 kelvinA
kelvinA
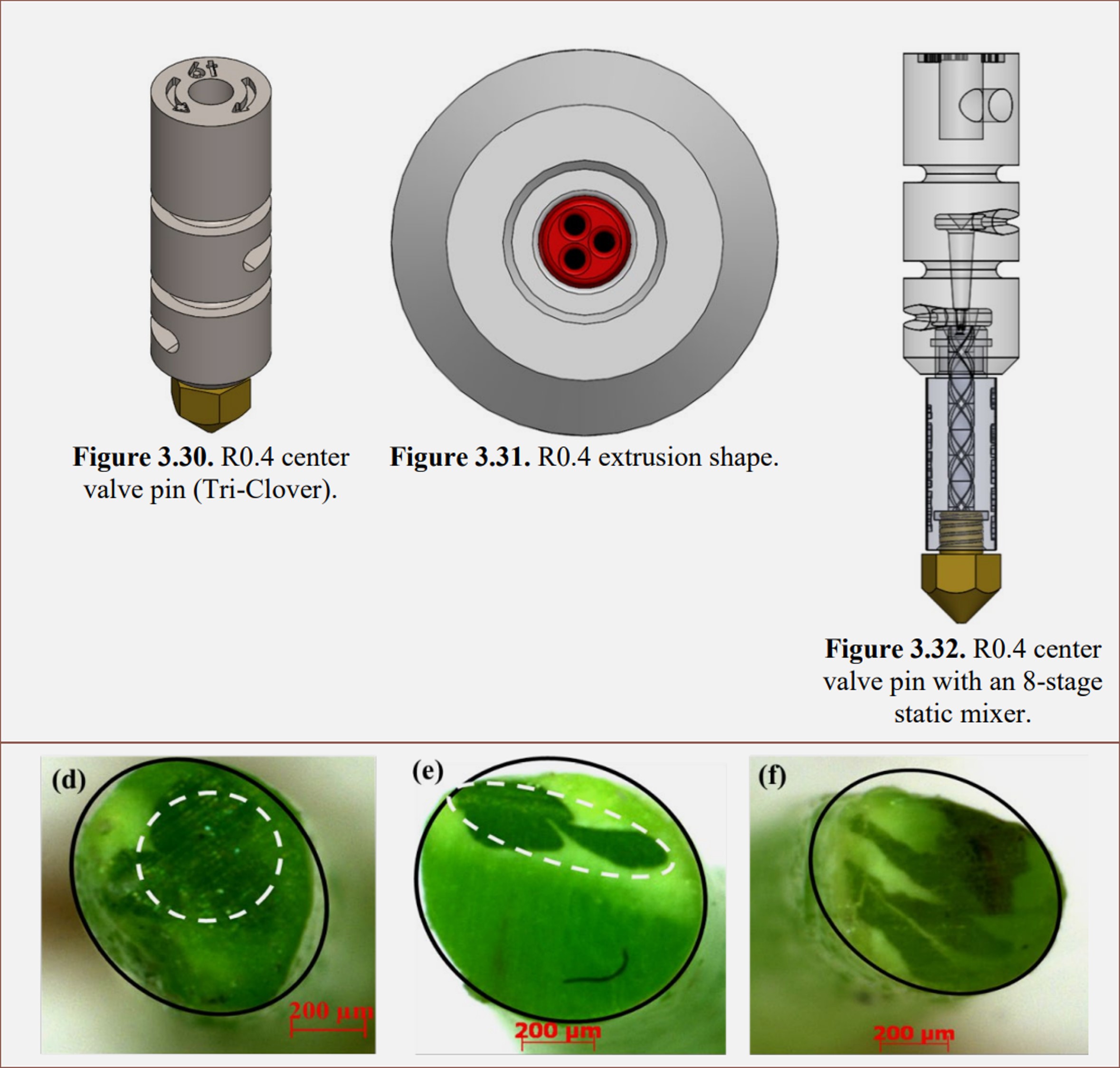
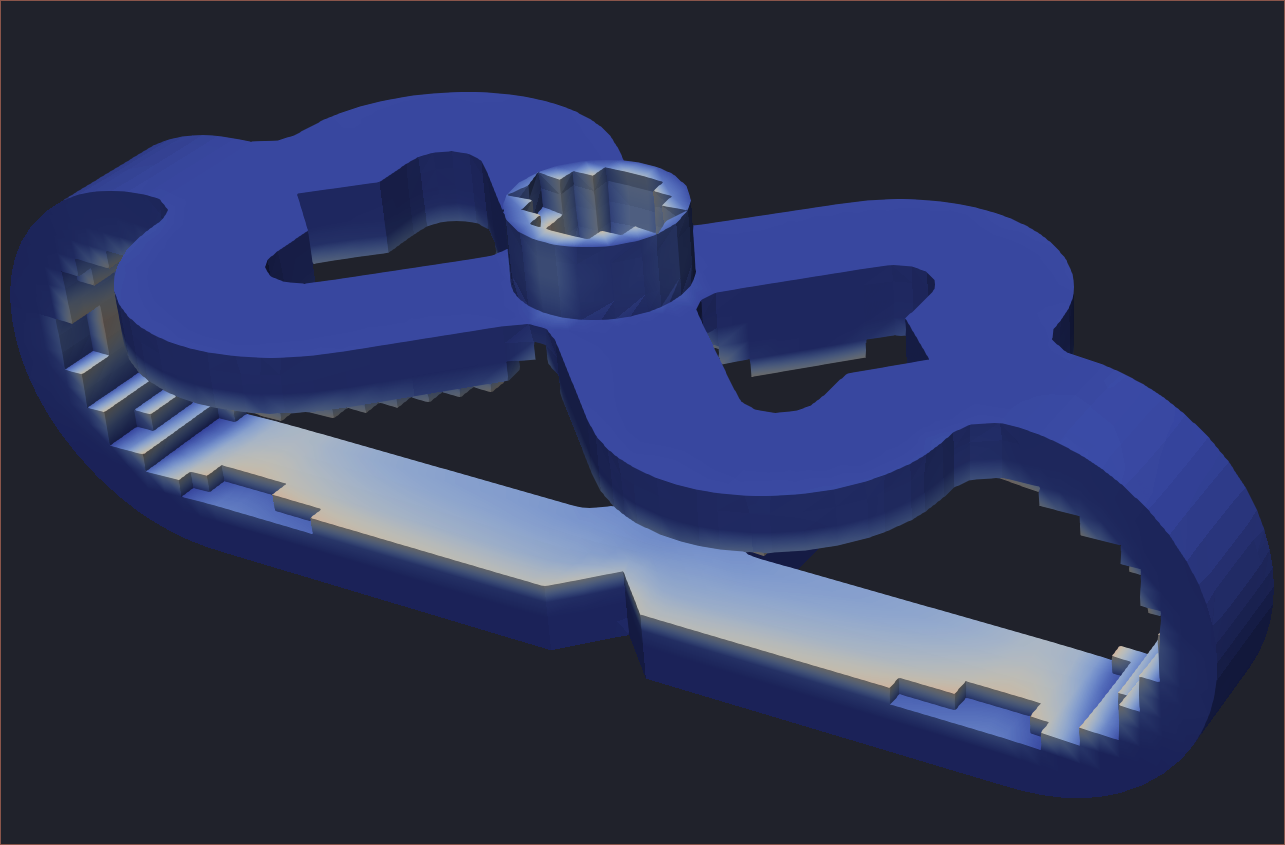
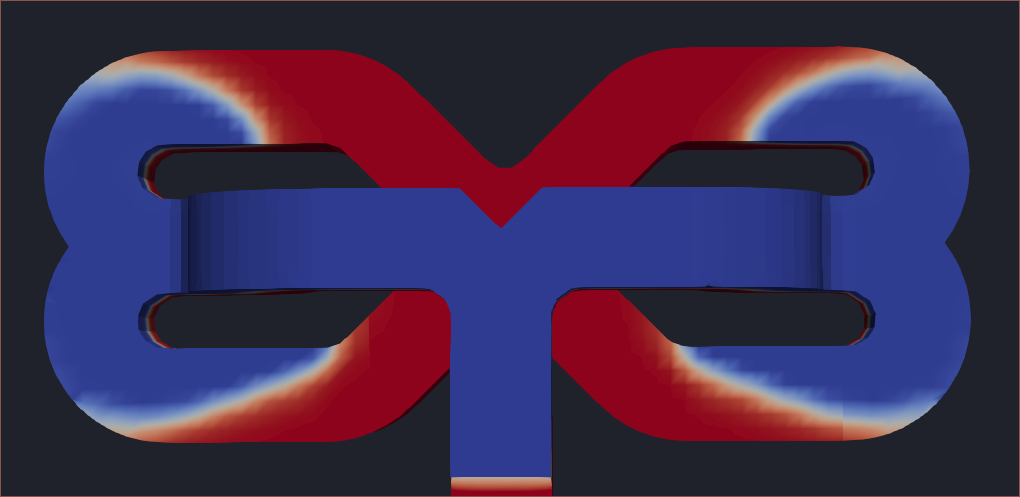
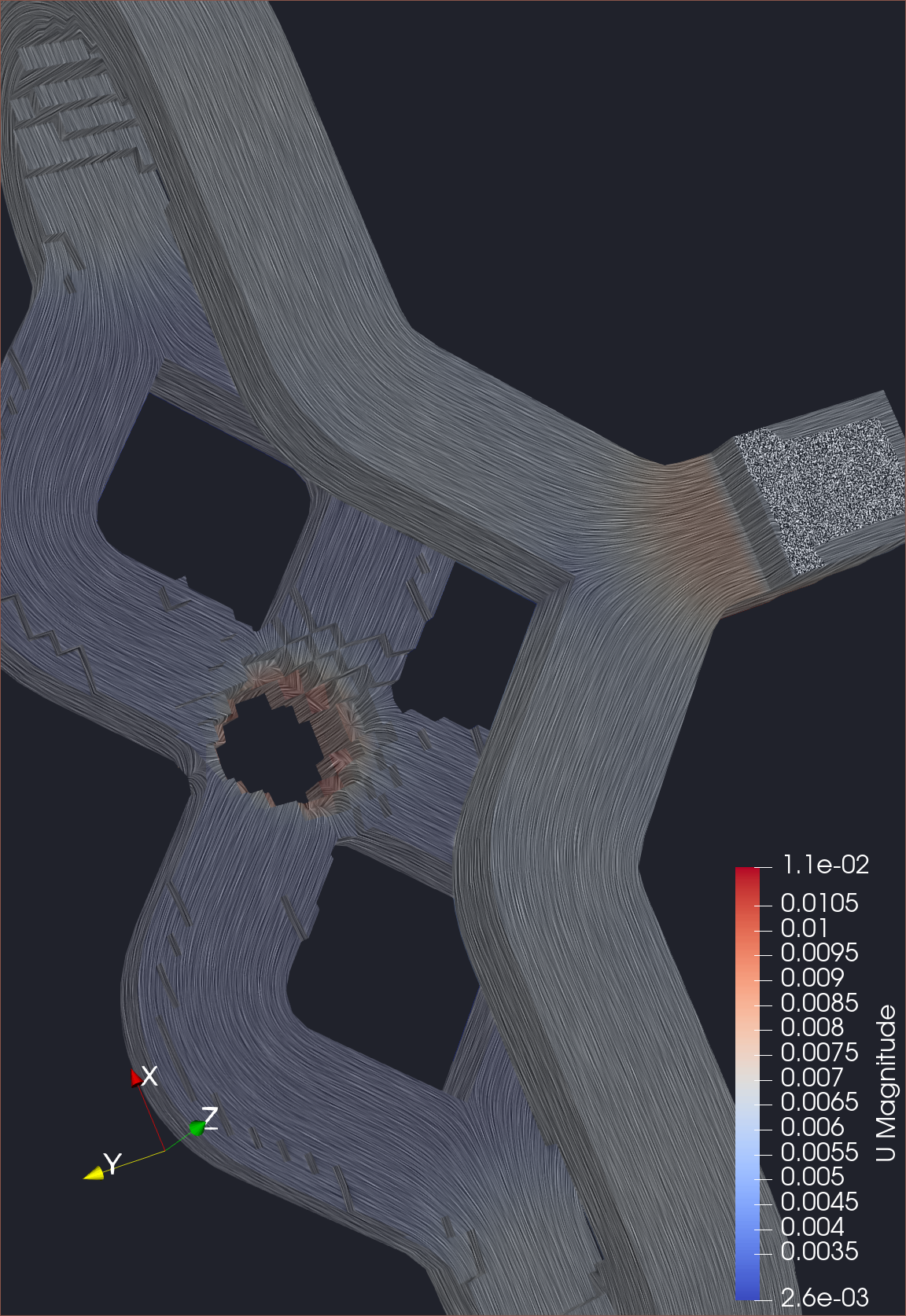
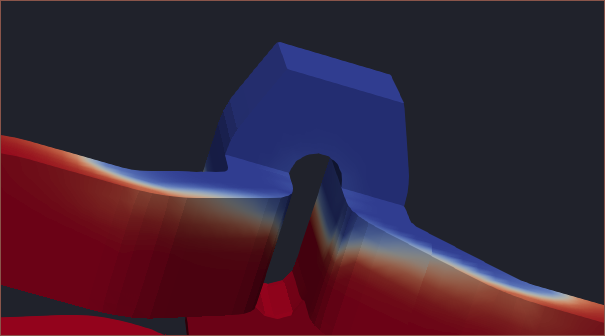
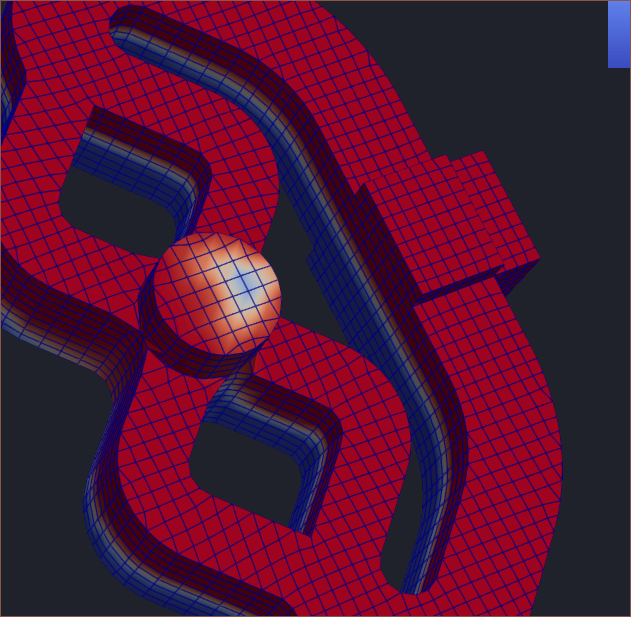
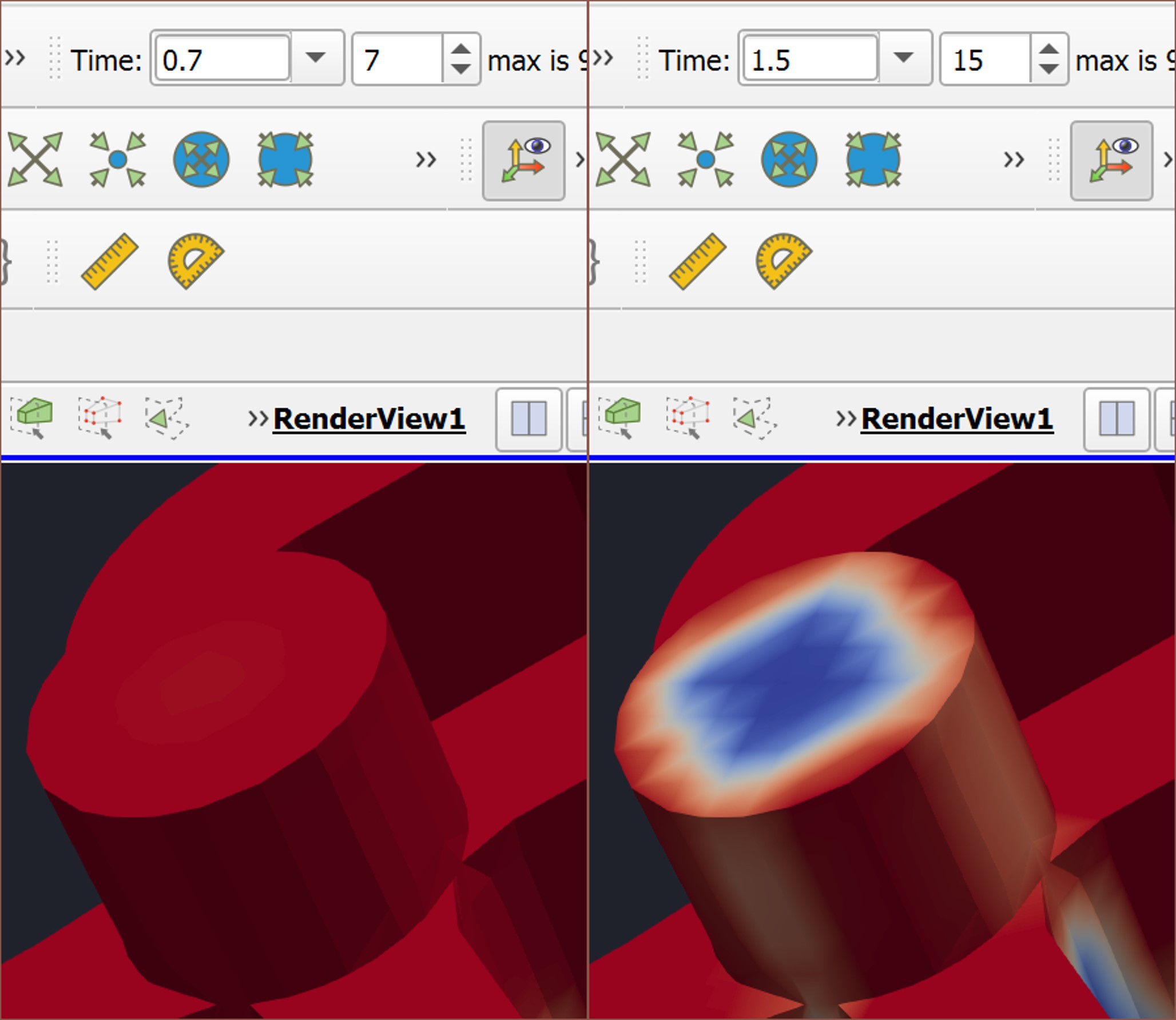
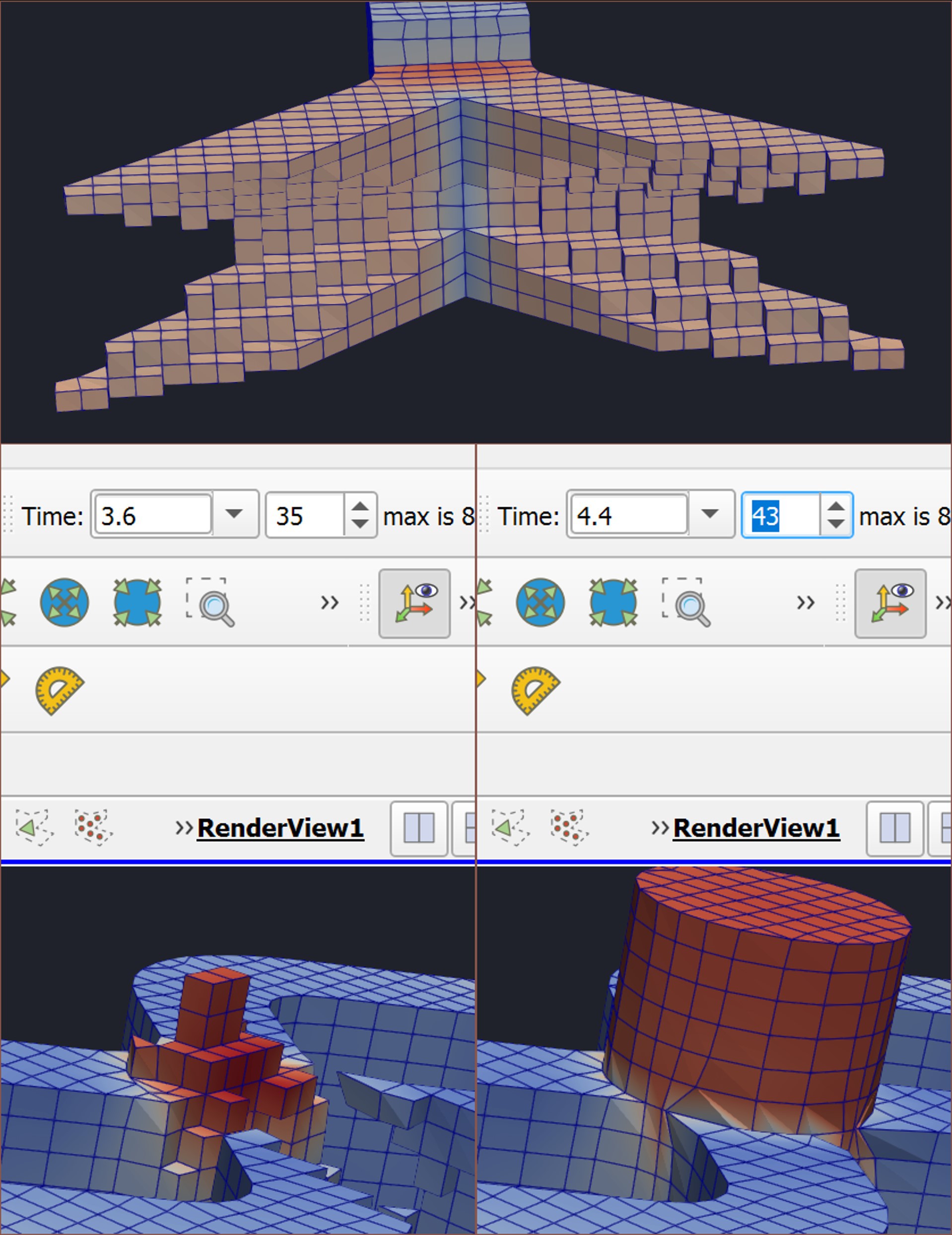
Results
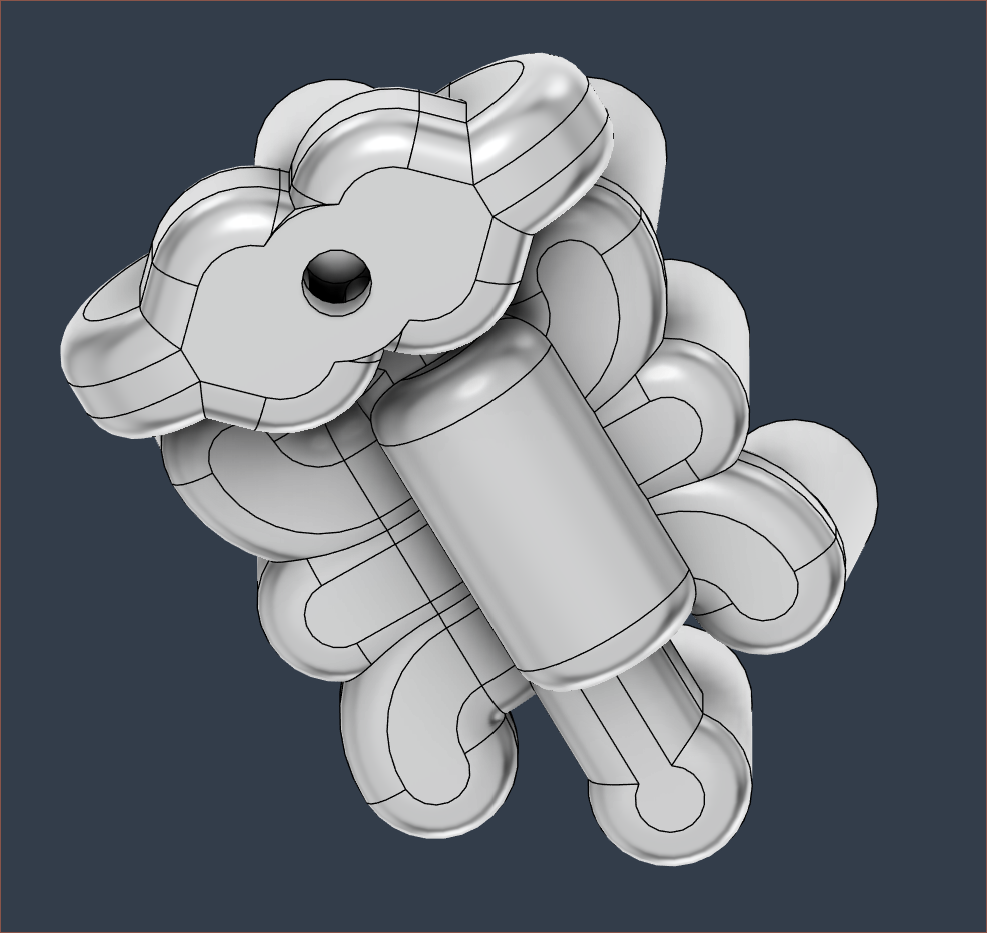
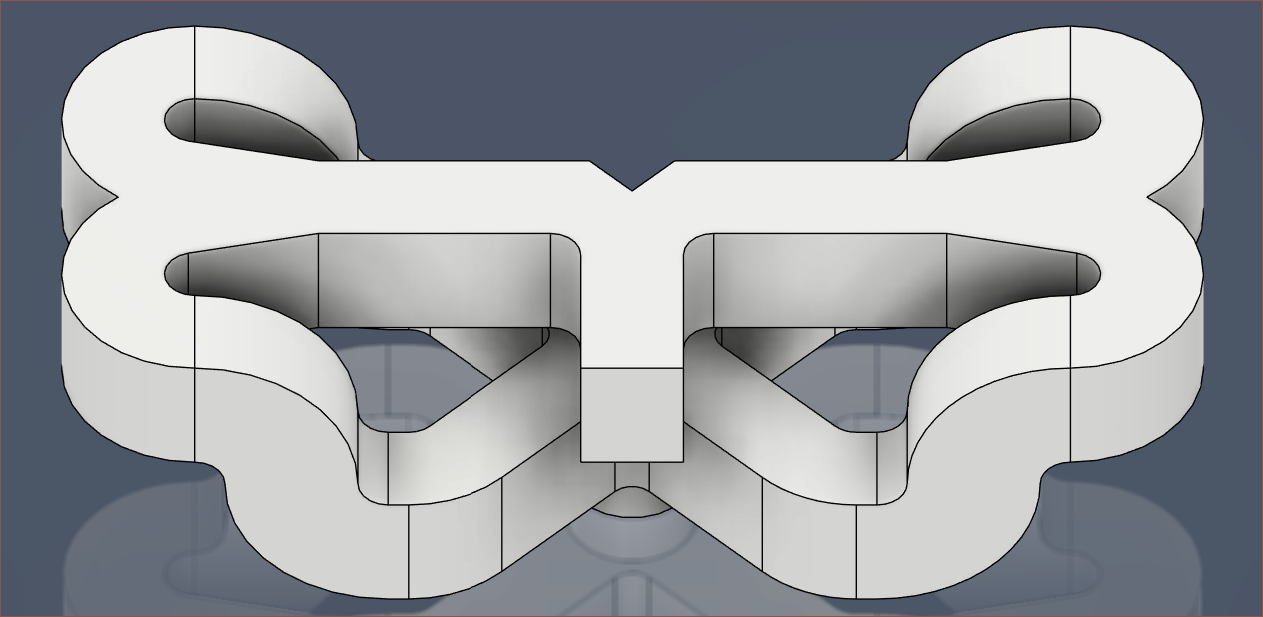
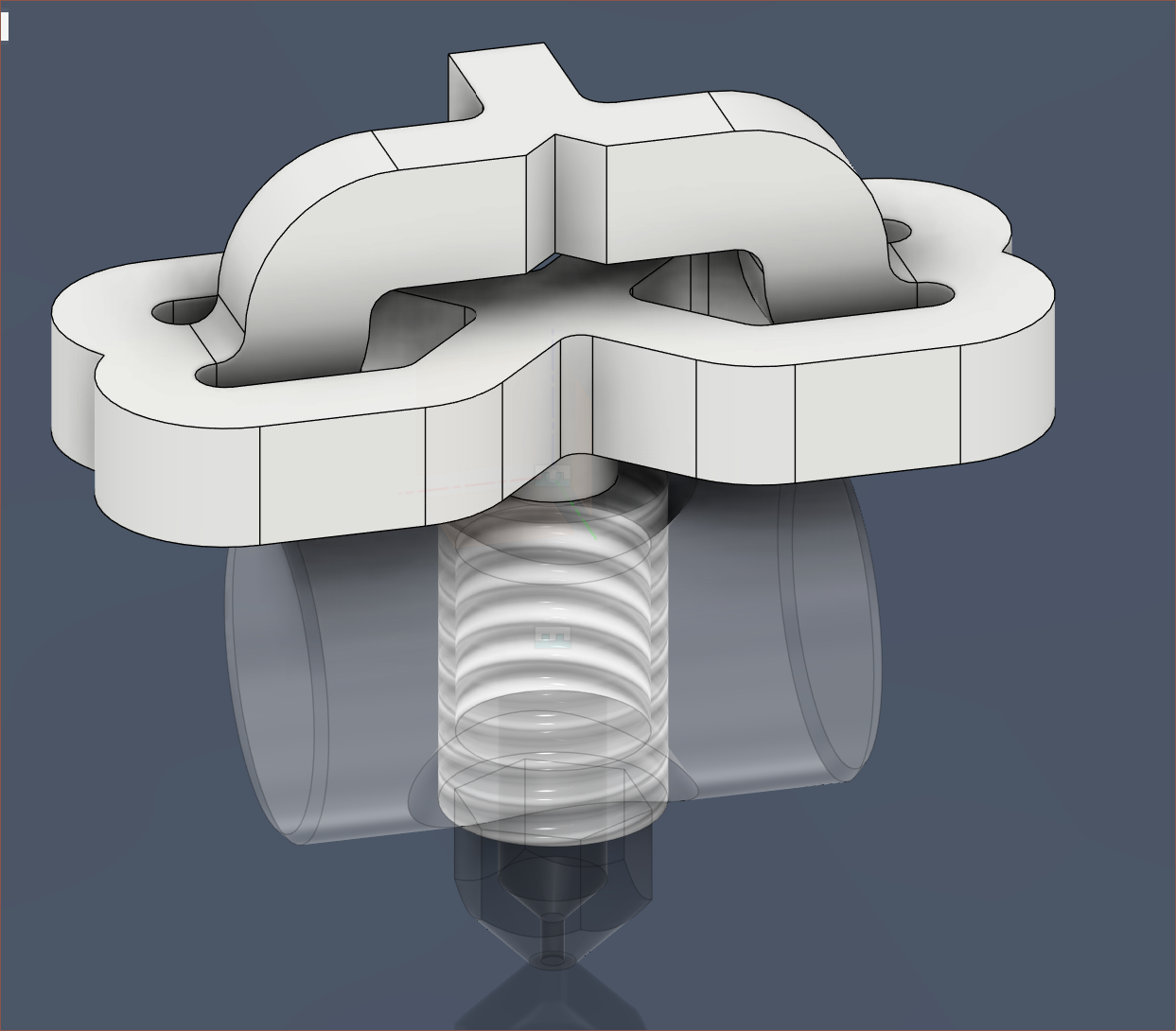
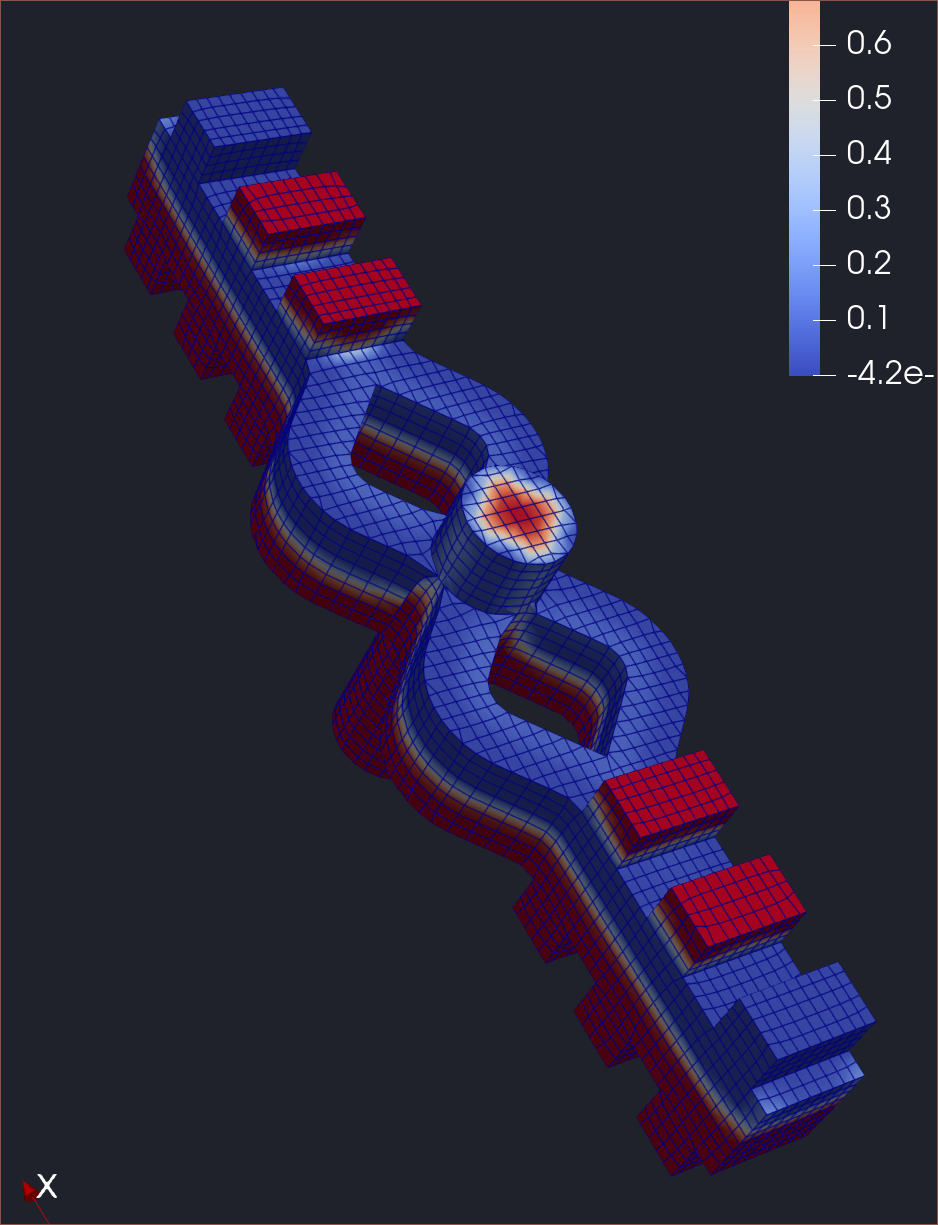
Coaxial8or R3
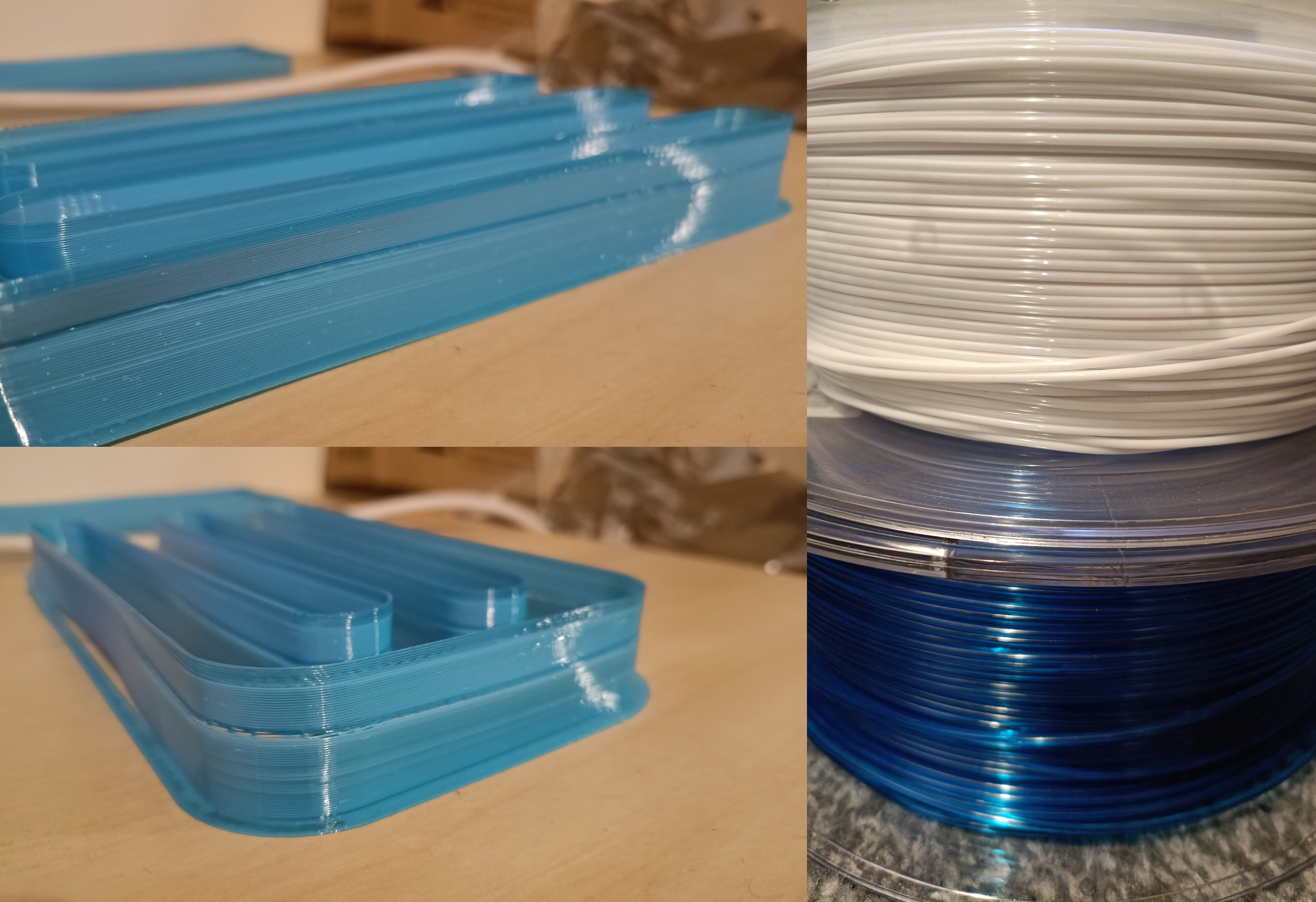
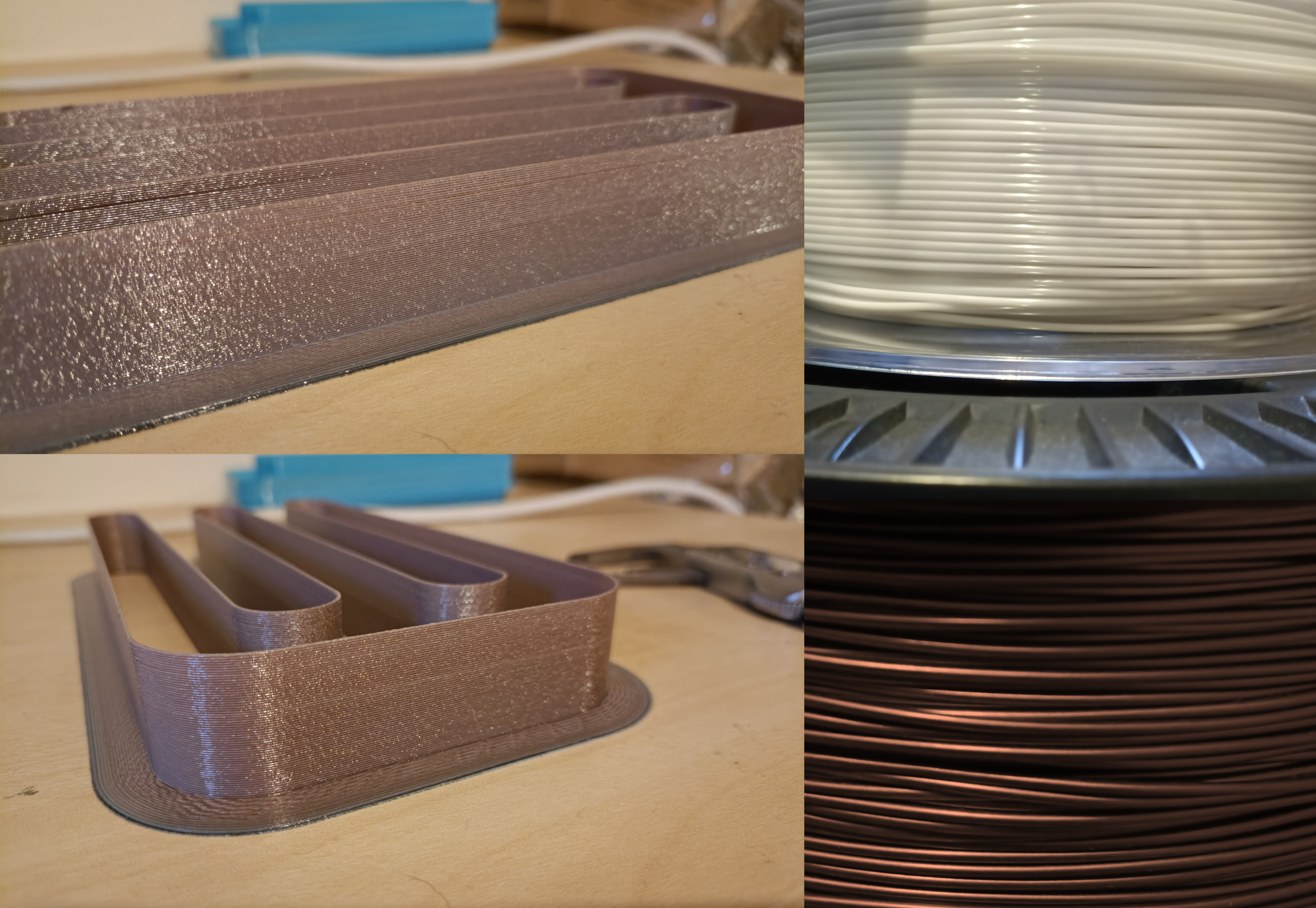
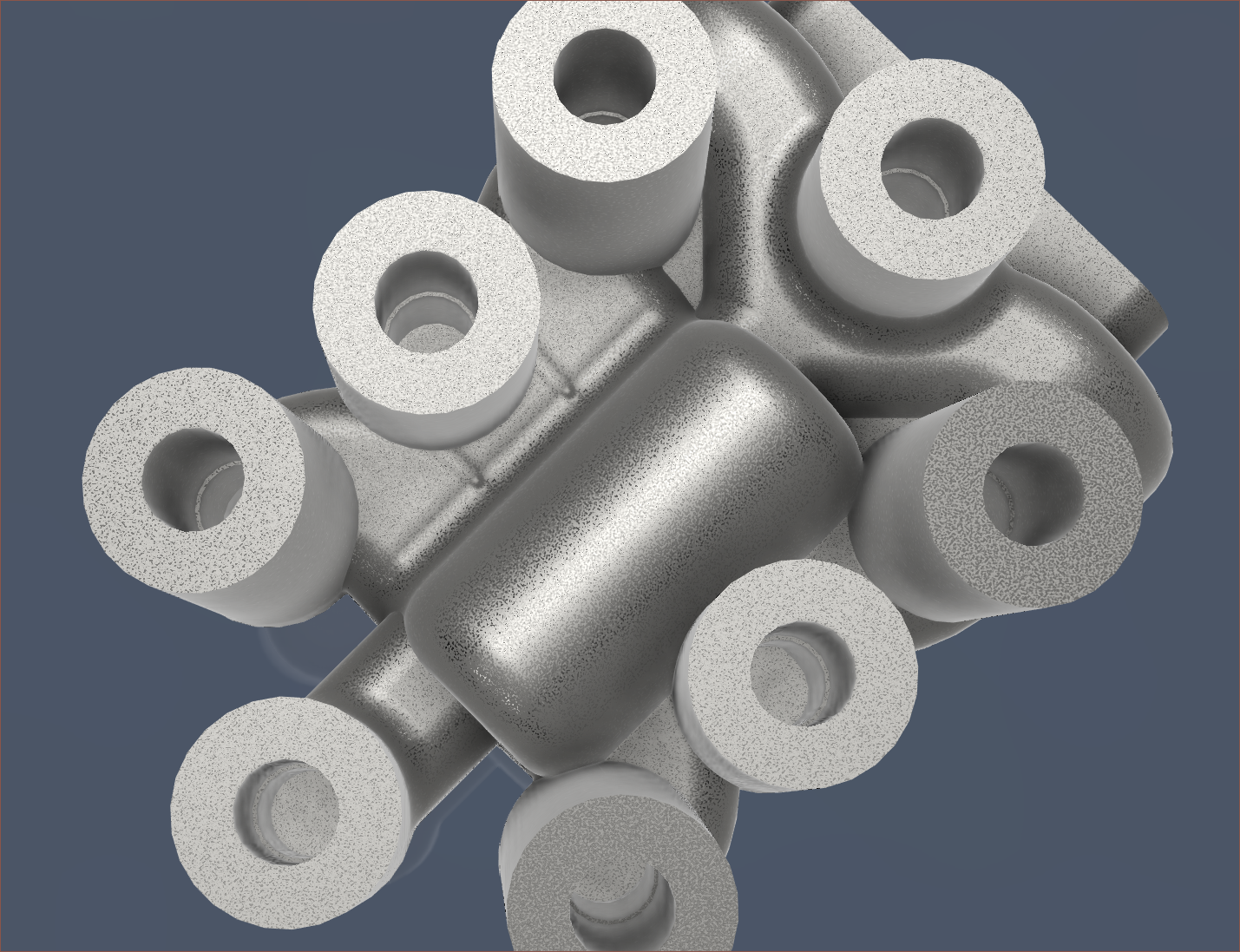
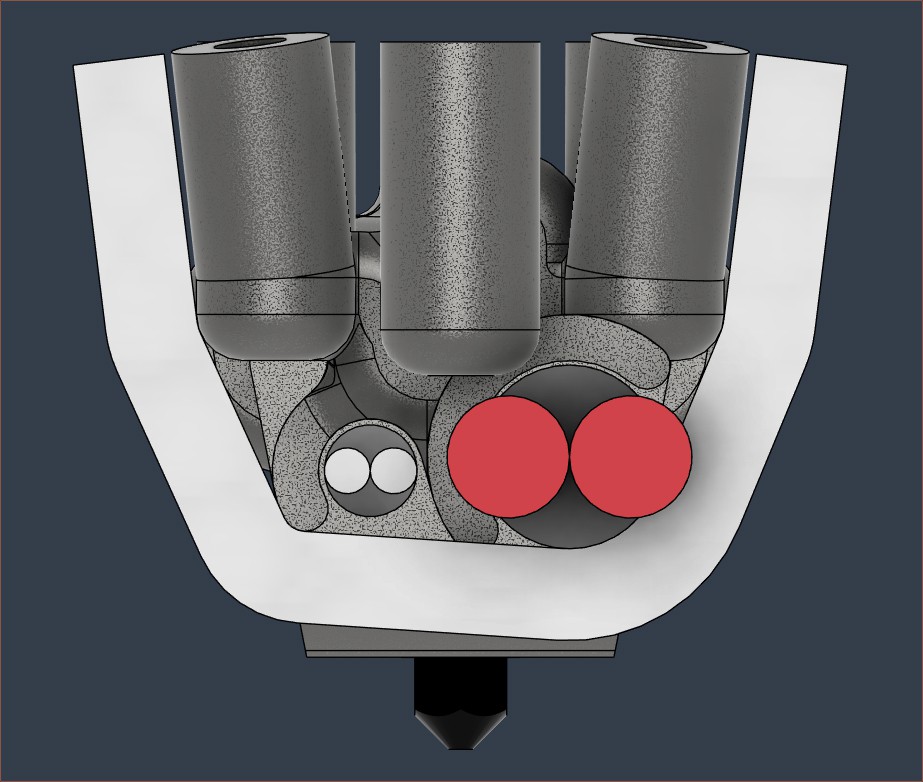
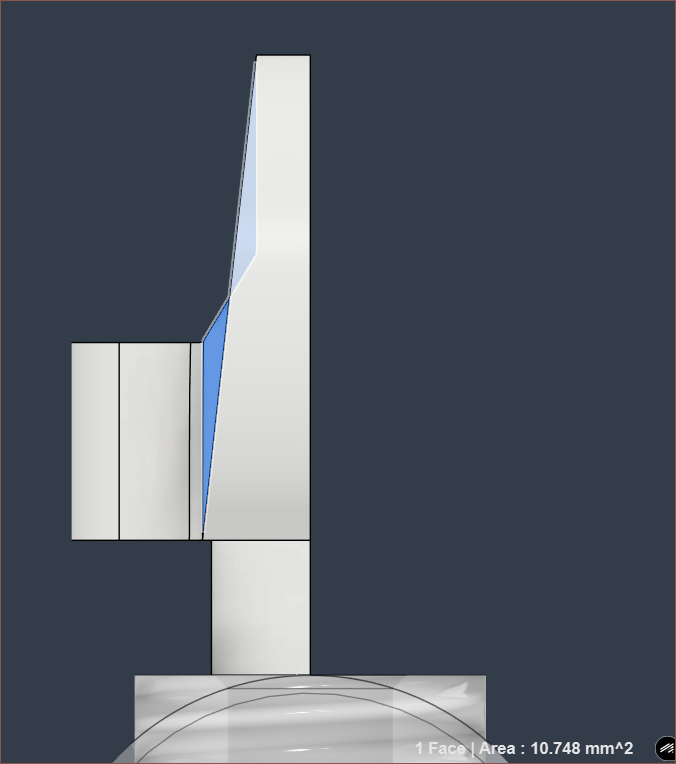
Coaxial8or R2
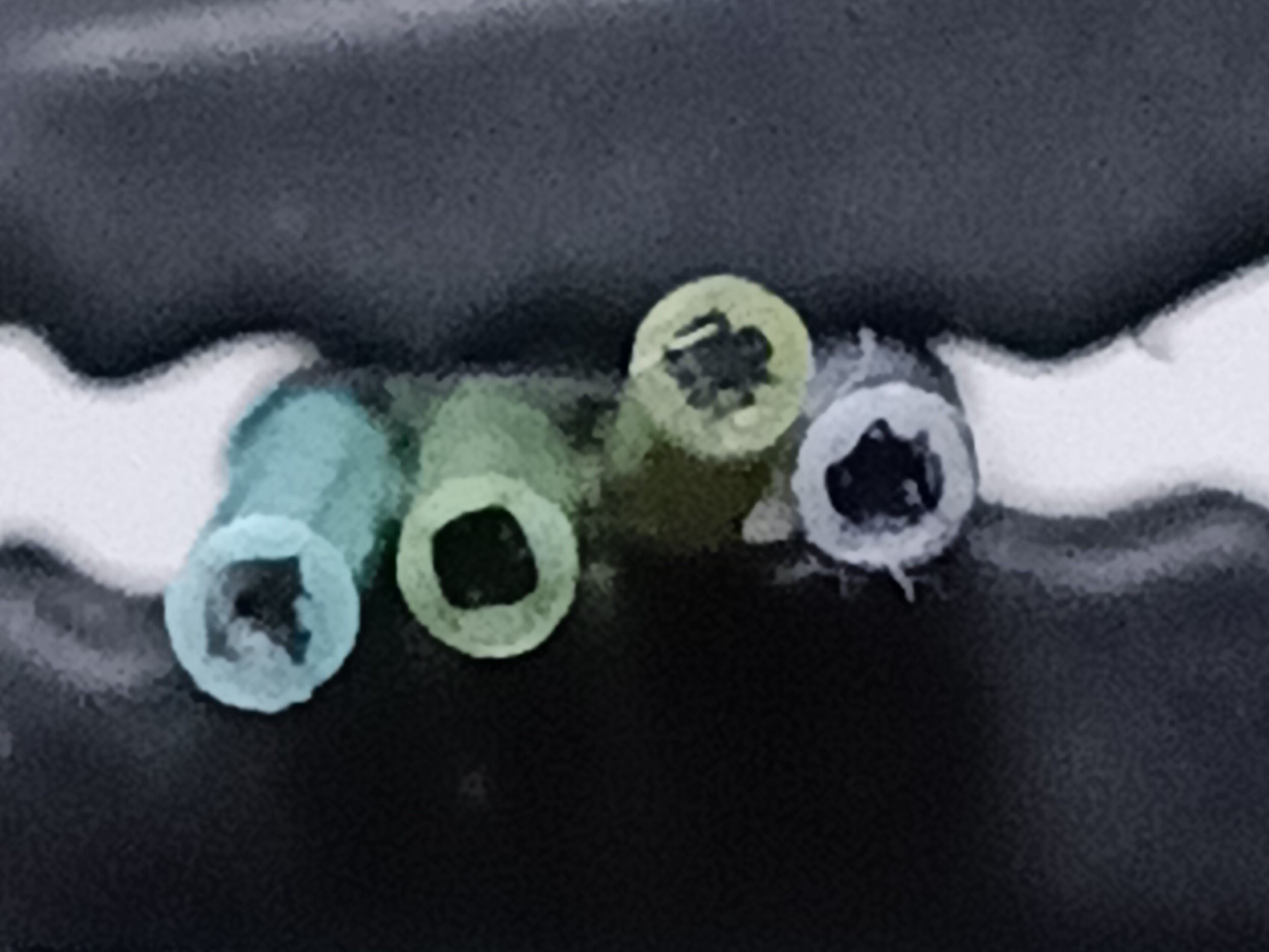

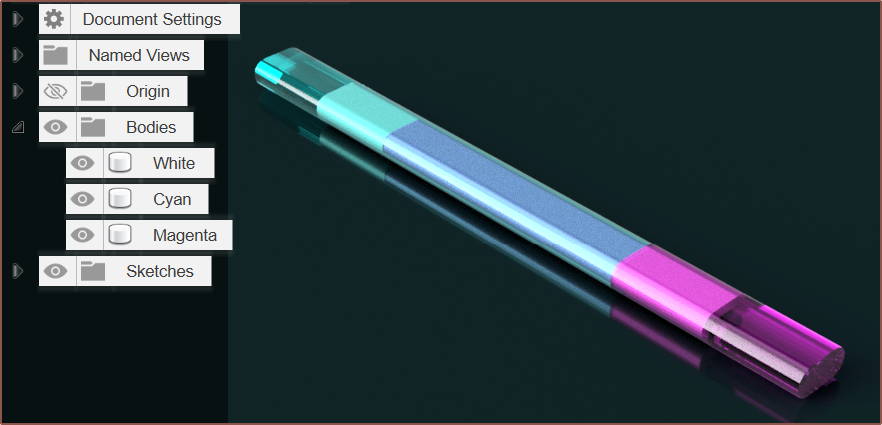
Middle: White around magenta
Bottom: Yellow around magenta
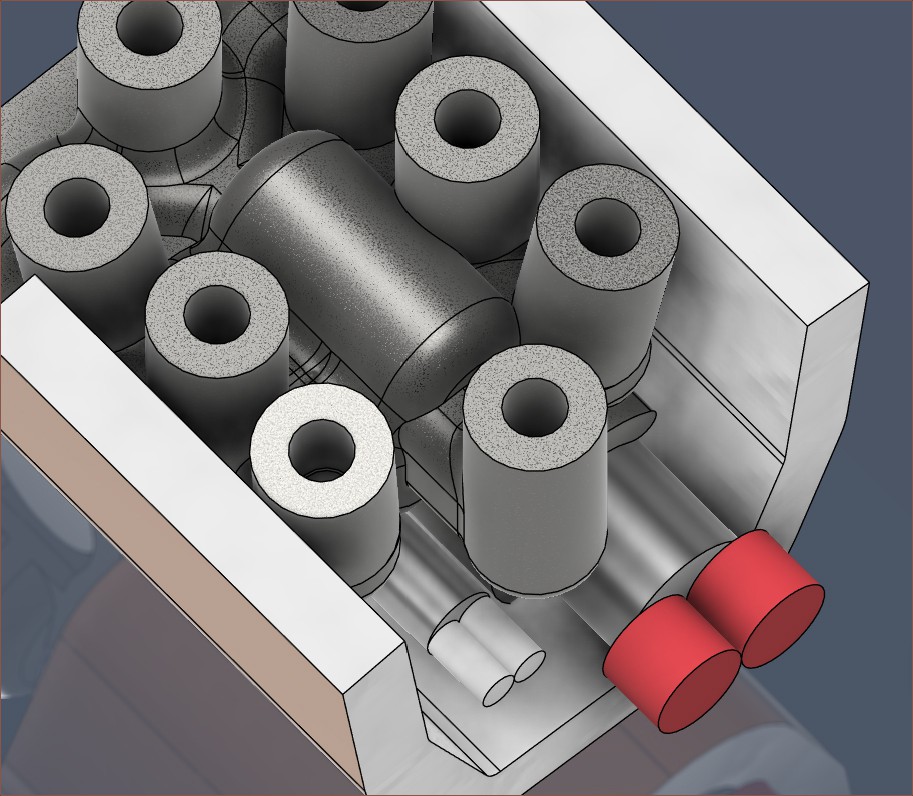
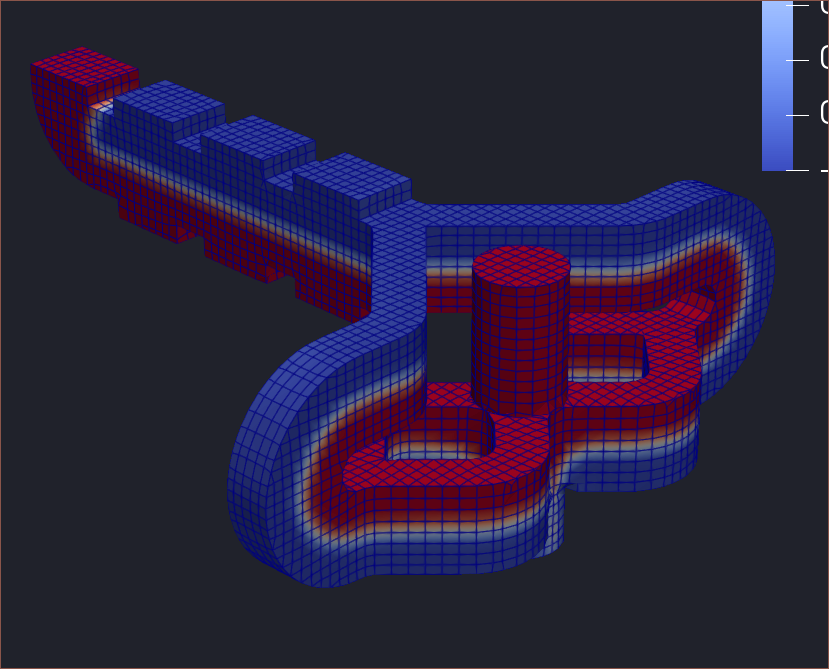
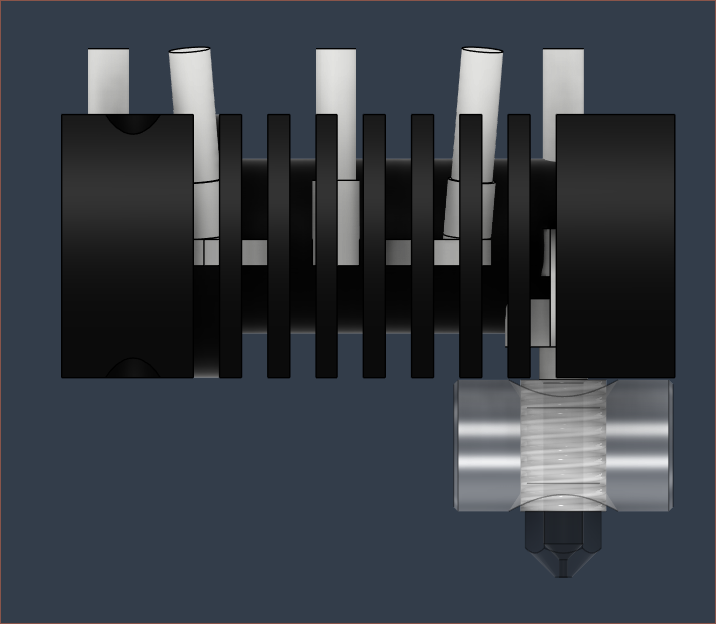
Coaxial8or R0
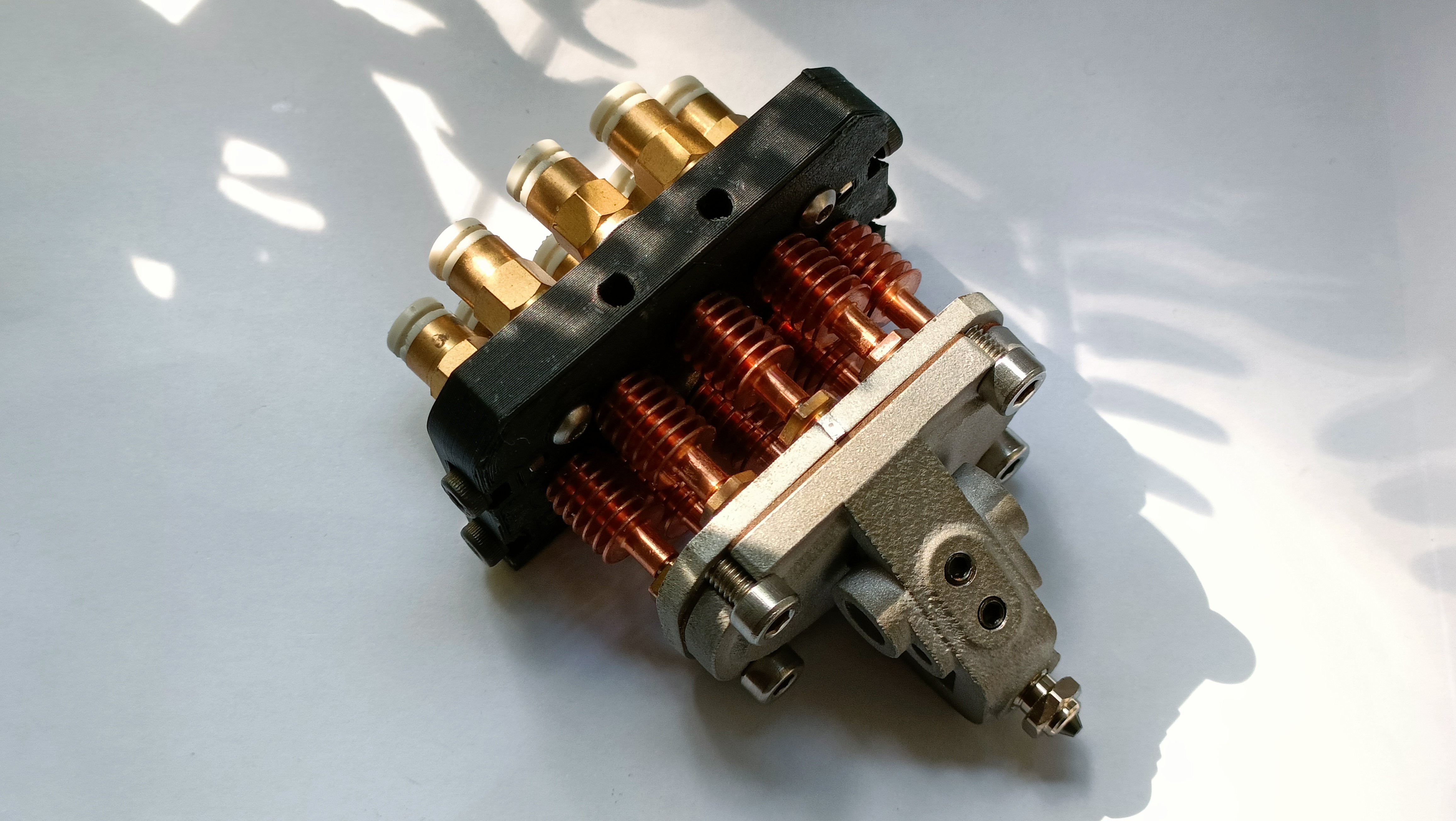
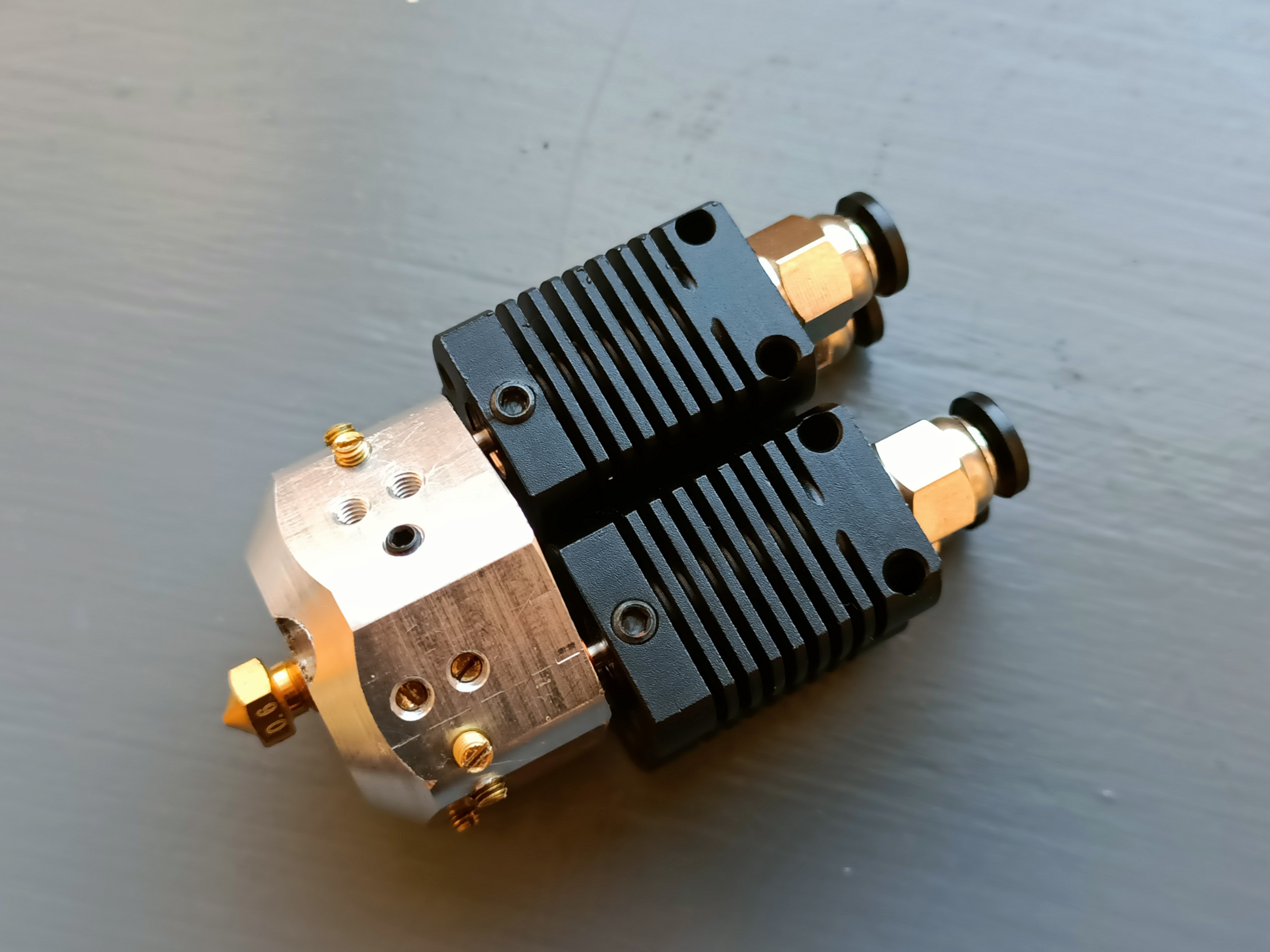
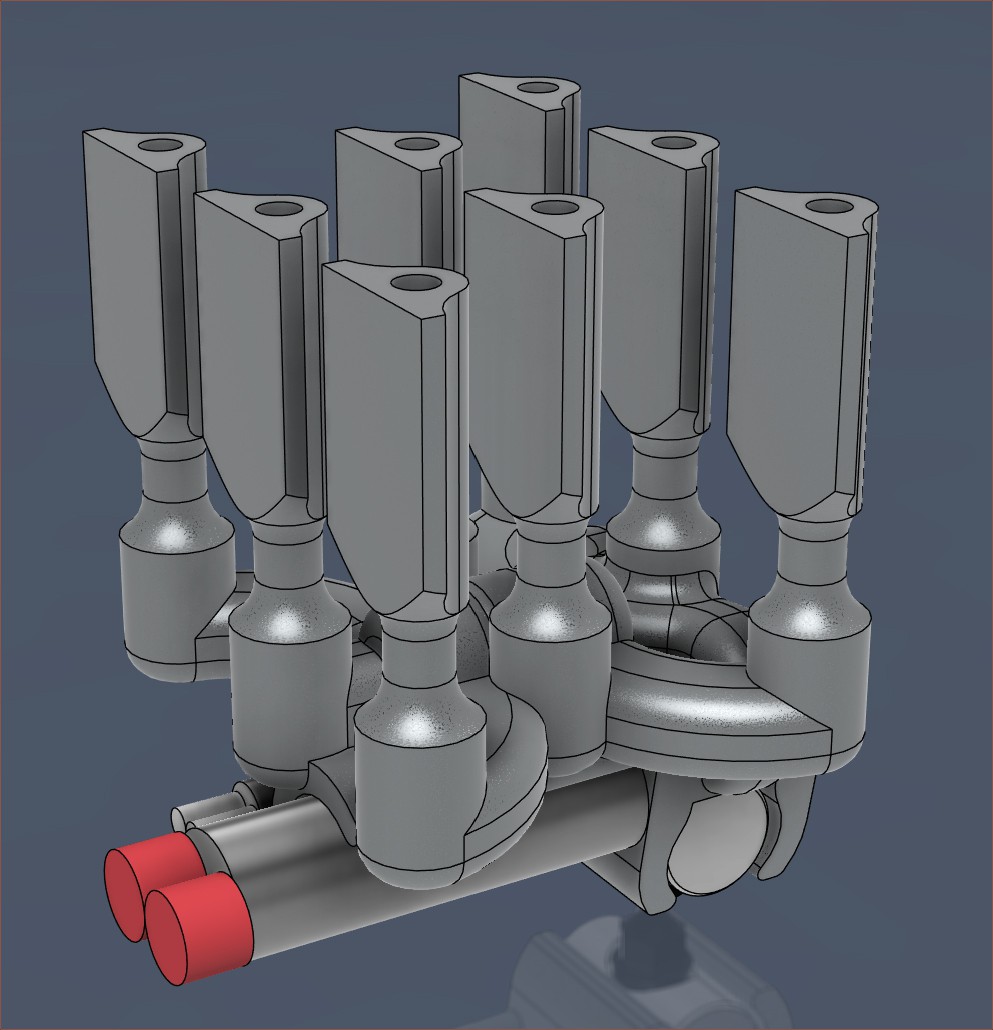
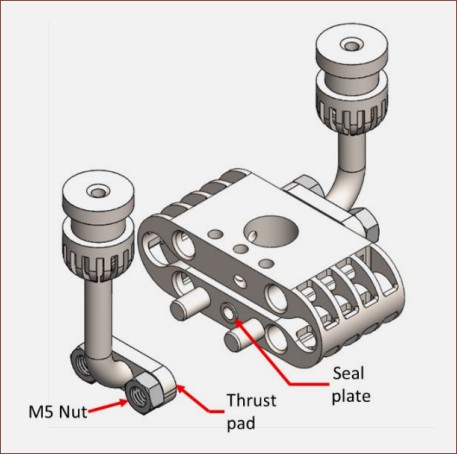
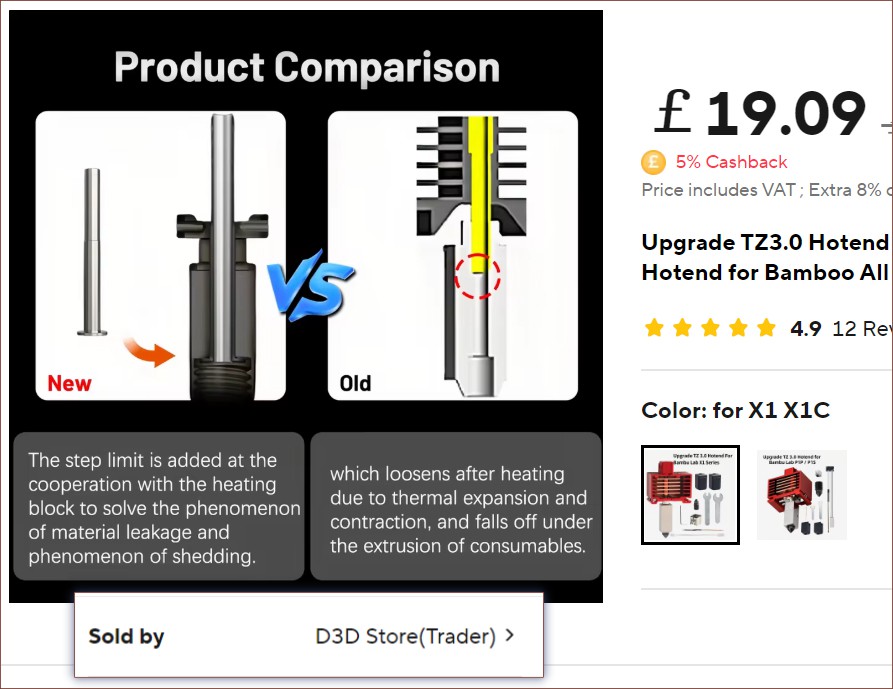
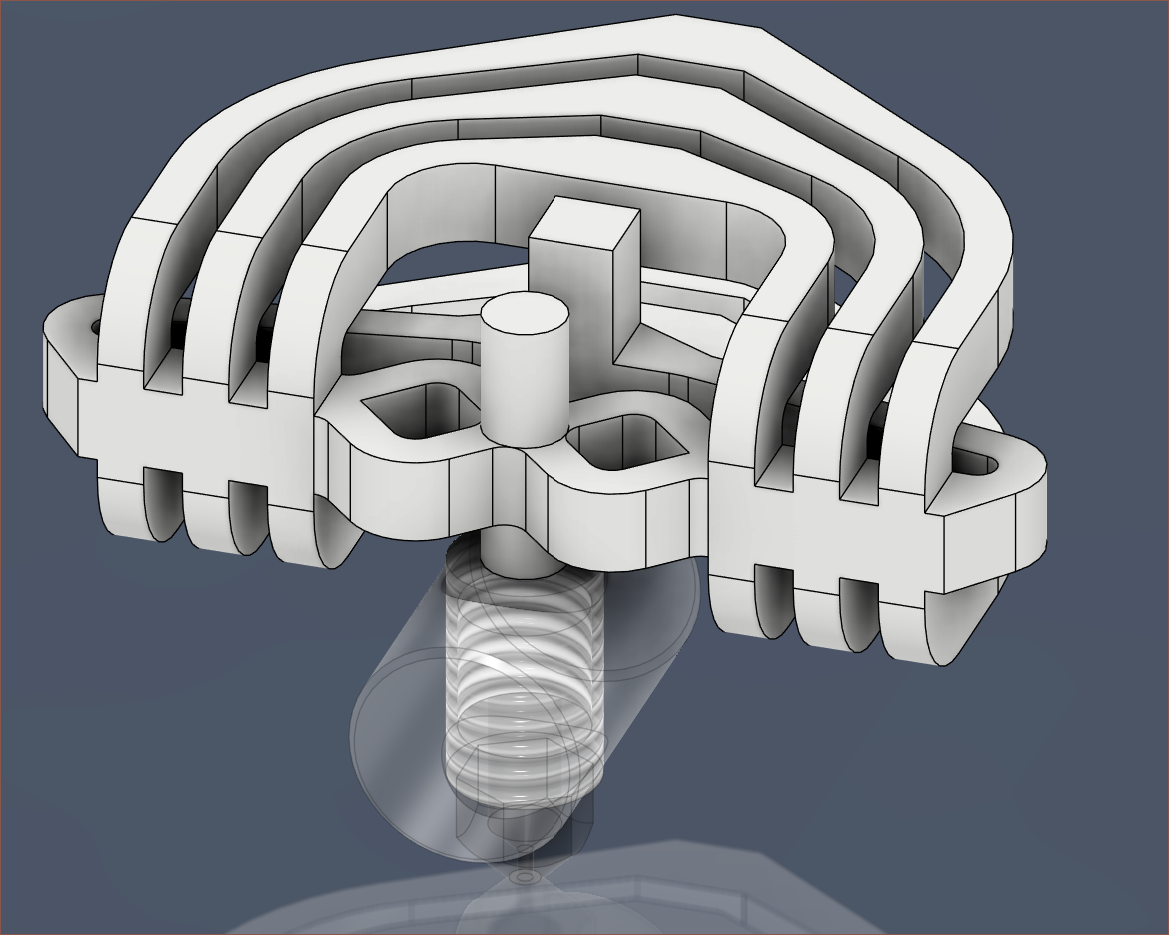
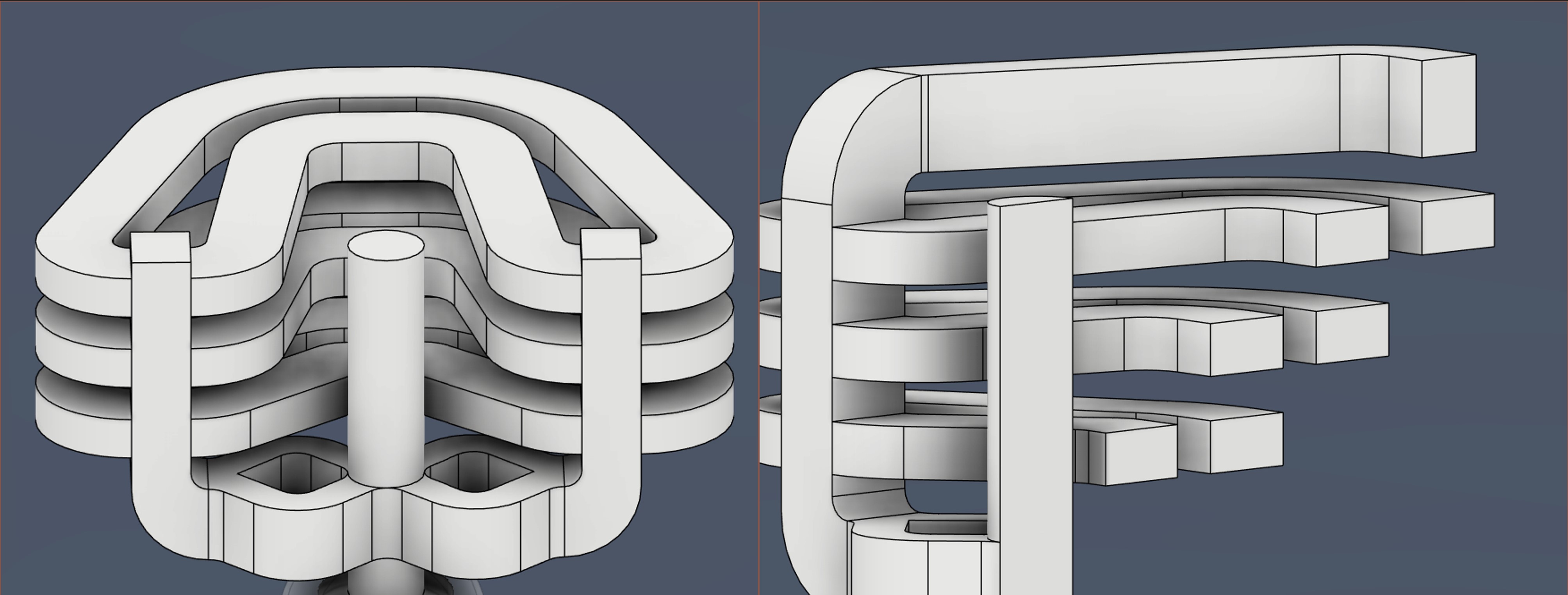
4-in-1-out Coaxial Hotend

Inspiration and/or examples of working principle

Navigation
The title tag system is explained here, and the table is updated when a change occurs. Notable logs have bold L# text.
Read more »
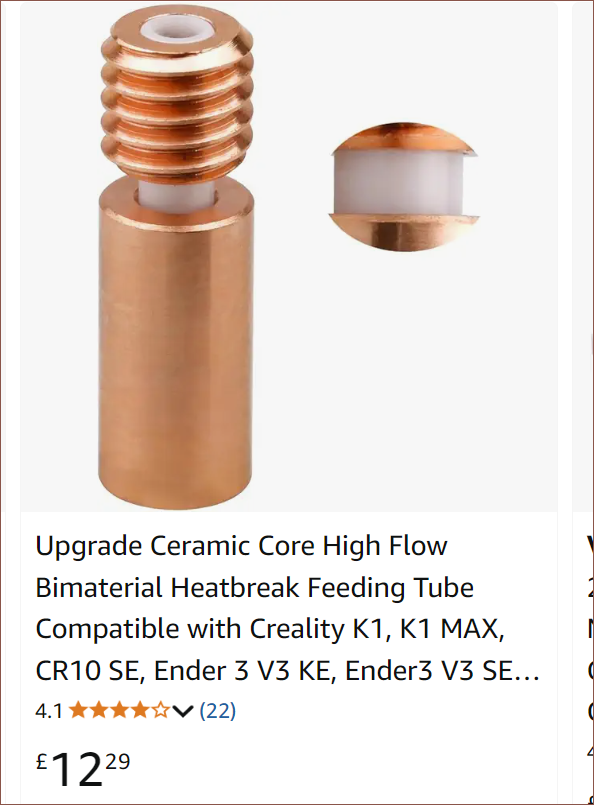
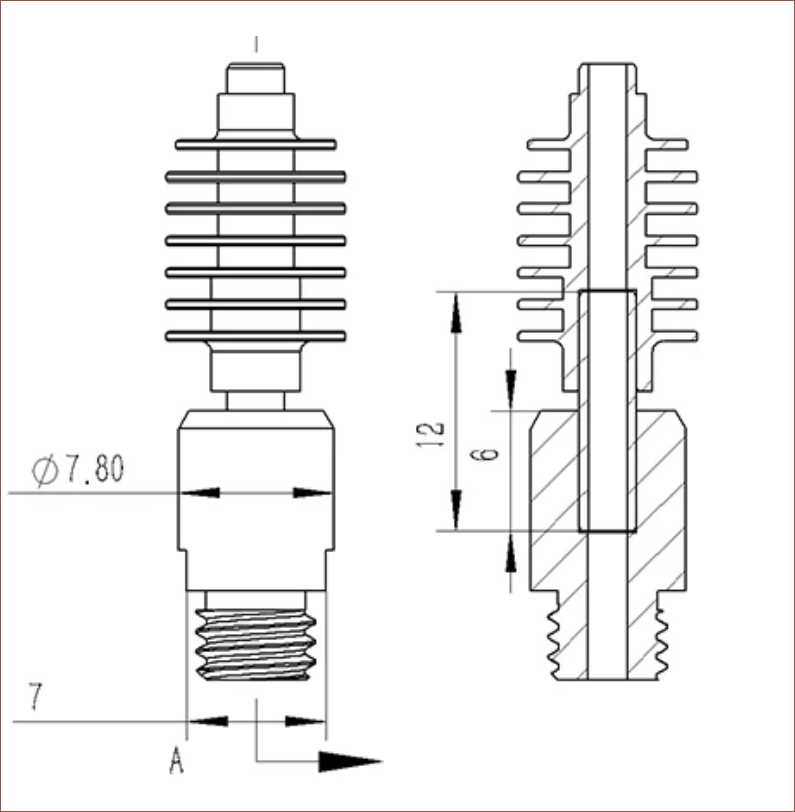




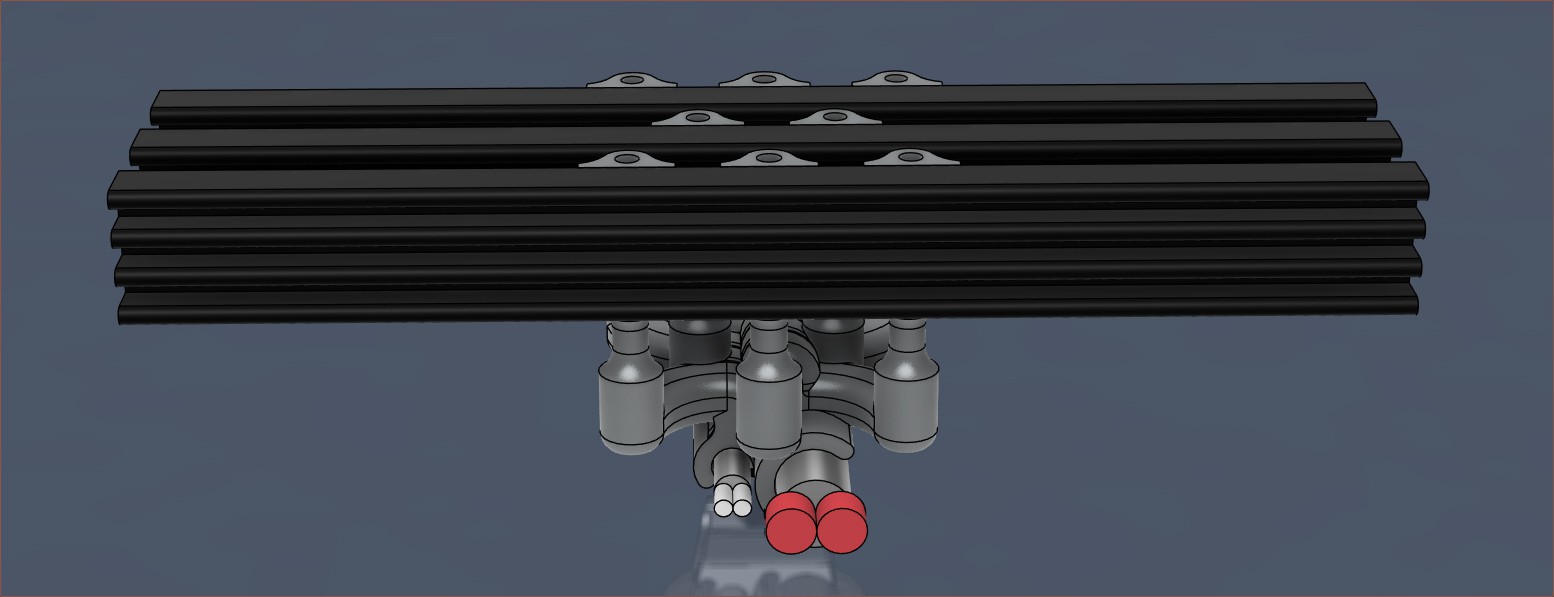

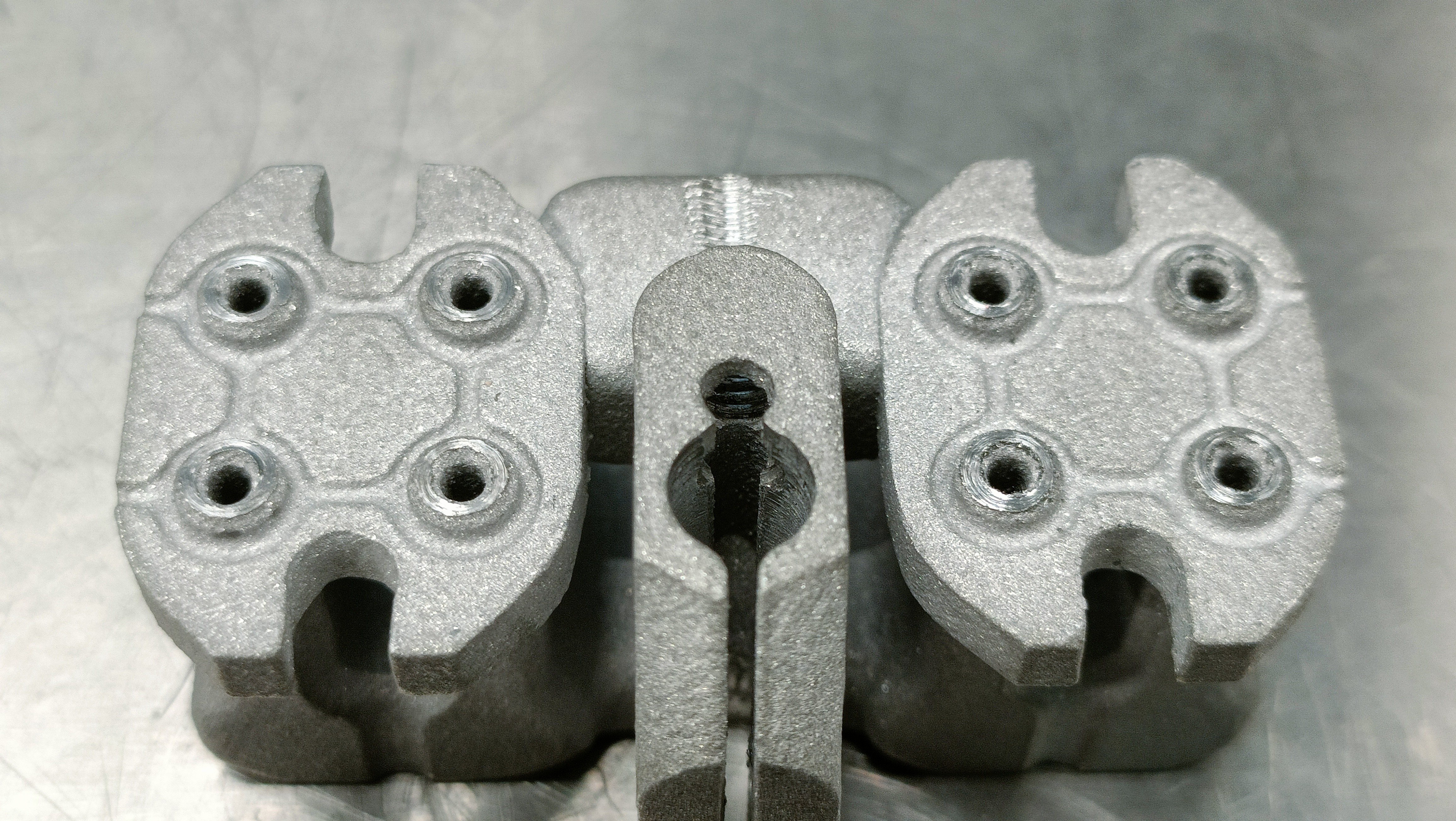
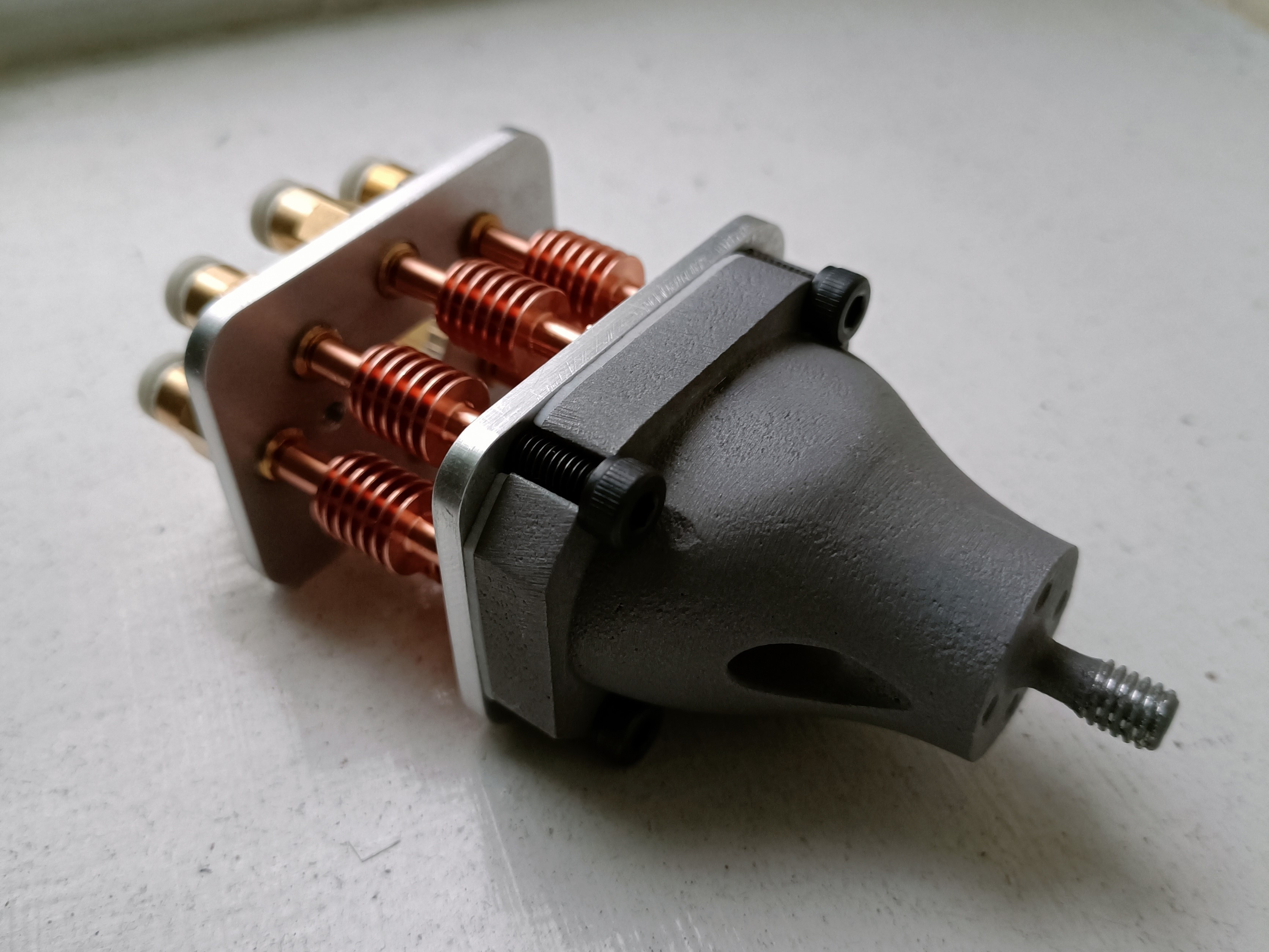
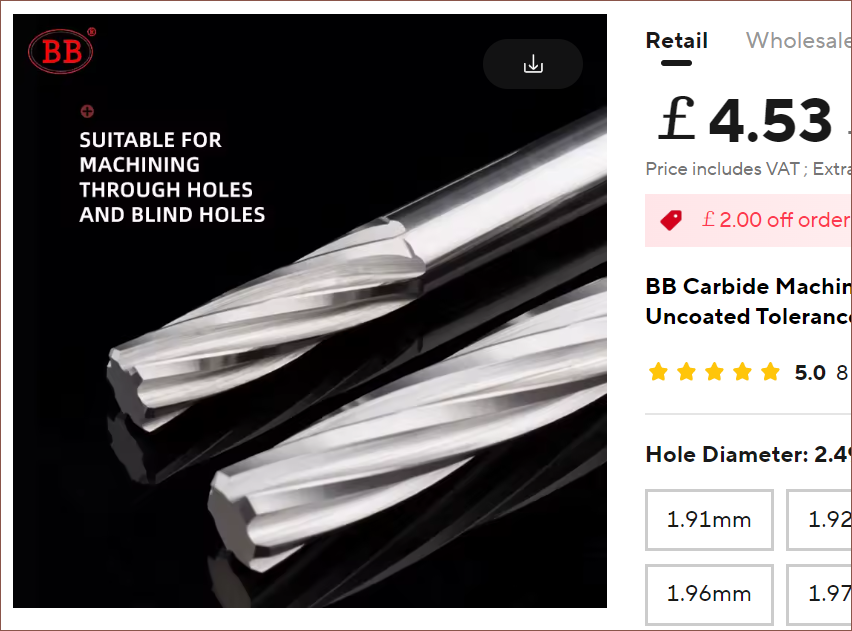
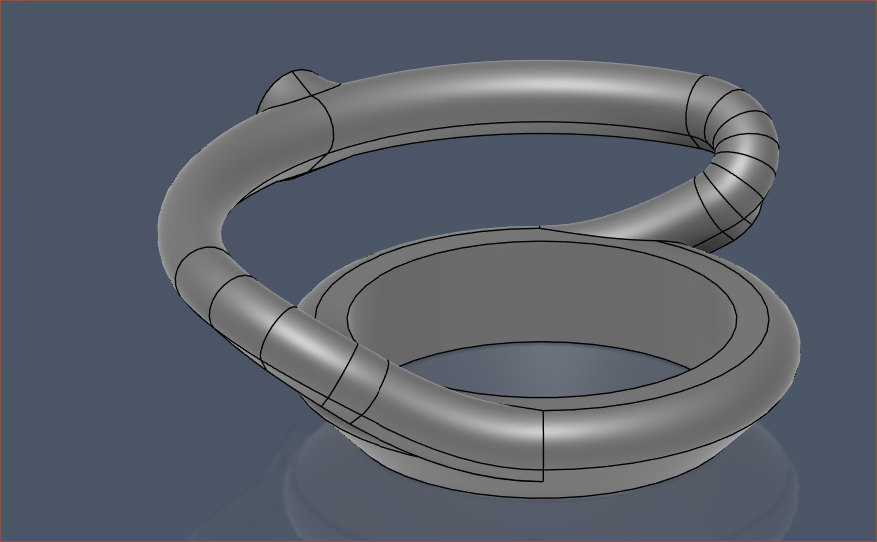
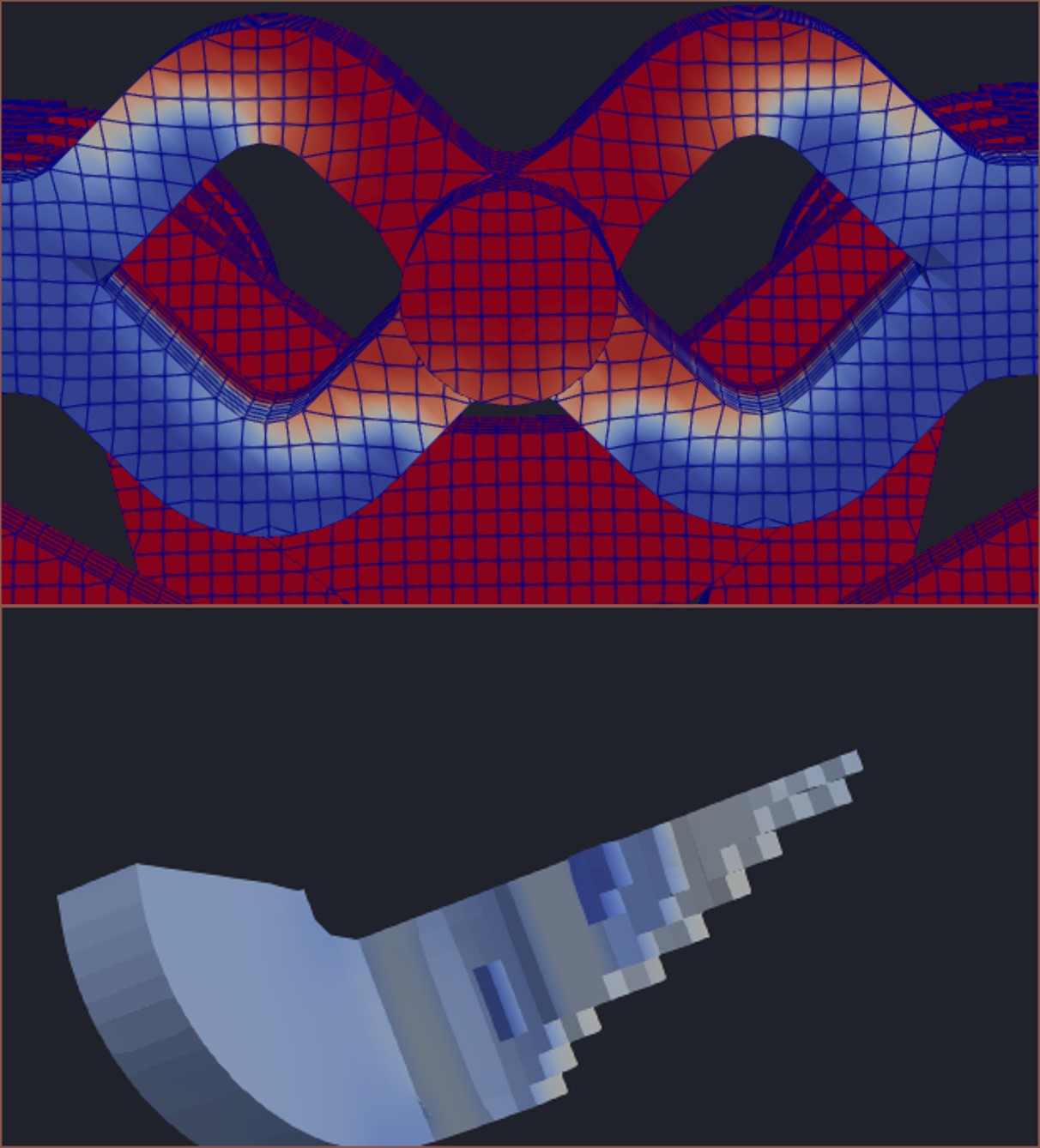
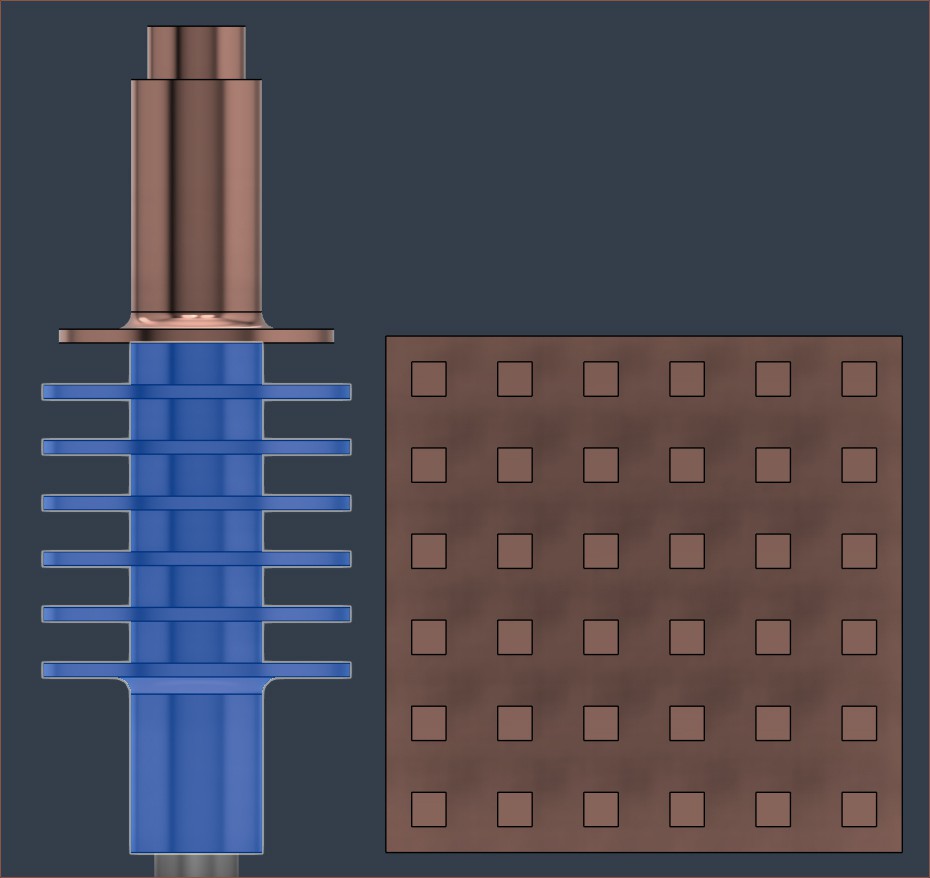
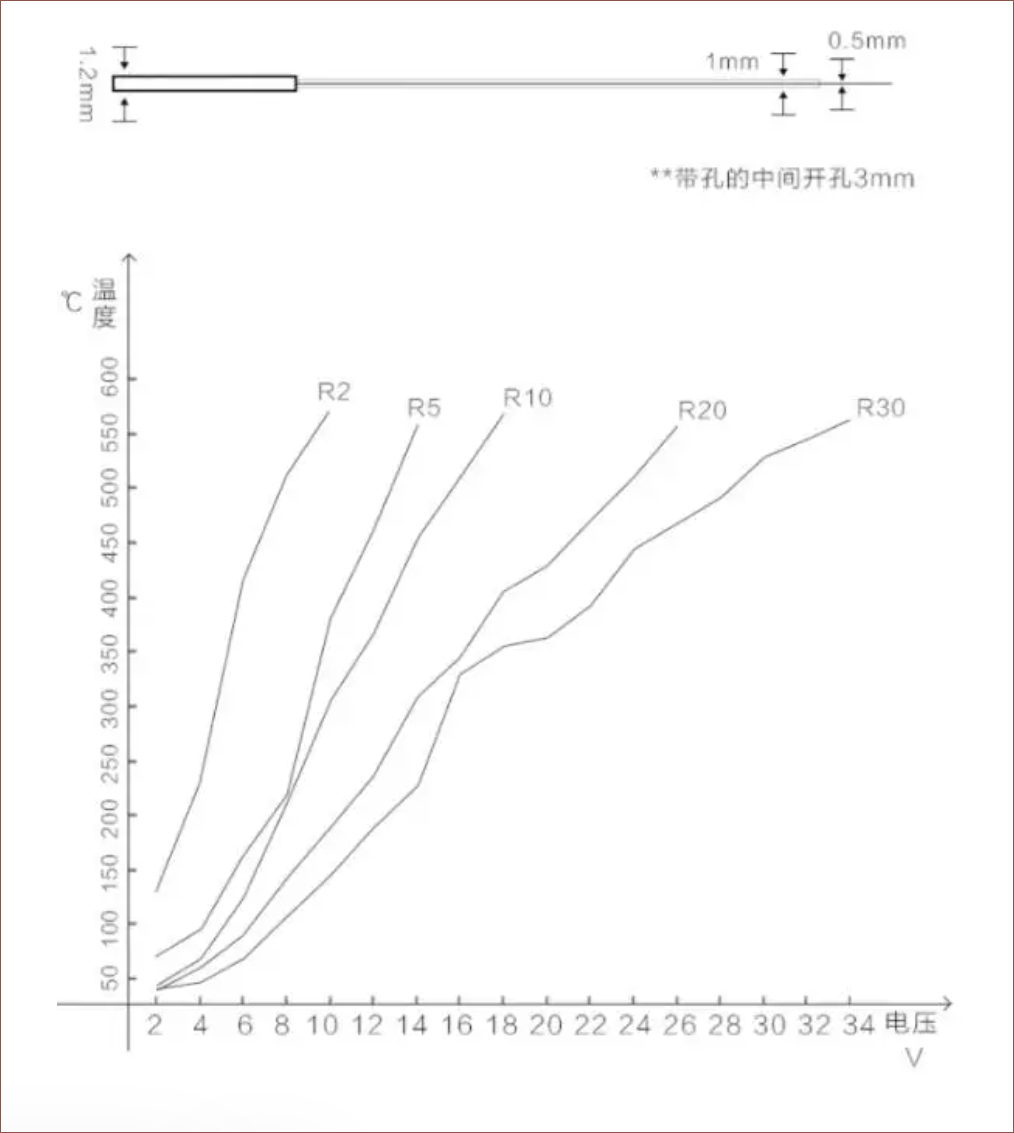
 Currently, I've modelled 1.8mm ID 2.8mm OD tubes to try and balance powder removal, ease of drilling and lack of heat conduction.
Currently, I've modelled 1.8mm ID 2.8mm OD tubes to try and balance powder removal, ease of drilling and lack of heat conduction.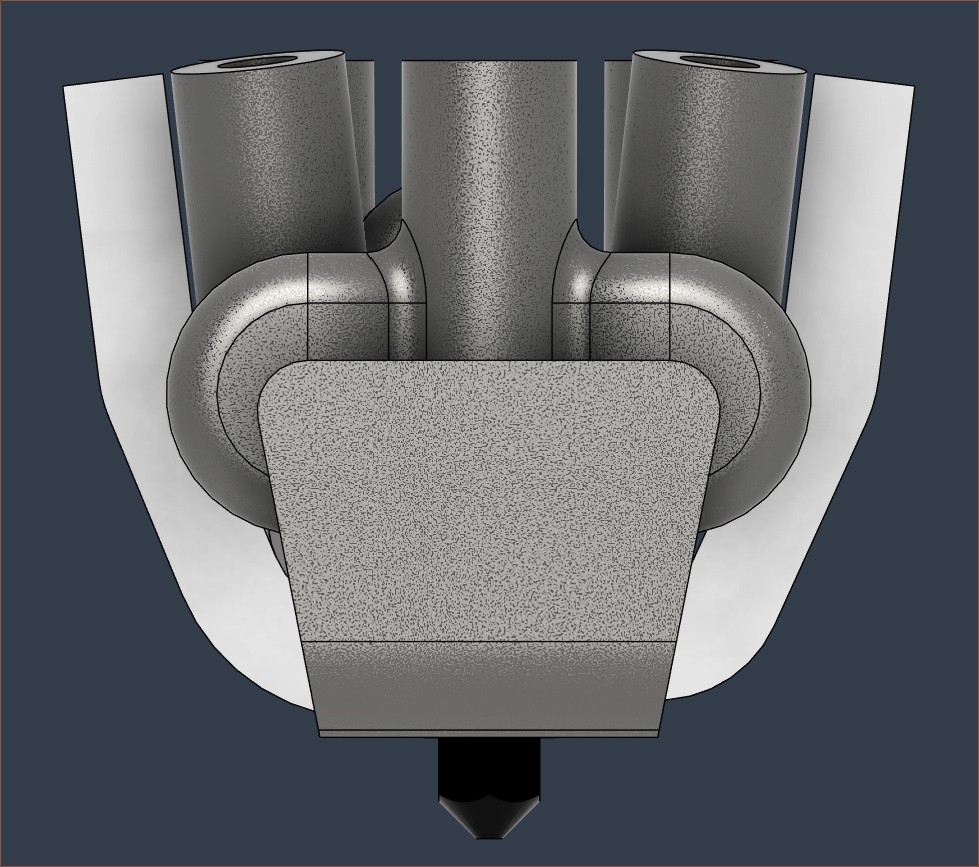 I'm not sure how far I'll get before all the additional manufacturing complexity nudges me over the edge to essentially say "Well, it was a good run, but that
I'm not sure how far I'll get before all the additional manufacturing complexity nudges me over the edge to essentially say "Well, it was a good run, but that 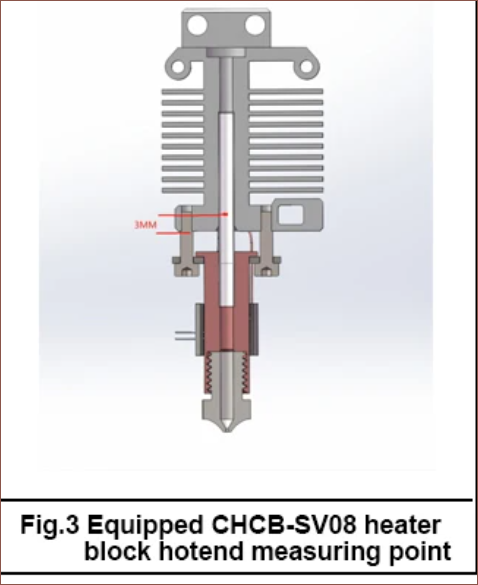






















 MasterOfNull
MasterOfNull
 Tim Wilkinson
Tim Wilkinson
I have been following this project for months, and it's my go to morning reading when I clock into work, haha