View rotated 45 degrees so that the perpendicular edges of the square are more obvious.
This is probably the best "coaxial" output shape I've had. Since the simulation is affected by the mesh, I decided to simulate the full geometry instead of using a symmetry constraint, and it only took about a minute to simulate but my residuals were much better (sub 10^-8).
A diamond square isn't ideal but at least it's on brand and colours should be consistent on all 4 cardinal directions (e.g. the XY faces on a calibration cube) which are probably the most common.
The melt volume increases slightly, but since the path is folded over, I reduce the Z height by another 5mm.I had to shuffle some things around but the result looks decent:I especially like how it looks like a reverse stepped pyramid.
I've broken the sub 11 cm^3 barrier and now at 10.5 cm^3.
[Aug 23]
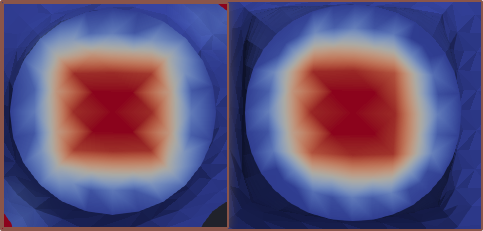
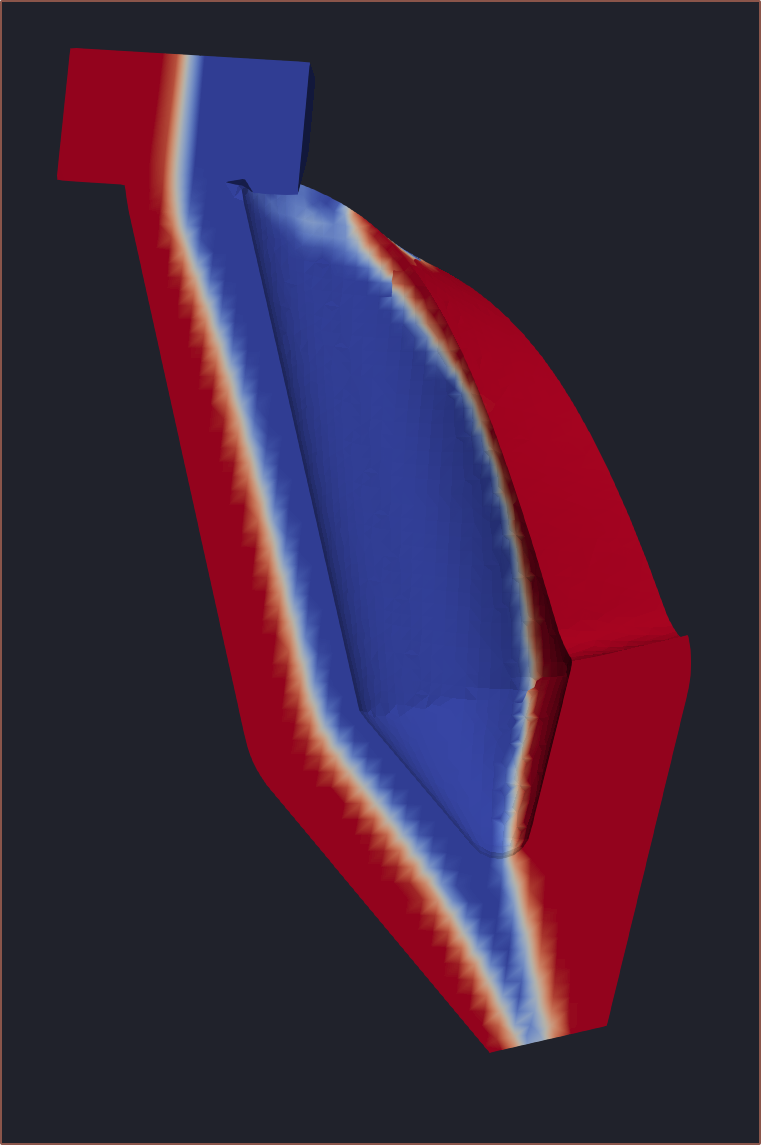
I've changed the output to transition from a square to a circle to eek out a bit more circularity:
Left: Before. Right: After
I believe the outermost channel being circular is the most important, as it will be the one to affect interlayer adhesion the most.
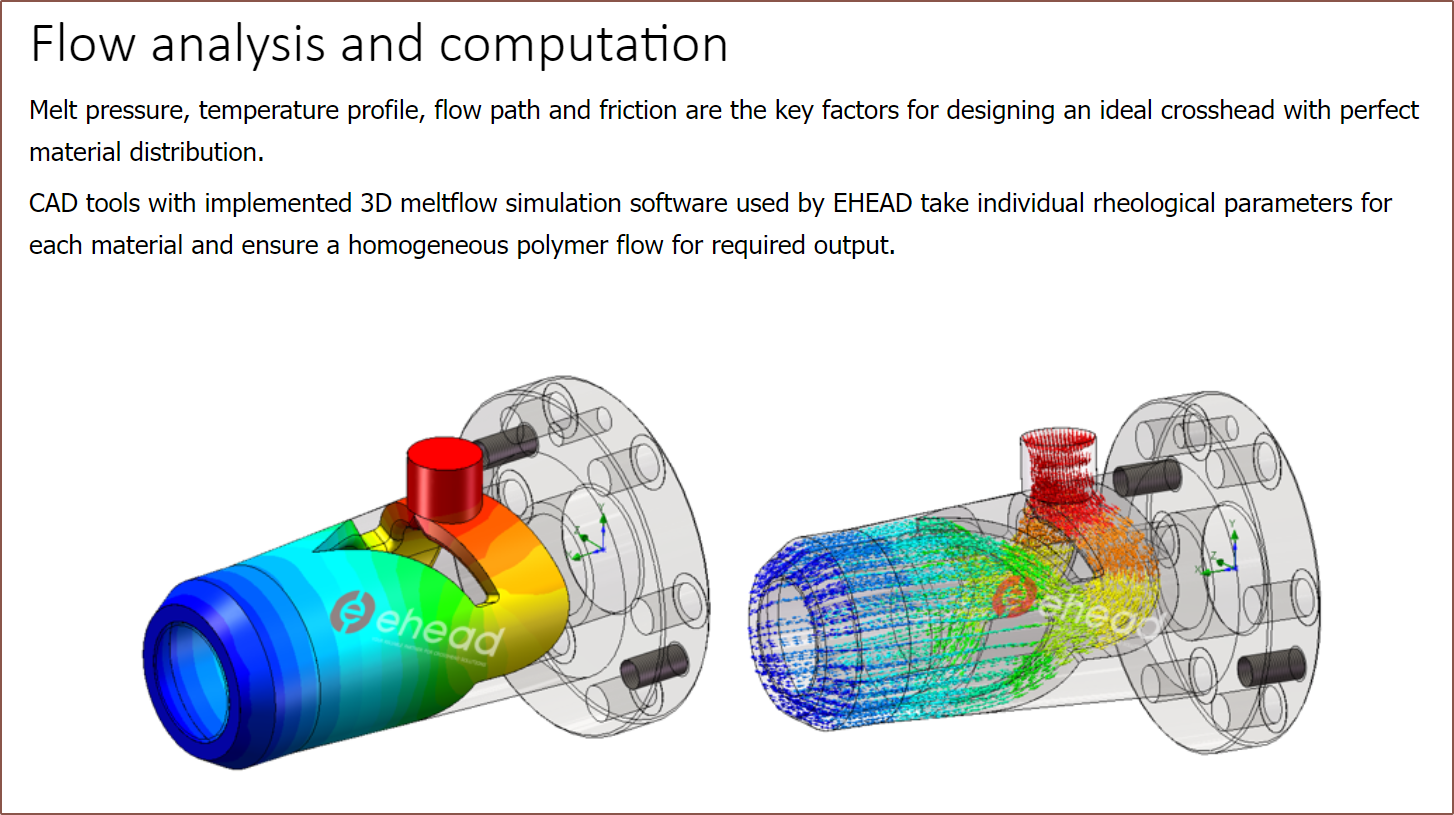
This log might be long. Unconvinced about the coaxialiser geometry suggested in the previous log, I set out to look for some kind of simulation software.
Blender
My idea was to look into how people simulate honey, a viscous liquid, and go from there. Nozzleboss used paint in a transparent 3D print before getting it printed in aluminium, so I figured I could so something similar digitally.
Briefly saw DPlisHSPlasH and then found FLIP Fluids:
So I proceed to go through Blender Donut Tutorial 4.0, trying to learn just enough to be able to follow a fluid tutorial.
Eventually, I found out that I might not be able to simulate 2 different material or get cross-sectional views as I heard FLIP Fluids only simulates the surface of materials.
Ondsel ES CfdOF Workbench + Paraview setup
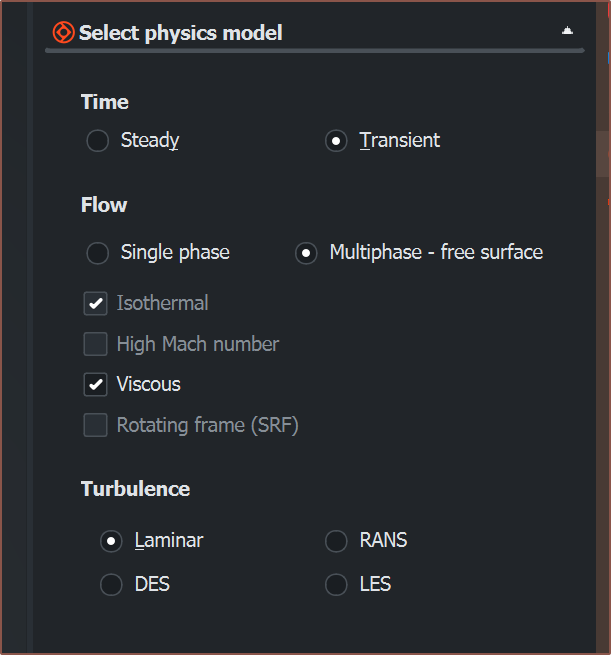
Decided to go with Ondsel for their nicer set of defaults, meaning I could get straight into installing the CfdOF toolchain as written on the wiki page and the latest MPI version of Paraview (5.13 RC2).
Somehow, I installed 2106 of OpenFOAM, which ES said was outdated when running the dependency checker. I just installed it using the "Install OpenFOAM" button under it, installing it in Appdata/Roaming like the standalone installer. The wiki says to avoid saving it in Program Files due to UAC.
Test Simulation
Now with that done, I started setting up the simulation. I was following these tutorials:
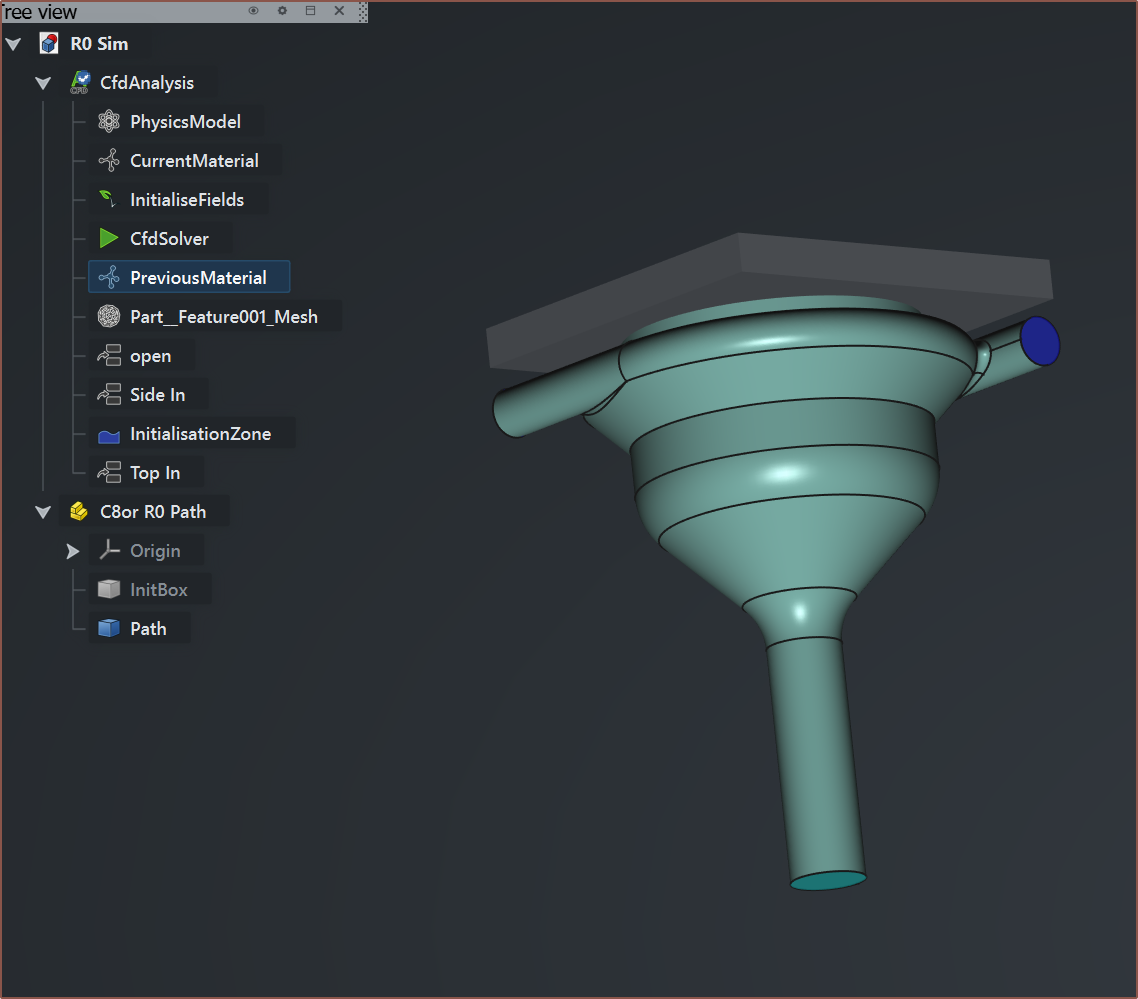
I started with the Coaxial8or R0 geometry since it's already been verified in real life.
After removing the spaces from my boundary names and getting a mesh size small enough to work (0.25mm not the 1mm I started with), I had a simulation:
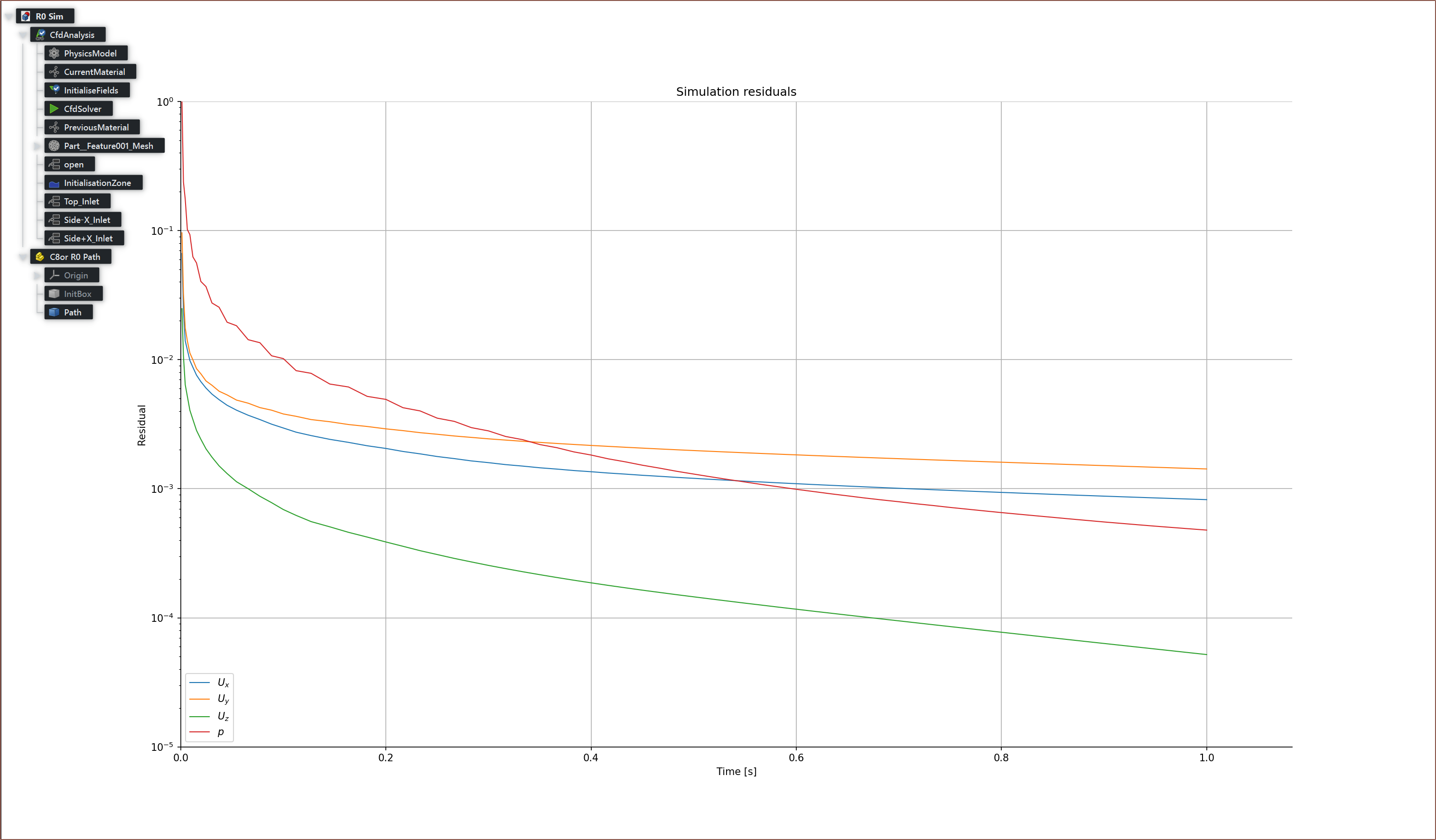
JOKO Engineering said that it's good if all residuals were under 10^-3
It was worrying when Paraview opened up with an error, but it can just be closed and then visibility enabled for OpenFOAMReader1 to see the results.
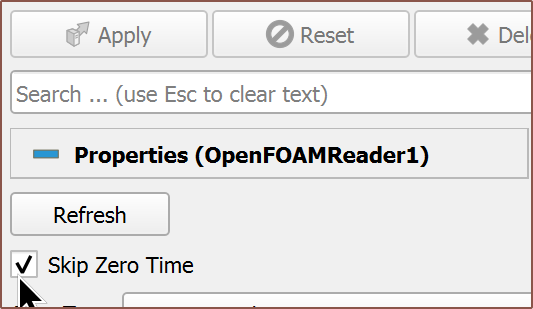
I'd later find out that it helps to disable and re-enable "Skip Zero Time" and then press "Apply" so that all time points are loaded in.
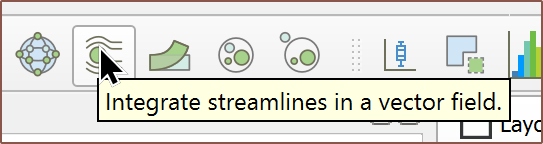
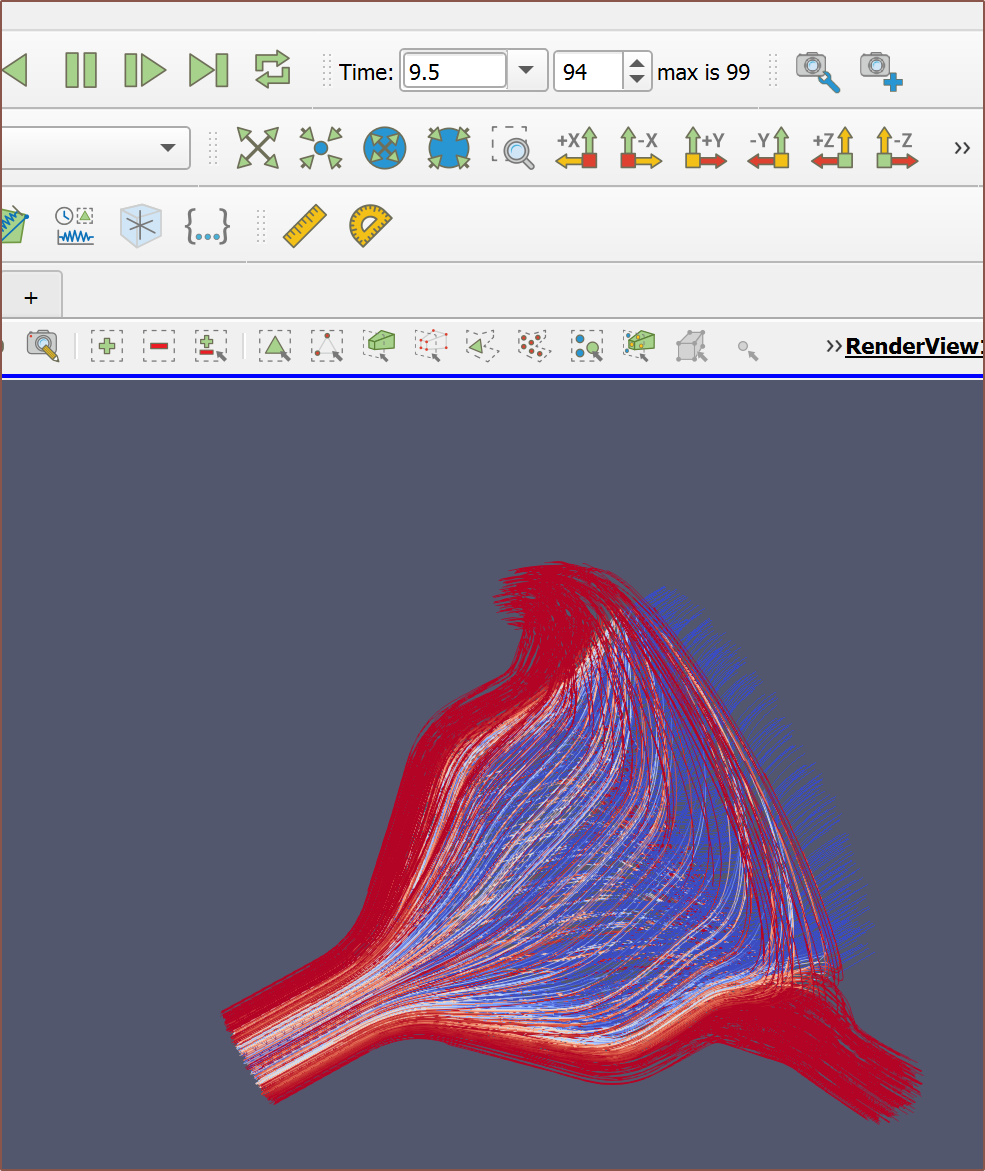
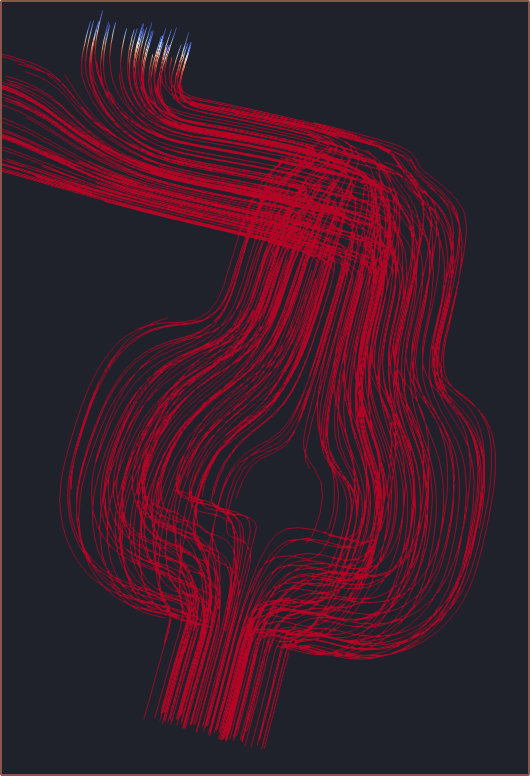
Then I added a stream, enabled point cloud, made it large enough for the sphere to encapsulate the model and lastly increased the amount of points, I had this:
Made the background darker to increase contrast:
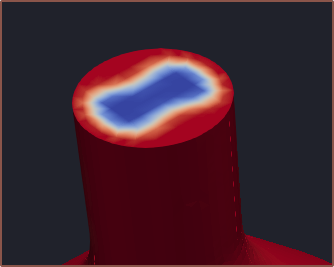
And this is the exist cross section I obtained:
This does seem to agree with the 3D printed test results I got.
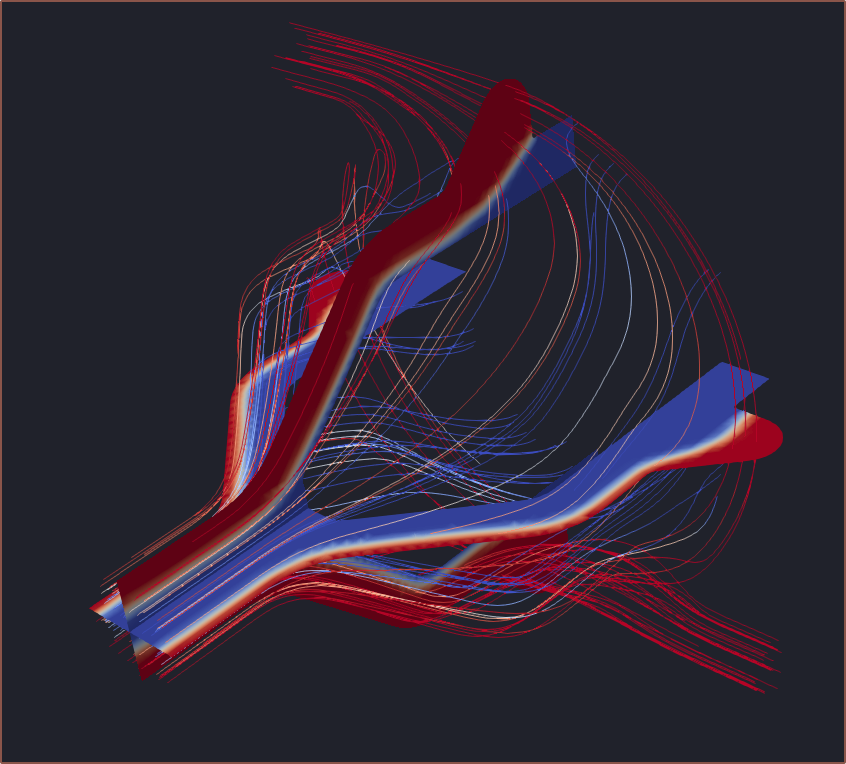
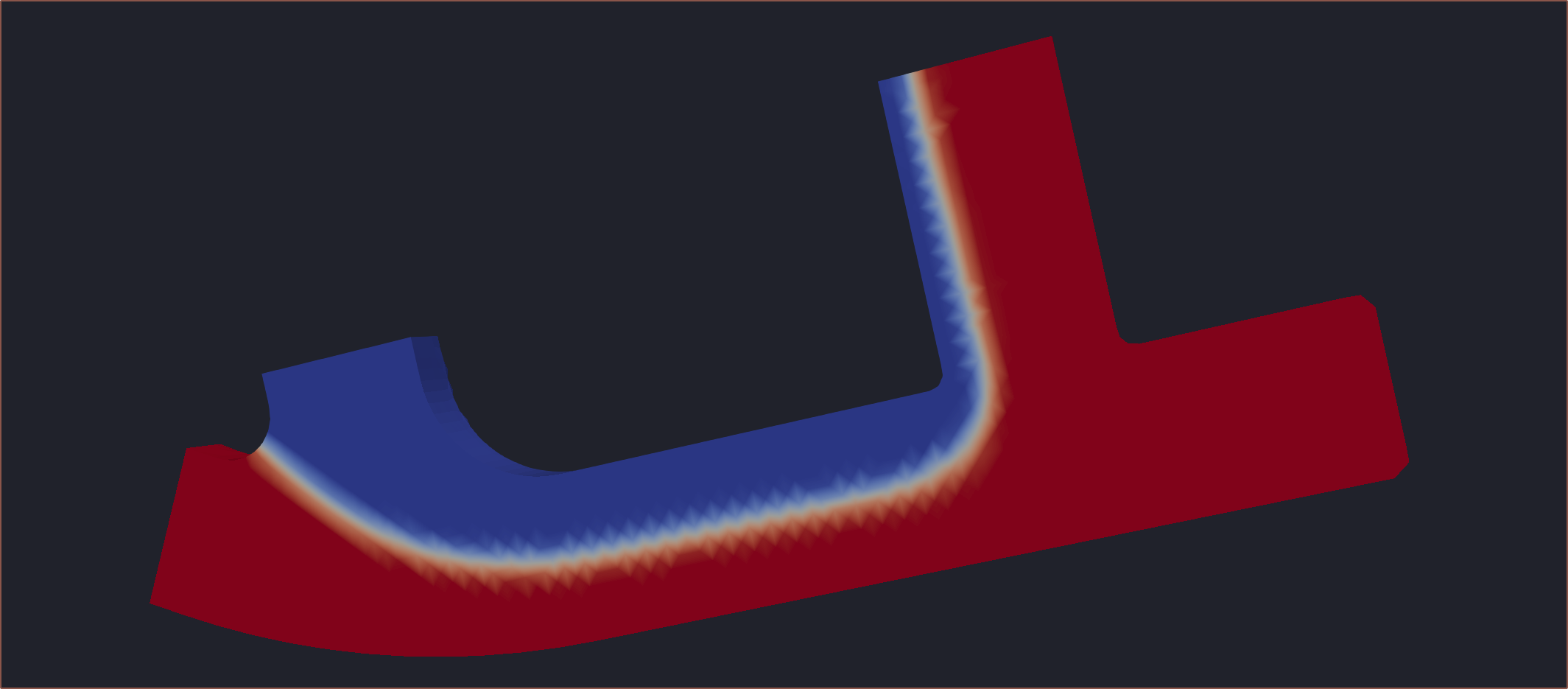
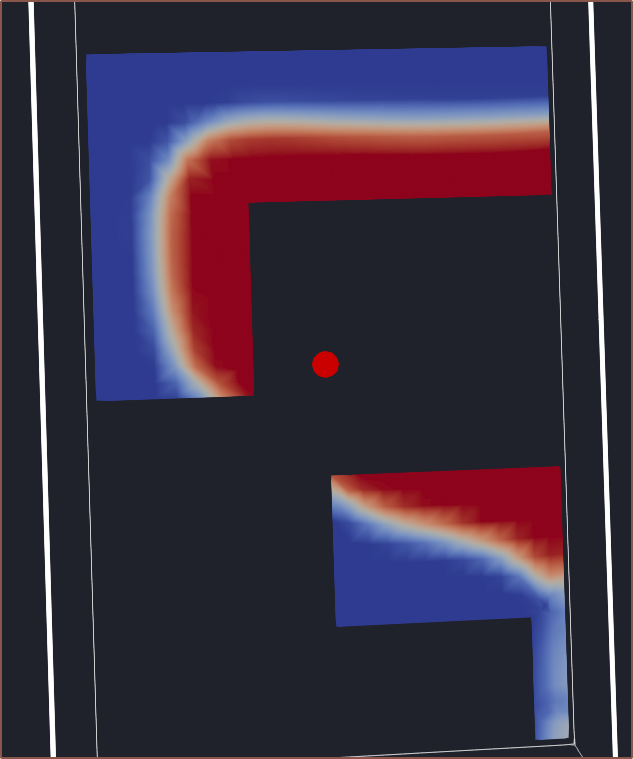
I also tried adding 2 planes and reducing the points to get a better look at the data:
As expected, the new material does bulge into the space:
The proposed dual-coaxialiser geometry
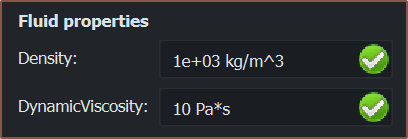
First I looked to find a viscosity I liked for the simulation.
From this, I decided to play it simple and go with Yoghurt viscosity and ABS density:These are bad. If the residuals get this high, the simulation slows to a crawl. The mesh size is the issue, unexpectedly enough.There's also the issue where something will still be calculating in the background even when the simulation is finished. Task manager shows this. I probably should report this as a bug but whether it's an ES or OpenFOAM issue is something I don't know. I think this happens maybe 10% of the time? It's not too bad tho since I can restart ES and then press the ParaView button since all the data was already saved.
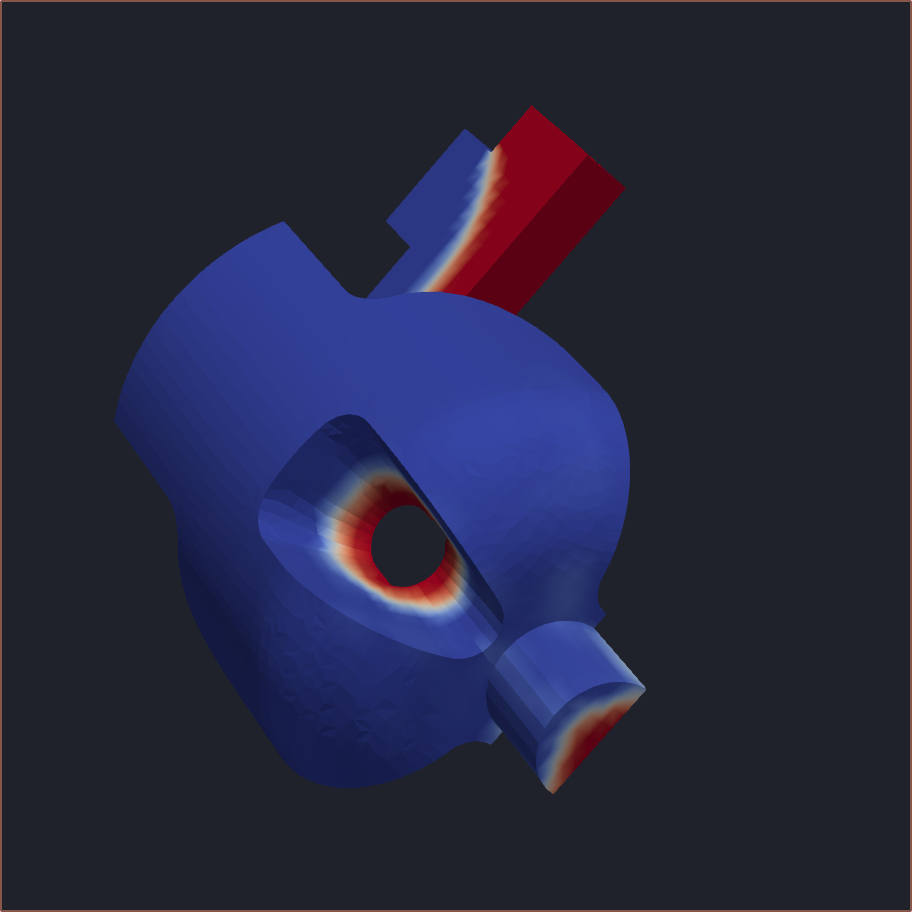
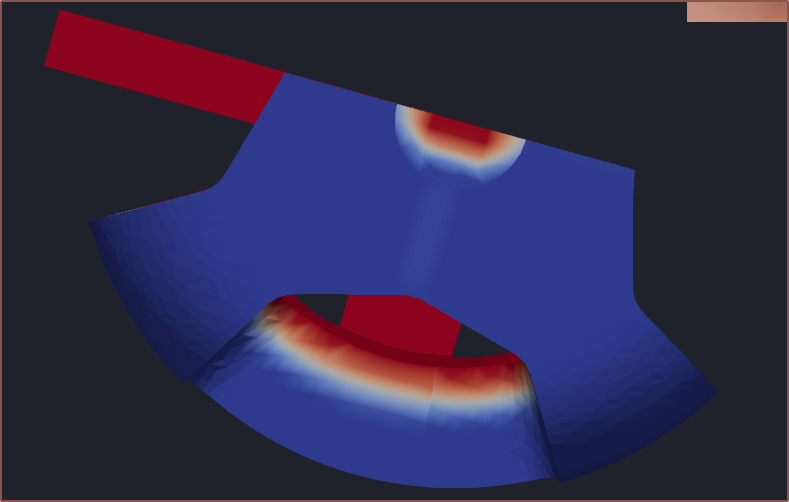
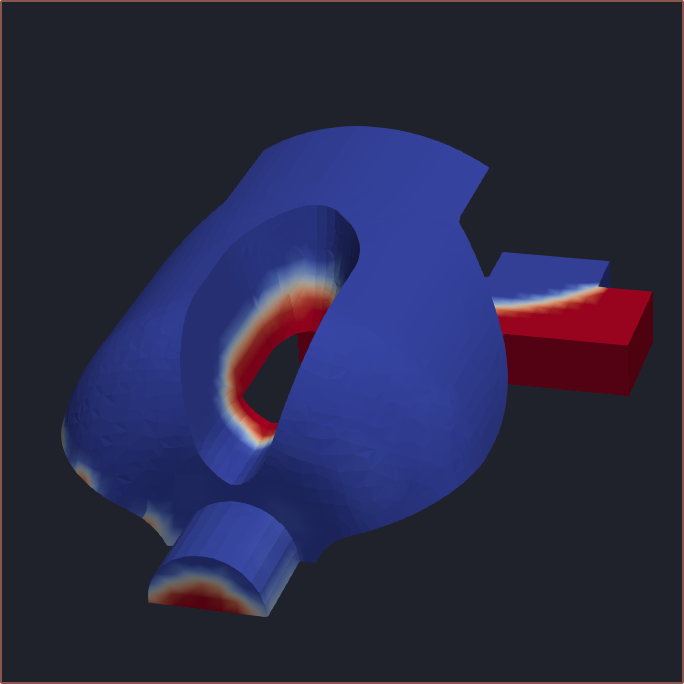
And there it is. A simulation.
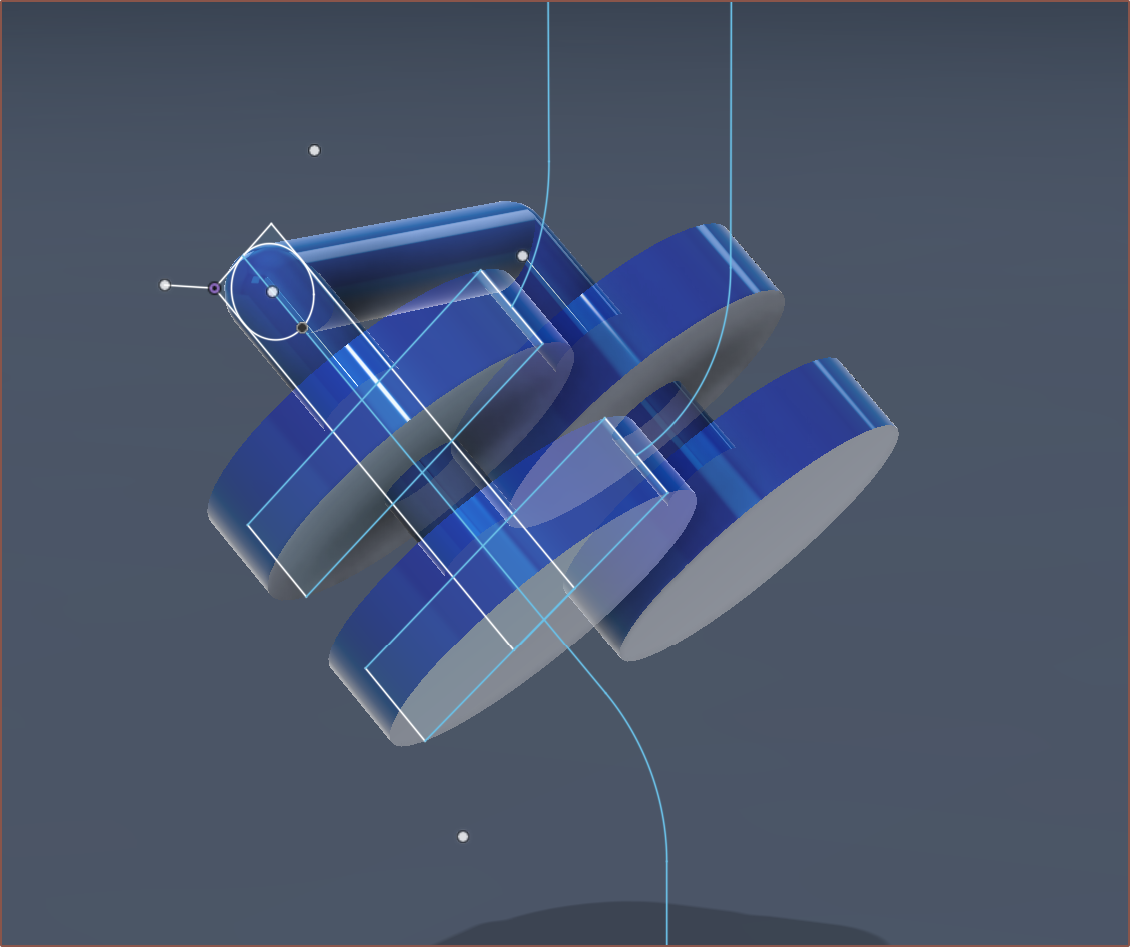
This is the path the new material followed until it hit the output tube.
Trying slightly different geometry
The polyline tool in ES is nifty:
Unfortunately, editing a STEP really is not:
You can make a new body and drag the STEP into that, which gets around this, but FreeCAD/ES is still the only CAD package I know of that doesn't have the concept of sketch profiles.
Tried a blower design, but I kinda expected the result to happen too, going off the time I tried simulating in Fusion:
Also found out that I don't need an Initialisation Zone for these kinds of simulations.
Merging 8 inputs before coaxialiser
The idea was to have a single, larger coaxialiser that looked like that one simulation geometry I saw a while ago:
The idea was that this moves the output tube from a point along the NextMaterial ripple to a distant plane that just so happened to be curved into a torus.
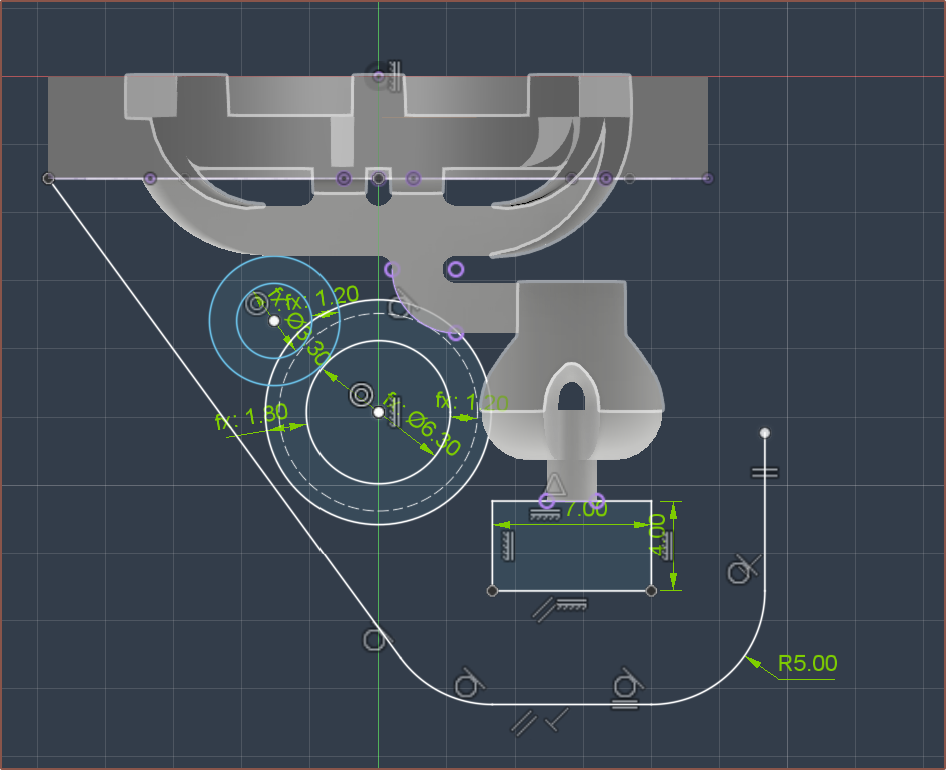
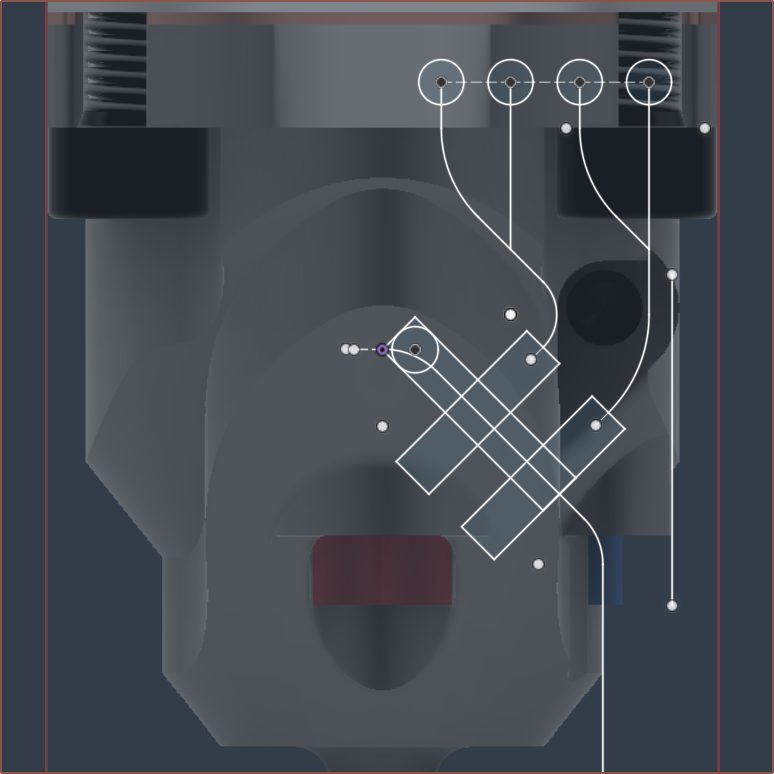
First thing was to tweak the inputs:
As you can see, 2 of them were very close. I decided to simulate and fine tune that part:Then I used the sheet metal feature to cut some geometry ideas:I actually decided to just have the outer curve and not the middle split since I'd need to cut out 45-degree overhangs. This is what I got:
45 Degree print
I was going to struggle with those overhangs if I was to split the coaxialiser into 4. Then I had the idea to request for the entire Coaxial8or to be printed at a 45 degree angle and got to work.
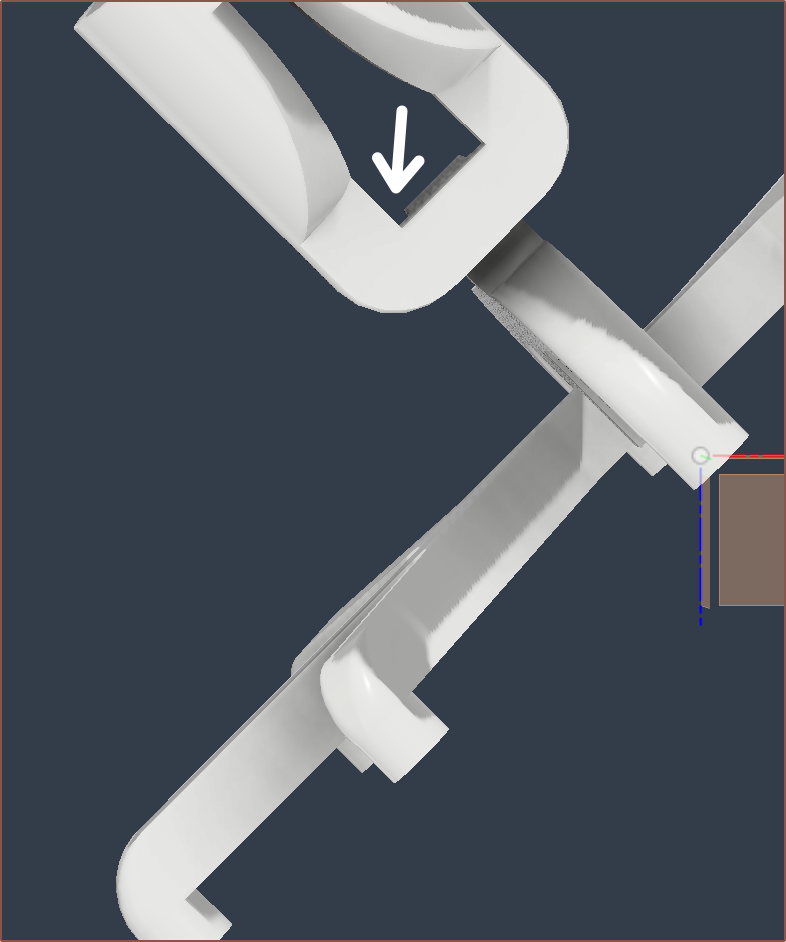
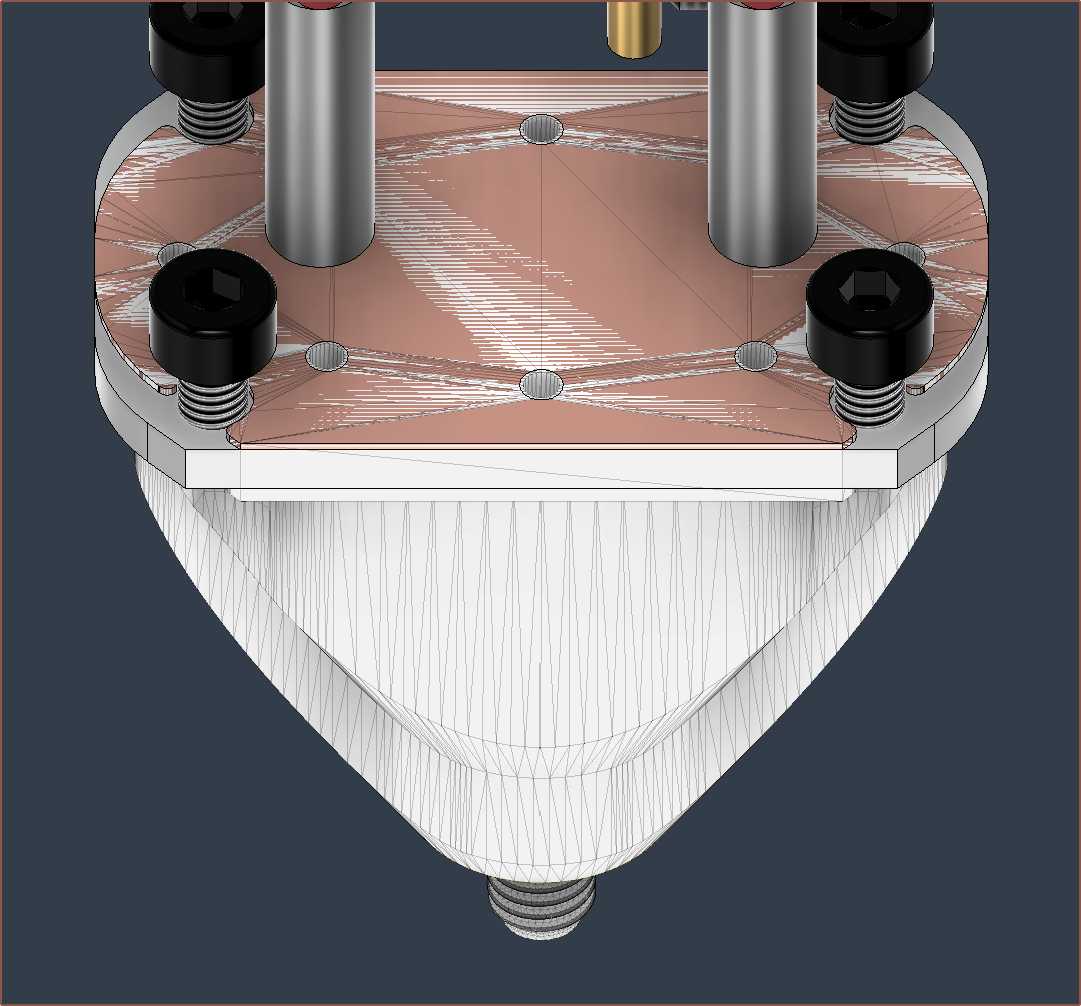
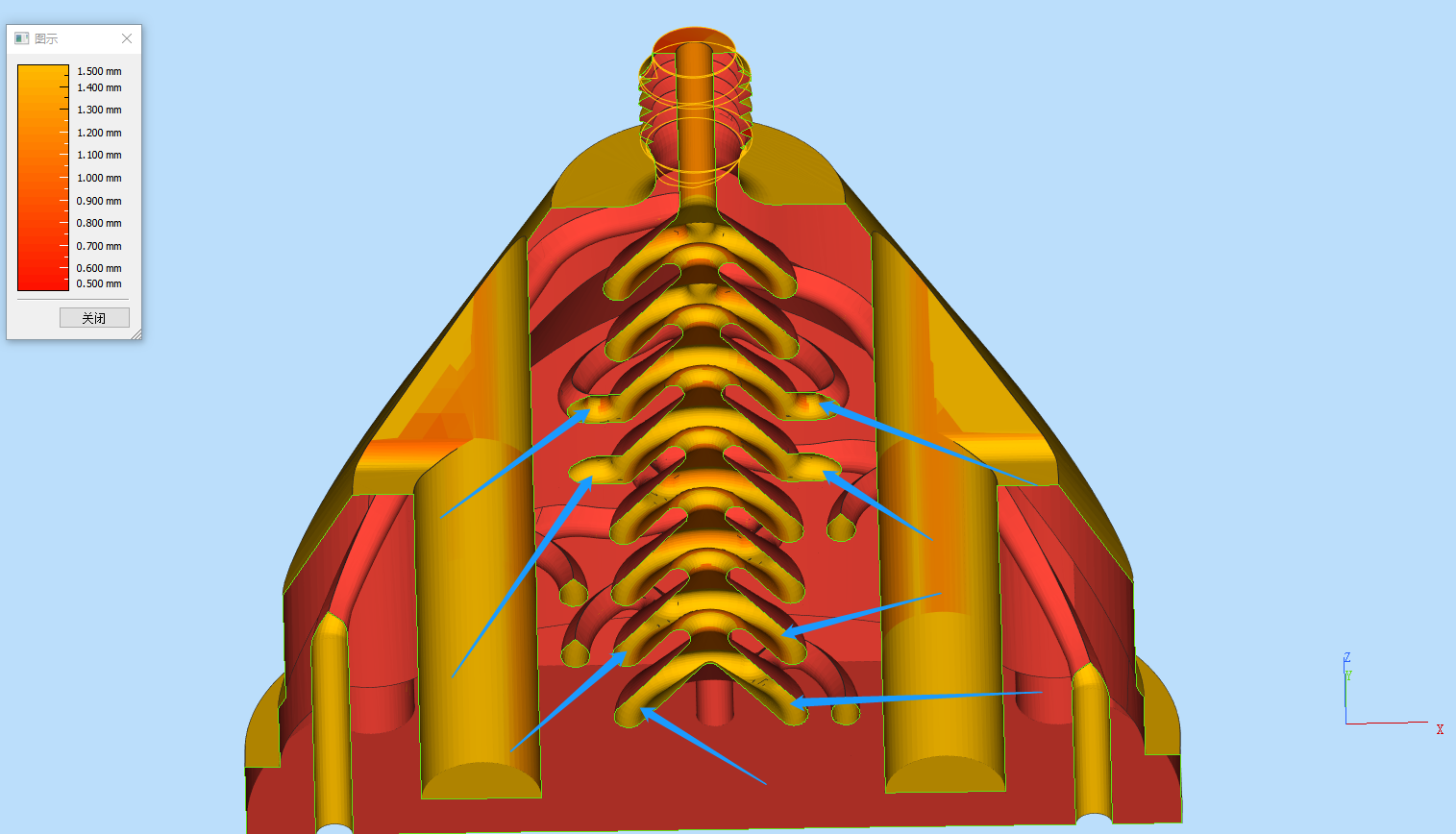
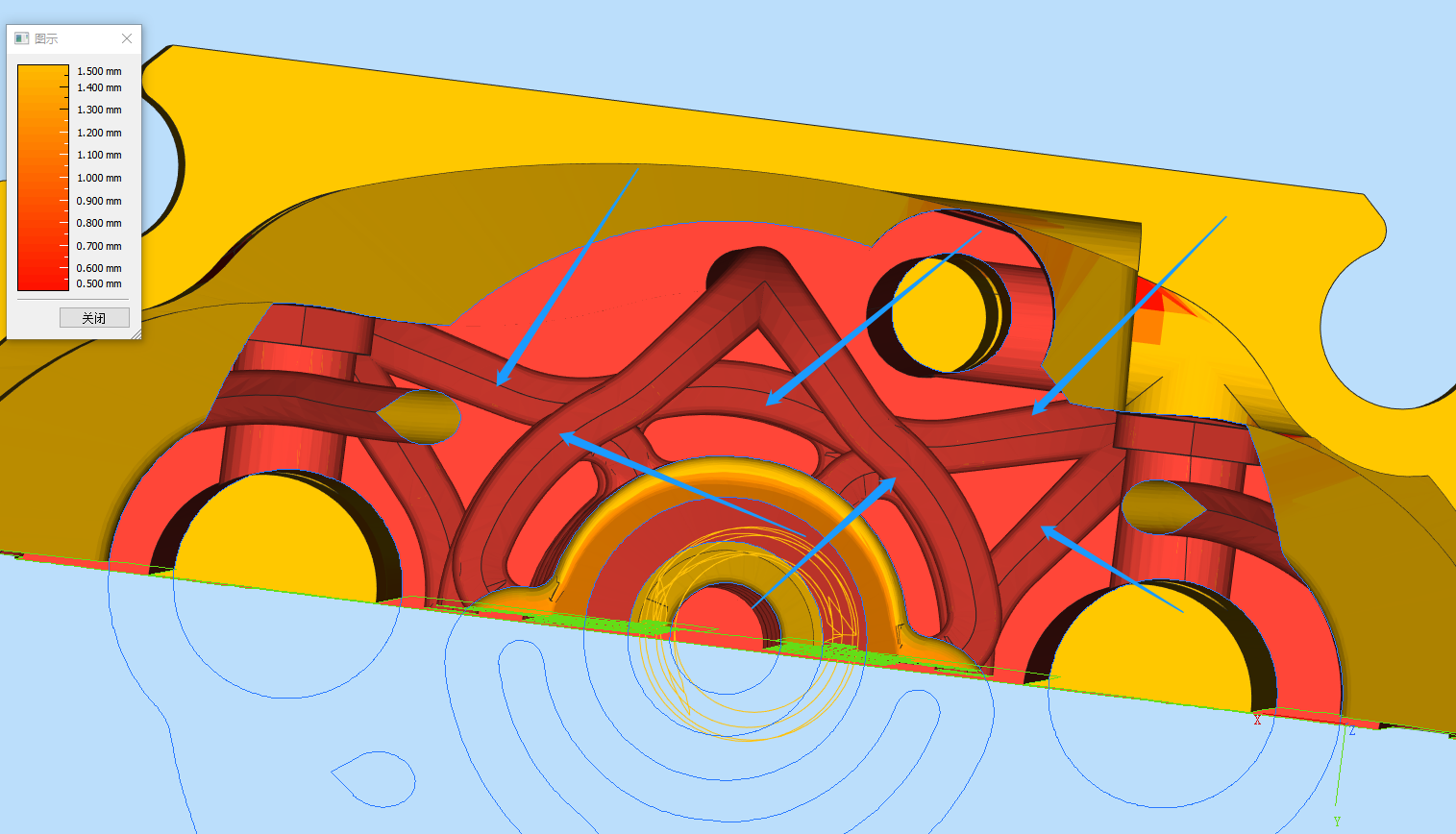
Arrow points to the issue I would've had before the 45 degree angle. DLMS doesn't like bridges.I needed to do this so that the inside aluminium could be supported when everything is tilted 45 degrees. This also means that, like #Co-Extrusion mixing nozzle for FDM prints Version 3, this geometry also comes in from 4 directions.Cross sectional check to determine if there's enough aluminium supporting the inside. Seems like enough.Molten material volumeMe: Literally 8-or! Is this a sign??
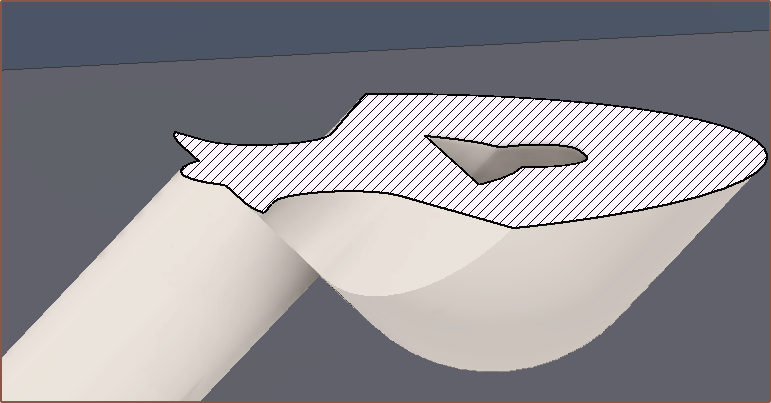
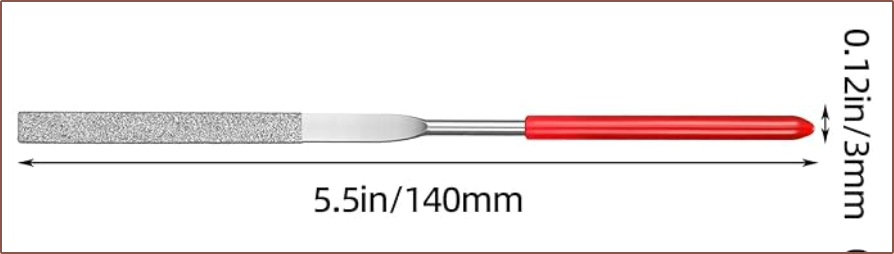
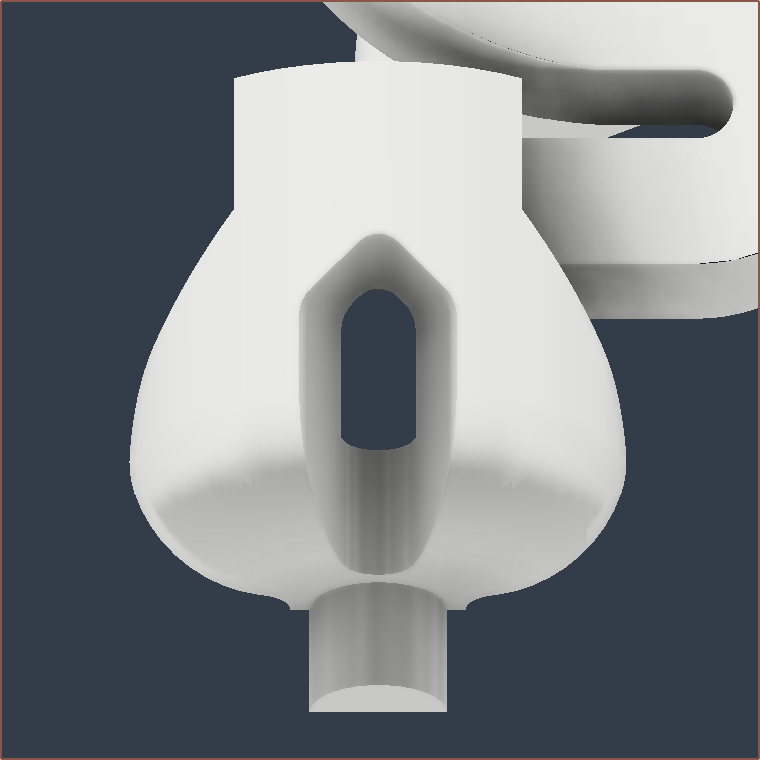
But then I had a new innovative idea, which was to use the length of the Volcano nozzle to my advantage and have a gap between the thread and the mating face so that I could fit something like a small file to polish said face:
Thus the length of the output was shortened and then I simulated it:
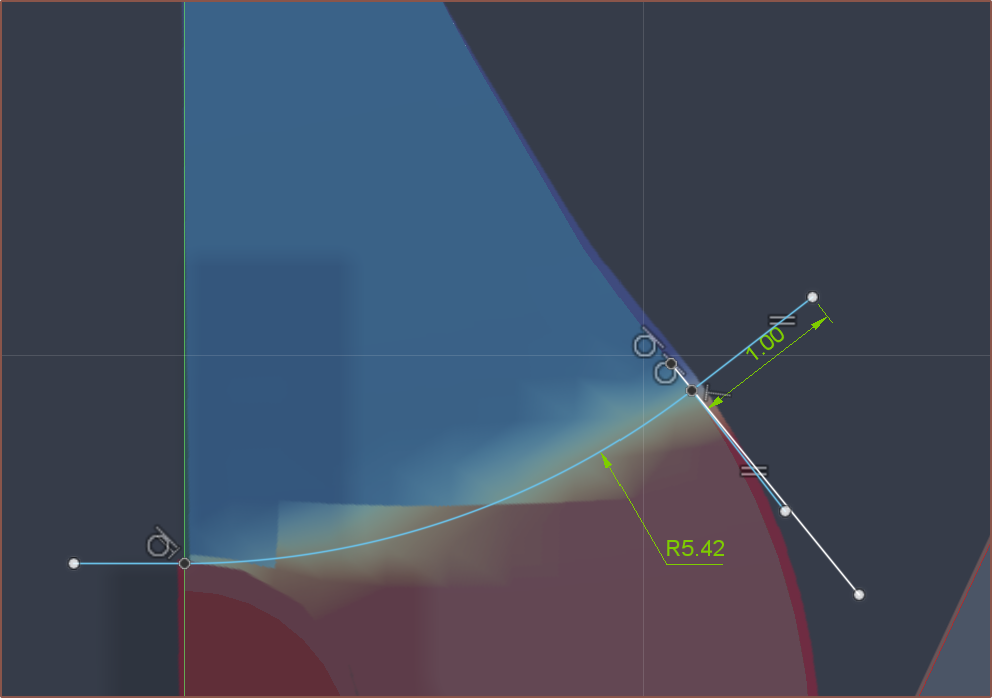
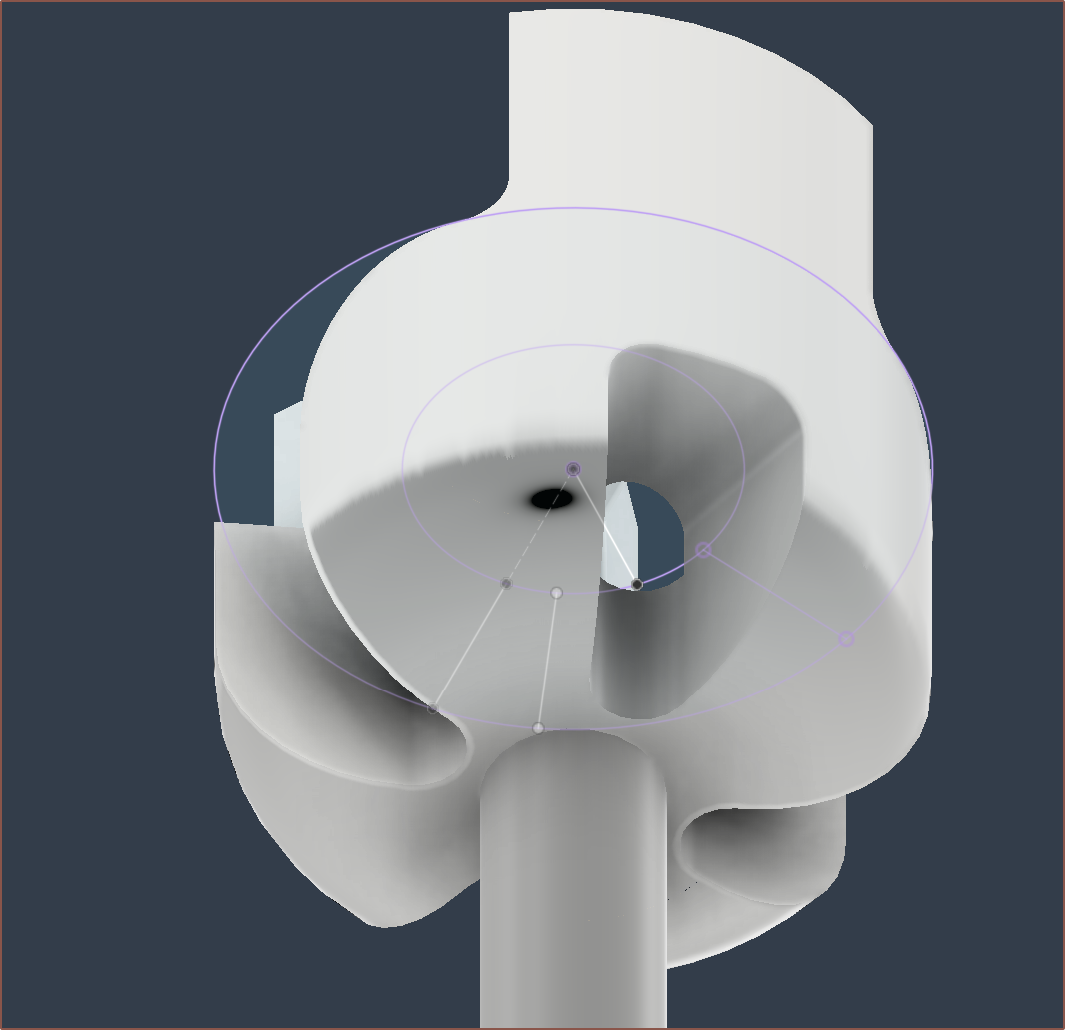
I did notice that I was getting an oval so I wanted to see what happened if I made the coaxialiser larger. It didn't seem to have much of an effect:
Instead, I went with a smaller version:Part of the issue is that the flow doesn't actually curve around:
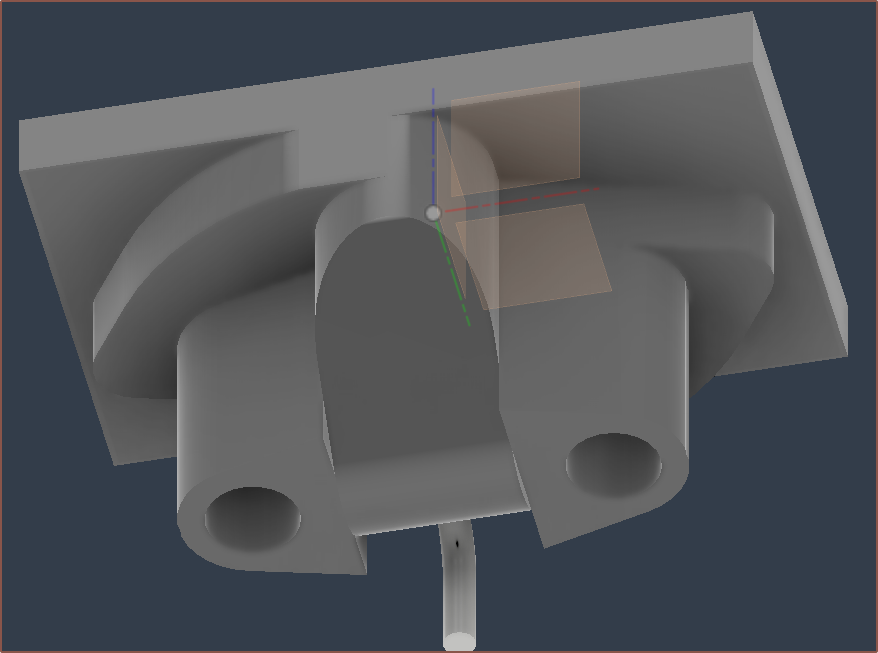
Making the outside block
Started with the placement of cutouts and then started to model and refine the look of the design:
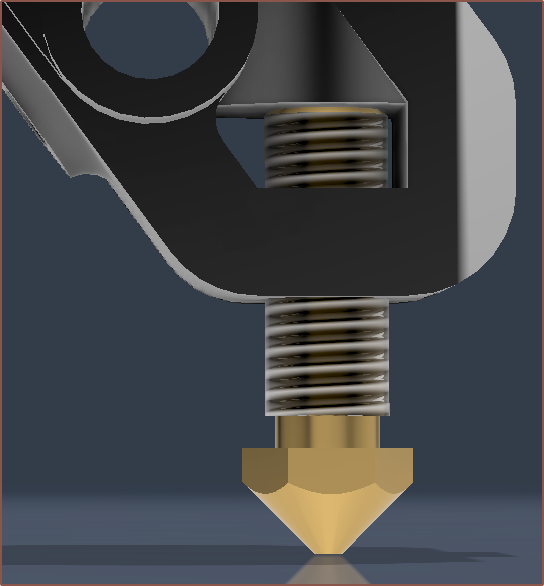
I made the thread a separate body so that I could rotate the generated threads if needed:I remembered the volcano having a 9mm thread, but 9mm is actually the difference between the standard V6 nozzle.
I increased the gap to 7mm and then extruded a cylinder to make up the rest of the distance:
The design of the grub screw part is an idea from Teenage Engineering.I then changed the thread cutout to 8mm across by 6mm down so that there was more space from the wall edge to the face where the nozzle contacts the heatblock.
I then sent the .STEP to PCBWay who confirmed that it was printable.
Conclusions and insights
I also tried other strategies that didn't really help with the oval, but at least now I could simulate the blower idea I had a while ago.
While writing this, I've tweaked the split slightly:
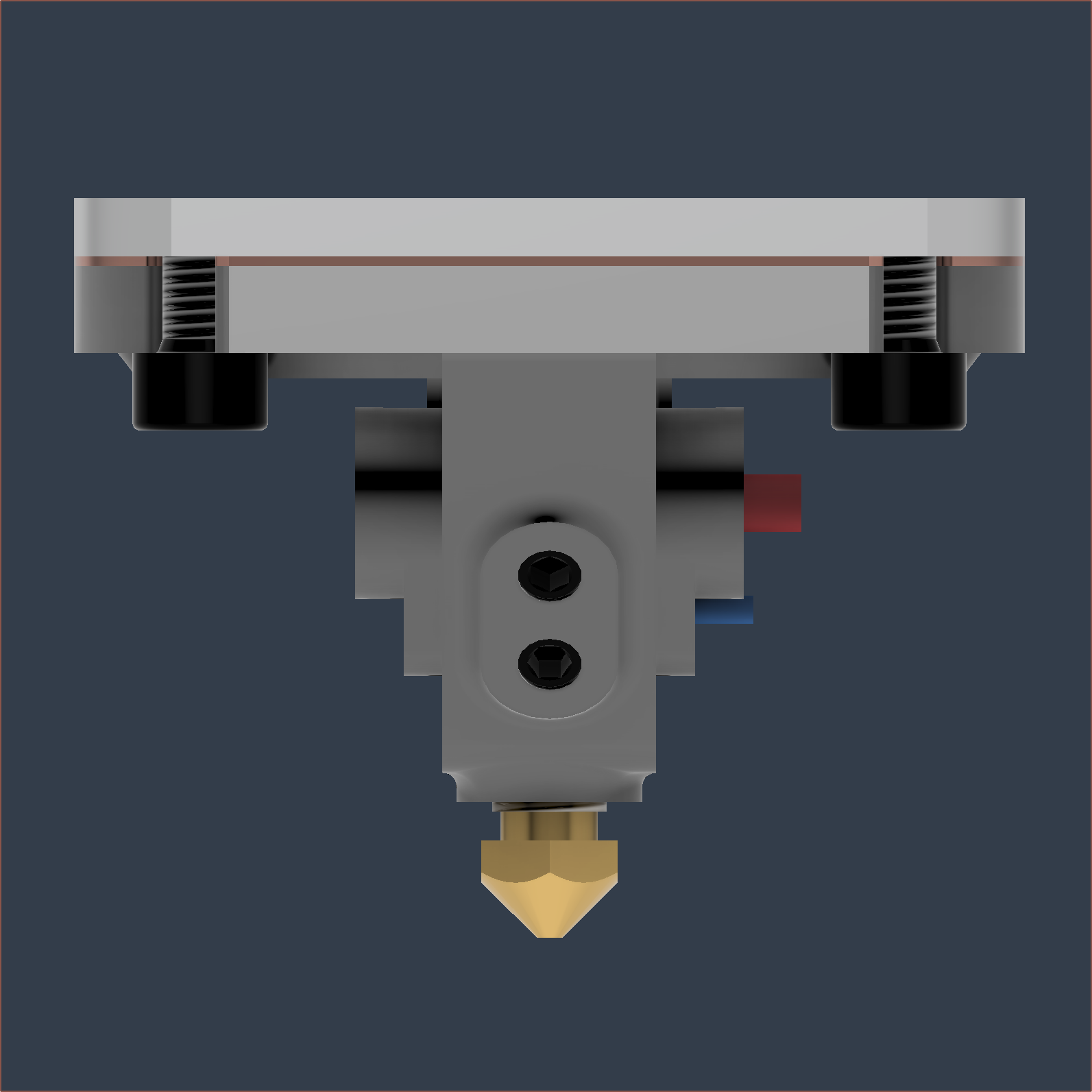
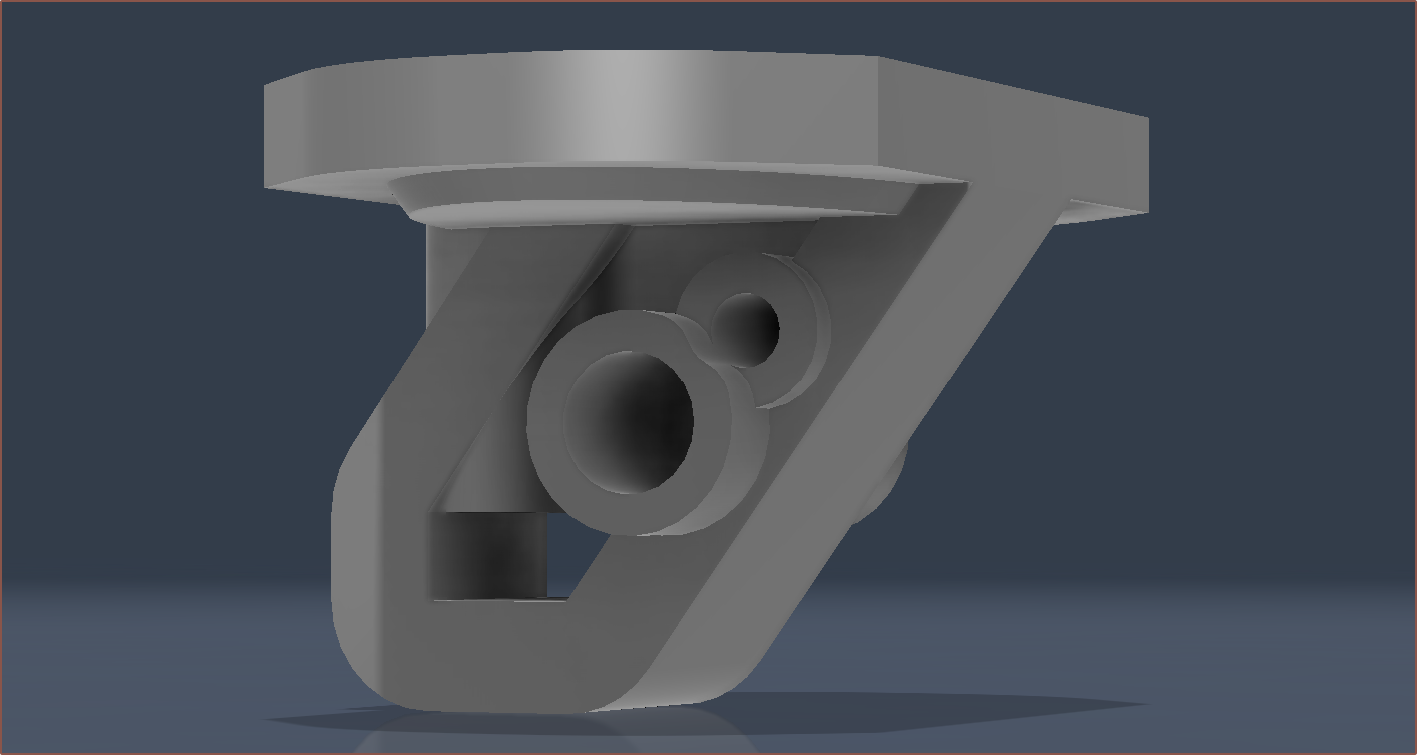
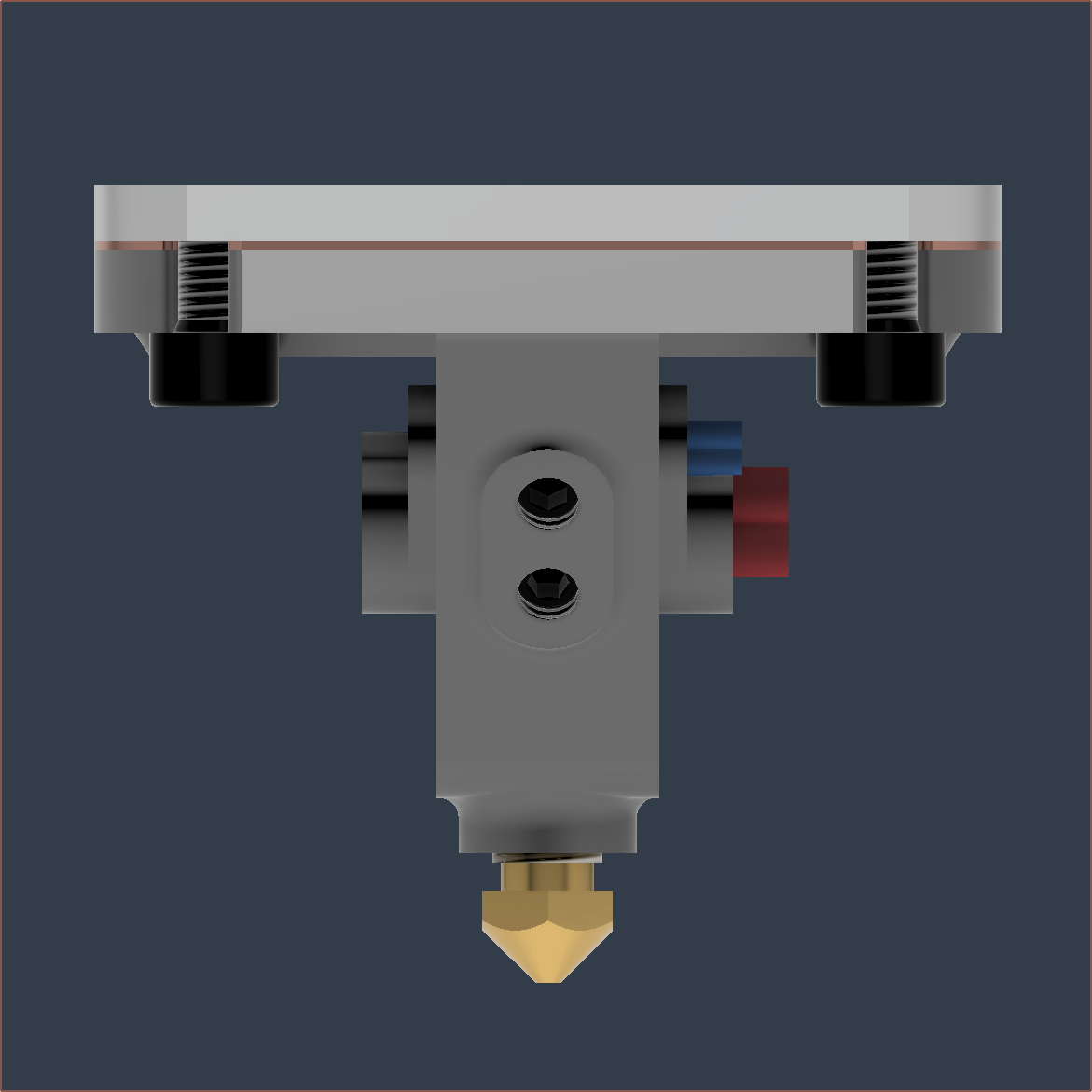
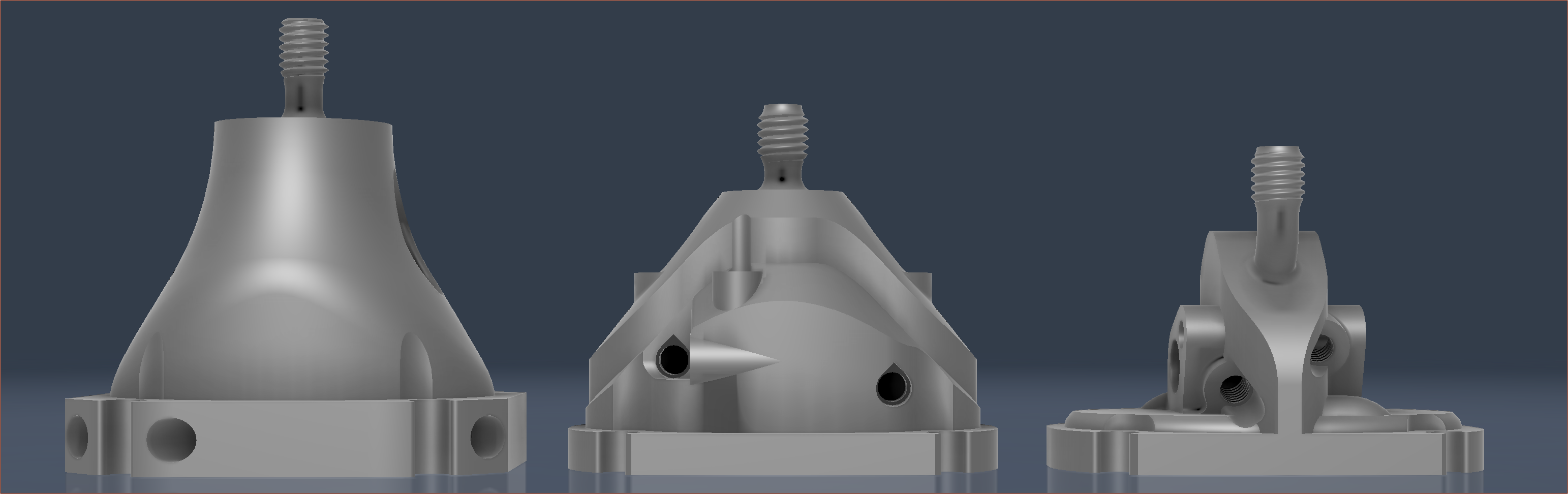
I believe that the heatblock looks even more polished than before because it's more symmetrical and there's no lumps sticking out of the clamp plate area. It's also nice that a lot of heater complexity has now been removed. It's now just like a standard hotend with 1 cartridge and 1 thermistor required.
About 17mm of Z height was reclaimed too, compared to the design in the previous log. It's 34mm shorter than R0.
Metal volume is 11.2cm3 and the pathway cut was 0.822cm3, down from 2.2cm3 in Coaxial8or R0.
A handful of days ago, I was feeling the sunk-cost pain of essentially being "everything but that one thing"-the-way to a finished project, having not thought up a submittable solution in over a month. Scrolling through nozzleboss' insta, I came across the following image:
From this, I thought "The only reasonable way forward is to get two colours per coaxialiser" and pondered how the material would need to flow to allow for that.
The material would need to be layered, like the machined coaxial heatblock if there wasn't metal between two adjacent inputs. The issue is that it puts a constraint on how the two material flows are merged together and doesn't mesh easily with the heatbreak input locations. There was also the issue of fitting the coaxialisers in, considering that I'd need to orient them 45 degrees so that they can print.
I also learned, from trying to unblock the R1 prints, that I cannot have the channels split in two; there'd be no way to know and/or unblock one minor channel if the other channel can flow. This could be the reason why I was having flow issues with R0.
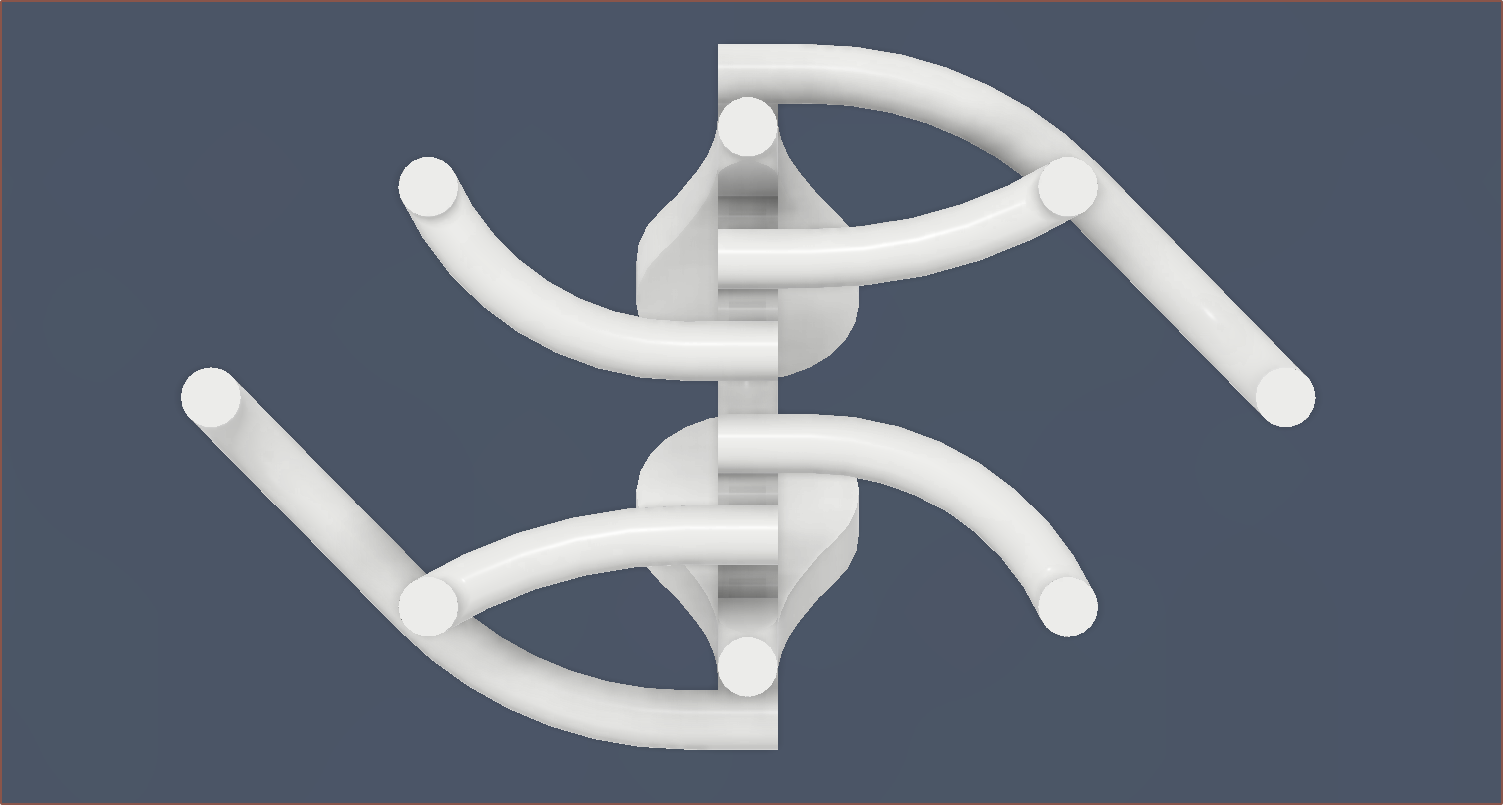
Eventually, I had a realisation that, since the pressurised system doesn't care about gravity at all, a coaxialiser could work "backwards" in that the flow could move upwards. So I went into Fusion to sketch my idea yesterday:
Seemed promising as it kept things compact, but wasn't a fan of the long joiner pipe.It seemed like the geometry could fit in the side profile, which was ideal as it would allow for a 0mm (or close) Y-axis offset compared to a CR-10 hotend. The paths were also so close that I hypothesised that I could actually merge 4 into a coaxialiser.My plan of actually getting the inputs where they needed to be.
So this was all going quite well until I hit a roadblock. Well, to be accurate, it was an input block. The sidemost input would need to go under the diagonal input:
Thus I had to change the paths slightly to be able to get a solution:
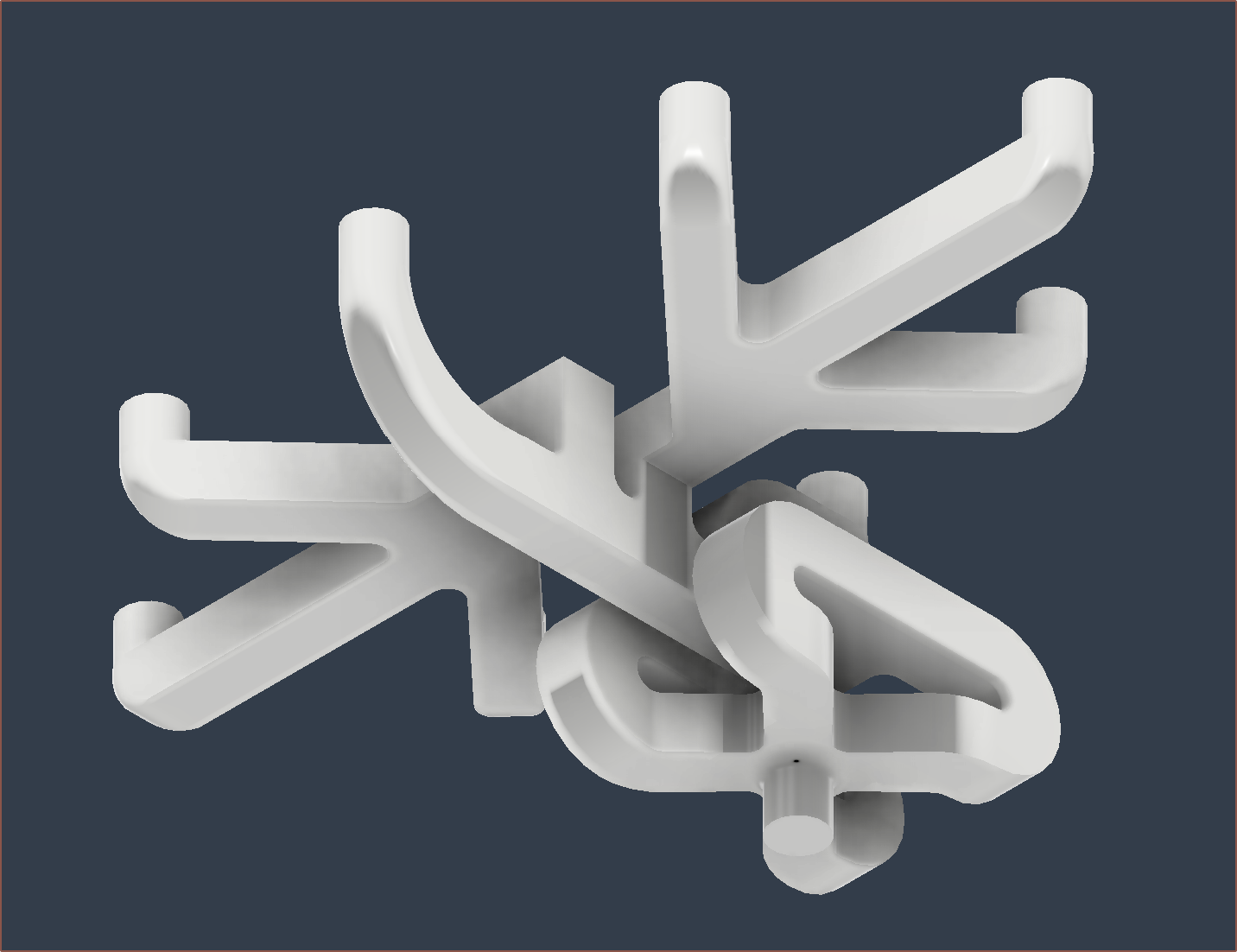
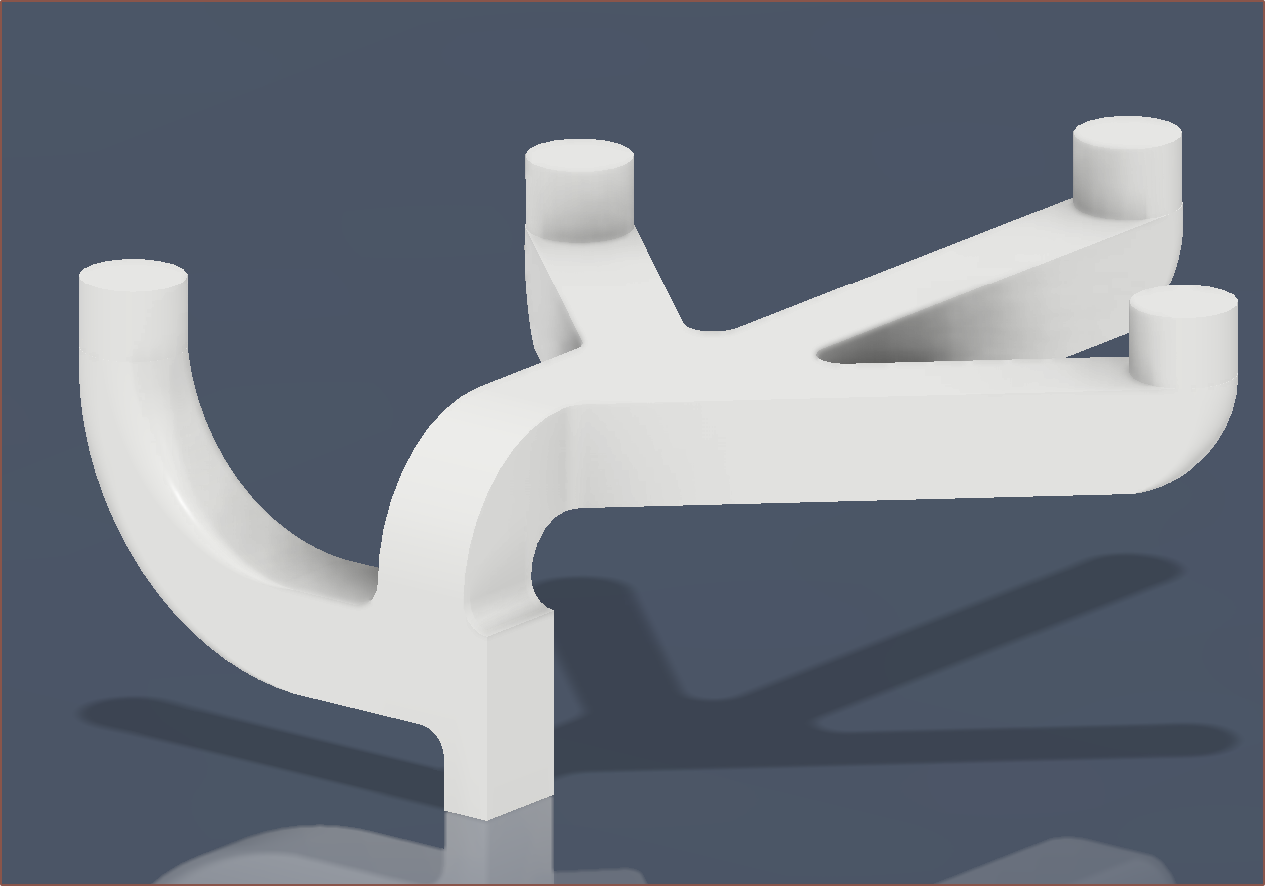
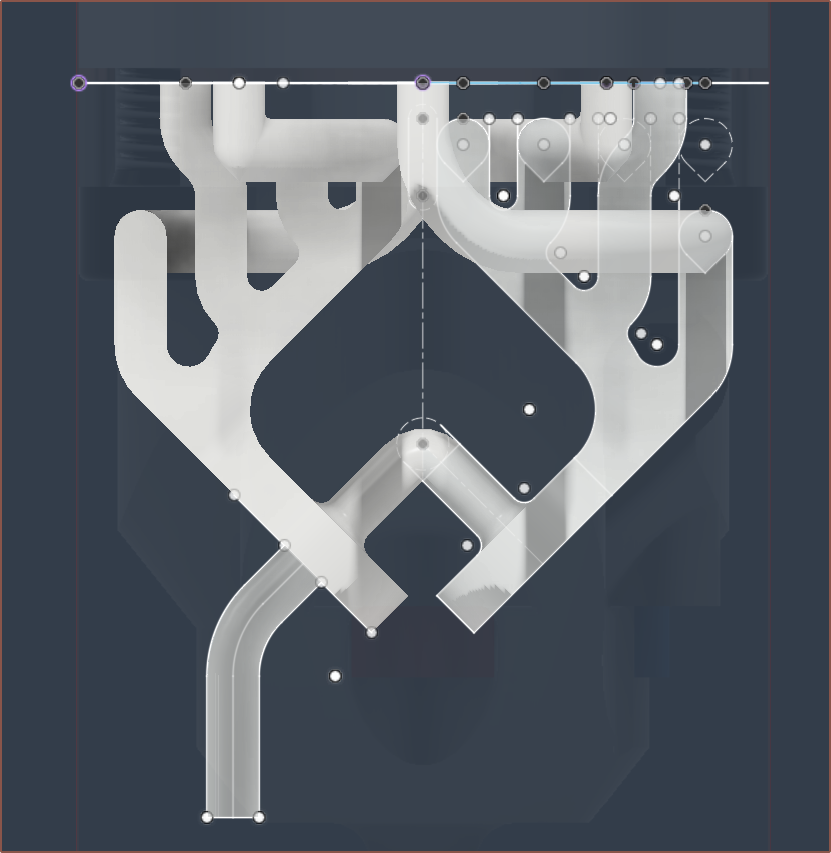
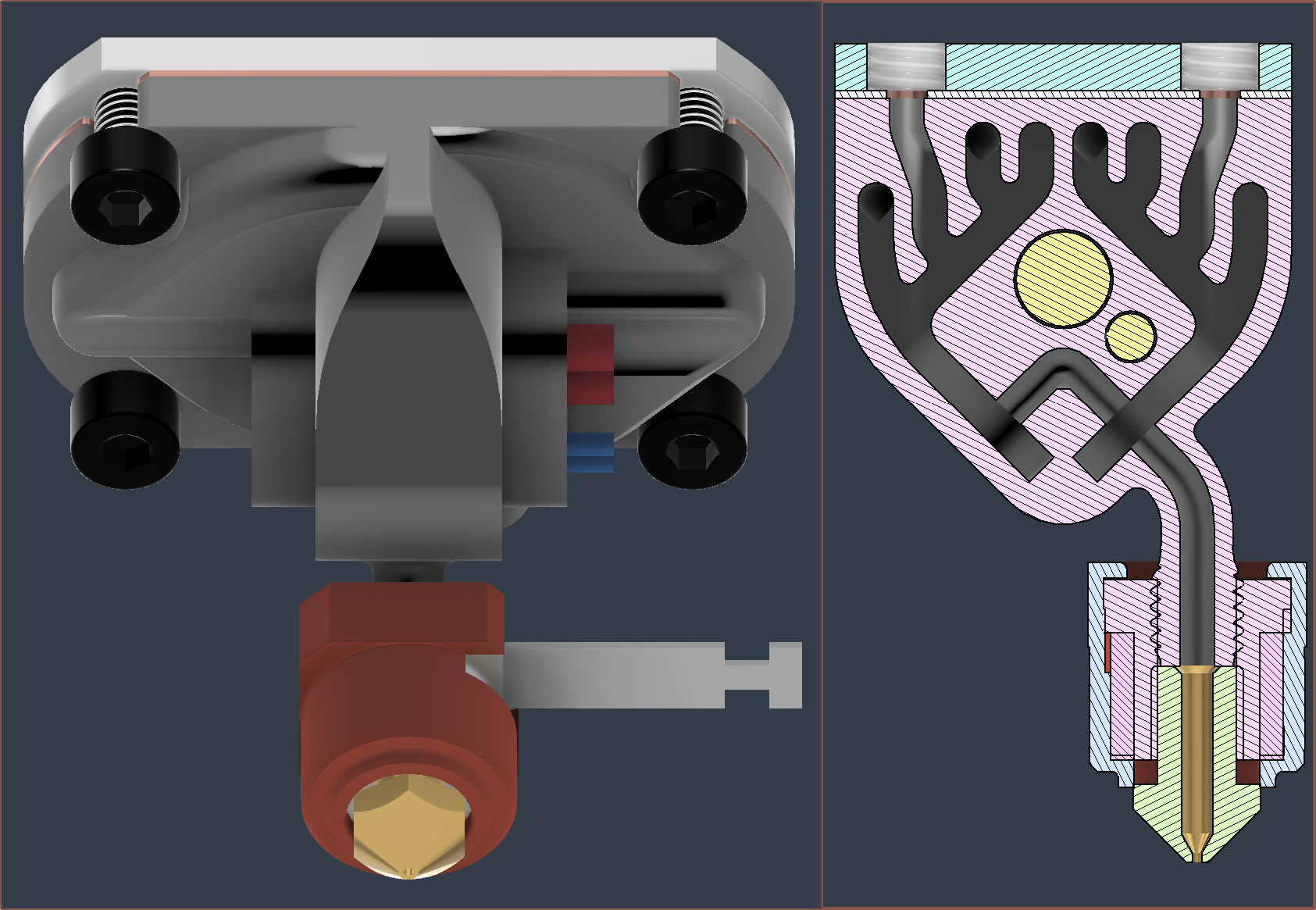
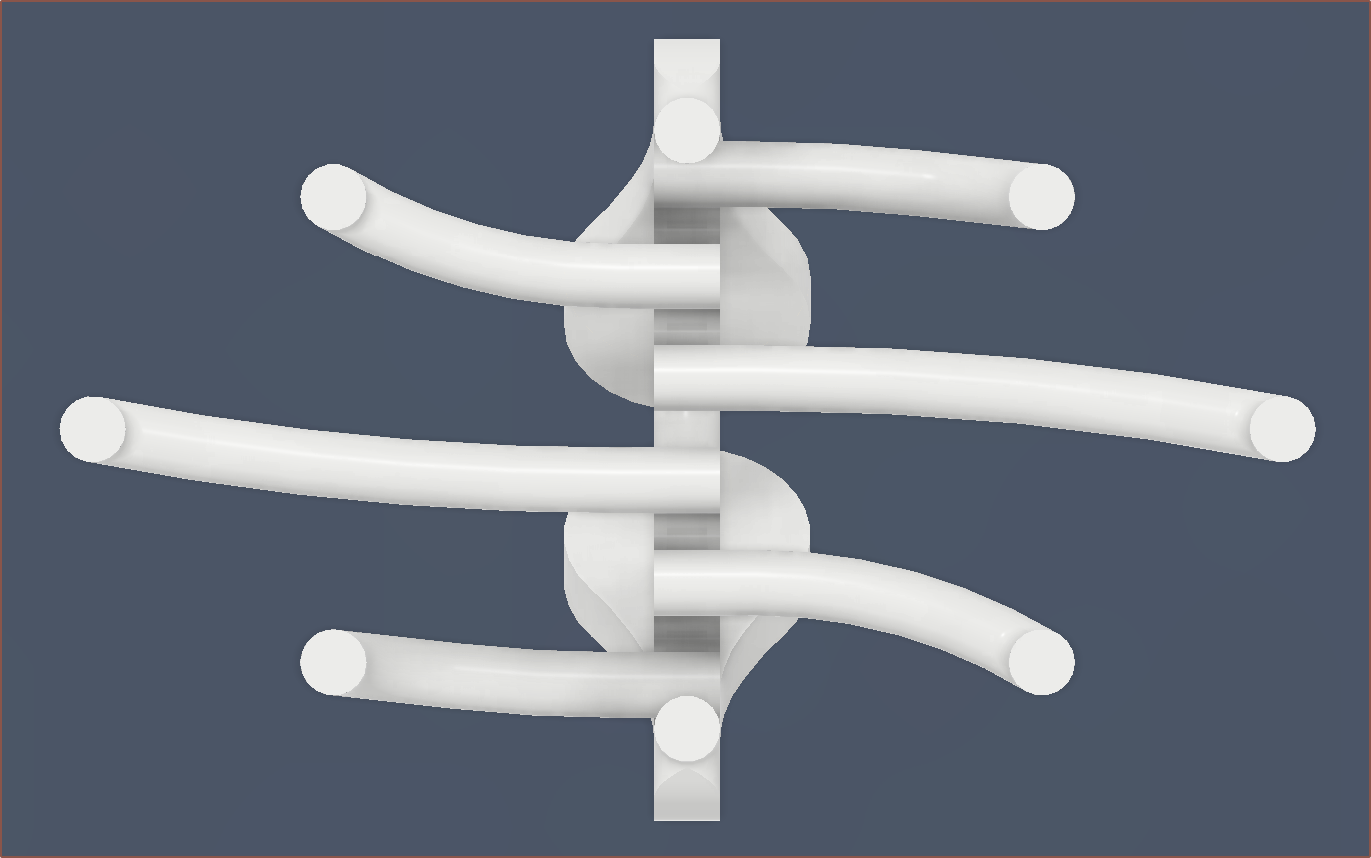
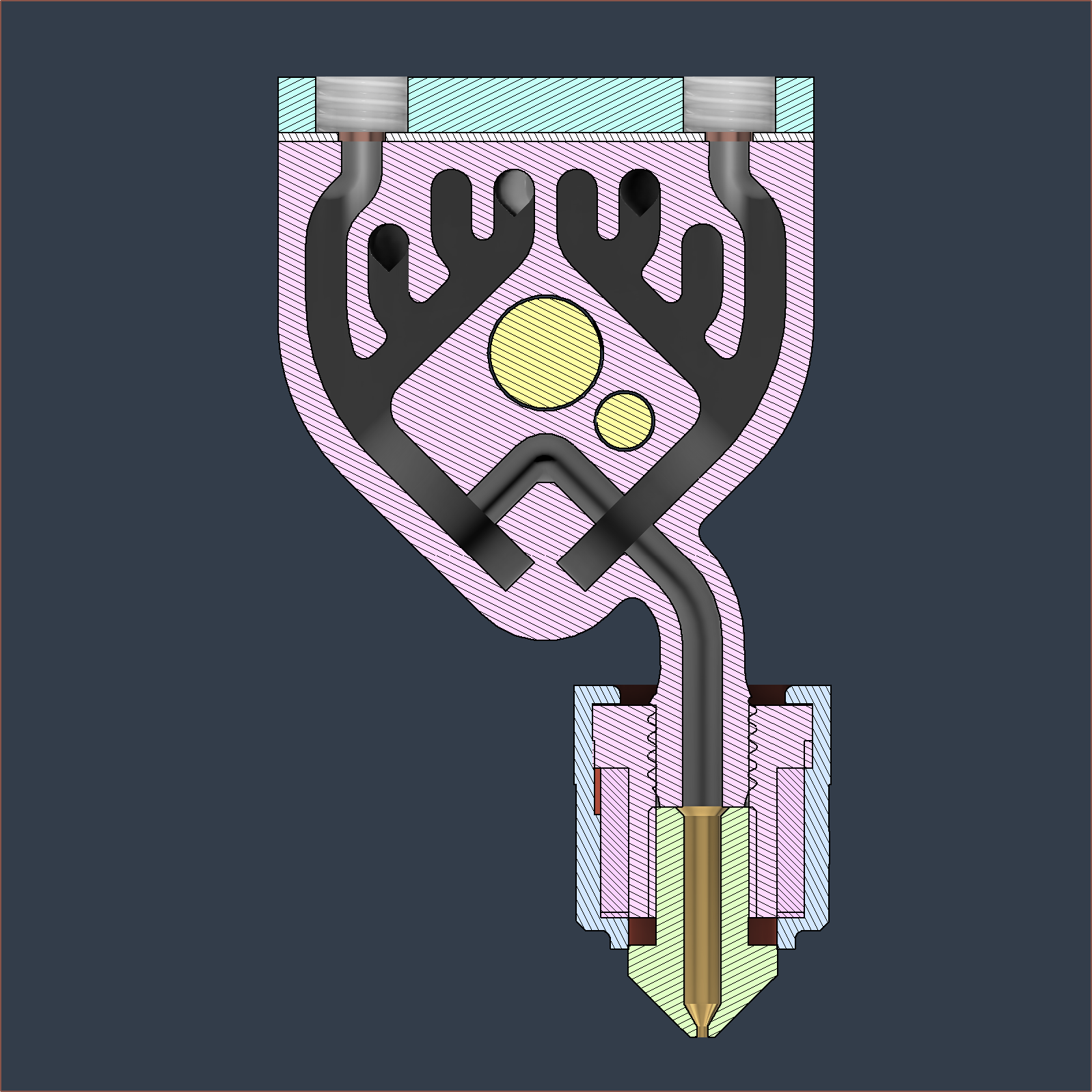
The end result looked like the branches or antlers when in 3D, but in 2D, I was more reminded of PCB tracing (since I've been designing one for #Tetoroidiv [gd0152] lately).
The idea I had in mind for the rest of the heatblock was going to look ugly, and it seemed like a waste of space in the centre of the tree, so I reworked things to use a single heater cartridge.
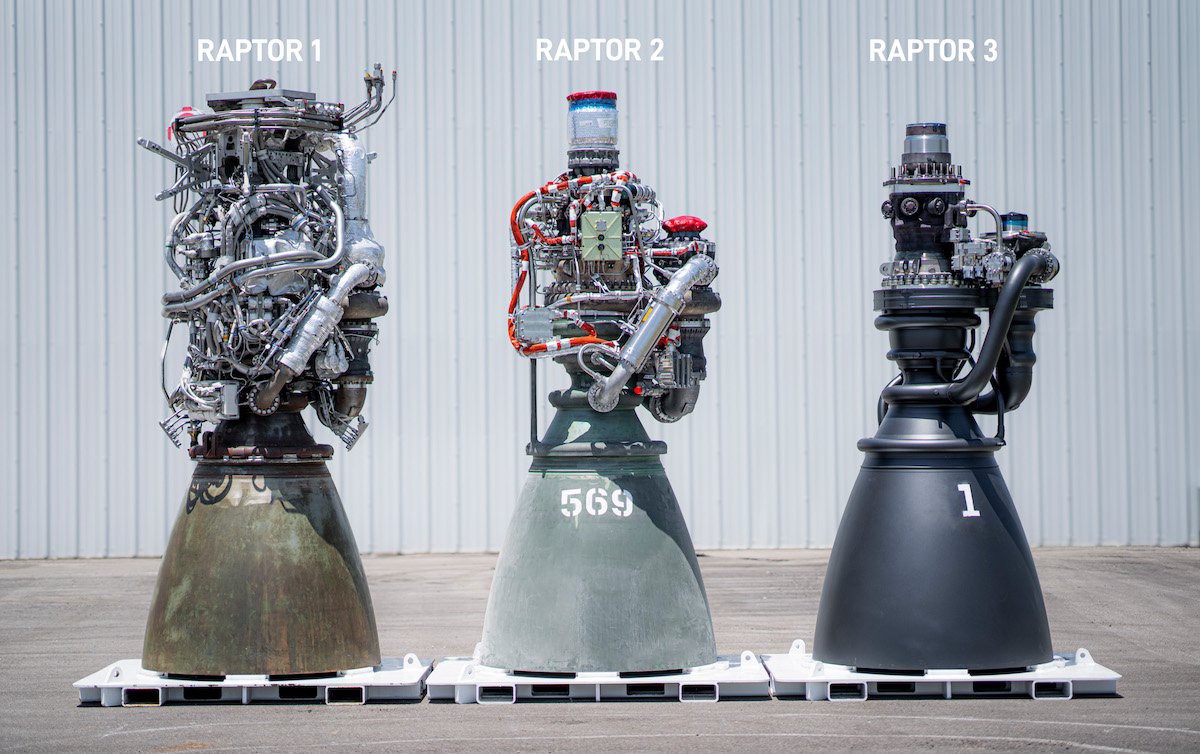
This morning, I continued working on the design. When I went on a short break, it was nice to find out about SpaceX's new Raptor engine and see the similarities in engineering progression; they're both getting smaller, more refined and improved features:
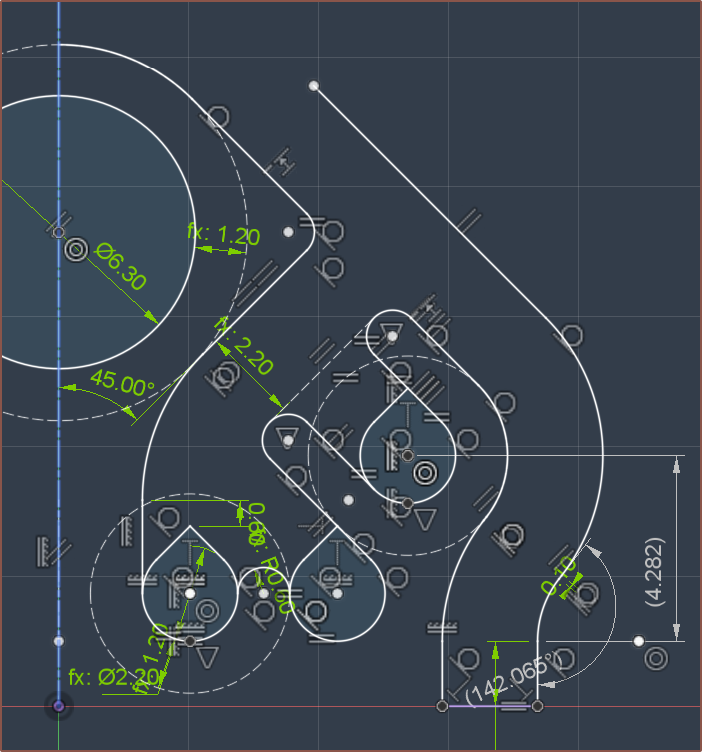
So I continued modelling, fixing Fusion erros, quality checking and cleaning up the model to obtain... this run:
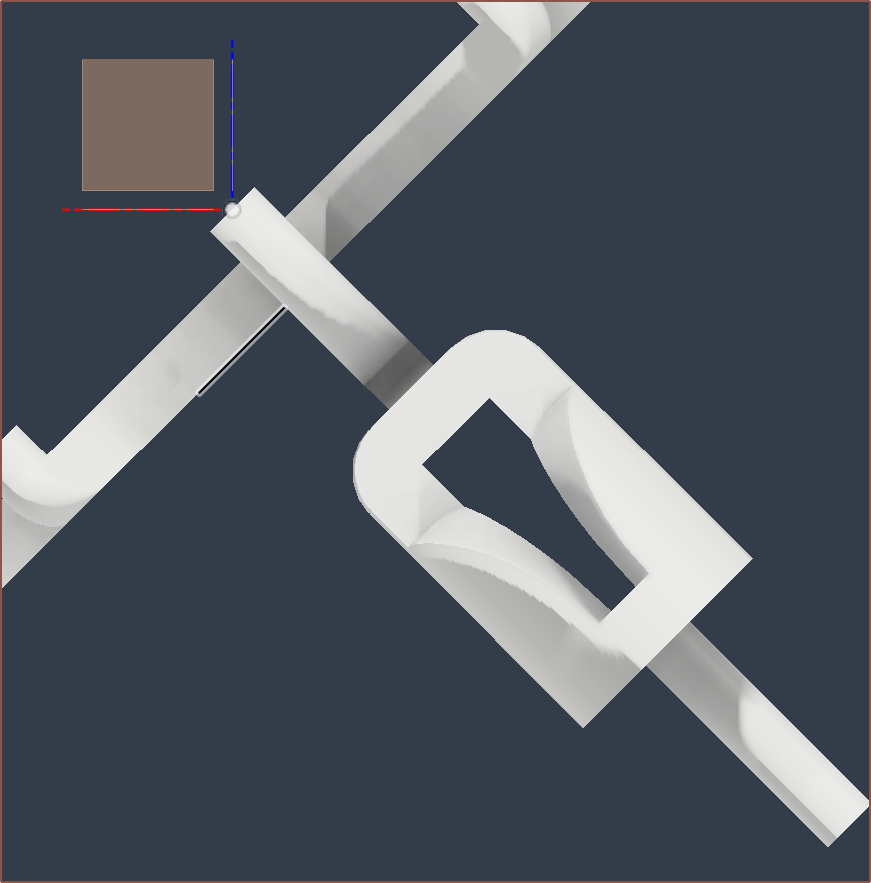
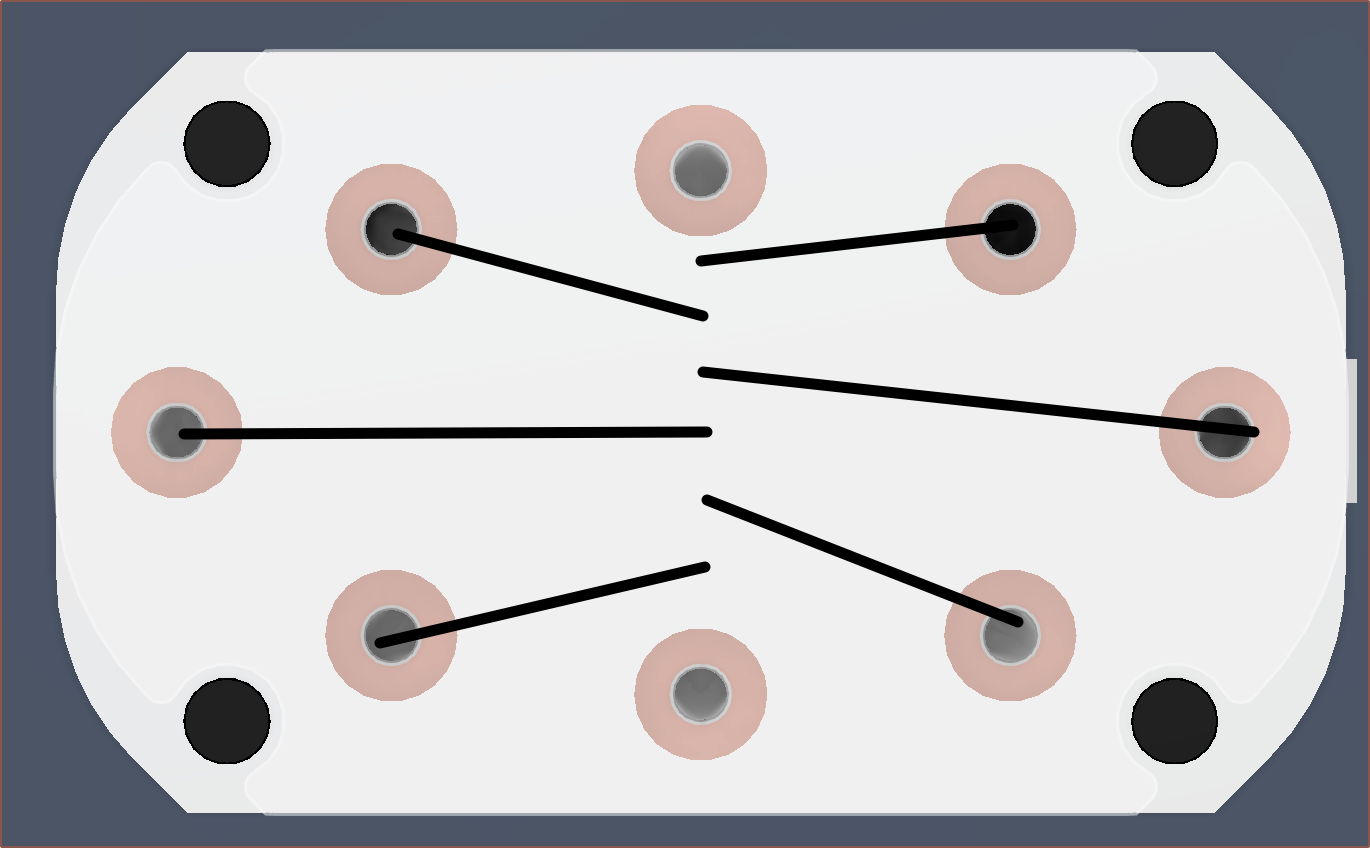
The path makes a diamond square, coincidentally enough. If I was designing this from nothing, I'd probably align the centre 2 channels (ch2/7) so that the paths are straight, but I'd much rather not have to cut and retap all those plates again for effectively 0 benefit.
It's quite surprising how much less material there is compared to R1 (which I thought was nearing a reasonable practical limit) even though there's no minor channels (the 1.5mm ones) anymore and the main channels have been increase to 2.2mm. This heatblock is only 11.9cm^3 which is a reduction of 3/8ths. That's 3.2 volcano blocks for 8 inputs. It's lower than the 14.6cm^3 of the 4-in-1-out machined hotend.
Along with achieving 0mm X/Y displacement, it's also 5mm shorter than R2.I've done the grubs like this so that there's enough space for them. It's also angled slightly up so that the heater grub path is as far away as possible to the thermistor hole whilst still allowing an allen key to reach.
[18:30]
I realised that I could go back to my initial input order idea because I no longer have to avoid the dual cartridge slots:
Volume is now a clean 11.1cm^3. Also know that the cavity volume is 1.1cm^3, down from 1.8cm^3 in the partially-successful Coaxial8or r0.
[Aug 12]
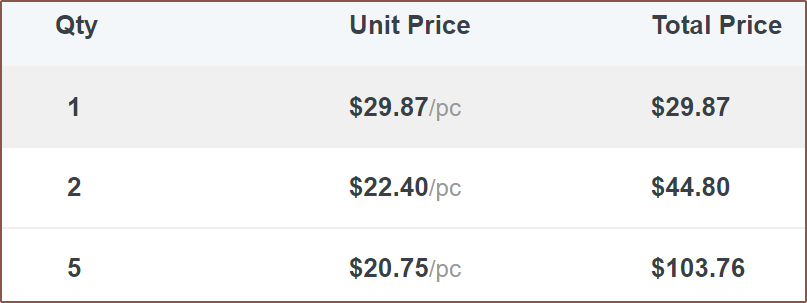
The engineer says it's possible to remove the powder, and the autoquote is also notably lower too:
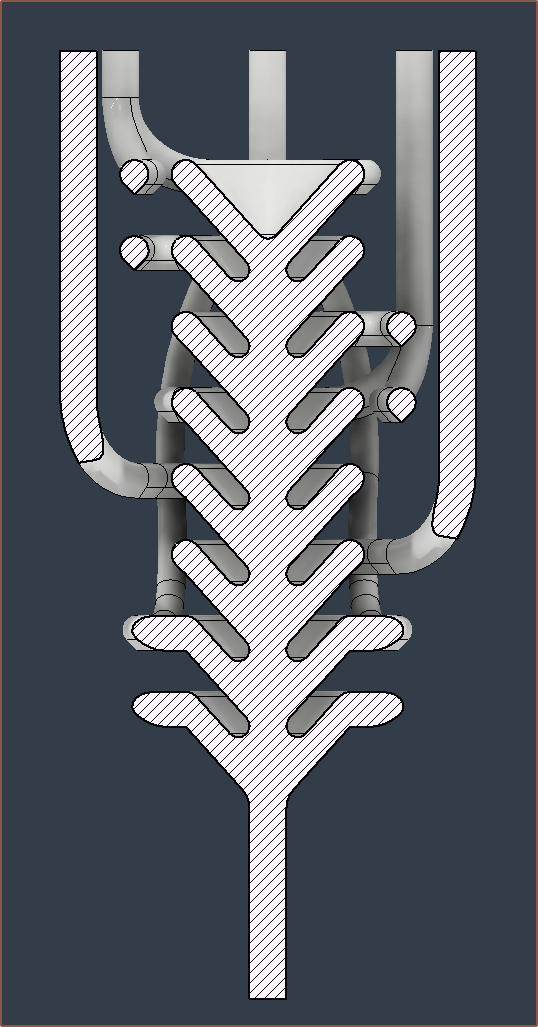
The Coaxial8or r1 is still as clogged as has always been, so I'm wondering if there are alternative solutions. The one above is the cross section of a revolution.
Here's basically the shownotes of the things I've tried between the previous log and this one.
Modelling a new solution
Therefore, I can help you apply to the engineer and redo 1 product number C-CN39 for free. - Eleven
This is the response I got when I told Eleven that I couldn't get anything unblocked.
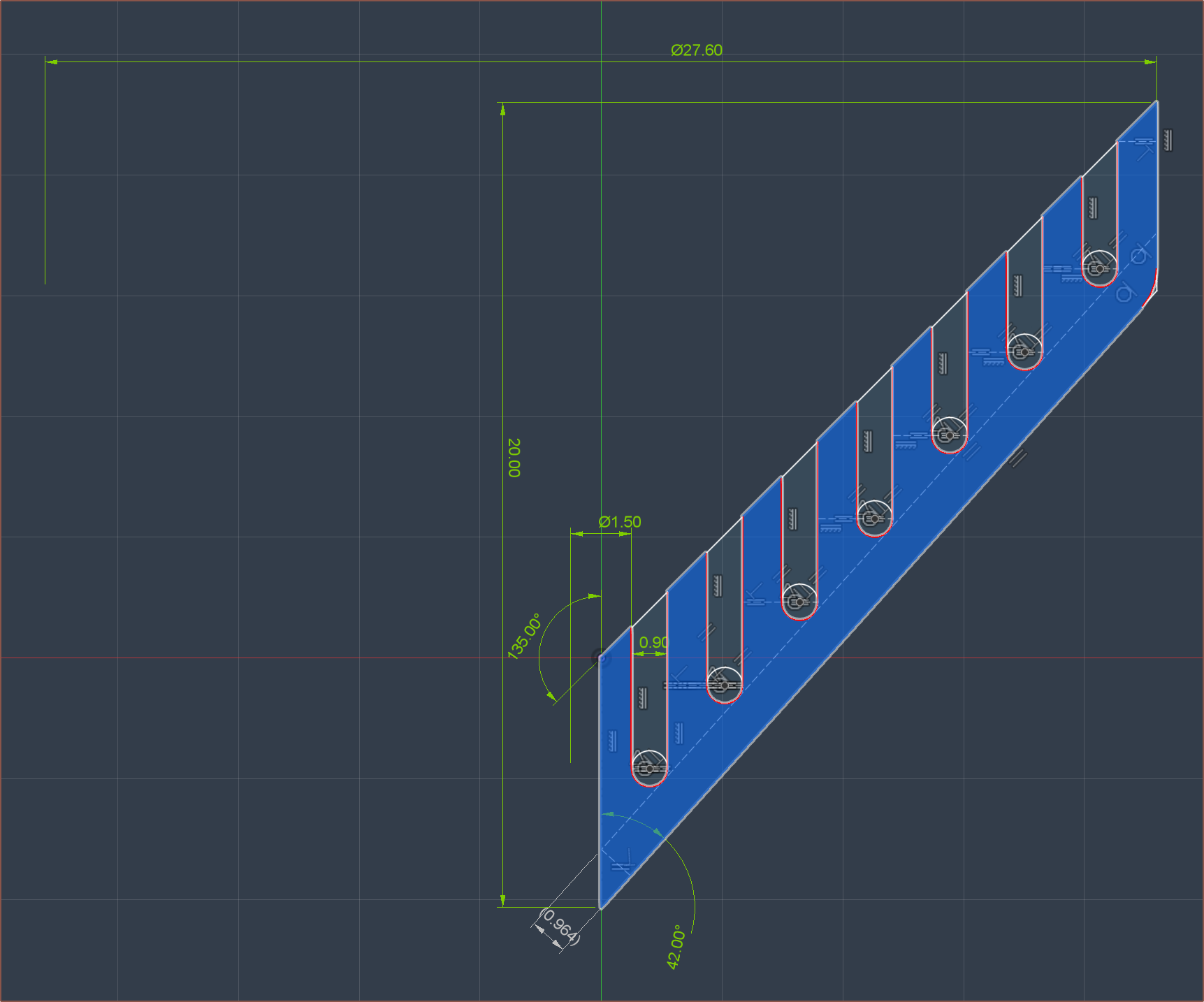
I thought that I might as well try and tweak things so that there was a better chance of success:
Larger channel curves at the entrance, removing the centre column entirely, making the minimum spacing between walls 1.5mm, removing sharp internal edges and having a 42 degree overhang instead of 45.
I made sure that the input ports were still aligned:
I wasn't all too eager that the solution became so large, which was extra painful when I found out that Nozzleboss had recently tested out his ultrasmall heatblock:
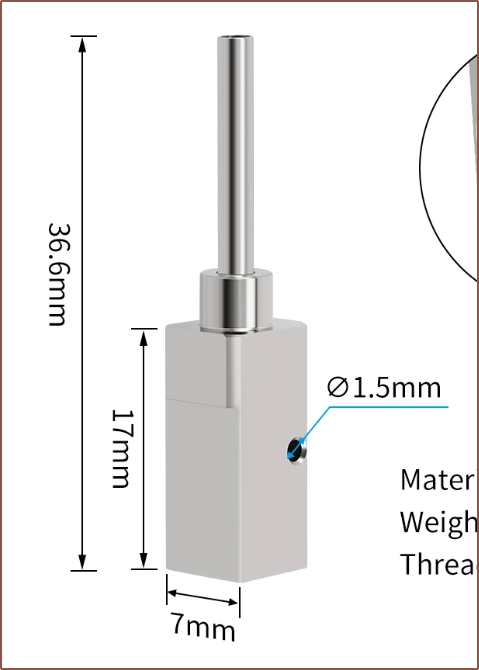
He's using a relatively small heater cartridge which is like taking a thermistor and adding 0.5mm all-around. It's an UM2 cartridge that is M4 x 16mm, which comes in 25 and 40W configurations.
The engineer got back to me with annotations on where there could still be issues:
After seeing the current WR (world record in Trackmania-speak) and having the experience that longer paths = more powder, I put this strategy on the shelf.
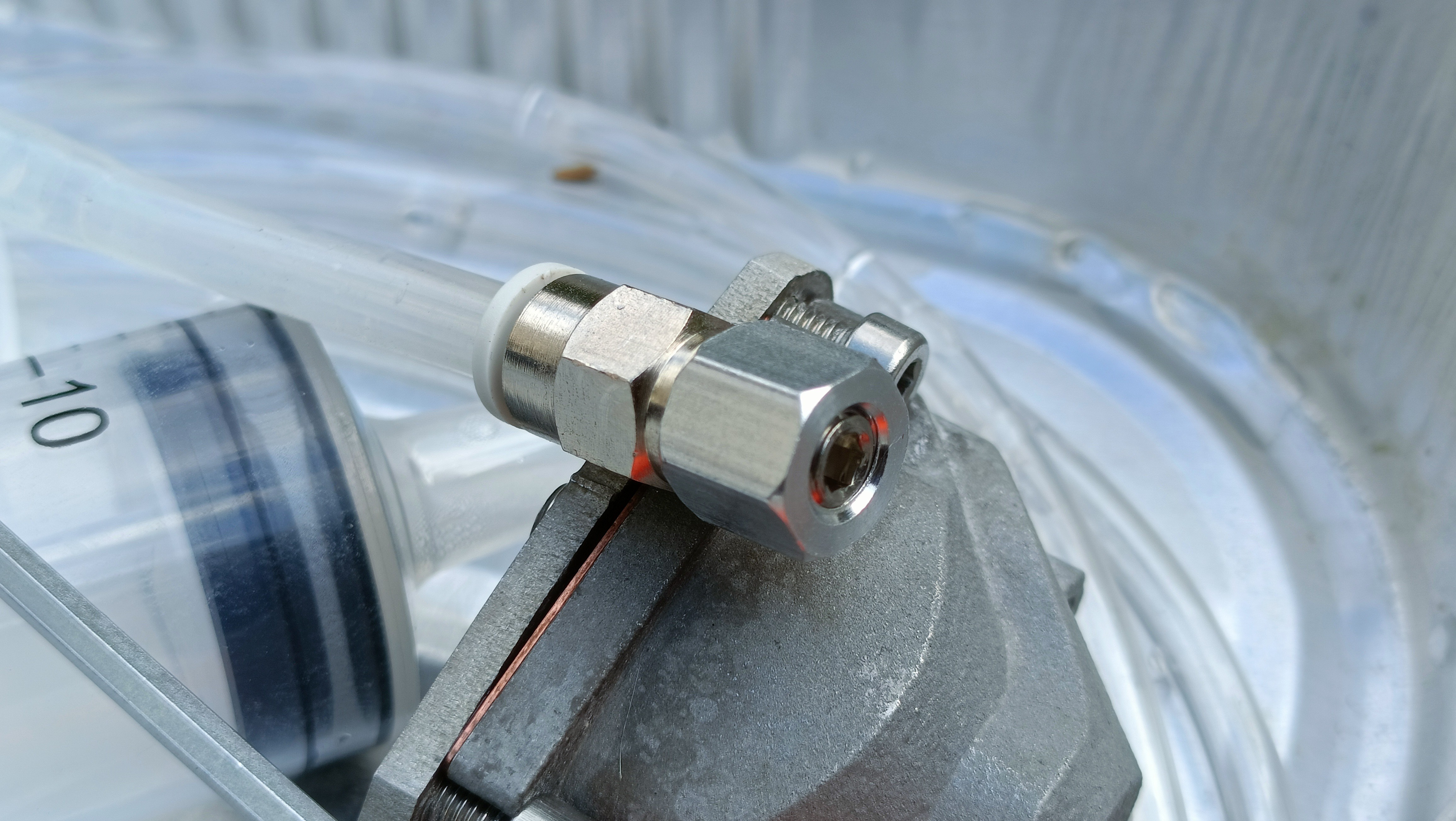
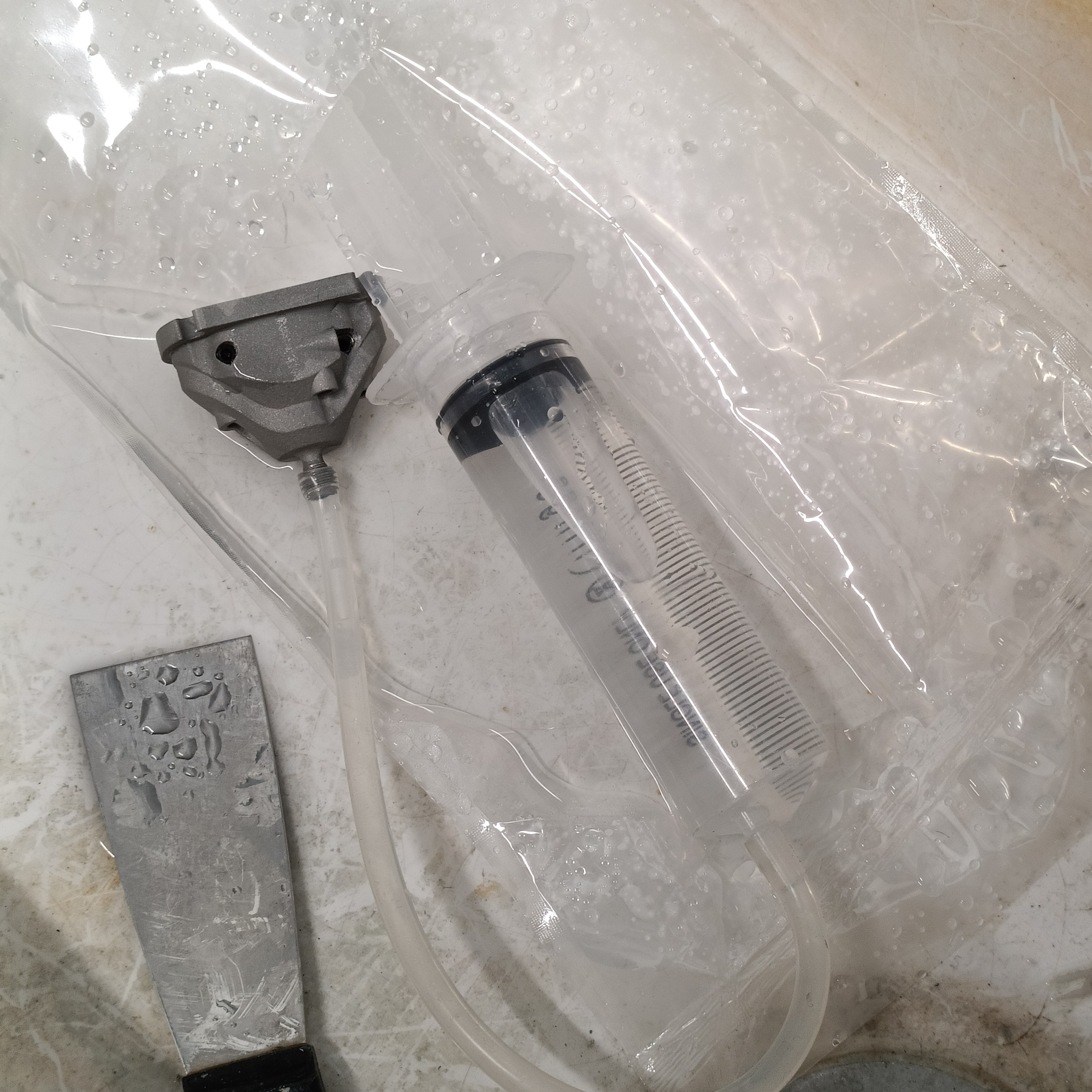
I got the coupler and silicone tube only after I got the syringes and found out that the 5mm PVC wasn't the type of tube that the uni just happened to have. It was still useful though, as I needed to cut a small bit of the PVC tube that would go around the syringe and better grip the silicone tubing:
I'm glad I got the 60ml ones, because I was deciding on the 3 pack of those or 1 singular 200ml one, and I think the latter would've been somewhat unwieldy.
I also had the idea of trying to use the water like a fluid chizel, and noticed my smoothie-bottle of Innocent could be an ideal candidate to hold the syringe in place. Thus, I used a carpenter's knife to cut a (triangular) hole in the bottle and filled it with water to a convenient "fill-line":
This also catches the water if the tube blows off.
Unfortunately, the chizel + mallet idea didn't seem to do anything. The next day, however, there did seem to be some residual powder that seeped out:
Perhaps the issue was air pockets? Thus I tried doing a displacement where I'd put water in a syringe and pull the plunger up to force air to bubble up and be replaced by water:The water level went down 2ml yet the air went up 14ml. I was suspecting something wasn't adding up.
I then plugged the 4 cardinal-direction channels, wrapped the c8or in foil and did a test boiling. Nothing seemed to come out so I just put the c8or directly into the pot.
Still no results, so on the next attempt, I filled the coaxial8or with water, blocked all input channels, froze it and then heated in an oven to boil off the water.
This was a test to ensure that air wasn't being sucked through the pneumatic coupling due to the negative pressure deforming the tube.Other than a layer of frost, the Coaxial8or didn't look any different before being frozen or after being heated in the oven.
So I asked Eleven what the engineers did the last time:
So I was wondering how I could line that up, since a standard vacuum didn't sound like the best idea, and then I saw syringe nozzles as a recommendation in AliExpress:
So I went and used the syringe and tube my uni just happens to have:
As you can see, the syringe is full of water. This is because I wasn't able to generate sufficient pressure by pumping air into the c8or and the atmosphere generated even less when suction was used.
The only win I was able to get was to unblock ch8. All other channels stayed blocked, but water did drip through them.
Day 2
The idea was to come in from the other side.
The uni also happened to have some bowden tube and a coupler.
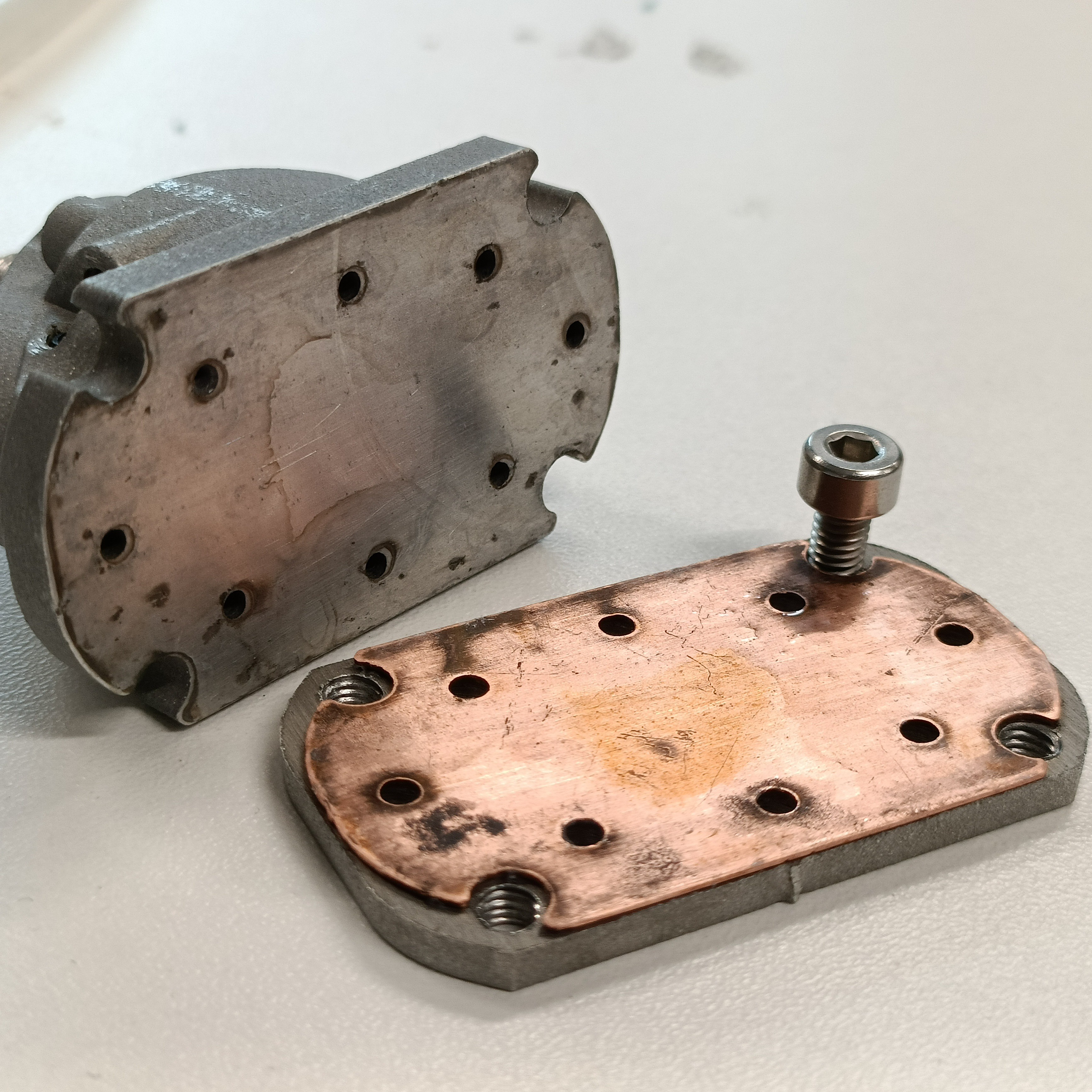
All I learned was that the copper gasket 100% works without any uncertainty or doubt. I was able to apply maximum water pressures on all channels and the plunger didn't budge. It also means that I took the correct call and not just tried to extrude the powder out with plastic, because it wouldn't've displaced out the powder either.
I tried the needles that also happened to exist, wondering if the powder just needed an escape route, but still no success.
The Coaxial8or and copper gasket are kind-of stained now, after all that water.
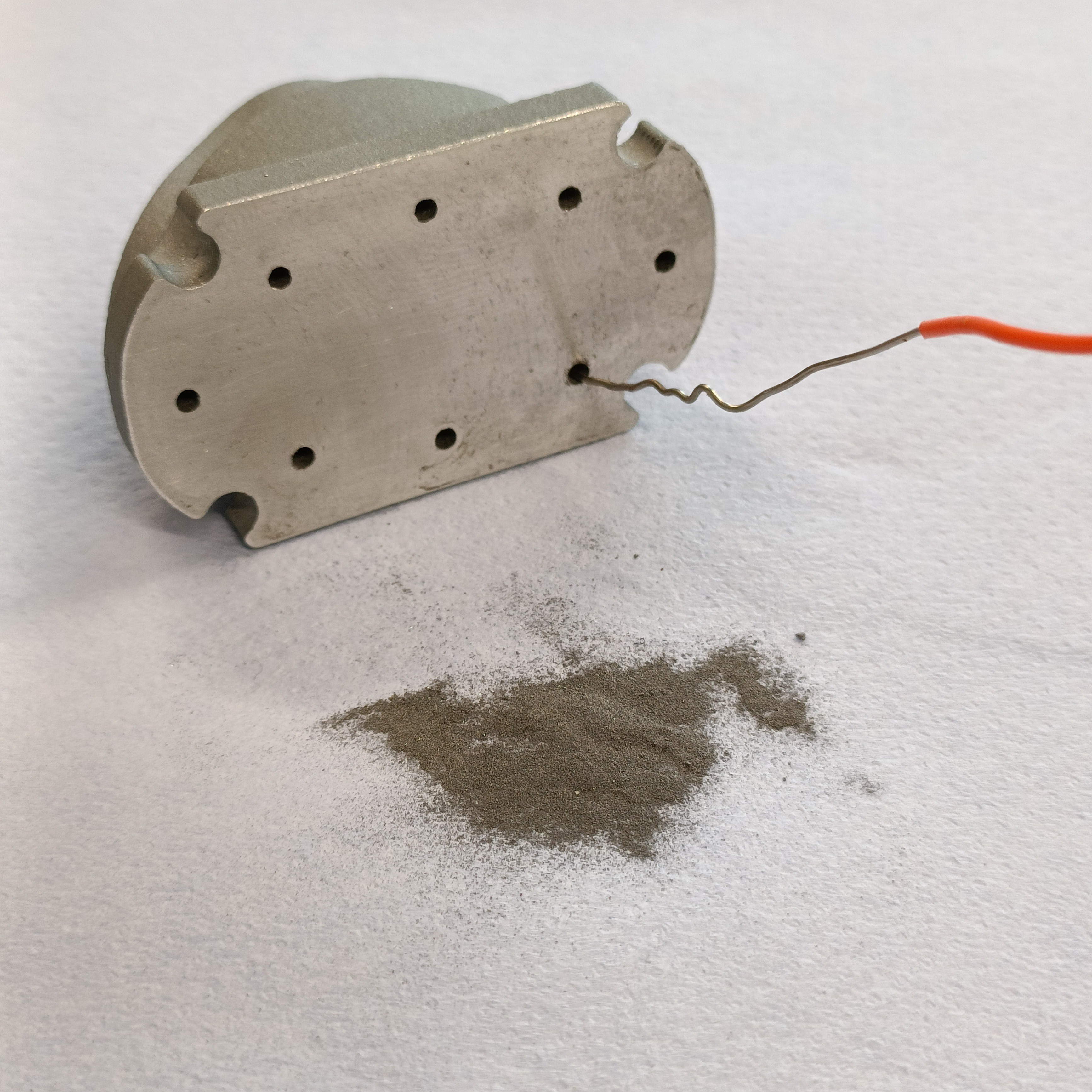
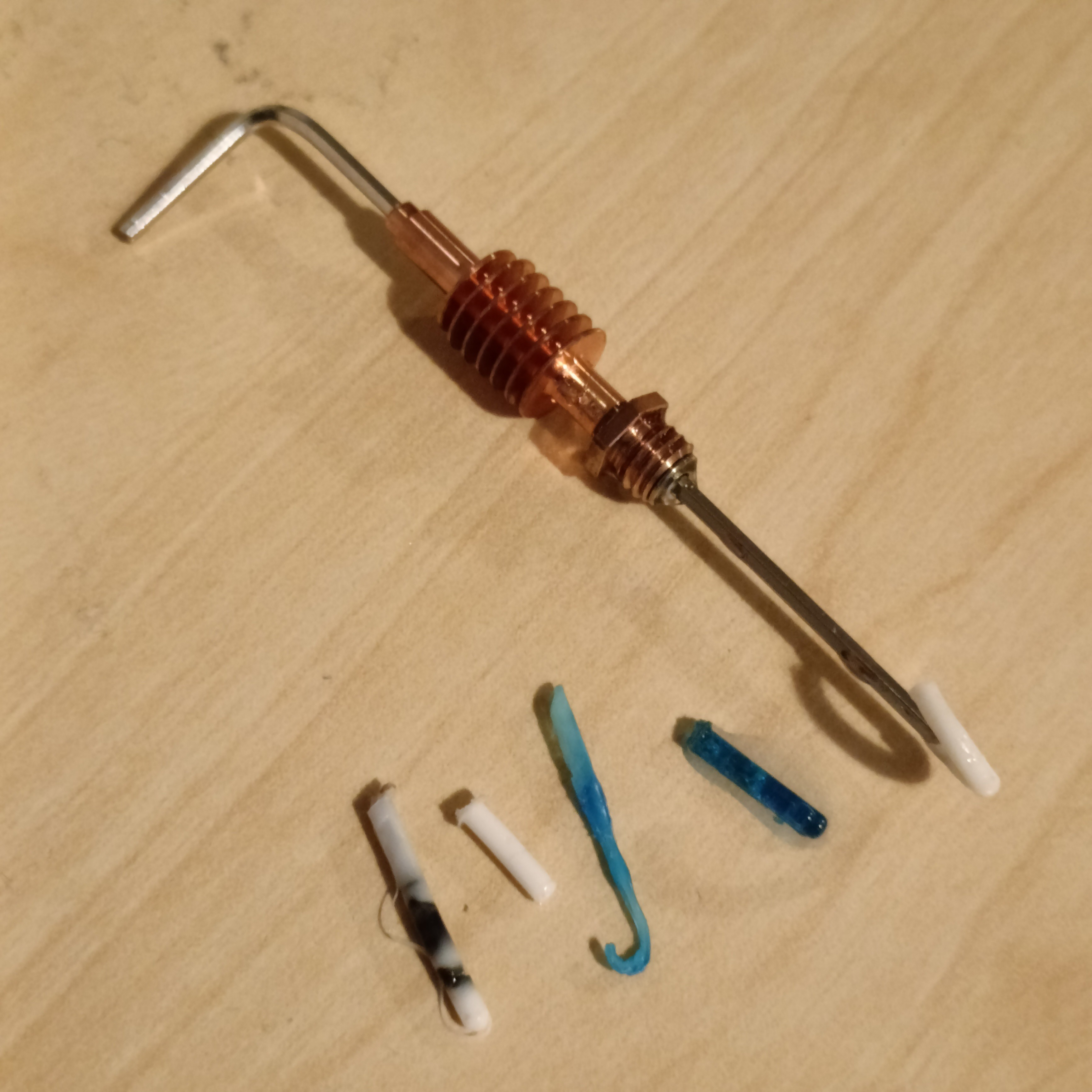
Looking through the macro lens of my phone, I could see that the other, dry c8or still had visible powder so I tried the classical resistor-wire pickaxe-floss method and all this dust came out:
Thus, I was wondering if the dust needed to be agitated. "Hm, what I need is maybe like an ultrasonic cleaner or something. Are any of these machines [around me] one?", I thought.The uni indeed happens to have a "professional ultrasonic cleaner" behind/under some empty bottles.
As instructed by the control panel, I looked up and read through the instructions and then put the wet c8or in. My strategy here is that I keep one of the c8ors dry, because it's possible that the water surface tension could "dough-ify" the powder.
No idea why the liquid is orange.
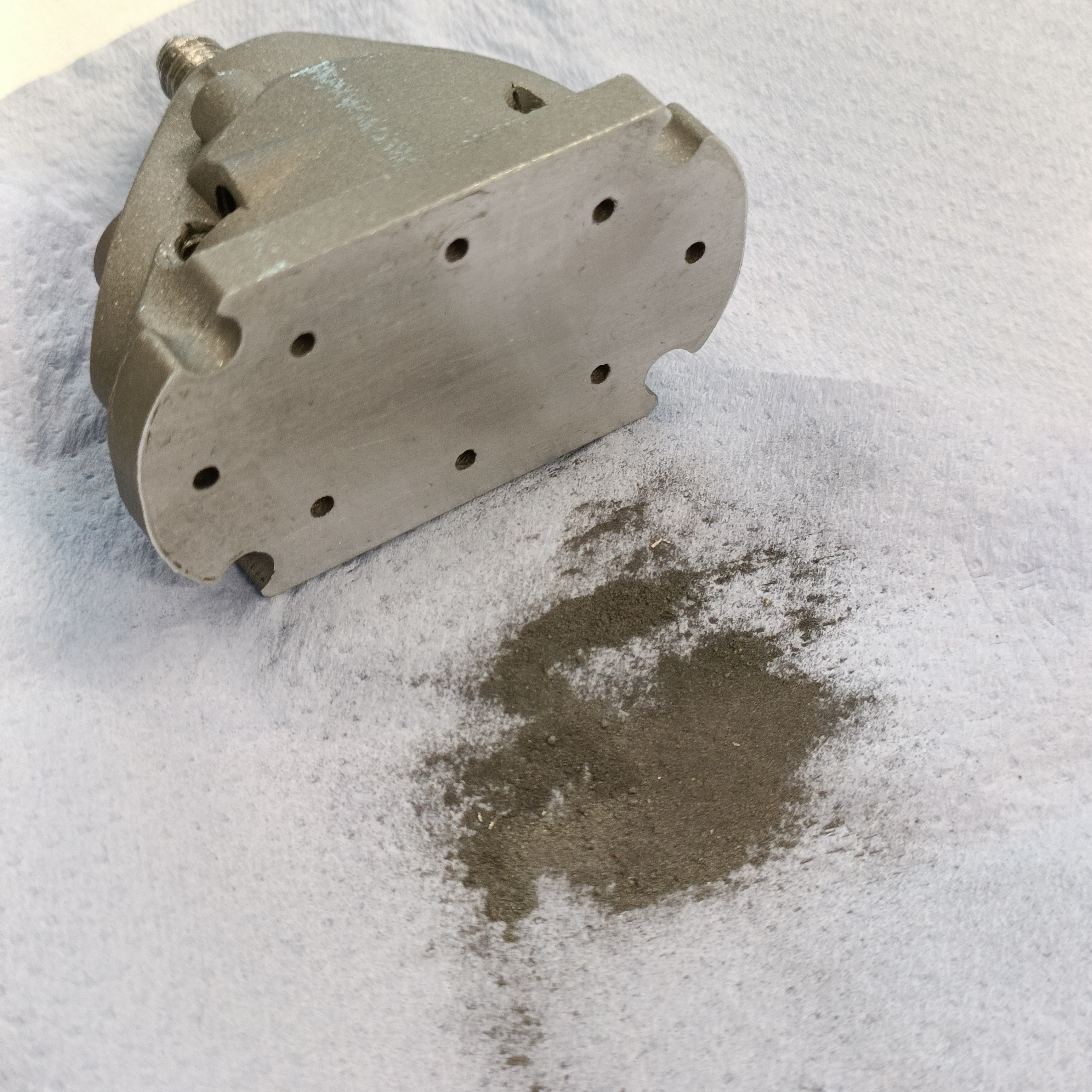
I tried both upside down and rightside up orientations, and did a few sub-5 minute attempts before letting it run for 2 rounds of 10 minutes at 40C water. When it was finished, I'd put it on a paper towel and a small amount of powder would come out:
Meanwhile, this is all the powder that came out of the pickaxe floss method:
Day 3
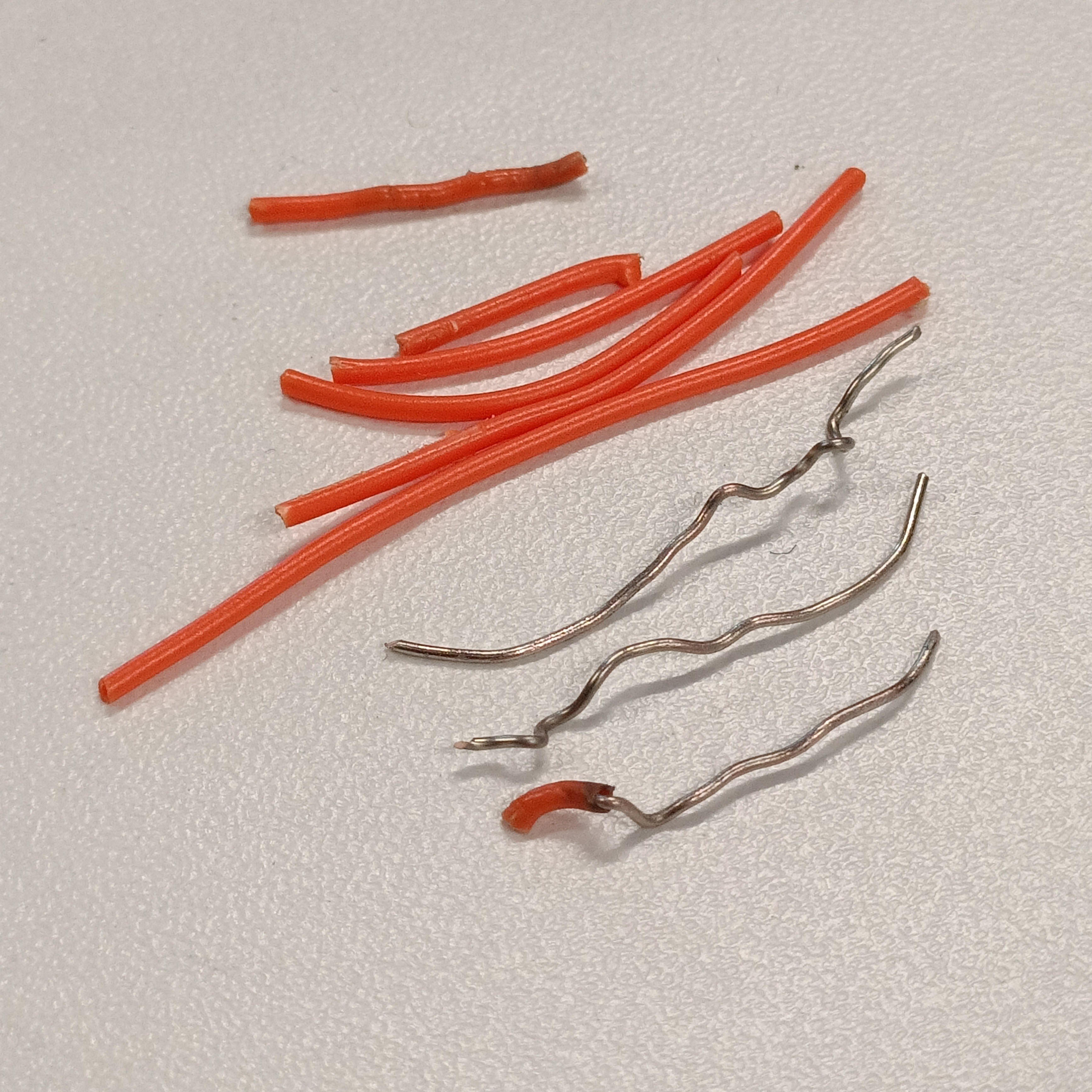
The strategy was to find and strip some stiff wire and mine inside the dry c8or while the wet c8or was inside the ultrasonic cleaner for 23 minutes at a time at 45C.
I cut and restripped when the wire was getting too crumpled and I feared it'll break whilst inside the c8or.
This is what I got from 2 ultrasonic rounds:
This is what I got by mining in the same timeframe:
Lastly, I put a drop of water on the dust to confirm that the powder does stick together when wet:
Future Work
My next strategy is to boil or superheat the wet Coaxial8or. Since it seems that the water can barely weave through the powder, the idea is for it to act kind of like TNT by causing it to turn into steam and expand from the inside.
On a similar vein, I could block the channels with water already in there and freeze it, potentially generating more pressures than what I can physically accomplish with a syringe.
I envision a merge between the small heatsinks and the Bambu Lab heatblocks (see below) as a way to be able to turn on and off different inputs. Something like 10 watts should be enough.
This comes after I spent some time yesterday putting the heatsinks in fresh-out-of-the-kettle water to be able to get the PETG out of them:
I believe that the temperature doesn't need to be too precise, and that it might even be sufficient to simply connect the heater to a thermal fuse to have both quicker heatup times and a bang-bang temperature control. An example could be a 200C thermal fuse that resets after it cools to 170C.
Even this might not be needed, as if I recall correctly, ceramic heaters naturally have a temperature limit due to increasing resistance at higher temperatures. In that way, it may be possible to design a heater that quickly reaches equilibrium at 200 - 210C, which is the maximum temperature Deckingham needed for the majority of his material tests.
In this way, only 9 wires would be needed to implement this, there would be no moving parts, and the potential for unused channels being clogged would be minimised.
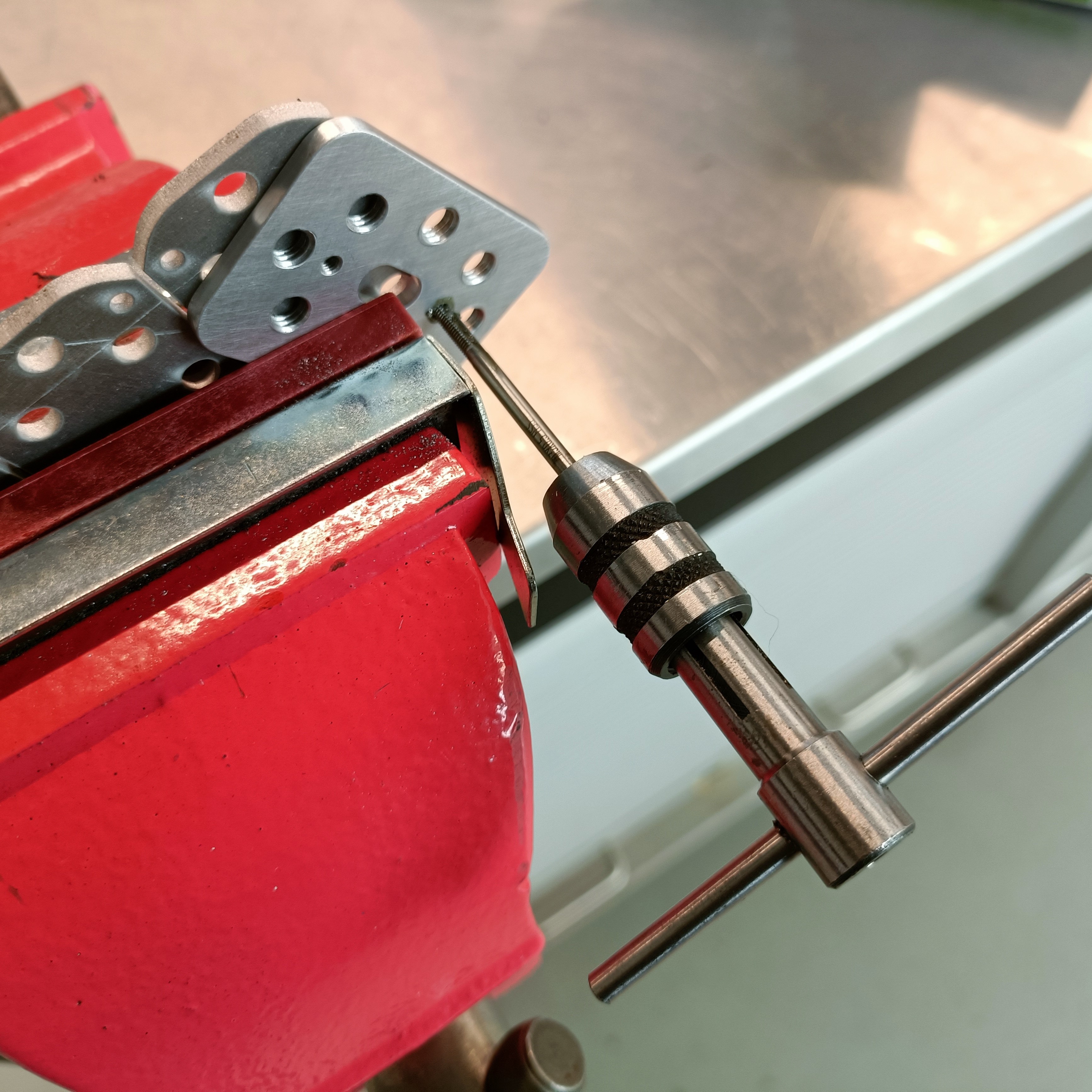
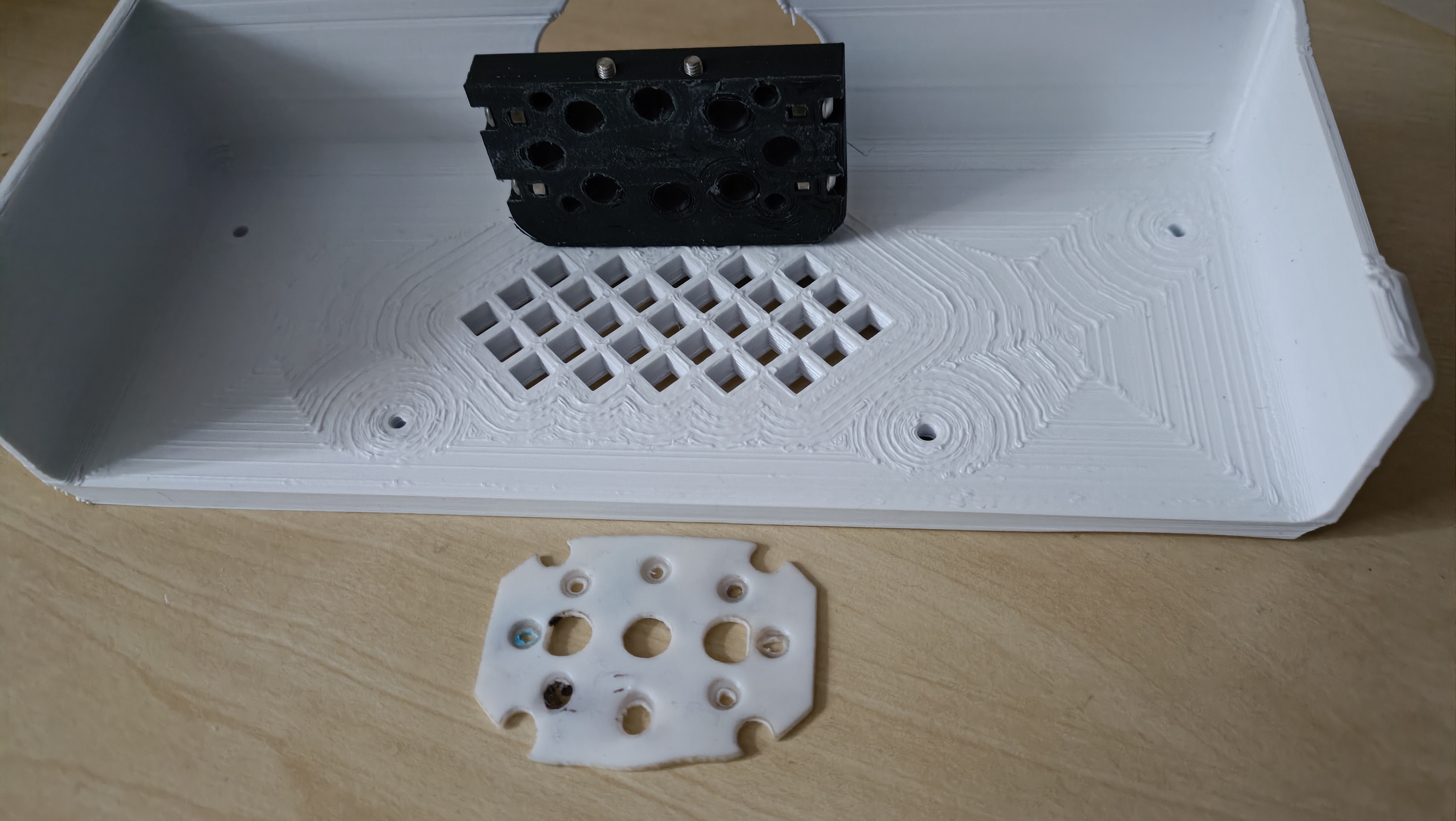
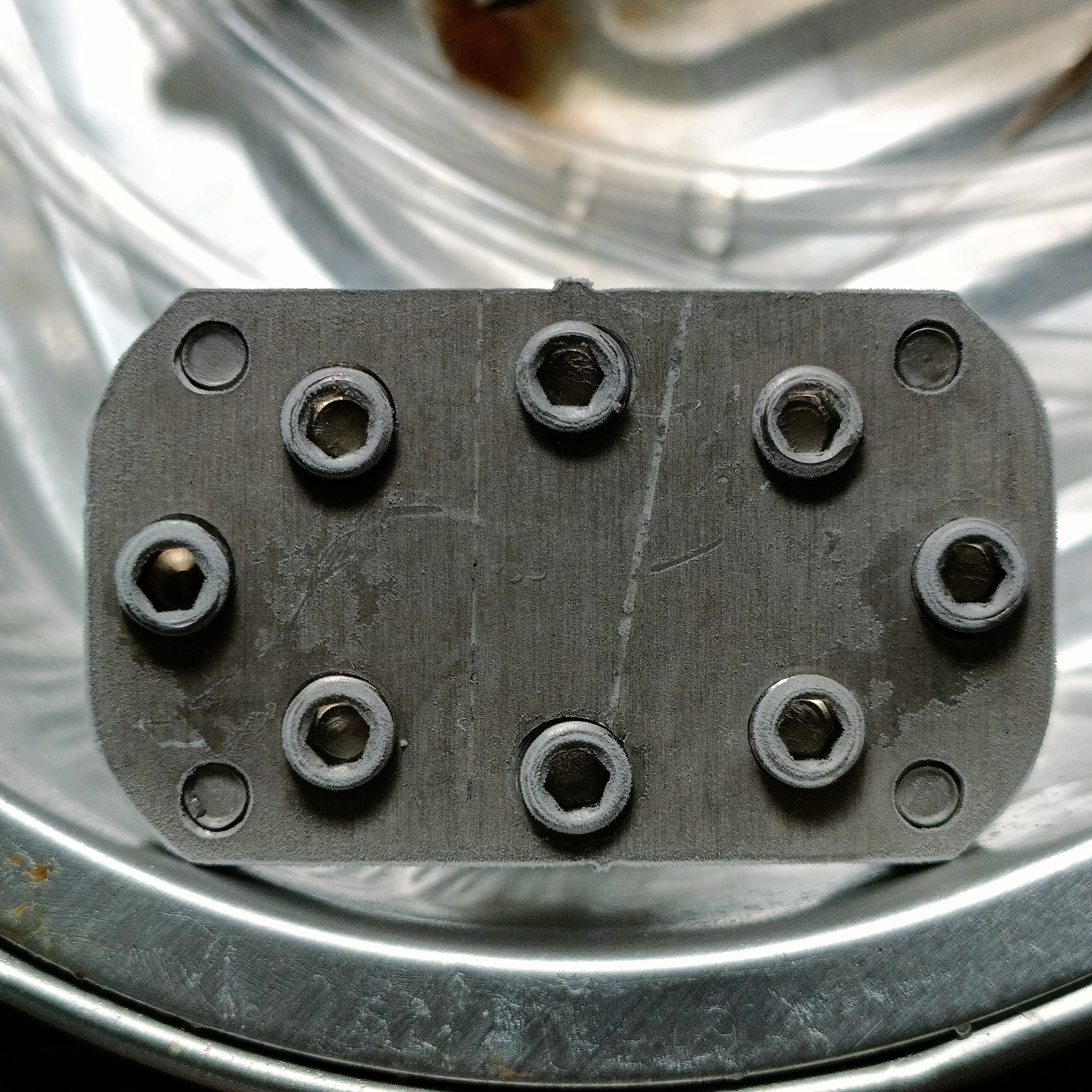
I needed to go back to tap the thermistor thread in one of the Coaxial8ors and, while I was doing that, I thought "I just need a pilot thread to get started and I can be on my way", referencing to tapping the plates. I soon had the idea to print such a jig, but first I tested the idea out with an M6 bolt and learned that I'd need to consider how to keep it in place.
Me1: If only I had a plate with a bunch of starter threads. Then I could put them both in a vice.
Me2: We have plates with starter threads at home.
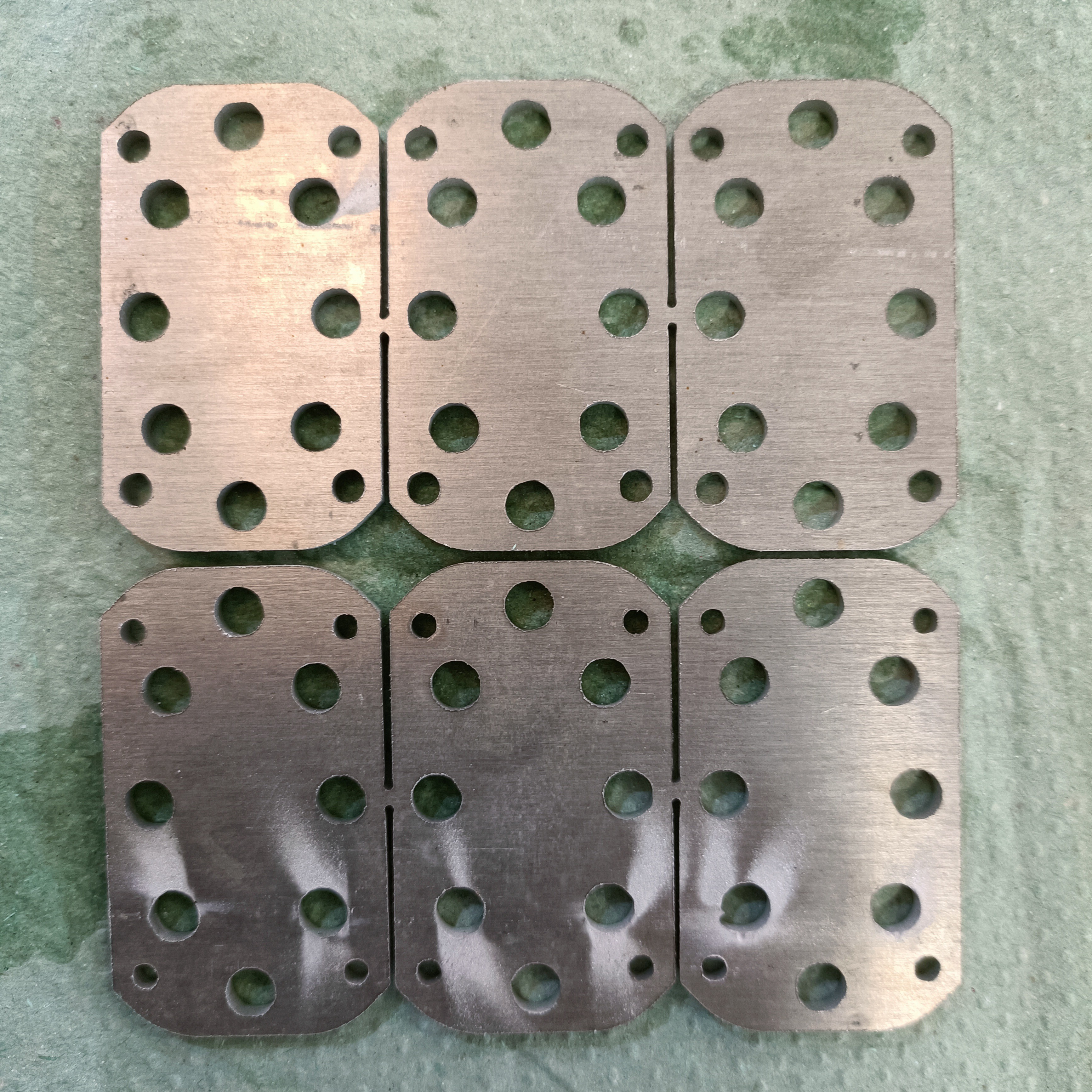
The plates with starter threads at home:
Yes, I retrieved and cleaned up the clamp plate from Coaxial8or r0. I pried off the plastic and cartridges from the clamp plate, then put it in the above tub along with a shallow amount of kettle water so that the PETG softened and I could clean off the rest.
Then I asked for some new plates to be cut, where the holes in the CAD were offset by 0.05 before being exported to .DXF for the waterjet:
I again got a 3rd set as a spare.
I started off with the M3, and seeing that worked, tried a pilot M6 which seemed to work too. Thus, I switched back to the M3 tap, broke off a plate and threaded all the M3 holes on the new coupler plate.
Me testing the M3 tap.
I started the threads using the old coupler plate, then went back to finish them:
This plan all changed from the M4 tap, where the starting tap doesn't actually finish the threads like the M3 one. Only the finishing tap cuts the threads fully. I couldn't even properly thread in the finishing tap into the starter threads, so I instead decided to just use the finishing tap and fully cut the threads in one pass.
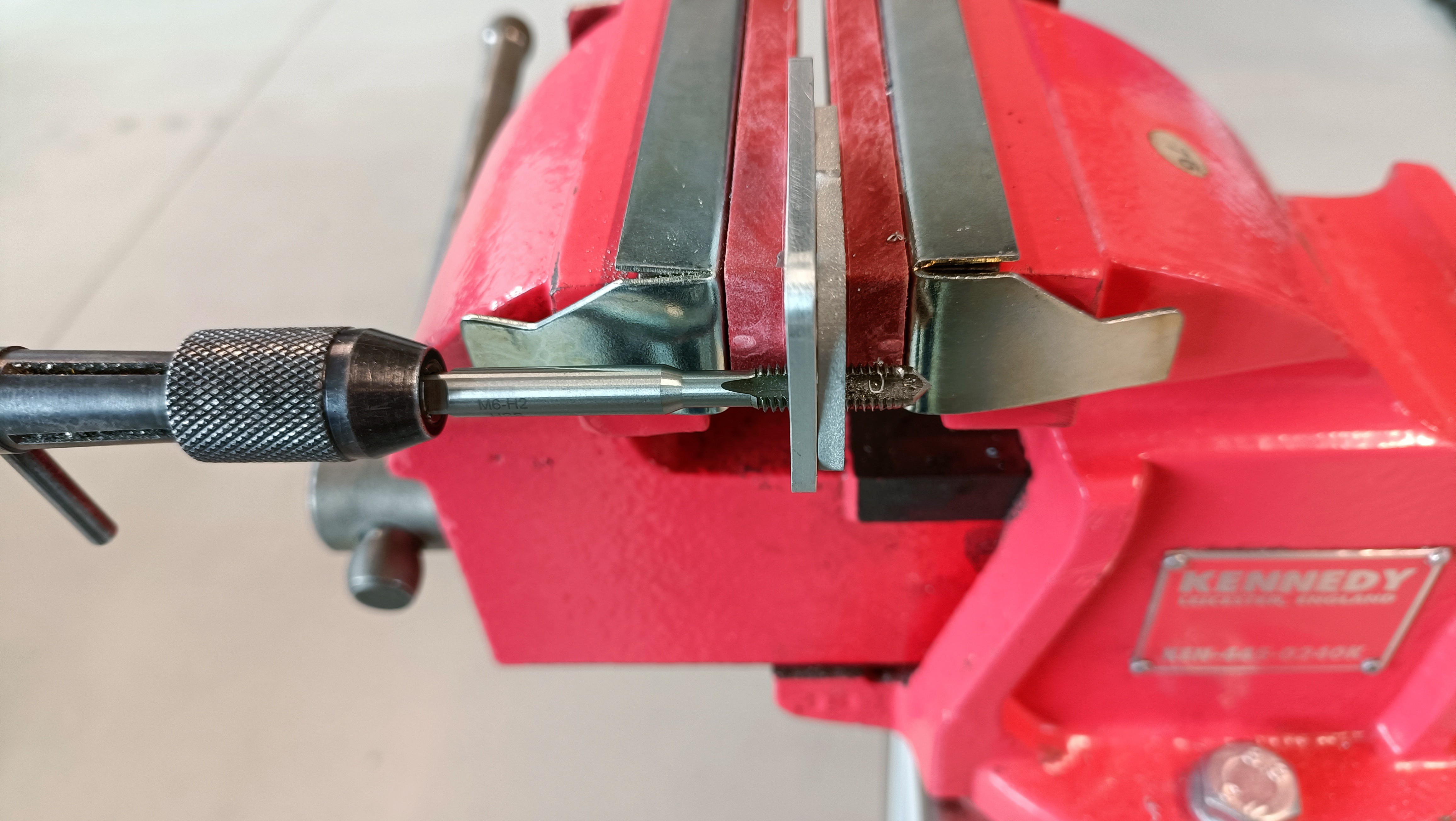
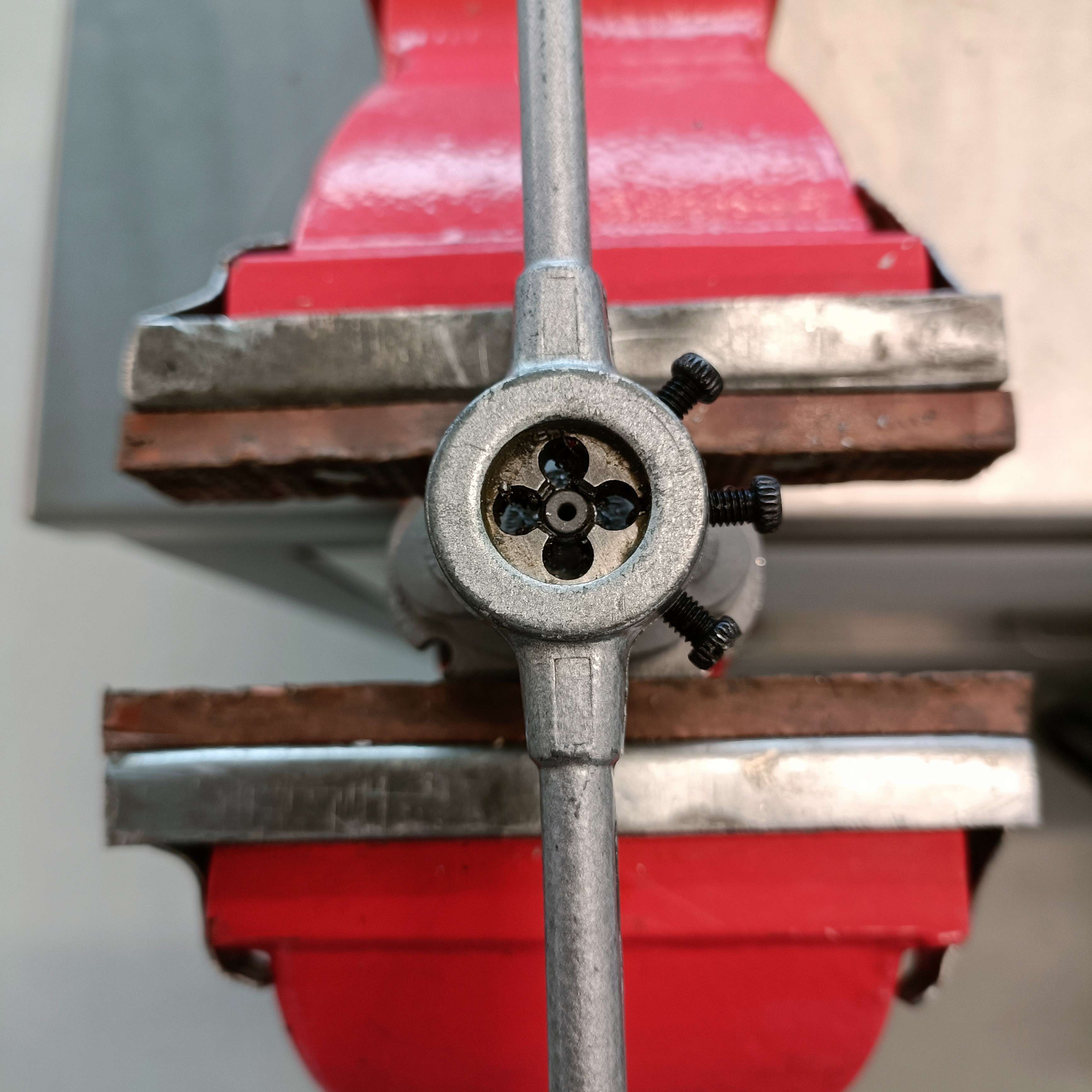
By the time I got to the all-important M6 threads, I had a strategy:
Get the tap into the cloner plate.
Align tap with the hole so there's no XY jiggle movement but the plates don't have a gap in them.
Place in vice.
Turn about 4 - 5 times.
Turn back by a quarter.
Turn until there's like 4ish threads left visible on the tap (see image below)
Turn back till about 2mm of the tap tip is visible.
Then you slowly turn until the tapping plate comes off.
It's then faster to start the next one because the tap height is approximately enough to have the two plates flush and there be no jiggle with the untapped hole.
Then it feels like a candy crush level selector as I go though the other 7 holes.
It took me 35 mins to thread the M6es of 2 plates. I think I switched to a new cloner starter tap every 12 or so threads to make sure that the tap was still going in straight.
Keep the threading hole close to the clamp to reduce the chance of the two plates bending apart from each other.
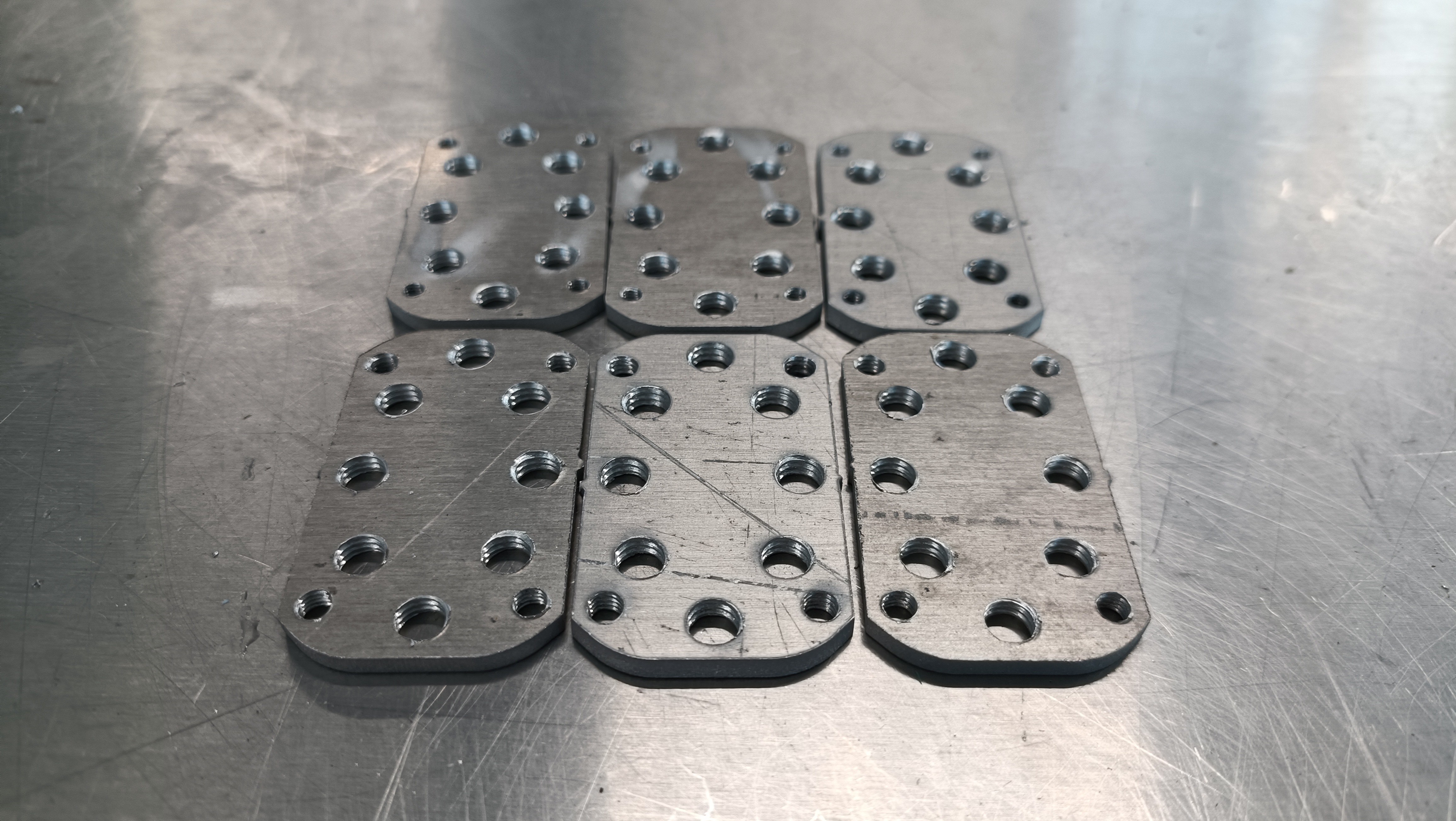
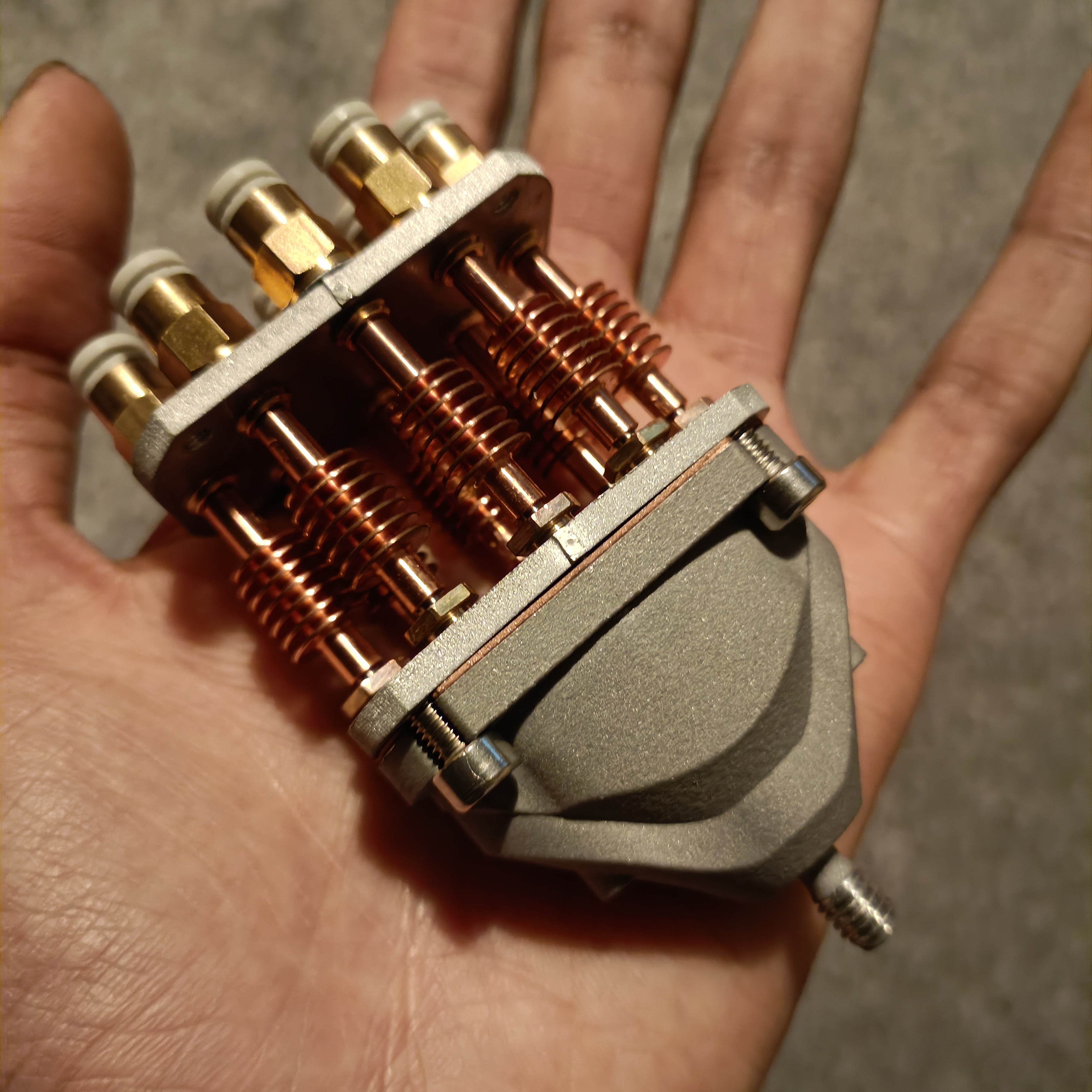
This is the result:
Surely there's probably an actual specific plate that allows one to hand tap perfectly straight, but I don't know what it's called (or if it even exists).
In other news, I also printed the new holder+cover, and saw that the PTFE gasket actually got squashed thin from the top side:
[May 22] It all goes together, so this strategy seems to work at the moment:
The Coaxial8or is also compatible with a 15mm aluminium spacer. I've only got 9mm and 6mm spacers though.
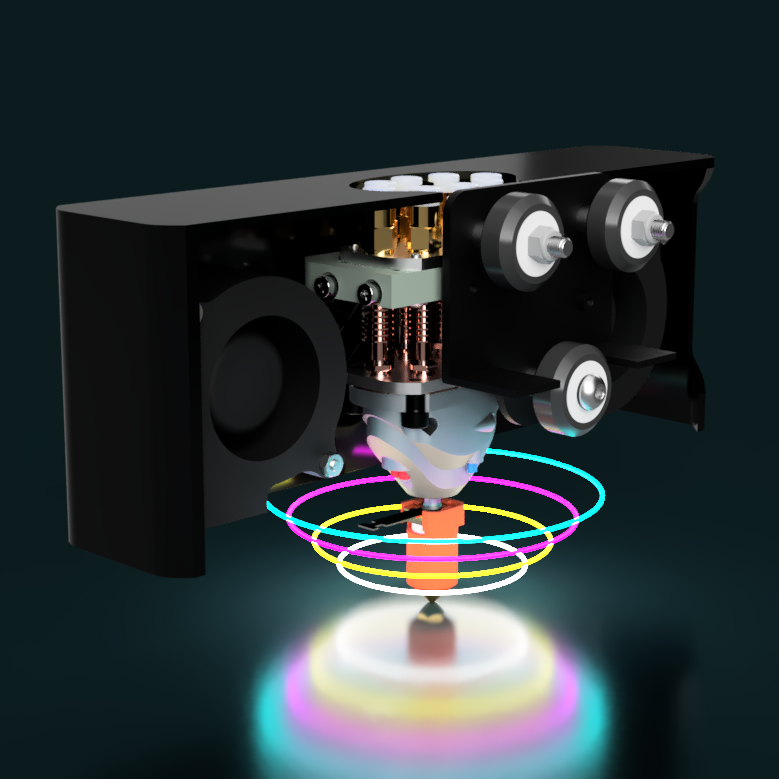
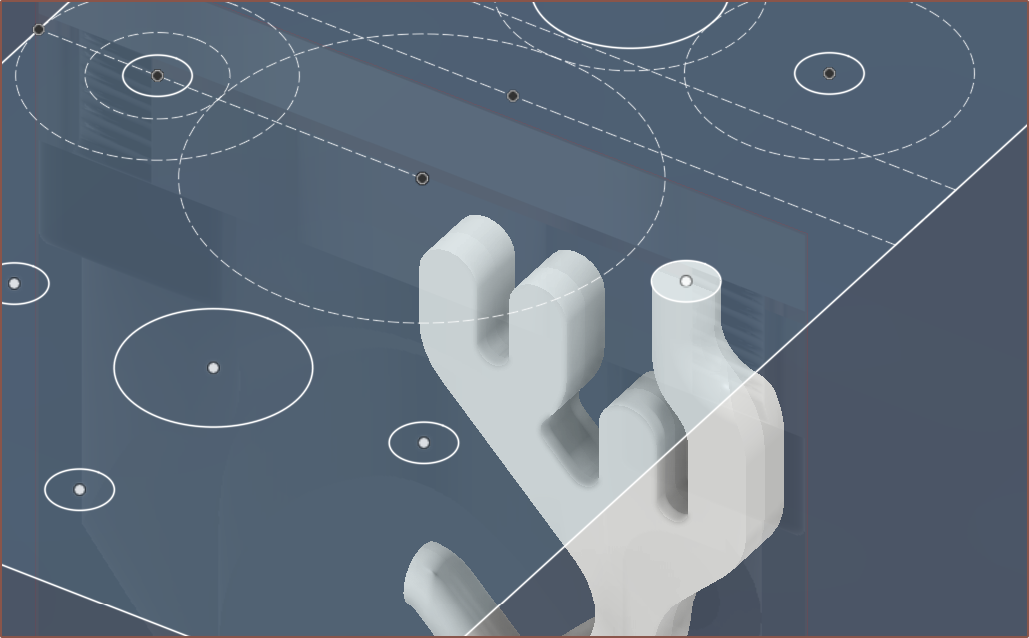
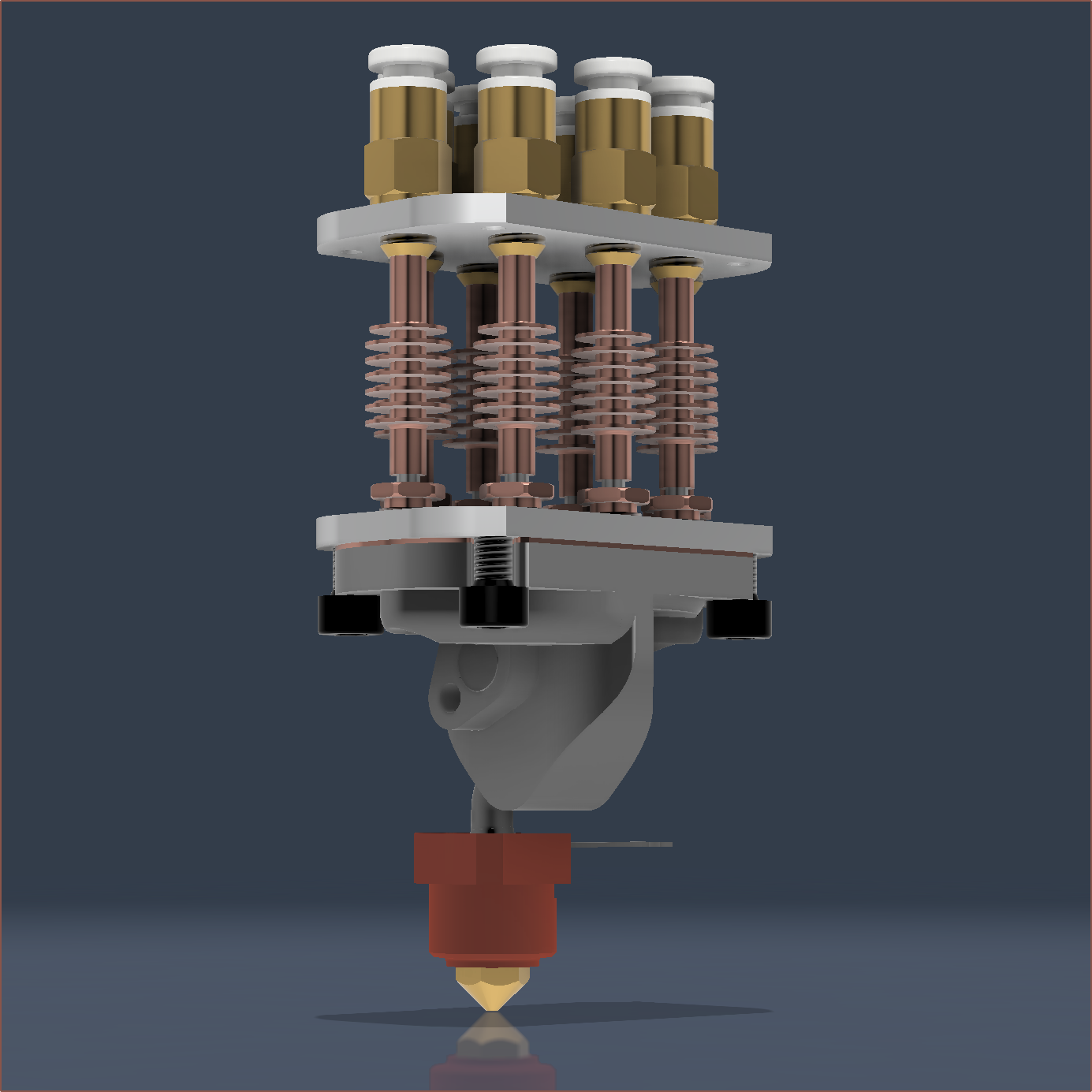
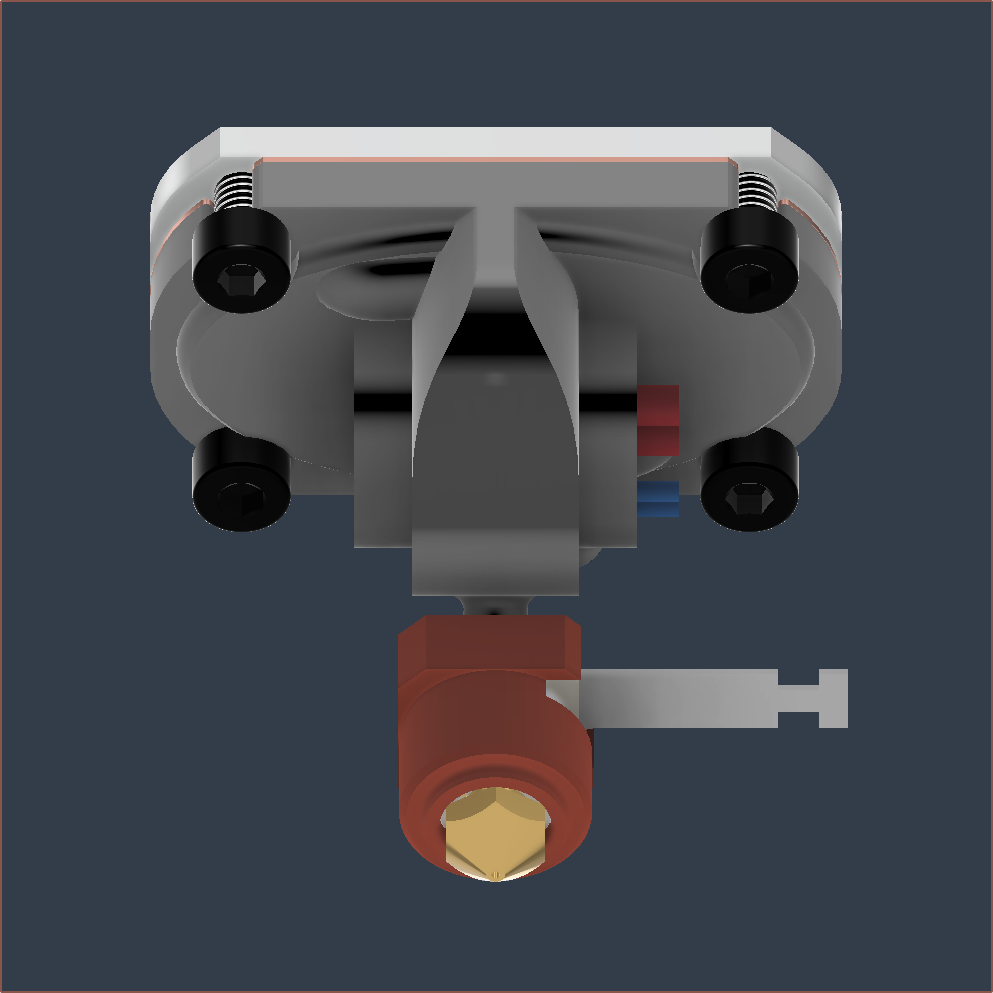
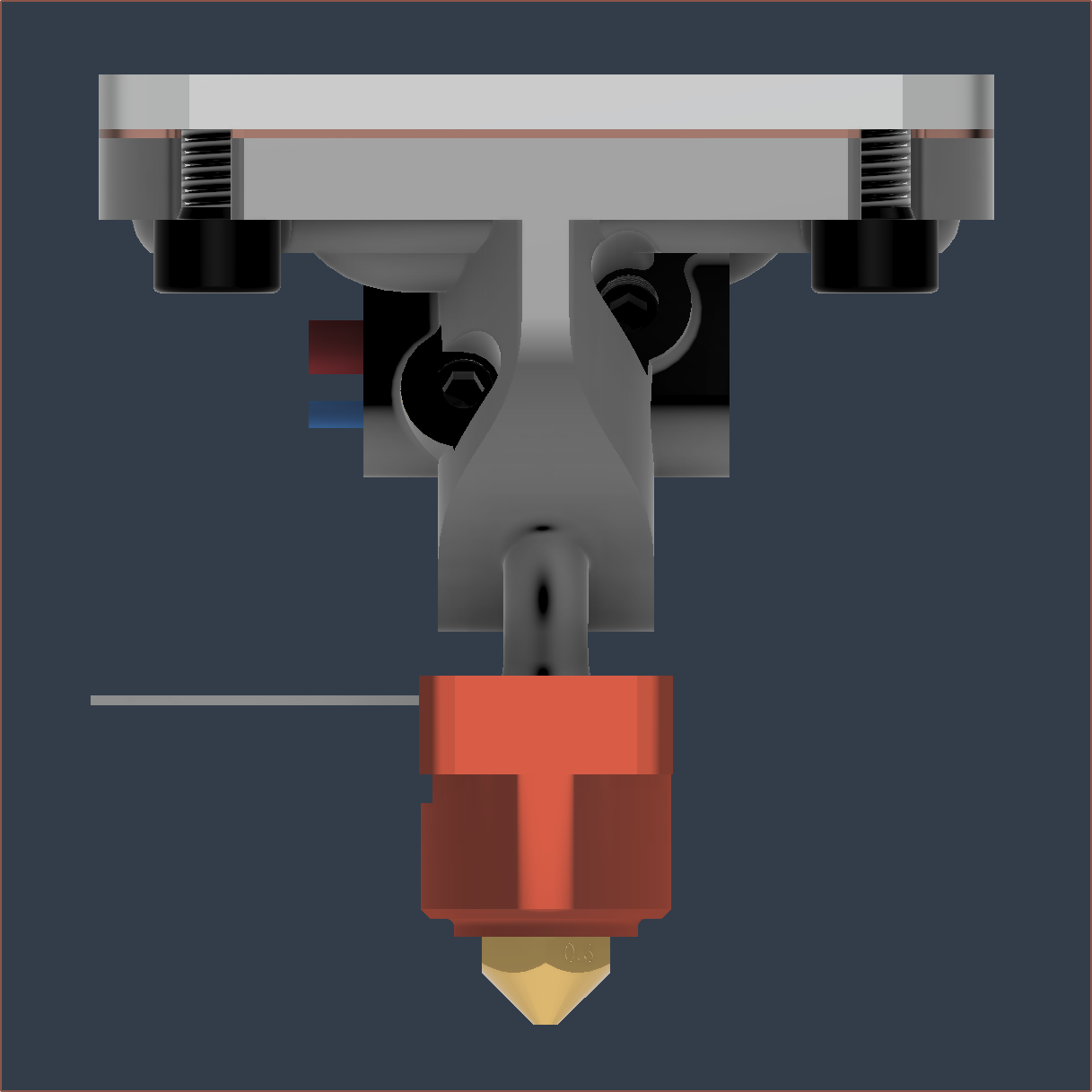
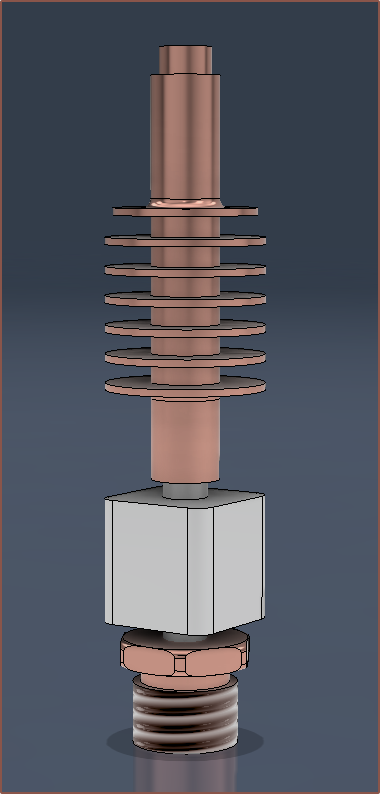
Also finally got some new project renders with LED rings that better shows what the hotend is trying to do.
I've gone through and updated the printed files (and the render LEDs to better represent what this hotend is actually doing).
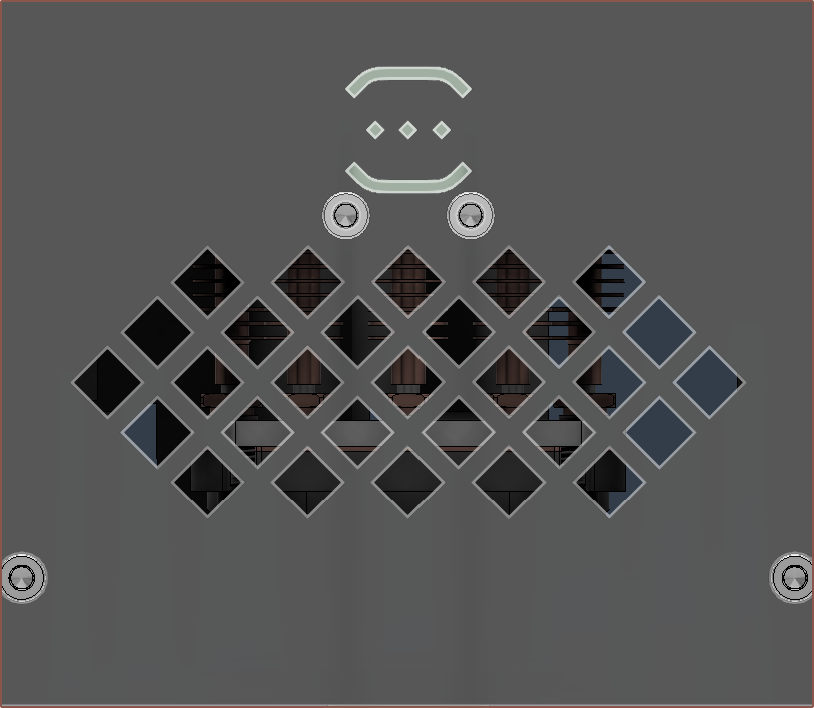
I have changed the grill so that it's easier to see if there's a leak happening on the main gasket. Since this makes the cover look top-heavy, I've moved my logo to the top (which resembles a spool on bearings).
In other news, the grub screw for the thermistor successfully works on one of the two Coaxial8ors so I'm going to need to re-tap the other one.
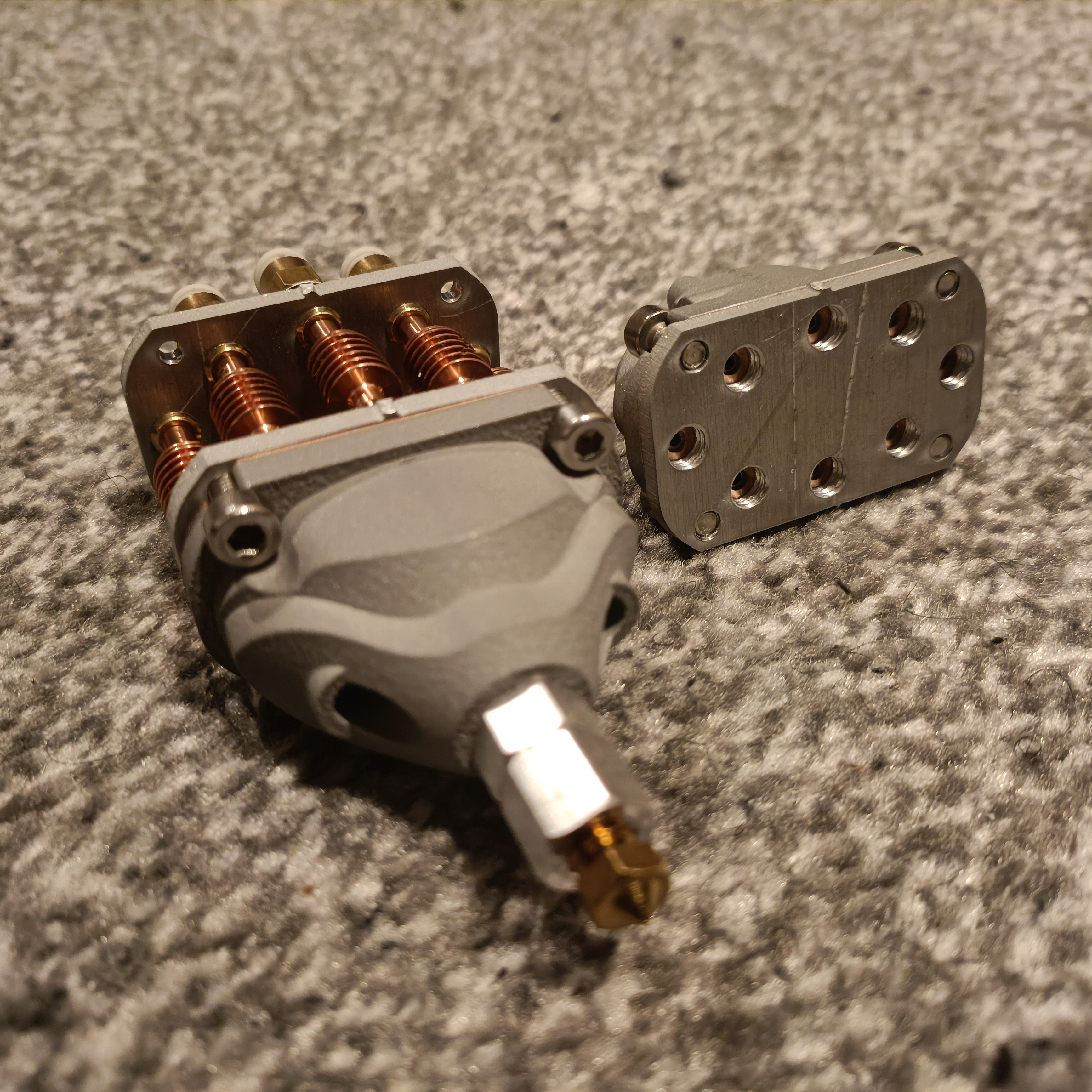
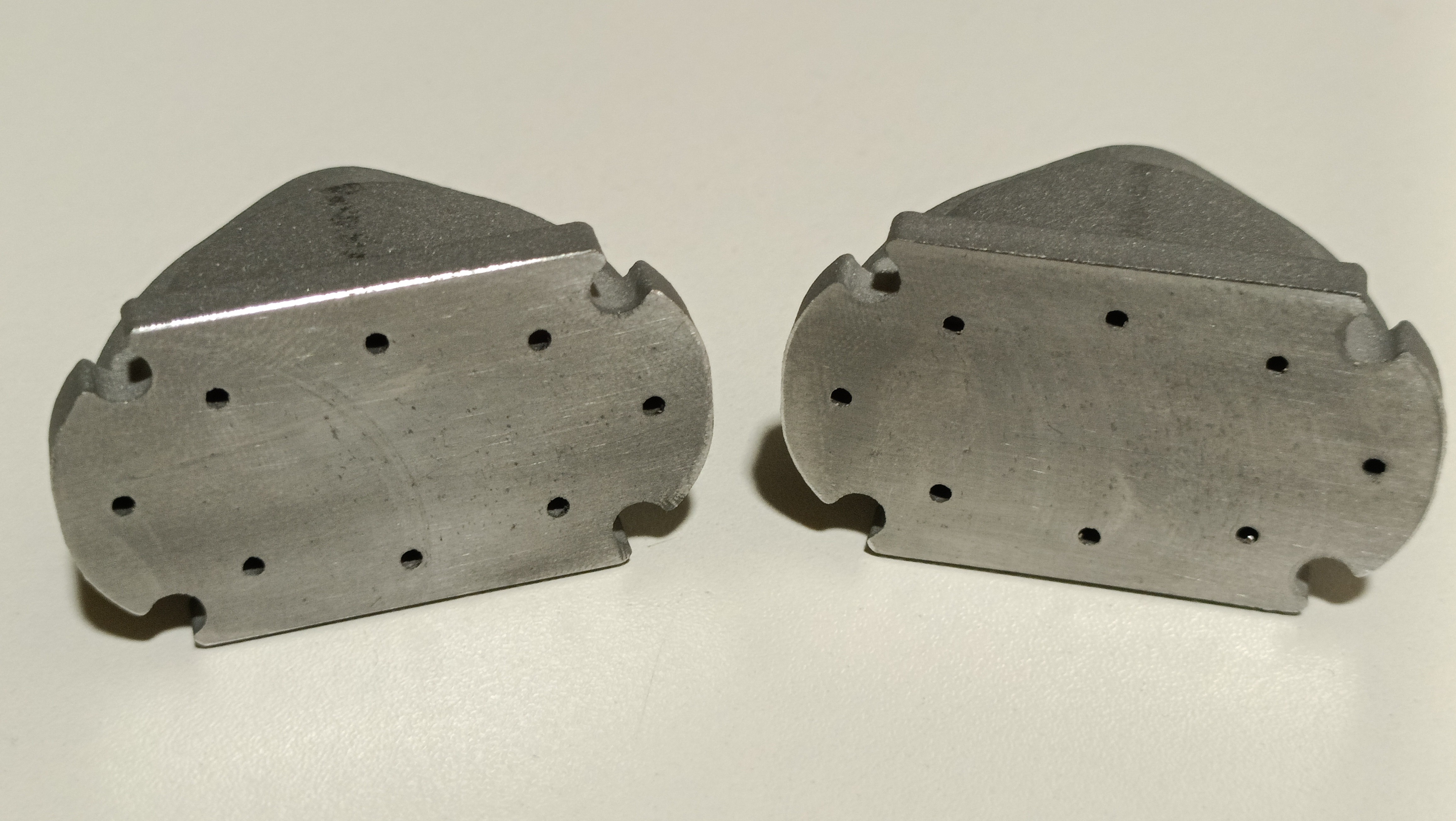
The machinist technicians just happen to be quite busy at the moment, so I only asked them to mill the top faces.
The nominal thickness of the clamp block section is 4.65mm, meaning that it must've been even thicker than the 4.5mm modelled in CAD beforehand. Perhaps the engineers at PCBWay read the review I left for the c8or r0 and thickened it slightly.
Then I went to the waterjet technicians to ask for the flat parts such as the clamp plate. They just happened to have a small piece of 0.65mm copper that was large enough for 2 gaskets:
They have very sharp edges. I plan for those edges to point up into the clamp plate.The technician recommended that I undersized the holes -- due to the tapered walls the waterjet would create -- and then drill then tap, so I offset the faces by 0.25mm.I asked for 3 sets so that I could have a practice round.
I'm thinking that I should've just left the sizing as is, because the taper through 3mm aluminium is very minor but now the holes are too small to just tap directly. I'm likely going to just wait either until the techs have time or I print a jig or something like using a pillar drill, as I don't think I'd ever get all 32 M6 threads tapped perpendicular to their faces. Worst case is just ordering more parts from PCBWay.
The M6 threads took a bit of careful consideration to get started, but I only got the threads to bite in one location meaning that it likely was going down the printed threads.
The finished thread certainly looks better in c8or r1.
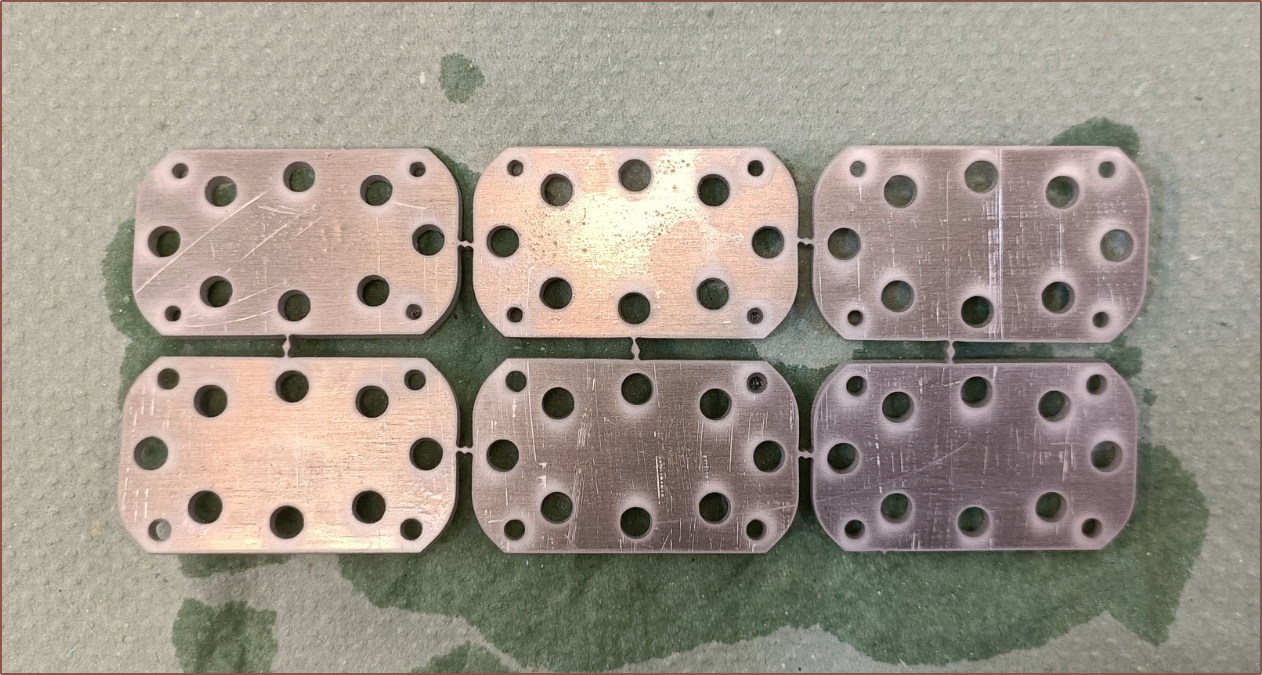
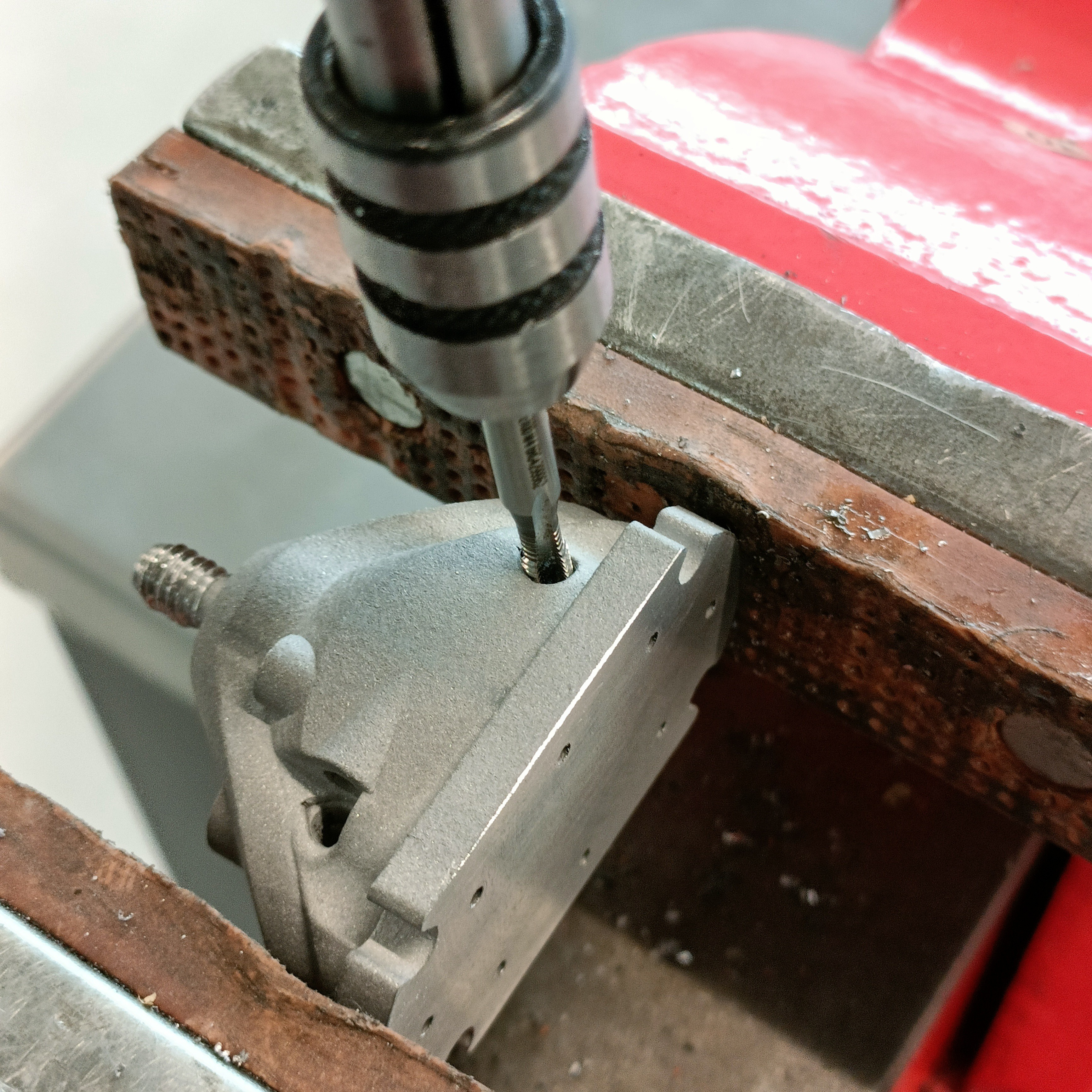
Lastly, I lined up my eye directly over each of the M4 holes to tap and used a fiducial marker like a shadow or tip of my foot to mark the horizontal line (to account for my head slightly drifting) and then placed the tap directly over so that I could account for any 2D angle errors.
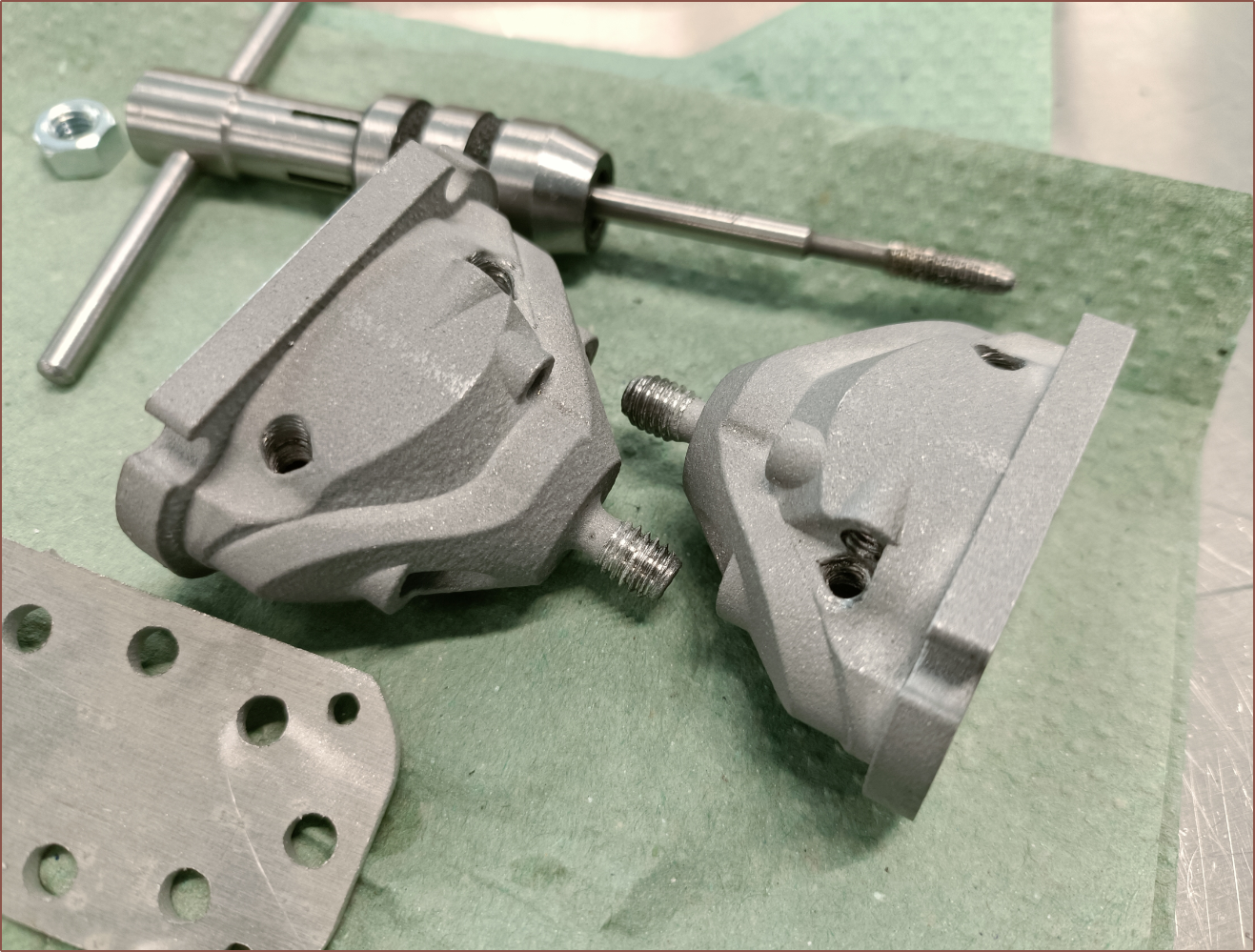
I used a long tap to get the threads started and then a shorter tap (see below) that fully cut the threads. Well, almost fully cut them in the case of the thermistor. I haven't tried yet, but I'm hoping that I can finish tapping with an M4 bolt and an Allen key.I like the milky greens and silvery greys in this image.
So far, it feels like the 2-for-1 offer is paying off, such as the confidence / peace of mind of knowing that I've got a second life if things go pear-shaped. I still haven't dealt with the powder inside them though.
 kelvinA
kelvinA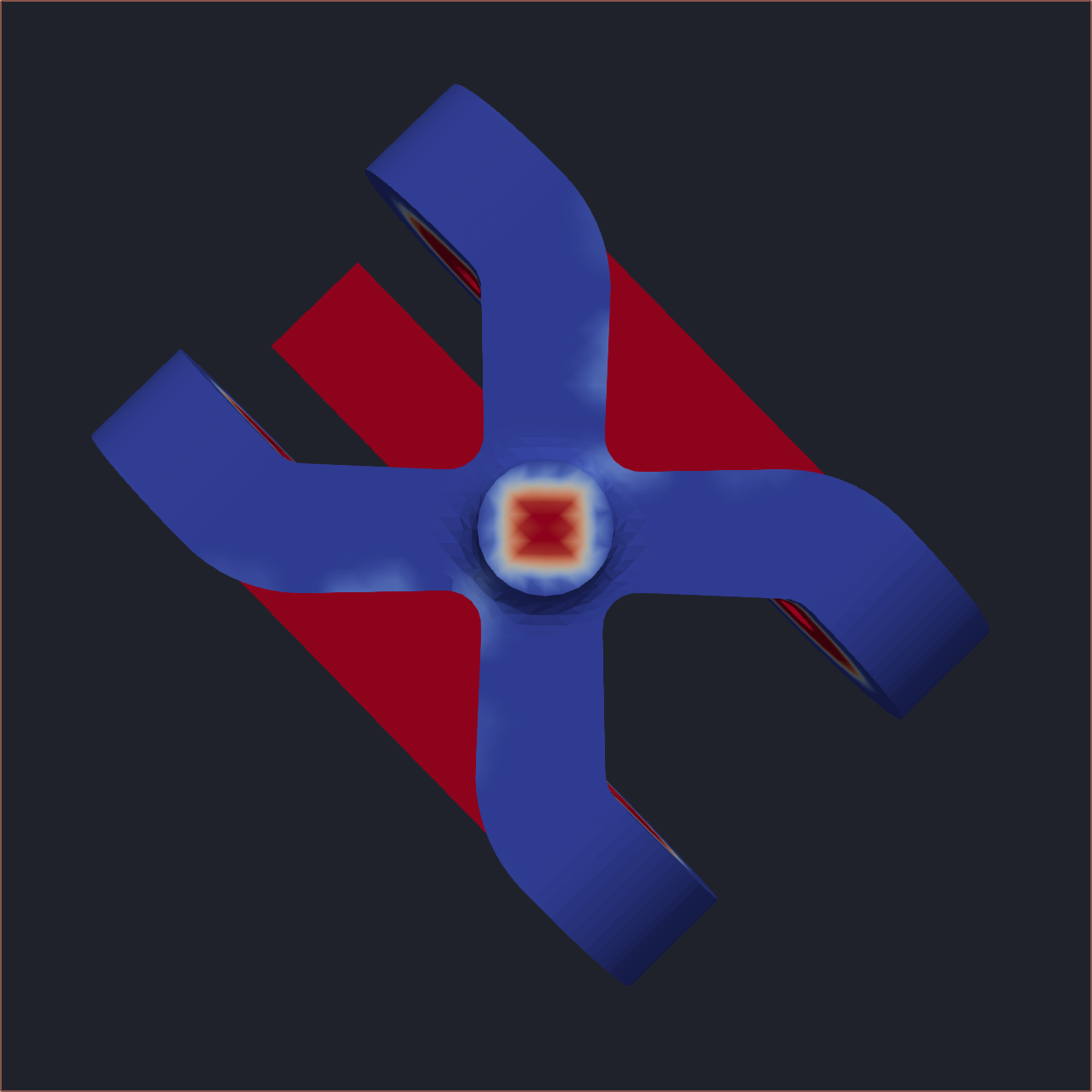
 I had to shuffle some things around but the result looks decent:
I had to shuffle some things around but the result looks decent: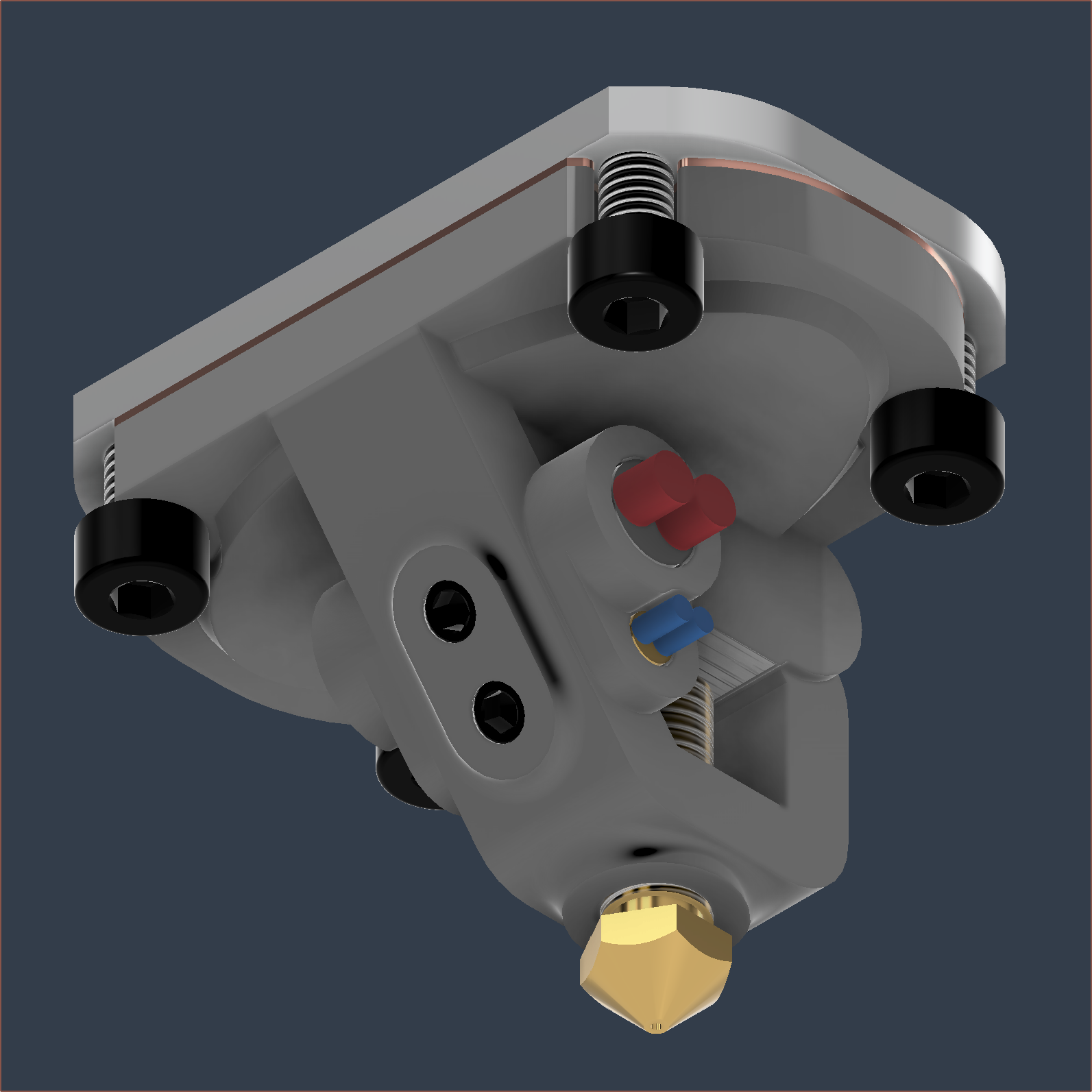



 As expected, the new material does bulge into the space:
As expected, the new material does bulge into the space: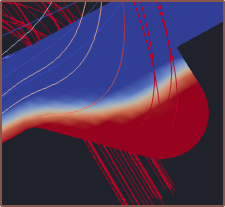
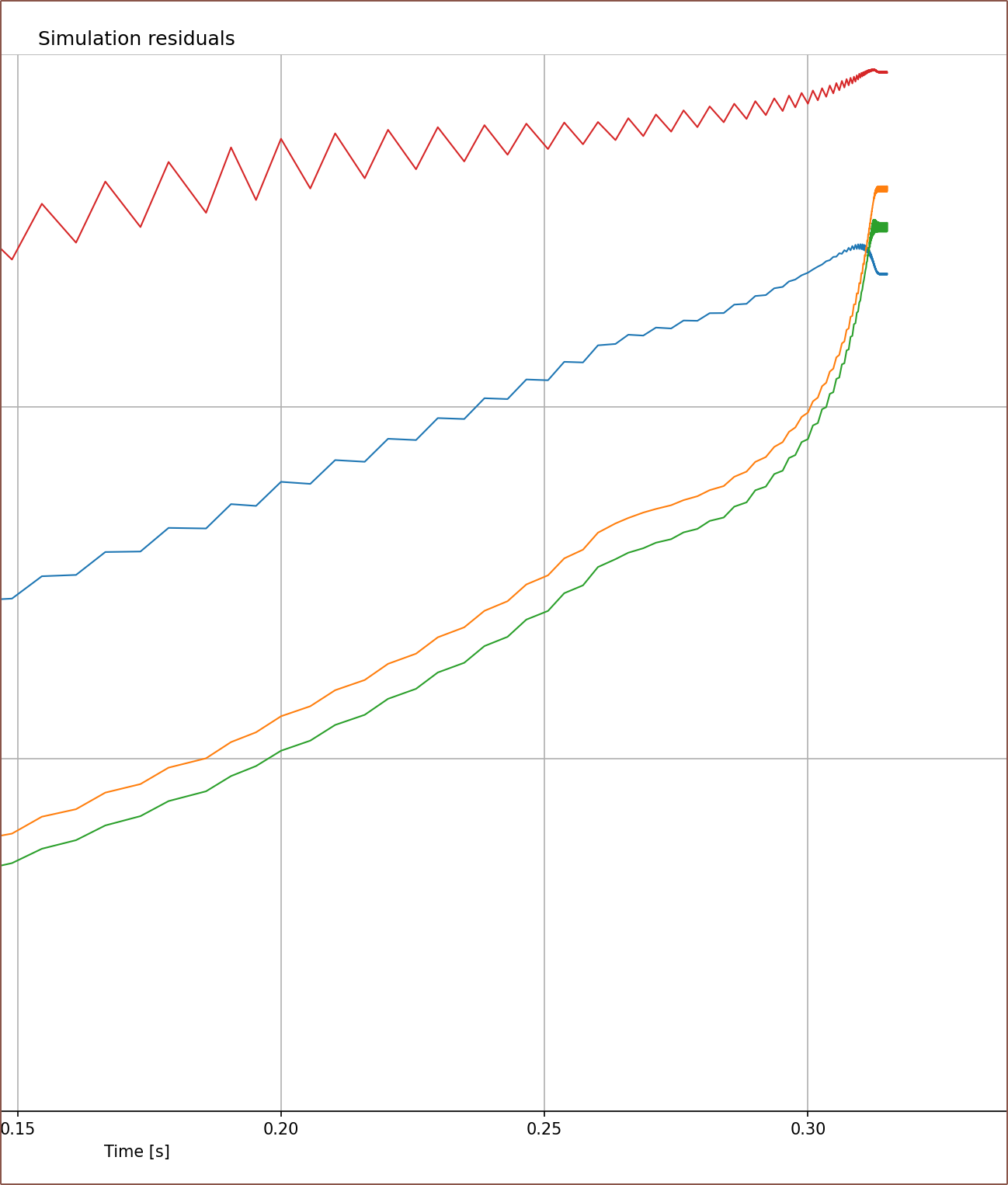 These are bad. If the residuals get this high, the simulation slows to a crawl. The mesh size is the issue, unexpectedly enough.
These are bad. If the residuals get this high, the simulation slows to a crawl. The mesh size is the issue, unexpectedly enough.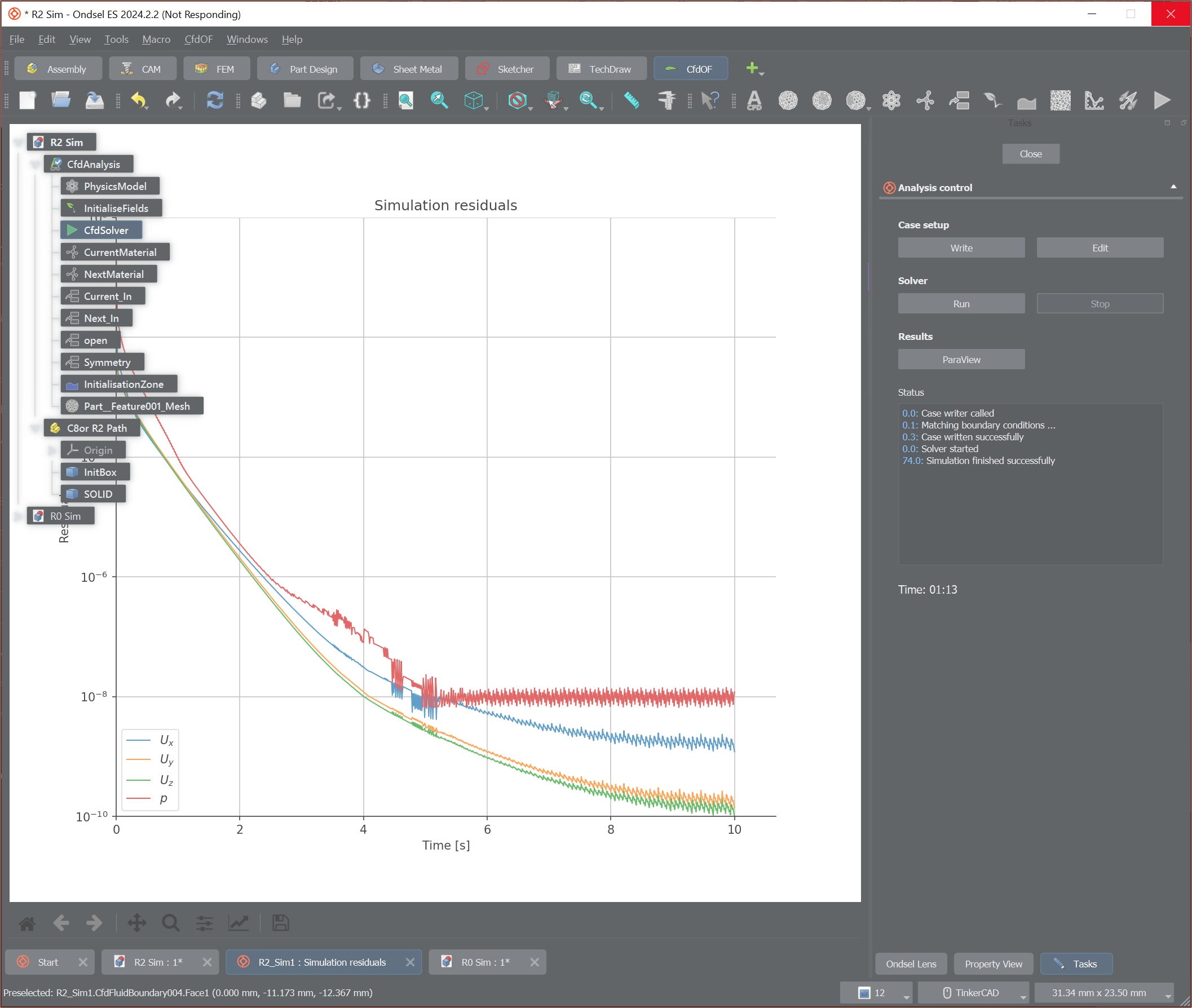 There's also the issue where something will still be calculating in the background even when the simulation is finished. Task manager shows this. I probably should report this as a bug but whether it's an ES or OpenFOAM issue is something I don't know. I think this happens maybe 10% of the time? It's not too bad tho since I can restart ES and then press the ParaView button since all the data was already saved.
There's also the issue where something will still be calculating in the background even when the simulation is finished. Task manager shows this. I probably should report this as a bug but whether it's an ES or OpenFOAM issue is something I don't know. I think this happens maybe 10% of the time? It's not too bad tho since I can restart ES and then press the ParaView button since all the data was already saved.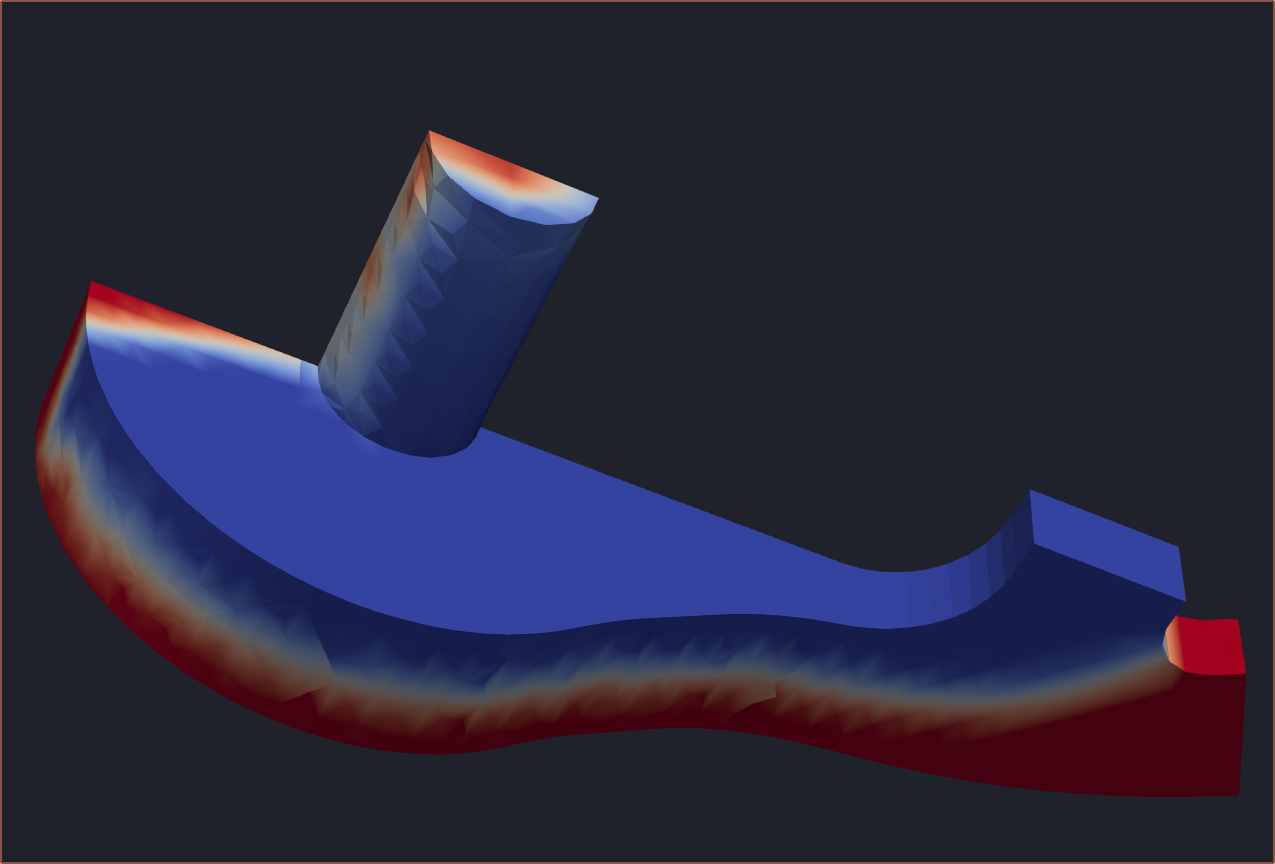
 This is the path the new material followed until it hit the output tube.
This is the path the new material followed until it hit the output tube.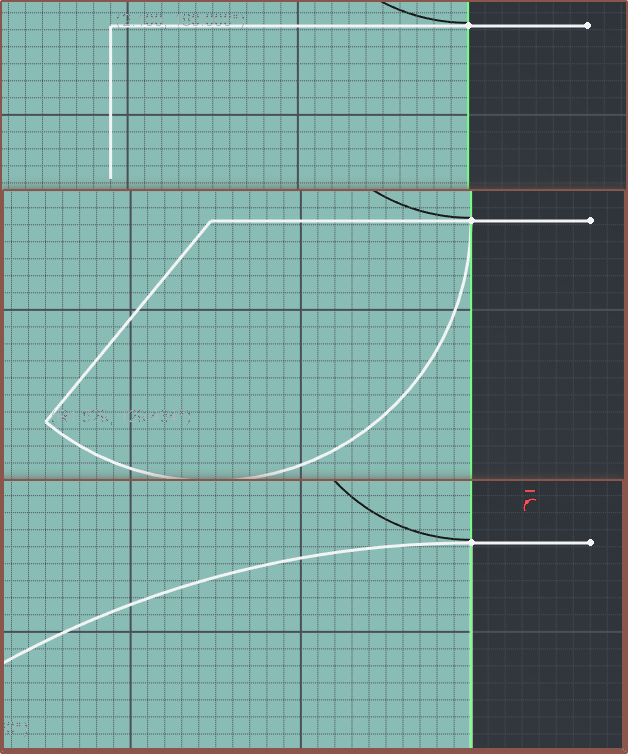 Unfortunately, editing a STEP really is not:
Unfortunately, editing a STEP really is not: You can make a new body and drag the STEP into that, which gets around this, but FreeCAD/ES is still the only CAD package I know of that doesn't have the concept of sketch profiles.
You can make a new body and drag the STEP into that, which gets around this, but FreeCAD/ES is still the only CAD package I know of that doesn't have the concept of sketch profiles. 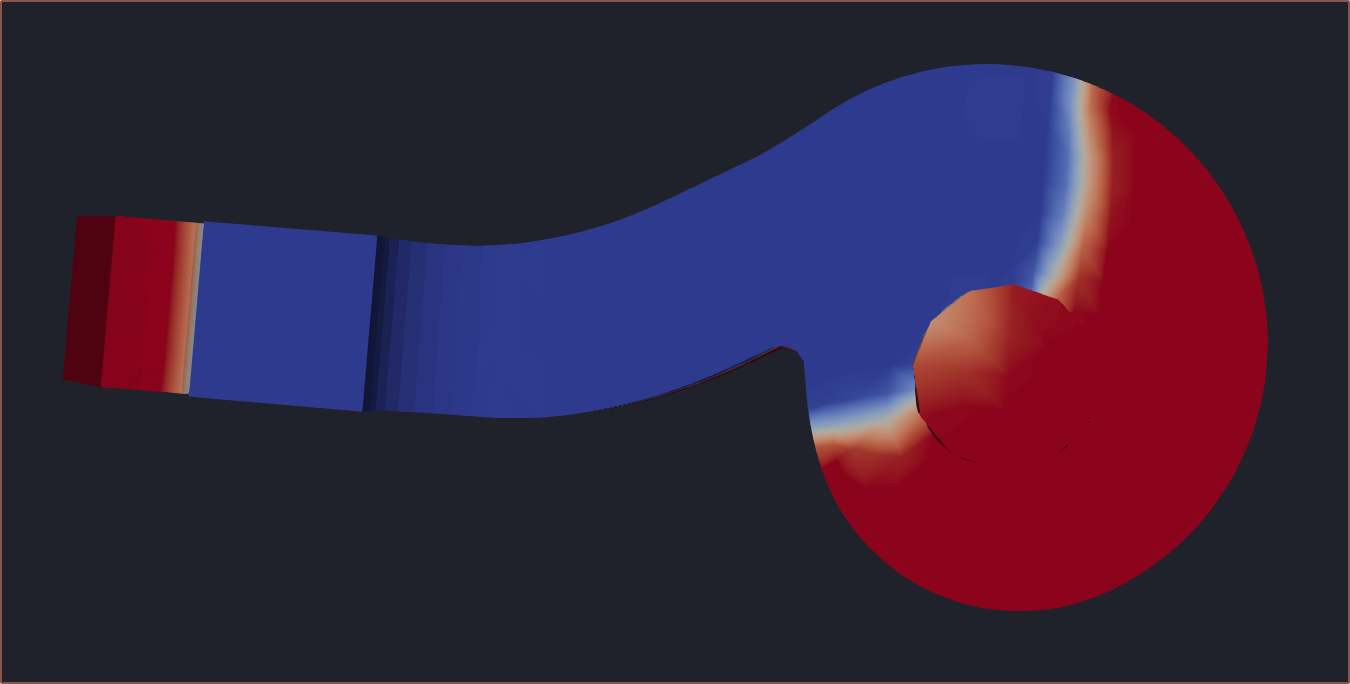
 As you can see, 2 of them were very close. I decided to simulate and fine tune that part:
As you can see, 2 of them were very close. I decided to simulate and fine tune that part: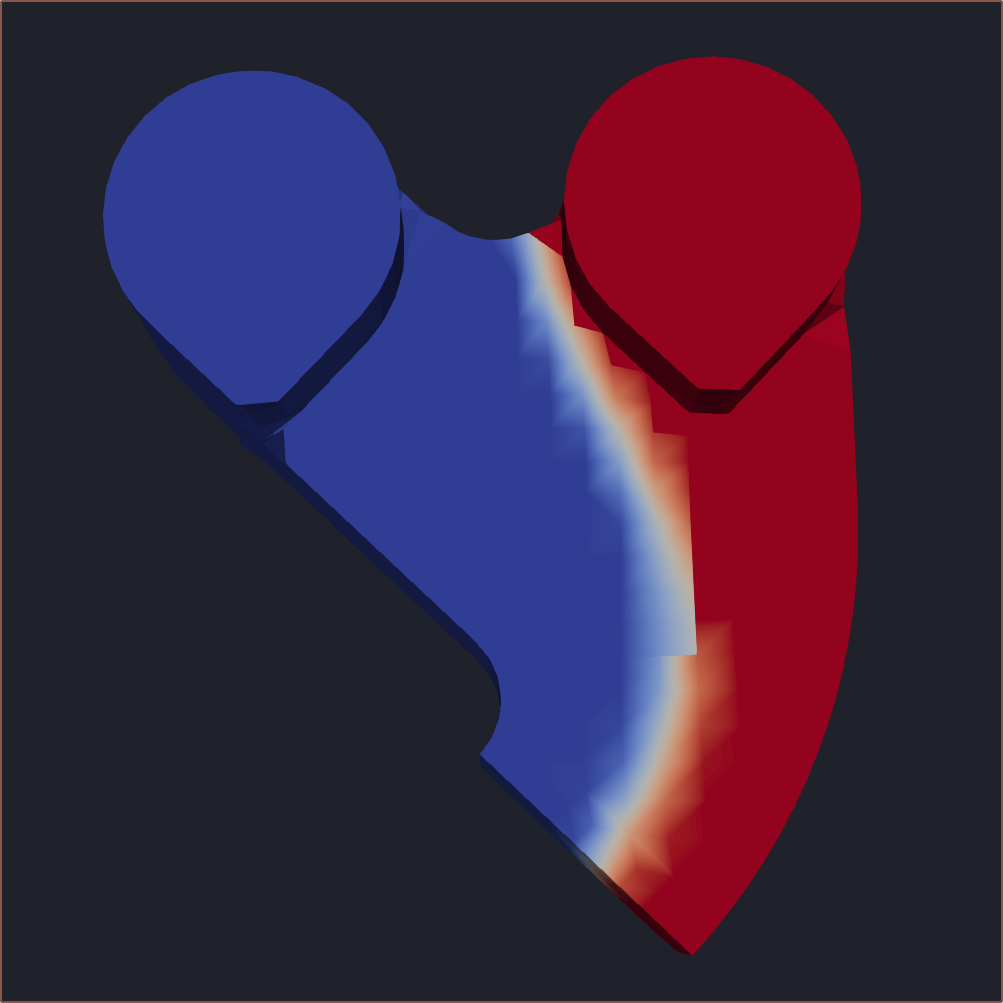 Then I used the sheet metal feature to cut some geometry ideas:
Then I used the sheet metal feature to cut some geometry ideas: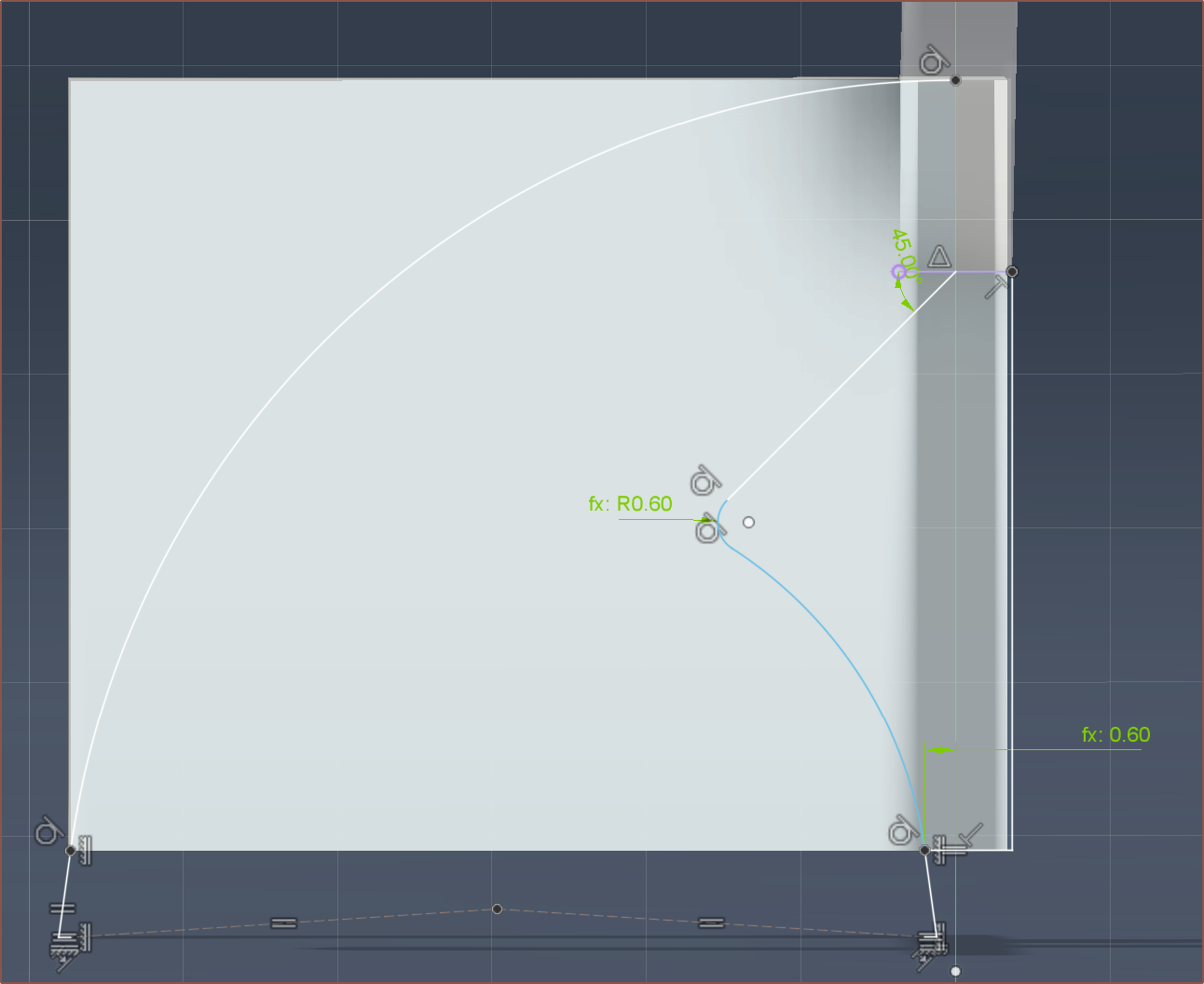 I actually decided to just have the outer curve and not the middle split since I'd need to cut out 45-degree overhangs. This is what I got:
I actually decided to just have the outer curve and not the middle split since I'd need to cut out 45-degree overhangs. This is what I got: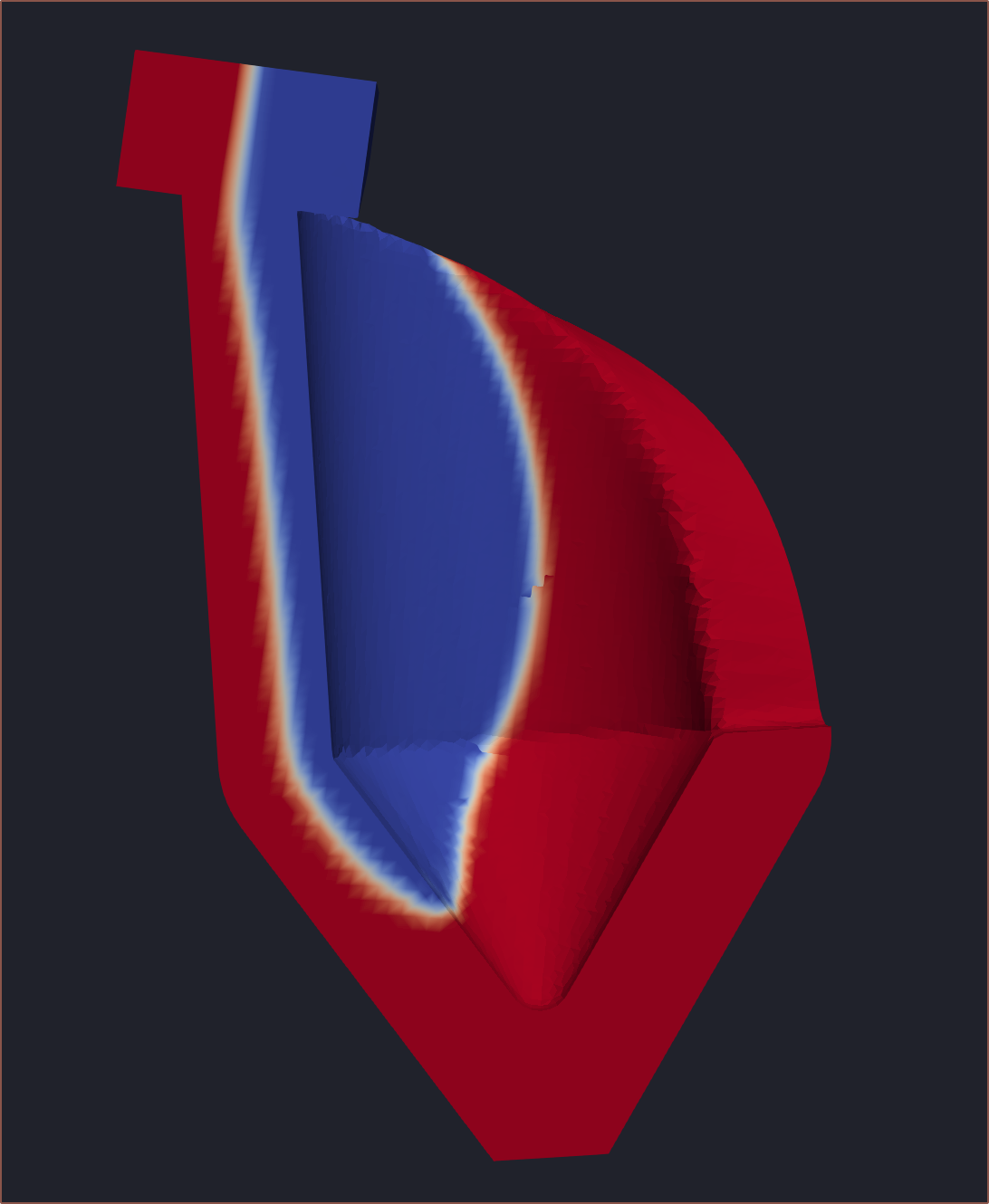


 Instead, I went with a smaller version:
Instead, I went with a smaller version: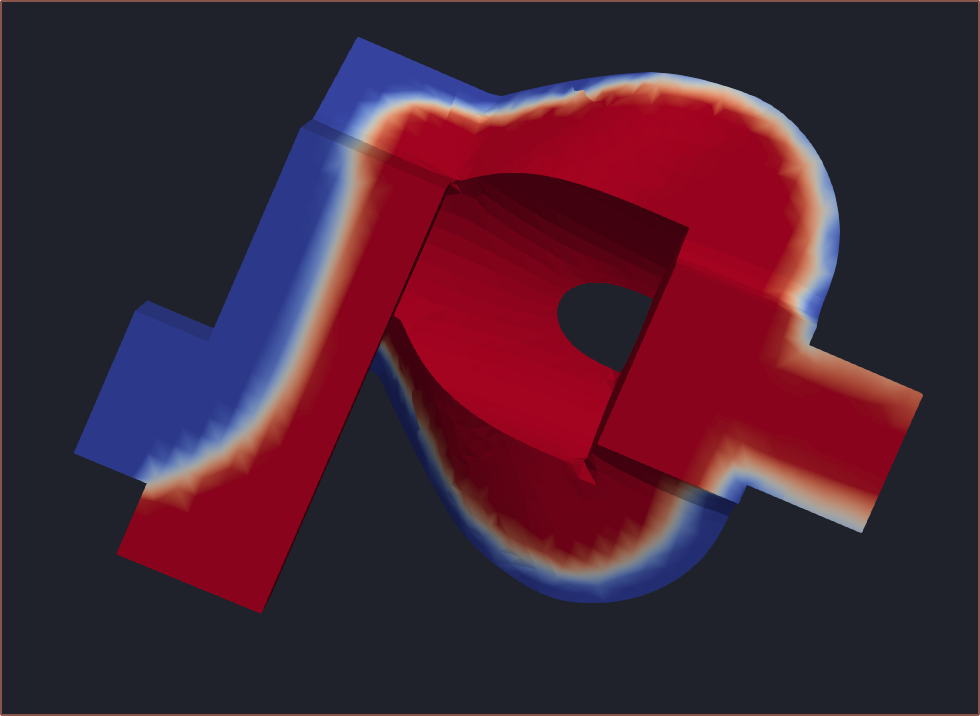
 Part of the issue is that the flow doesn't actually curve around:
Part of the issue is that the flow doesn't actually curve around: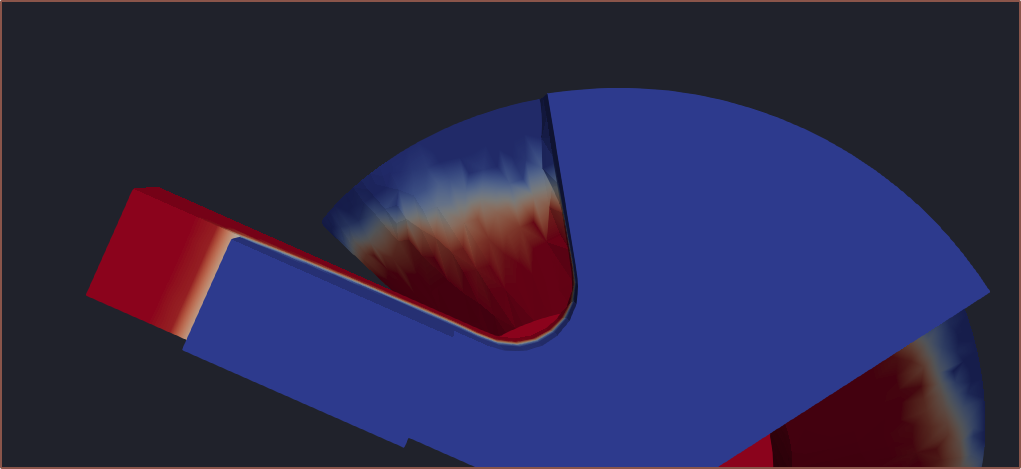
 I made the thread a separate body so that I could rotate the generated threads if needed:
I made the thread a separate body so that I could rotate the generated threads if needed: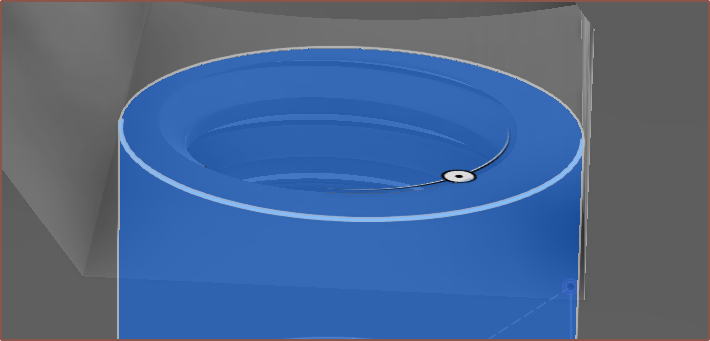







 Perhaps the issue was air pockets? Thus I tried doing a displacement where I'd put water in a syringe and pull the plunger up to force air to bubble up and be replaced by water:
Perhaps the issue was air pockets? Thus I tried doing a displacement where I'd put water in a syringe and pull the plunger up to force air to bubble up and be replaced by water: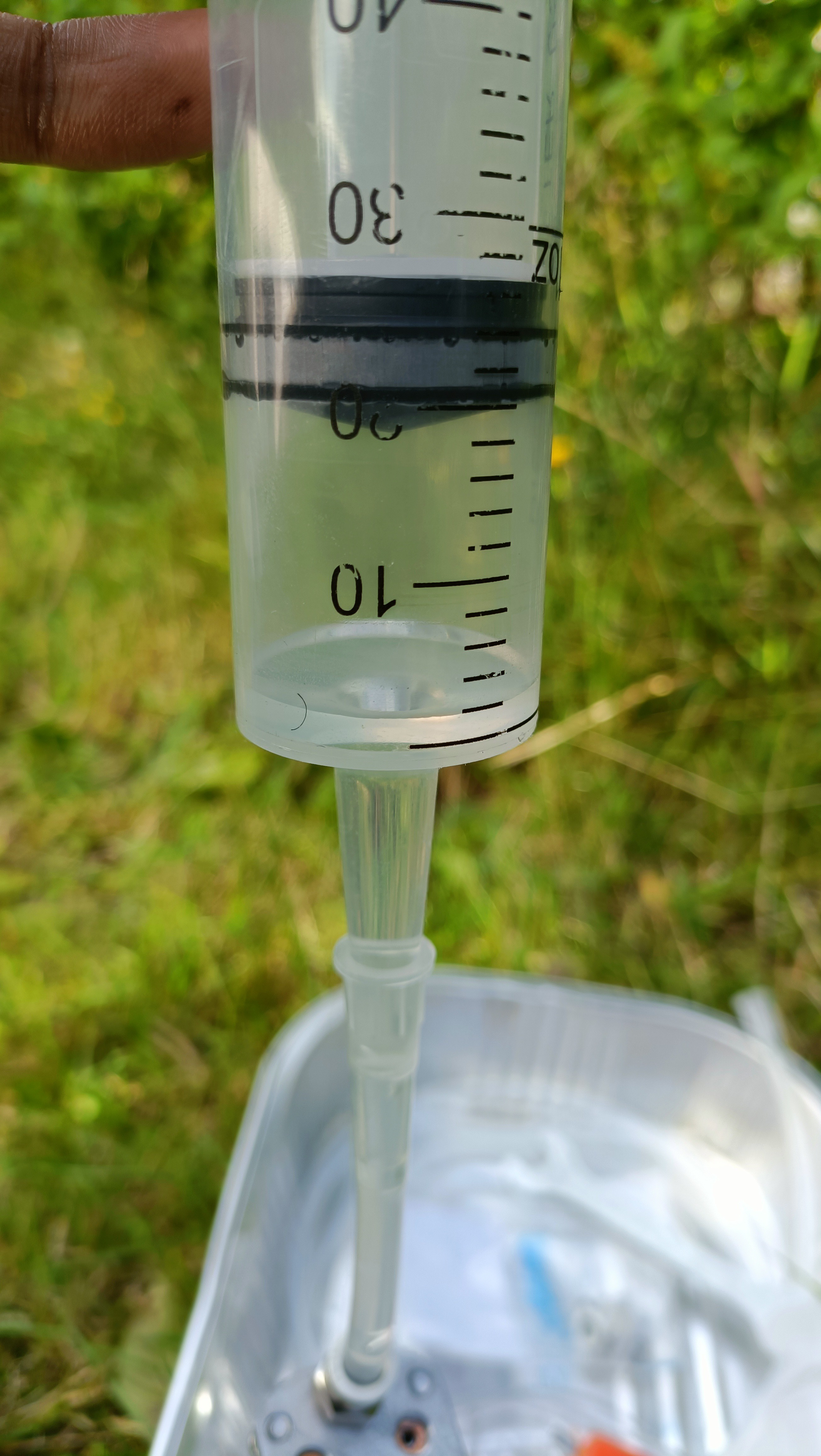






 Thus, I was wondering if the dust needed to be agitated. "Hm, what I need is maybe like an ultrasonic cleaner or something. Are any of these machines [around me] one?", I thought.
Thus, I was wondering if the dust needed to be agitated. "Hm, what I need is maybe like an ultrasonic cleaner or something. Are any of these machines [around me] one?", I thought.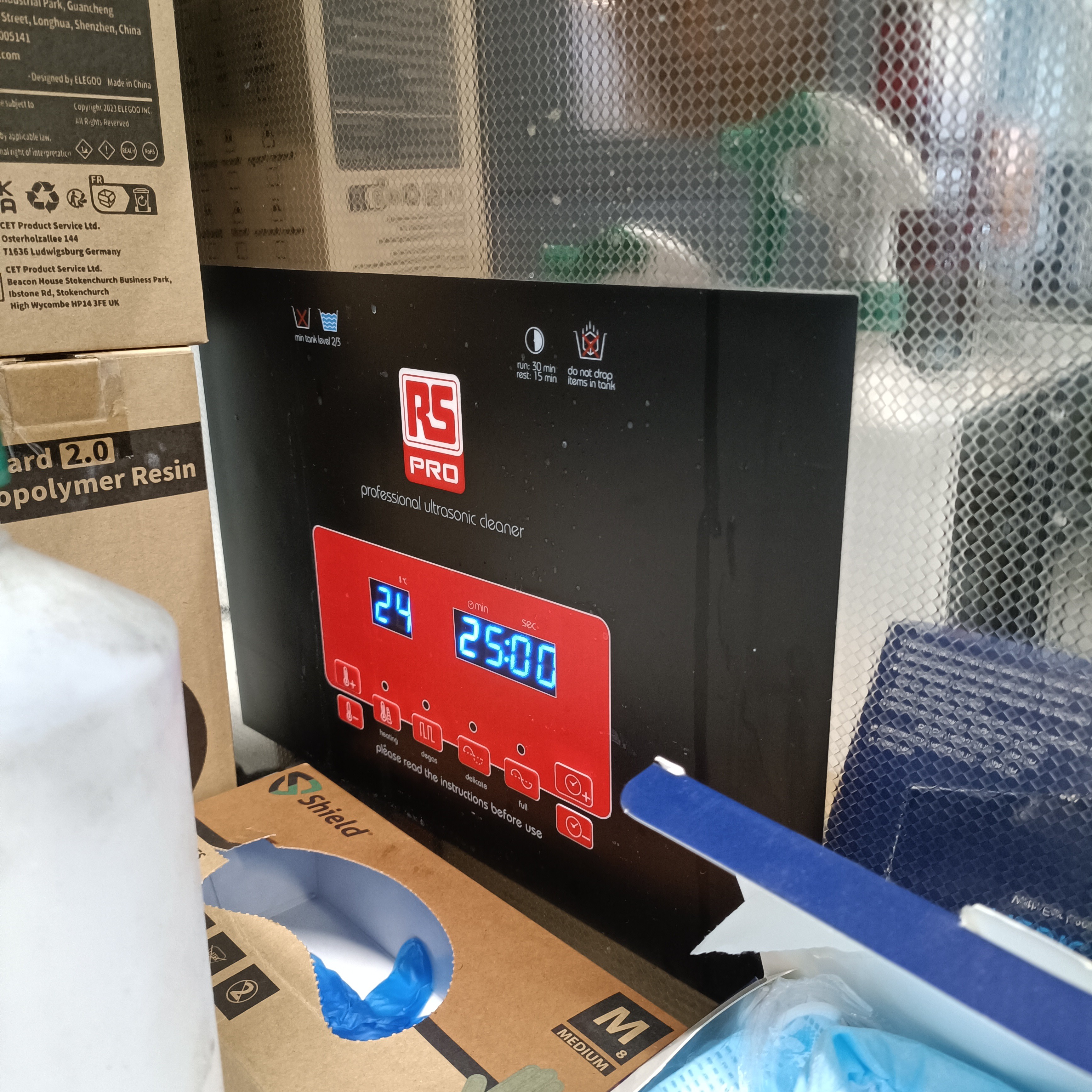




 Yes, I retrieved and cleaned up the clamp plate from Coaxial8or r0. I pried off the plastic and cartridges from the clamp plate, then put it in the above tub along with a shallow amount of kettle water so that the PETG softened and I could clean off the rest.
Yes, I retrieved and cleaned up the clamp plate from Coaxial8or r0. I pried off the plastic and cartridges from the clamp plate, then put it in the above tub along with a shallow amount of kettle water so that the PETG softened and I could clean off the rest.