PLA seems to max out at 220C before it clogs. The trick with 260C is the Ender 3 can't reach it unless the airflow is blocked below the heat sink with a piece of cardboard.
![]()
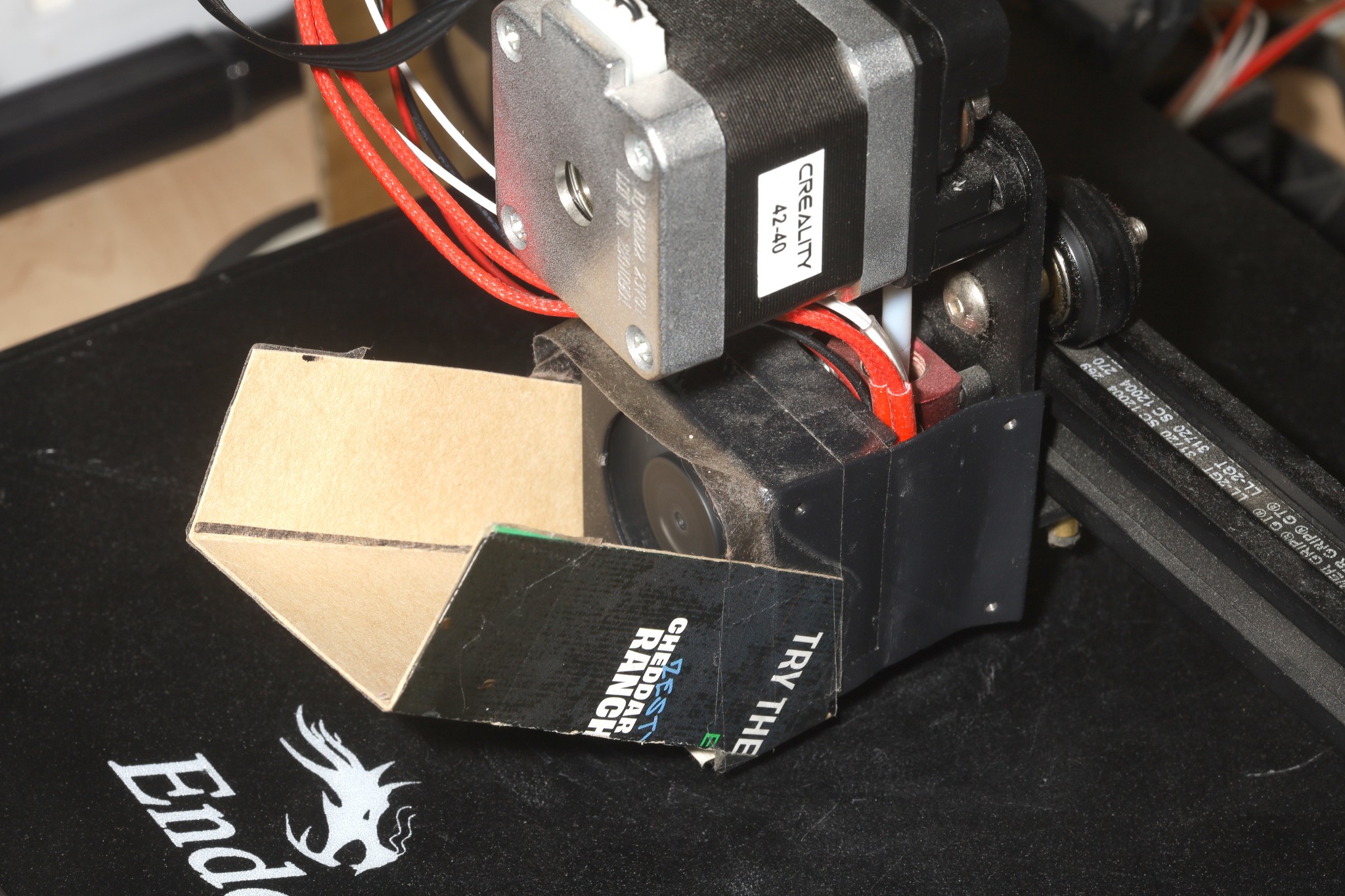
Then to manetain the heat break, you have to blow colder air at the unblocked part of the heat sink. Lions do this with a cardboard air scoop to pull air from away from the bed heater.![]()
Even then, the nozzle clogs if the ambient temperature is over 90F.
The thermocouple also tends to glitch during the start of the print. Wiggling the wires & restarting the print usually stabilizes the thermocouple. For expensive filament, it's better to start the print without filament, let it print air for a while, then restart with filament.
The thermocouple glitches are believed to be caused by bad contact with the aluminum. Removing & reinstalling the thermocouple sometimes improves it. Some heating problems are caused by the ceramic element not fully contacting the aluminum. Its set screw has to be tightened.
-
Hard TPU
02/18/2026 at 08:43 • 0 commentsThere are hard TPU's & soft TPE's. The soft TPE's are expensive but grippy. The hard TPU's are the same as PLA but don't grip. TPE's are good for tires. TPU's are good for bumpers, phone holders, outer covers.
Lions print hard TPU with a 260C nozzle, 0C buildtak bed, 20mm/s speed all around. It doesn't stick to a glass bed, but can get away with it if the print is very wide compared to its height. The mane problem with glass is the TPU warping as it gets taller.
Hard TPU absorbs water while TPE doesn't. It must be stored with a desiccant & frequently dehydrated at higher temperature. It has to be unrolled & rerolled before drying. If it pops & has lot of voids, it's wet.
Clear TPU is a waste. It turns opaque brown over time. Because it's not impregnated with pigment, it seems harder to dry.
-
Polymaker HT PLA
06/12/2025 at 08:07 • 0 commentsPolymaker High temperature PLA has been the long sought after win for lion applications, manely backflow incense burners. They're particularly difficult because of the heat generated by cones.
Been using 260C nozzle, 55C build tak, no print cooling, 25mm/s speed all around, .4mm nozzle, .32 layers. It has less layer adhesion than PETG & is not as strong as PETG but has a much higher melting point than even 250C rated vintage PETG. It's a better match for cosmetic designs because it bonds to CA glue. It's not suitable at all for structural designs.
It has the consistency of clay. It might be infused with clay to increase the melting point.
The 1kg roll is shorter than normal PLA because it's denser. 1kg is twice the price of the cheapest PLA so definitely not a general replacement for normal PLA.
![]()
![]()
-
Variable layer heights & line widths in Prusa
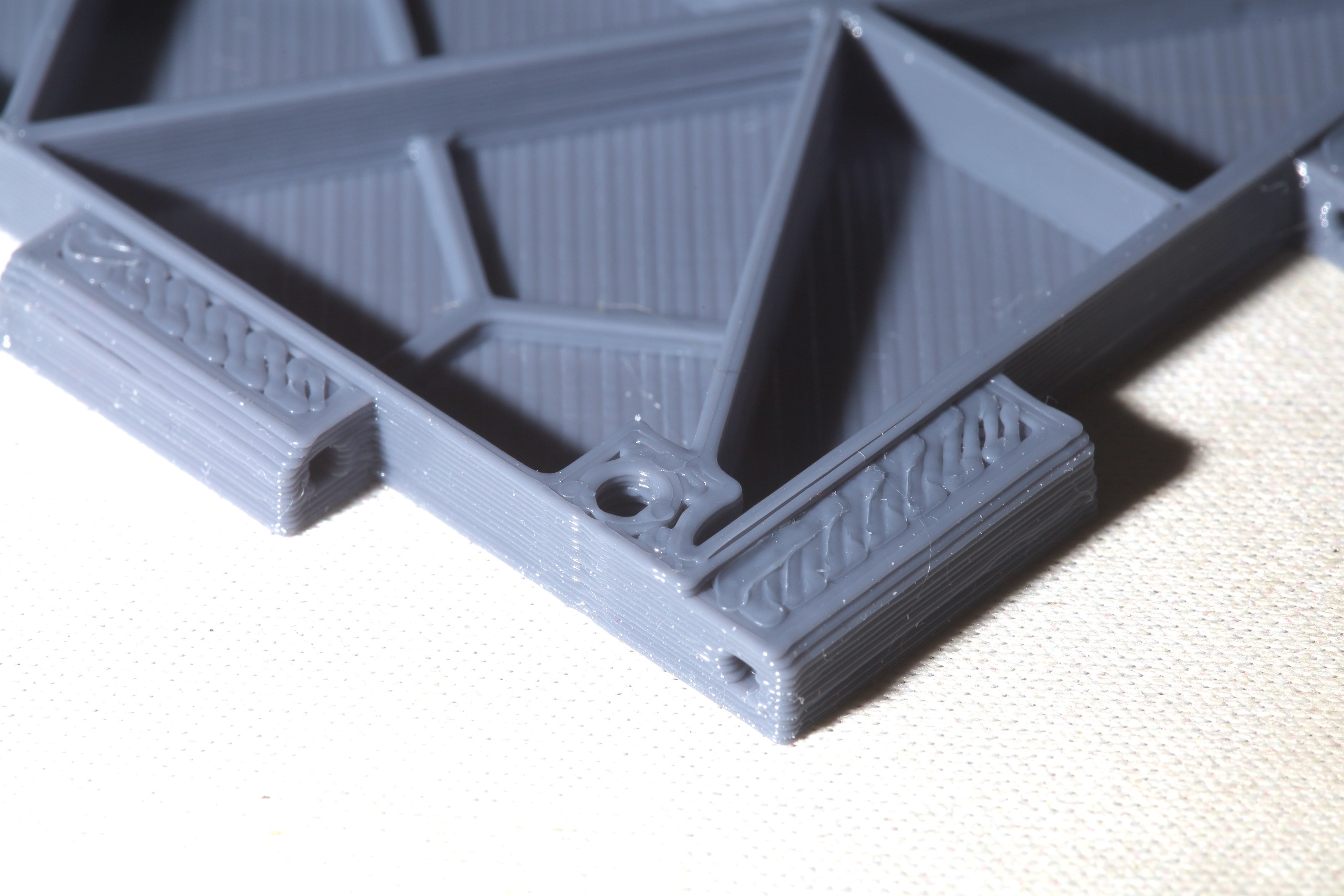
10/31/2023 at 03:57 • 0 commentsMost lion designs are panels which need a wide line width for just the 1st few layers but also need a taller layer height for the upper layers. All the mane slicers started advertising support for adaptive layer heights & line widths in 2022, but lions focused on discovering the manual options hoping to get more optimizations.
The mane problem with Cura is it requires the very latest version of Ubunt so lions have moved to Prusa except for .8 nozzles. Prusa doesn't have any presets for .8 nozzles. Manually setting individual layer heights is enabled in a buried context menu item called the "height range modifier".
![]()
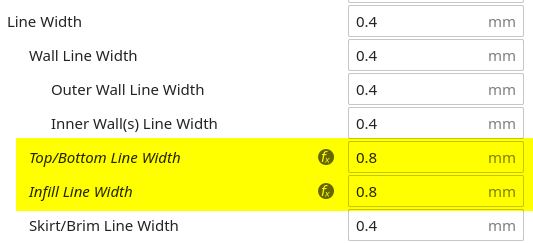
Then the best way to get a variable line width is to set all the infill to .8mm
![]()
Leaving the perimeters at .4 gives good accuracy while gaining the advantage of a faster infill.
Prusa still doesn't allow overriding the 1st layer line width. It requires the perimeters to match the infill on the 1st layer. The only way around the 1st layer line width is to create a raft, make raft contact Z distance 0 & make a script to drop the 1st layer in gcode. Set speed of 1st layer over raft the same as first layer speed. Set the skirt to 2 layers so it still prints a skirt. Finally, Prusa adds the skirt distance to the raft expansion so the raft expansion has to be 0.
The lion kingdom made a script to drop a raft layer & stretch the 1st layers of prusa's output to compensate for the ender's Z compression.
https://github.com/heroineworshiper/utils/blob/master/fixusa.py
The estimated printing time is counting the raft, but you can see how much estimated time was for the raft in the legend.
![]()
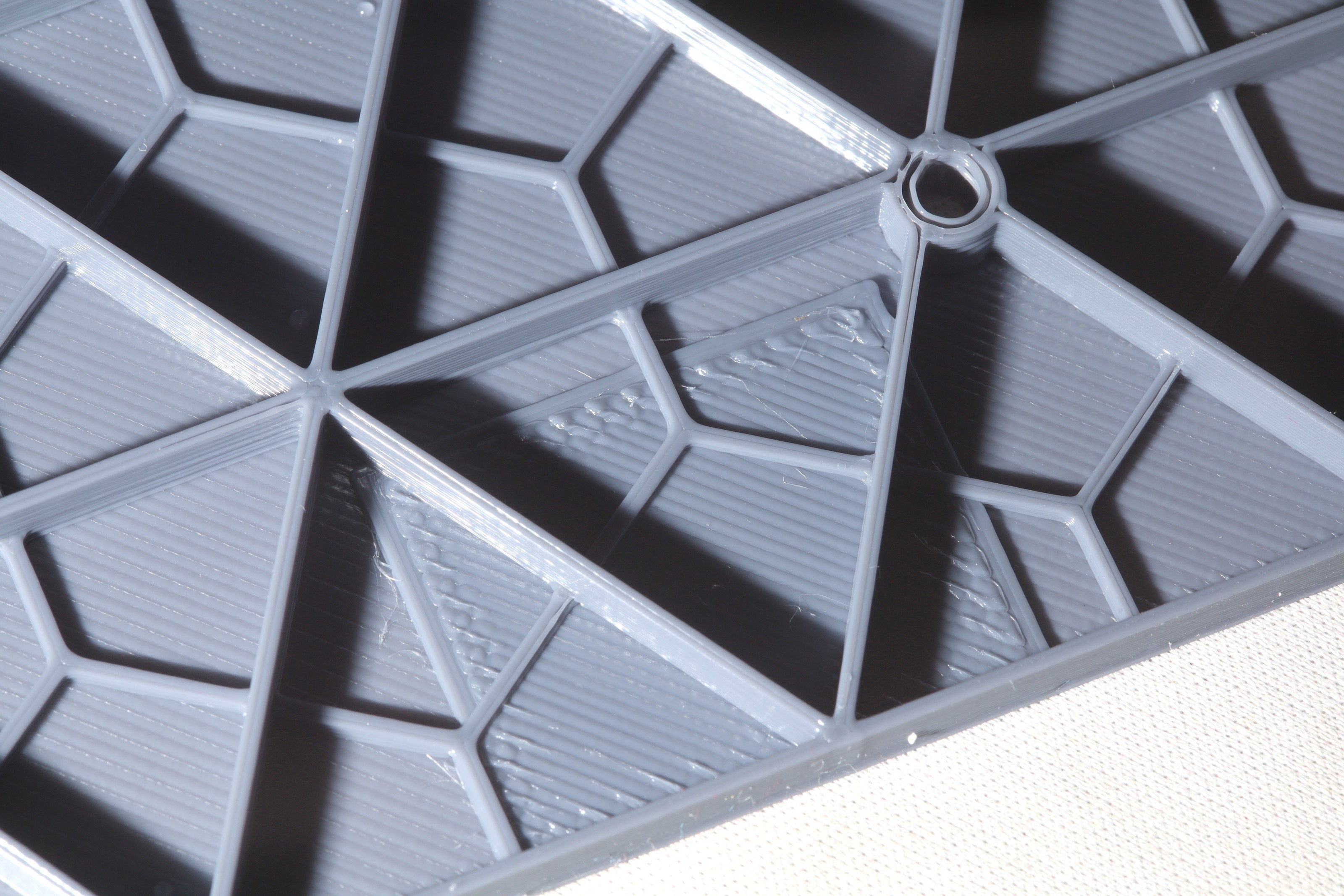
The mane problem with Prusa is on a top layer partially under another layer, it can't print contiguous lines. The contiguous line problem happens even without the height range modifier.
Only structural testing will tell if not having contiguous lines is a problem. With variable layer height & line width, panels take 50% as long.
![]()
![]()
The mane problems are the standard problems with .32mm layers. The .8mm infill blends with the .4mm walls.
--------------------------------------------------------------------------------------------------
After a few weeks of Prusa, the lion kingdom went back to its obsolete copy of Cura. The mane problems were of course prusa's bug filled interface, the need to manage 3 files instead of 1 for each profile, under extrusion problems with the custom .8mm settings. The plater trapping button presses over the side panel is a bug we all stopped making at age 21.
![]()
Variable line width in Cura is accessible in 2 settings. That's all lions need for what they're printing.
Another problem with prusa was a bug where it tried to print a skirt with .42mm layers while printing the model with .32 layers. Instead of lowering from .42 to .32 when changing objects, it exported just .42 for all objects.
There are still no manual layer height ranges in even the latest Cura. The best theory is now to make a script that drops .2mm layers & stretches them all to .32. It's hard to imagine the slicer doing anything more magical than dropping layers. It's not going to blend 2 .2mm layers to end up with a significantly different horizontal pattern.
Variable layer height is still only used for the truck container. It could still use prusa but prusa made ugly holes.
-
Use your old TPE prints to reduce vibration
10/31/2023 at 01:27 • 0 comments![]() This was the 1st vibration measure that worked. Bubble wrap just compressed. Cardboard didn't isolate anything. TPE tires were the best.
This was the 1st vibration measure that worked. Bubble wrap just compressed. Cardboard didn't isolate anything. TPE tires were the best. -
Storing filament
07/18/2023 at 03:50 • 0 commentsis a difficult problem in a $3000 apartment. The lack of space & erratic temperatures make it hard.
![]()
Rich gootubers can do whatever they want, but storing filament in the ambient air is not an option for us plebeians. It all becomes hydrated & useless.
![]()
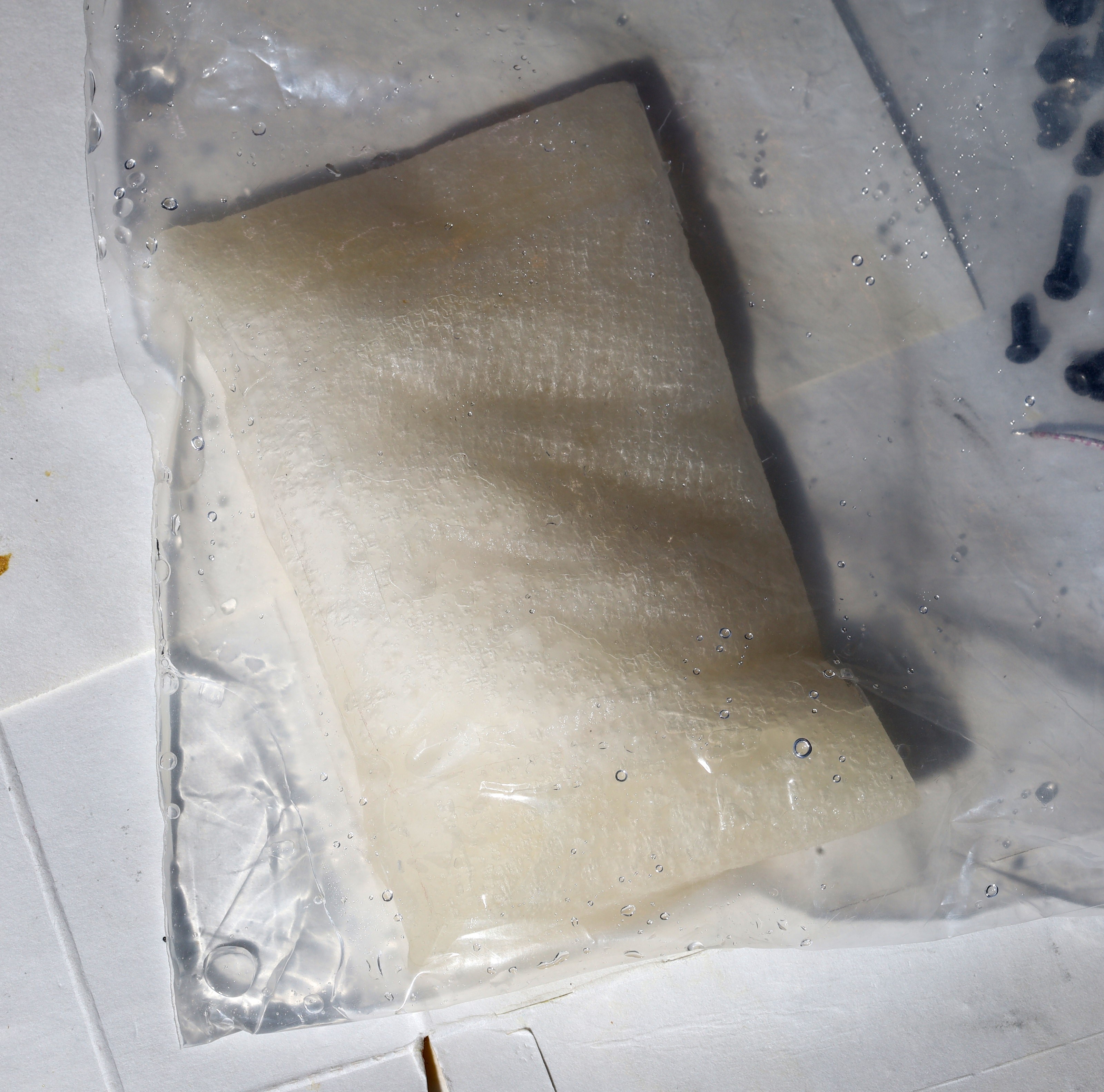
The lion kingdom started out by creating custom desiccant bags out of calcium chloride & paper towels, stuffing filament in 2 gallon ziplocs with desiccant bags. Reusable desiccants & silica beads weren't good enough. If the filament is too wet to be useful, there is a solar drier with circulating fan to heat & move air through the desiccant & filament.
![]()
The desiccant had 3 phases. When it was partially used up, the desiccant bags got hard but could still be broken up. After a year, during a summer heatwave, it suddenly liquefied & released a goo onto the filament. Definitely no use in a bowden tube. It seems when the ambient temperature gets hot enough, the filament dumps its water & kills the desiccant.
![]()
As the filament collection grew, this became unmanageable, so lions just poured desiccant in the ziploc bags. The hope is a partial saturation would get detected before it turned into goo. There's definitely a long term need for a way to store the desiccant & filament together without the 2 mixing.
The well healed have standard air tight 25"x16" containers which open from the top. The lion kingdom's $3000/month slice of inflation targeting heaven has only an 18"x18" area. Sadly, there are no air tight containers in exactly that size.
![]()
The growing filament collection makes it impractical to have a separate container for every roll or to have the rolls unstacked. The best option would be a a side loading container with shelves. There are no side loading air tight containers with shelves.
![]()
There are $120 mini fridges with most of the space taken by insulation.
There could be a shelf with multiple removable containers or ziplocs.
A better desiccant container is needed which allows it to liquefy without making a mess. It may just end up being a transparent cup & a matter of the operator keeping the container vertical. It always took some care to keep the filament & desiccant separate in the ziplocs. Accessing a roll always required taking off every roll above it, restacking them. The cup could be sealed on 1 end with a paper towel, just in case.
The cup could be fixed to the filament, making it a matter of keeping 1 assembly level. Big tupperware containers storing 2 rolls might be easier to keep level. The desiccant could be stored in a removable, clear container which is fixed to the tupperware.
![]()
This container seems to be the standard one for filament aficionados.
![]()
The only other container was this 2.5 gallon one. It seems to take more space.
![]()
Desiccant went into a $1 bottle. The opening had to be cut off. The paper towel is just in case it falls over.
![]()
The case could be made for pouring desiccant directly in the container & having a spacer separate the filament from it. The problem is if solar drying hardware goes in, it could rust. There's enough room to stand up the bottle when the container is sideways. The lion kingdom wants a modular solar drying package that goes into any container. The transparent bottles are just laborious to fill & might not be as effective.
![]()
There's not enough room for all 8 filament rolls in a $3000 apartment. The tupperware might be applicable to solar drying, but ziplocs with the desiccant bottles might be the only way. The best solution is turning to a custom cardboard roll, exactly sized for stock tupperware. It might be wider & narrower than standard rolls. It might be best just to keep pouring desiccant straight into ziplocs & stack filament so the desiccant hangs down 1 side of the stack.
![]()
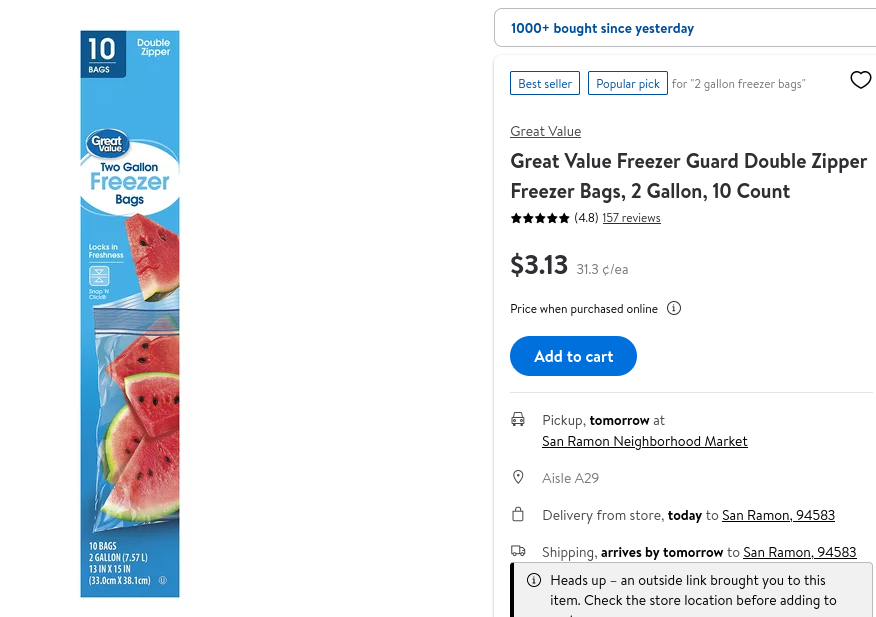
2 gallon ziplocs are proving more abundant than feared. These are emerging as a great value. It doesn't take much dexterity to keep desiccant separate from filament in a ziploc bag. There could be a jig which attaches a filament roll to a desiccant container & this module could be stacked in ziplocs without spilling desiccant.
![]()
![]()
![]()
Savage is the only one with a somewhat decent filament facility. It's side loading. A box on the floor & a box under the printer form a contiguous dry volume. Filament goes directly from the dry volume to the printer through a tube. It has a 60W dehumidifier running constantly instead of being air tight. The trick is voting democrat so he can waste all the electricity he wants without being an environmental criminal.
He still thinks 40% is low enough, but he also doesn't make functional parts or keep filament around for long. That facility is bigger than the lion kingdom's $3000 ghetto apartment.
![]()
After a few more tries, the best solution so far was the good cook 3.7L, a lunch meat tupperware filled with enough desiccant to cover the bottom & the filament stacked on top of it. Only the top 2cm of desiccant absorbs any water. There's not enough room for the desiccant to fall over. When it liquefies, it'll stay contained. It's surprising anyone has enough room for such large tupperwares in a kitchen. They must all go to the $3 mil houses.
-
Printing on glass
05/31/2023 at 03:37 • 0 commentsThe rest of the world moved on to steel, but the lion kingdom recently had good results with old fashioned glass. The trick with glass is to wash 1 side with dishwashing soap & dry it with paper towels so no oil or wax is present.
![]()
This one has a marker to indicate which side has been cleaned.
Clip it in the middle & it stays more level than the machine bed. It has been level enough to not need auto leveling. Heat it to 55C for PLA. TPU doesn't benefit from heating but does require a glue stick. The finish isn't as shiny with the glue stick. TPU can be printed without the glue stick but it warps.
It adheres PLA better than TPU. PLA parts can only be removed by dunking in cold water. It's not known if cold water can shatter the glass. The results are very shiny printouts.
![]()
![]()
To avoid the hassle of dishwashing soap & drying, buildtak still has a role where shine isn't required. The shine doesn't last, since PLA is very soft. It's most long lived on cosmetic surfaces.
To apply hot glue, the opposite side must be on glass or it'll conform to whatever surface it's on.
-
Arc overhangs
03/21/2023 at 01:39 • 0 commentsGame changer for a lot of problems.
![]()
Rails traditionally had to be triangles.
![]()
Rotating dials have edge overhangs. The linear slicer can only print part of these.
![]()
Countersunk corners.
How to win at 3D printing
Survival stories with an Ender 3. Sadly hackaday has no organization features.


 This was the 1st vibration measure that worked. Bubble wrap just compressed. Cardboard didn't isolate anything. TPE tires were the best.
This was the 1st vibration measure that worked. Bubble wrap just compressed. Cardboard didn't isolate anything. TPE tires were the best.