I just thought of the idea for a fast printing method for single colour, draft or solid parts. I say "draft and solid parts" because I hear that hollowed parts are prone to cracking a while after printing due to uncured resin in the part. For normal printing -- if LCD longevity allows -- I intend to expose the layer to be printed, collect the material from the lamination sheet, expose an offset for internal edges (might as well use the resin for the part instead of washing it away) and then go to the next layer. This quick print idea would be incompatible with this method and so would be intended for fast prototyping (hence, "draft") or no internal edges from hollowing the model (solid).
The quicker printing method
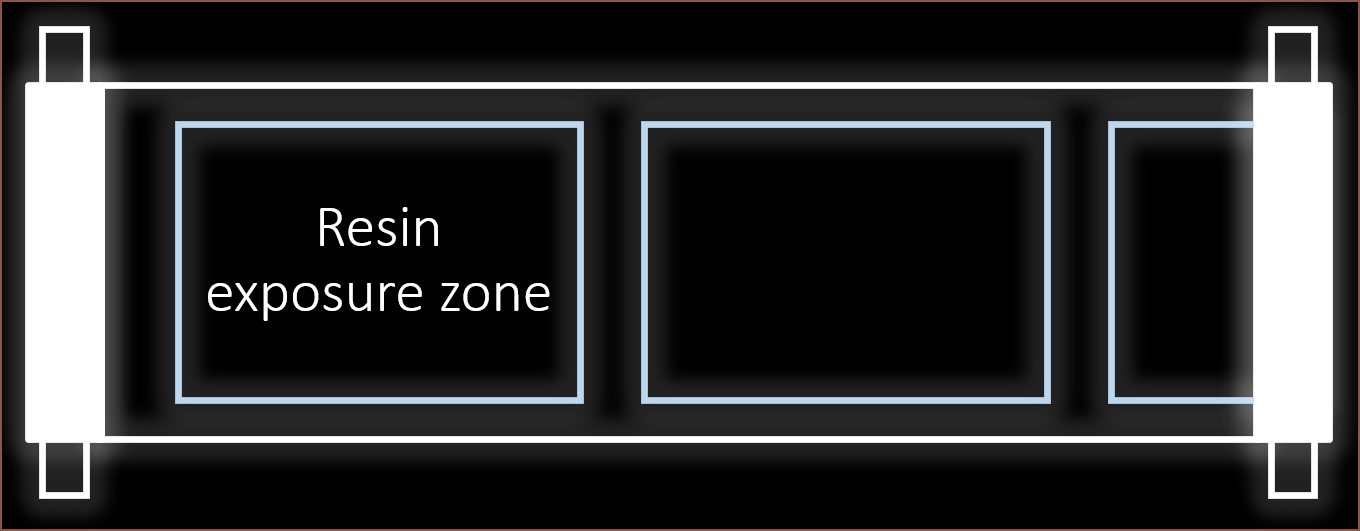
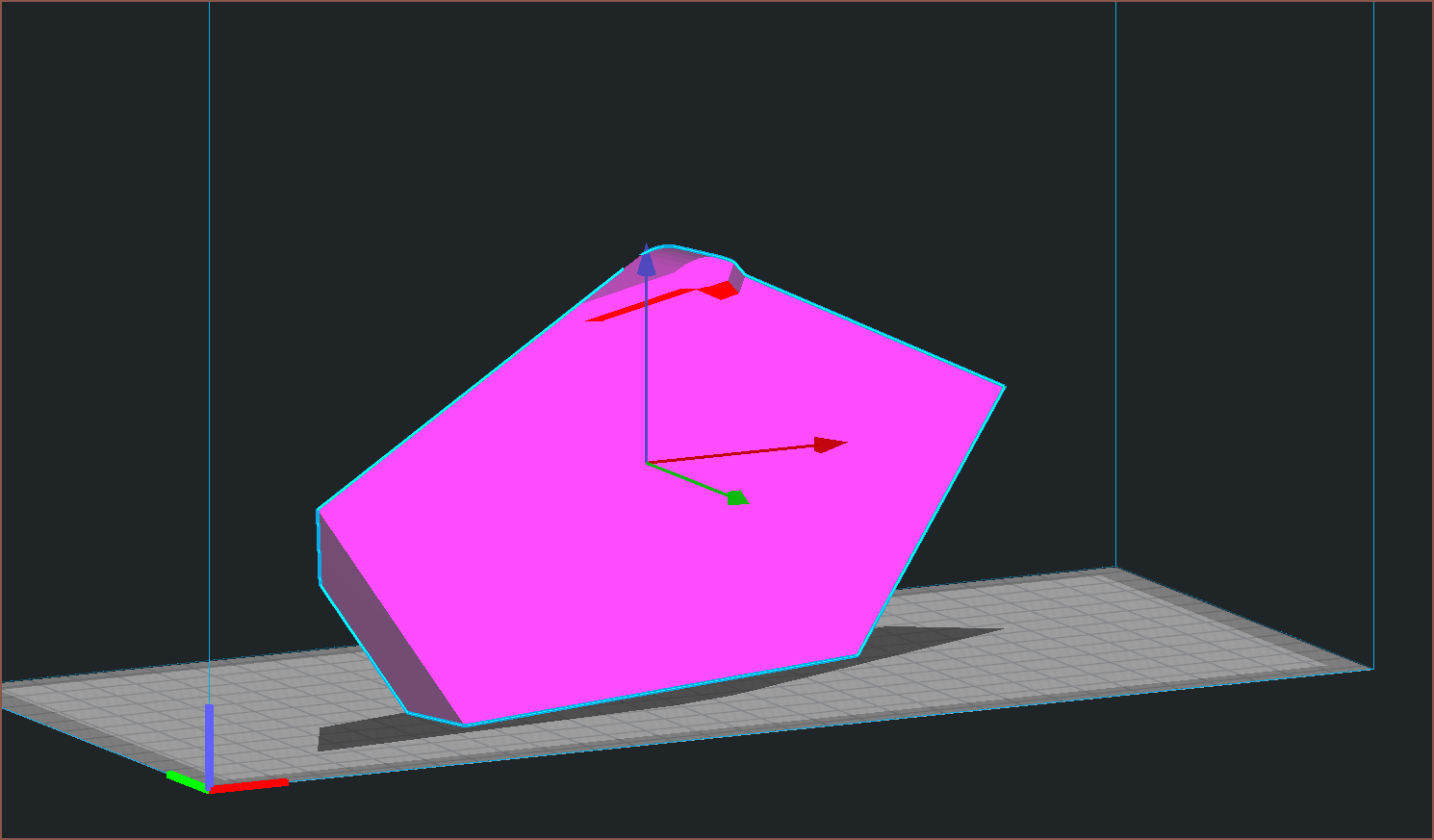
The quicker print method would work similar to a cassete tape where material is applied from one roller side onto the lamination material and collected on the other side. The lamination sheet will only need to move enough so that the laminated material covers the next layer and not be recollected and laminated every time.
In the example above, a parallelogram prizm is being printed. The white parallelogram is the image being exposed by the LCD and the black ones is where material has been cured to the part.
Started modelling the idea with some conservative estimates of needing 70mm on each side of the build volume and 60-70mm between each resin cartridge.
I had a more slope-like idea for the base, but I decided on going flat to increase build volume.
The XYZ is 860x500x1220mm.
I was planning on having a top and bottom tank for cleaning fluid until I found out how tall this concept build was. The top tank will be moved to the back.
A dishwasher-style door may be more suitable than the one I've modelled here.
I don't know where the touchscreen would be mounted yet as the printer is larger than expected.
The build height could be as much as 500mm with this design, due to the cartridge racks being so tall.
So having a next generation 3D printing technology is pretty cool, but having a next generation 3D printing technology in as many consumers' league budgets is a magnitude better. Thus, I wanted to research the CanDoTheTaskApp of using the 6.08" screen I've seen here-and-there while searching for usable screens on AliExpress.
---------- more ----------
Initial Screen Research
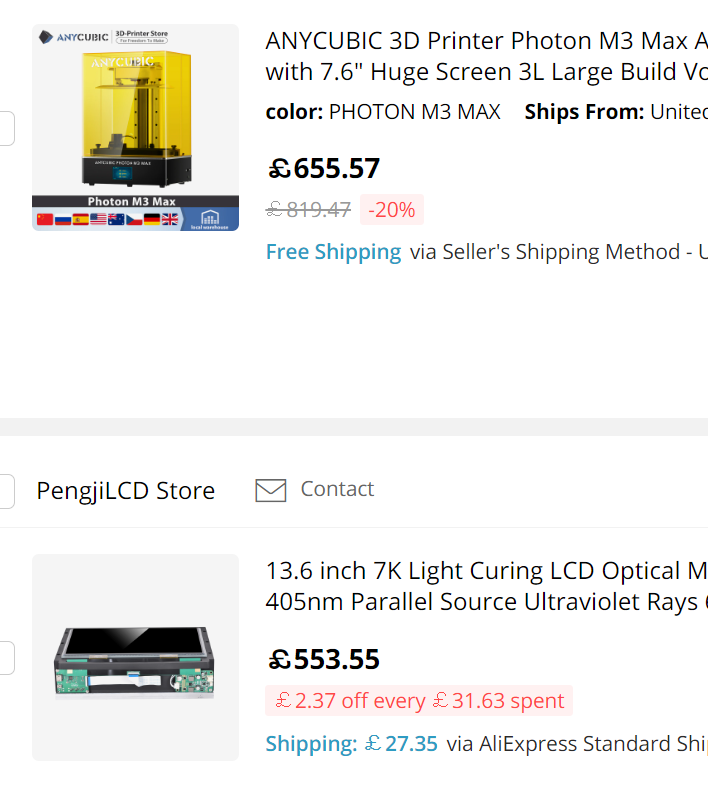
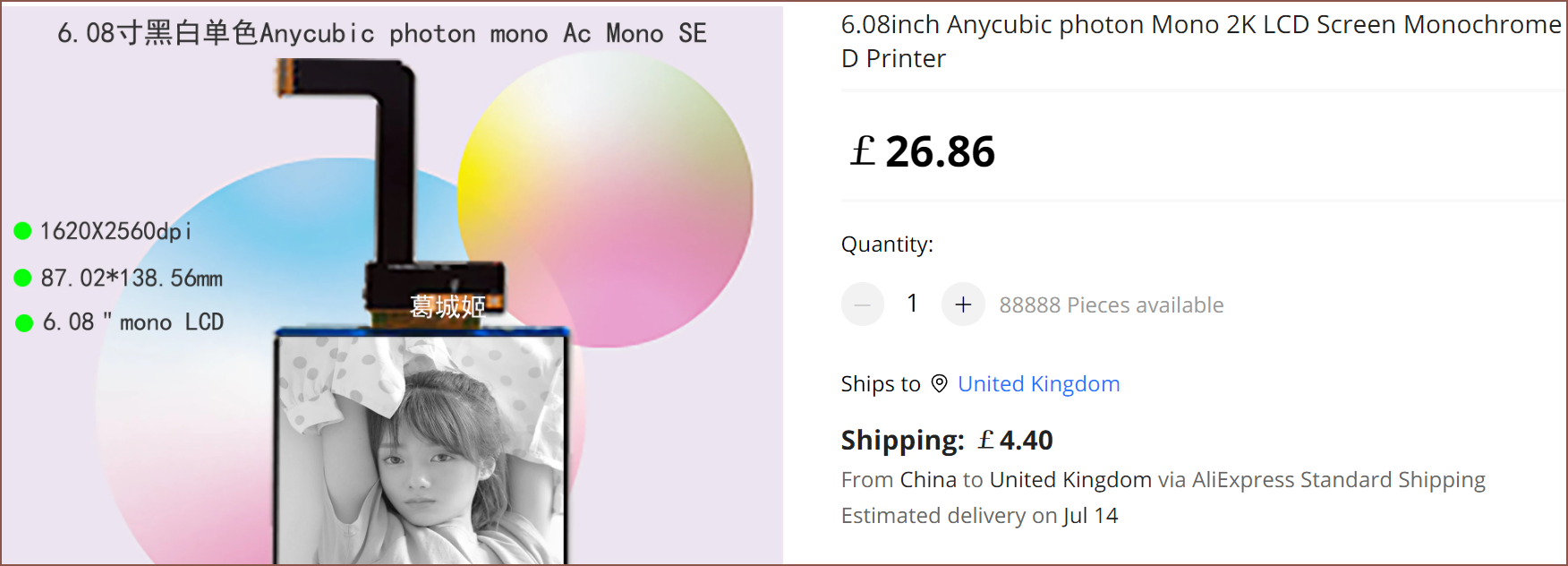
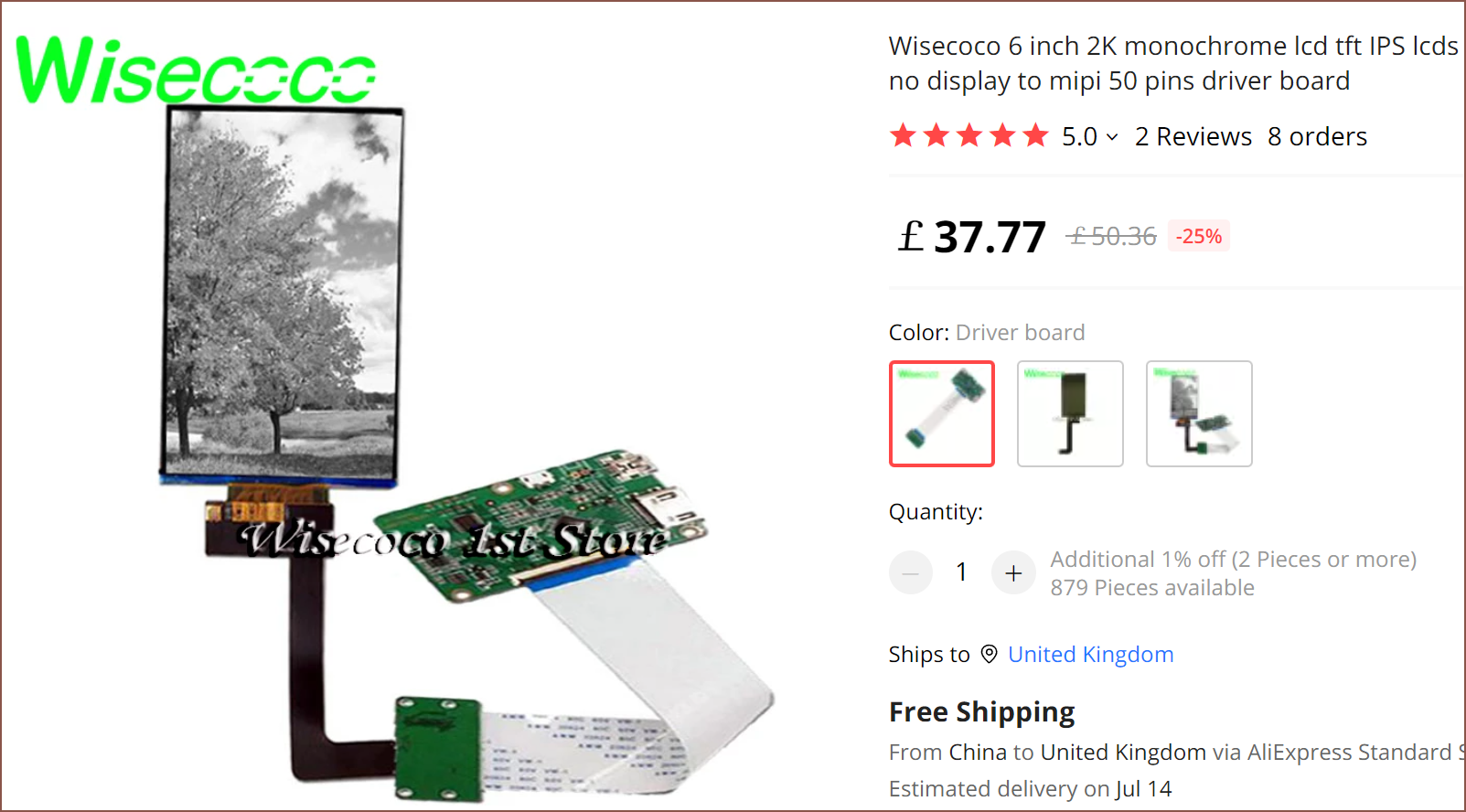
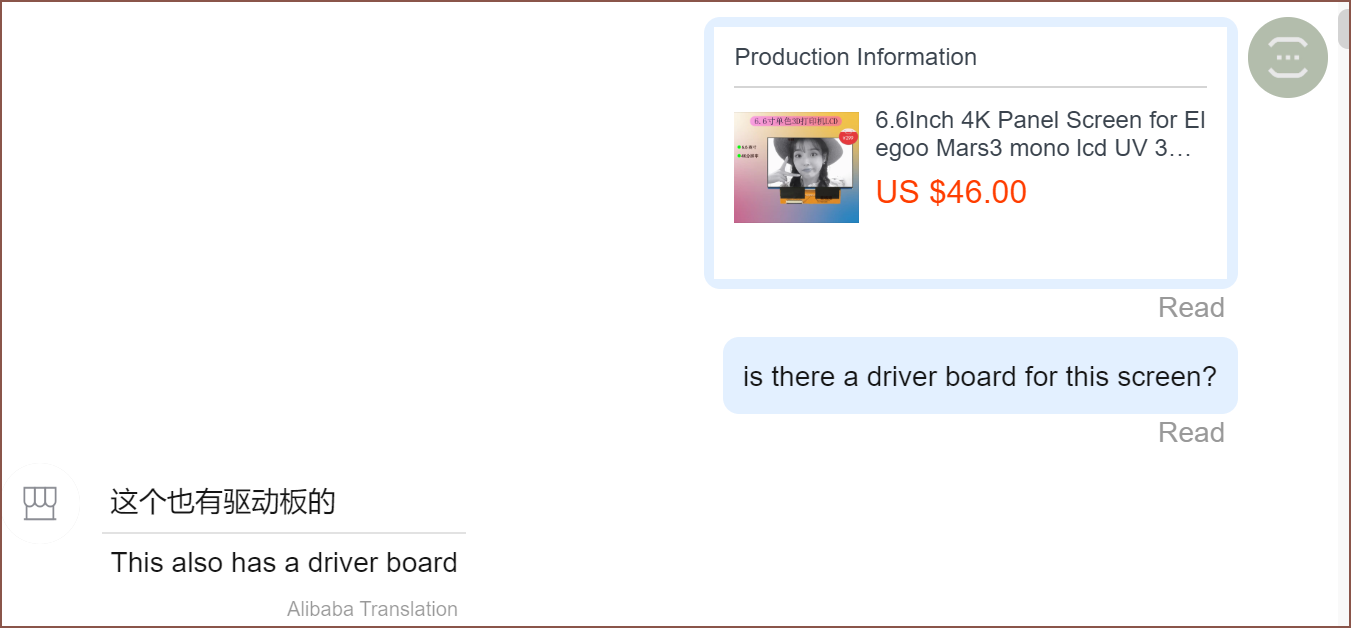
Unlike most screens, a variety of sellers were selling mono 6.08" screens. The cheapest I found was £27 yesterday and would probably work with this driver board, meaning that I didn't have to find some specific motherboard from a printer and then somehow get it to mesh with the rest of the system.
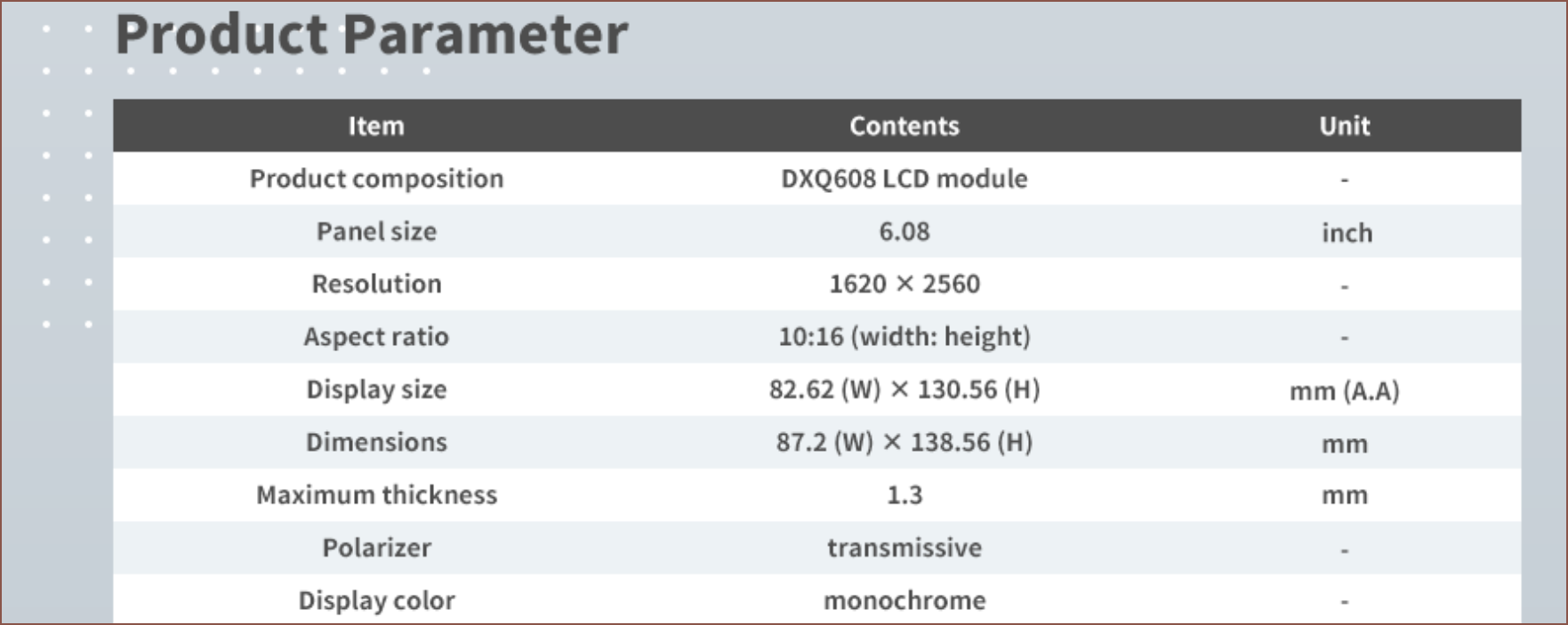
I believe this screen has a 50um pixel size.
So taking the dimensions above, I put an estimated build volume into Cura. The Z is 300mm, X is 82.6 * 4 = 330.4mm and Y is 130.5mm. Seeing if the Y axis is long enough is the experiment. I'd like the X axis to be around or over 300mm, so that's why I didn't use 82.6 * 3 = 247.8mm.
My idea is similar to the method that Formlabs describes in an article I found during my research. It's like a hybrid between masking and lamination. For a bit of extra complexity, this solution allows the X axis length to be independent of the screen size and use a cheaper screen and light source to get a large print area. I'm not designing this for industrial use, so I think that the tradeoff of speed is worth it. It also means that the controller doesn't have to drive a screen with a high pixel count.
---------- more ----------
What fits?
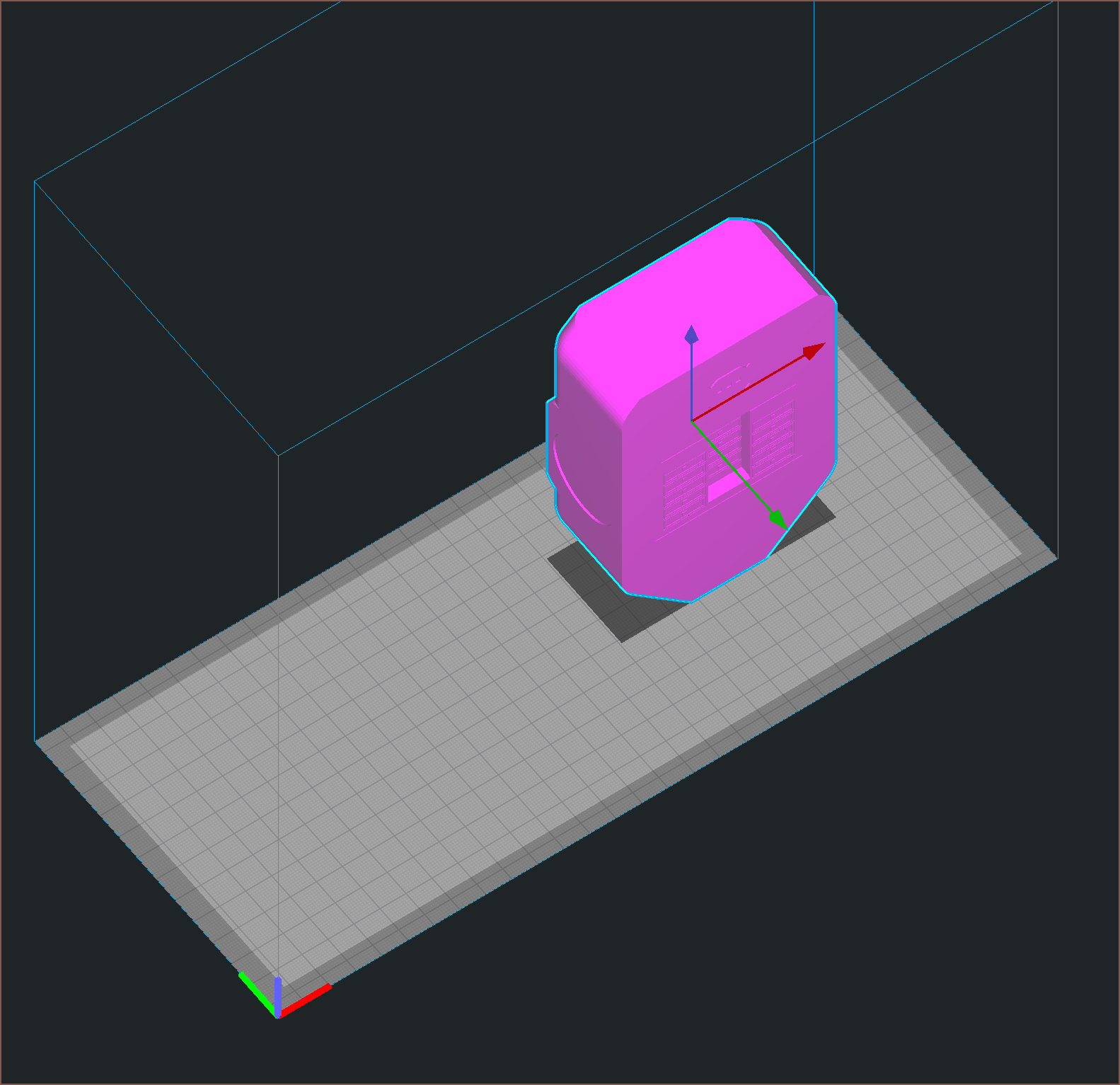
An old foot design for my Anycubic Linear Plus.A part of the Hexadecibel enclosure for the Anycubic Linear Plus.An early Tetent concept.A printable model of the OneNetbook OneGX1.
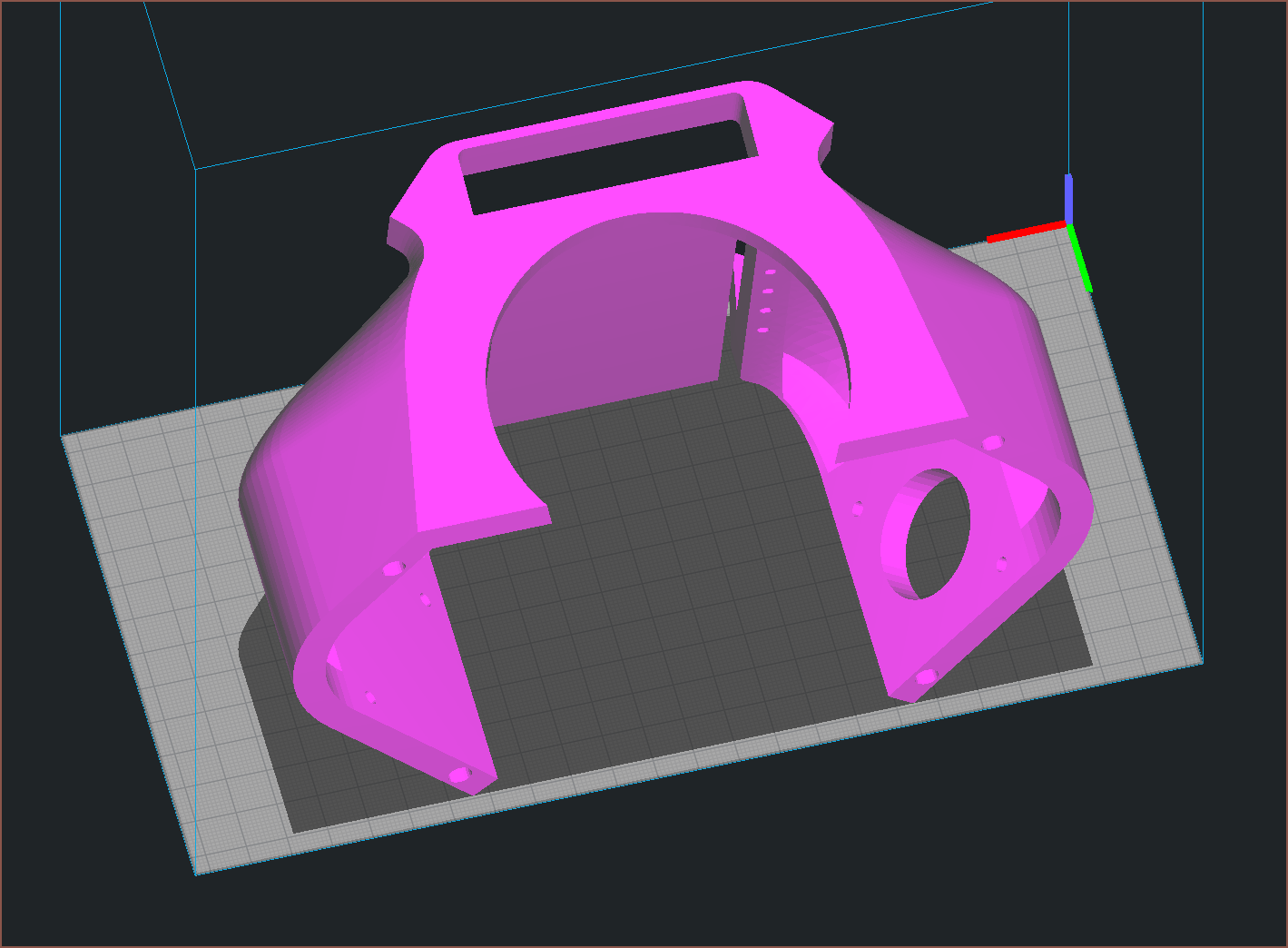
So I'm thinking "Hm... I can fit more in here than I expected. Surely not the front cover of the #Revolving Hotend [gd0012], right?".
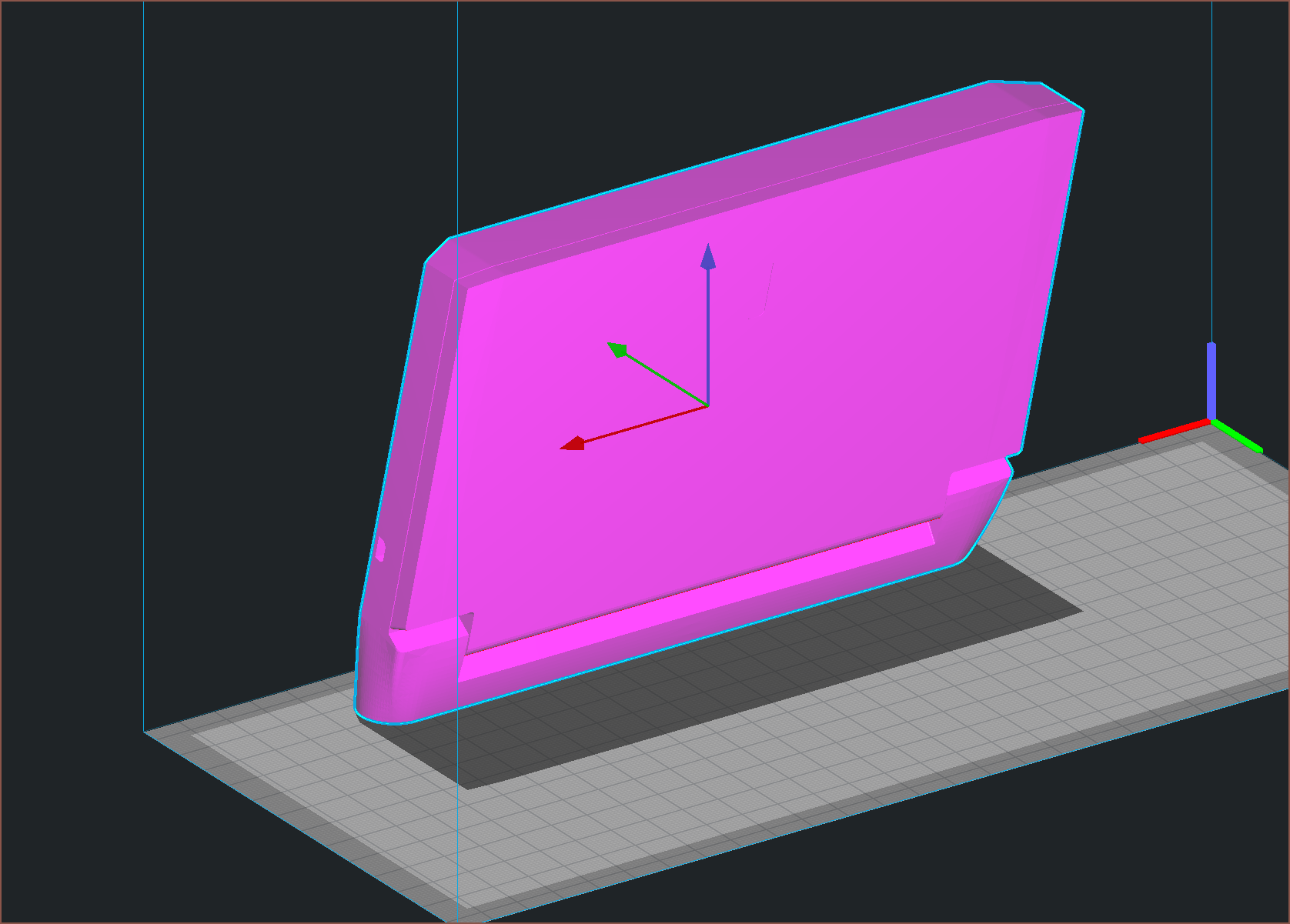
The front cover of the Revolving Hotend.
"Noh. It can't be...", I thought, but it suprisingly does fit:
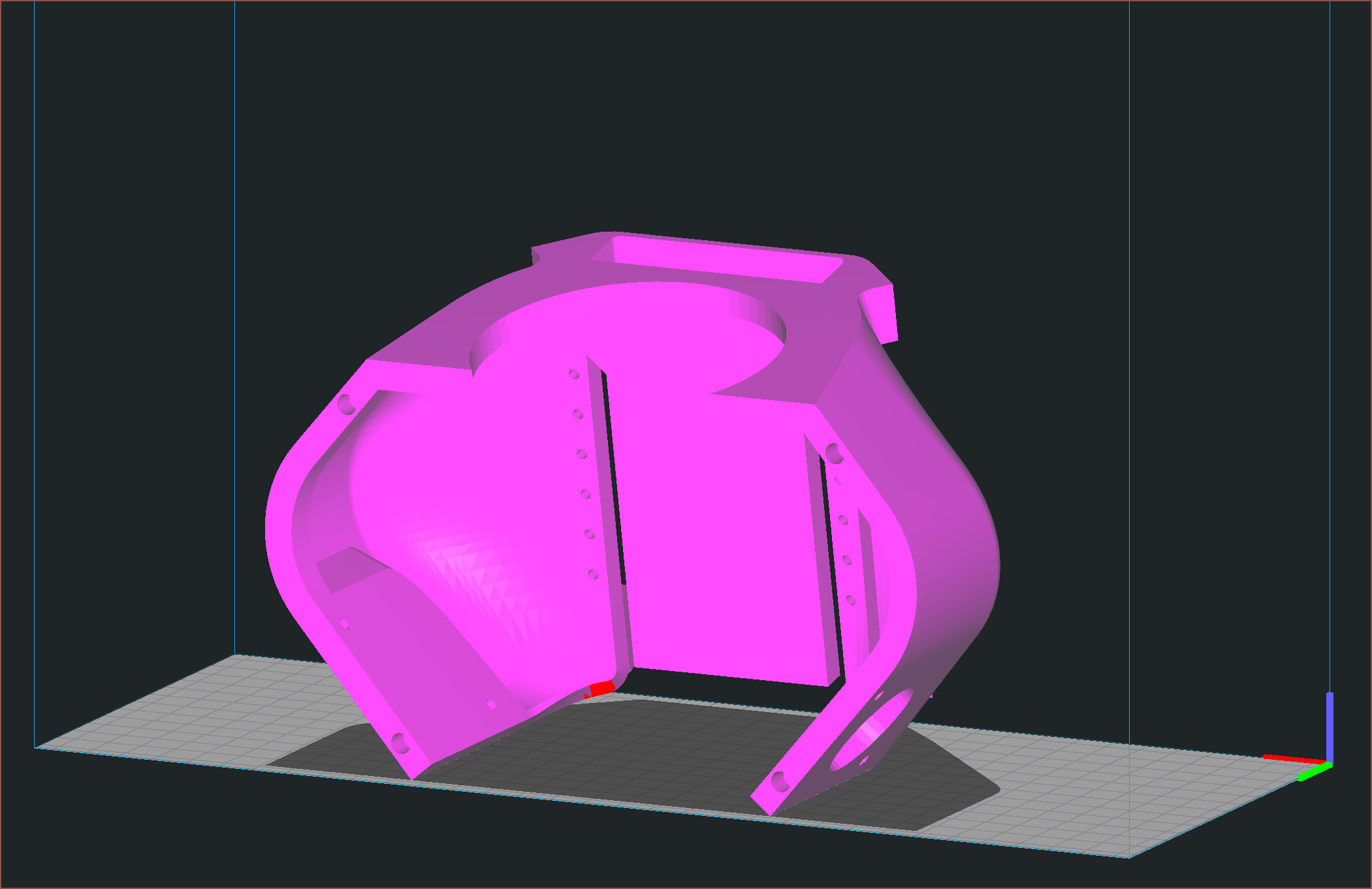
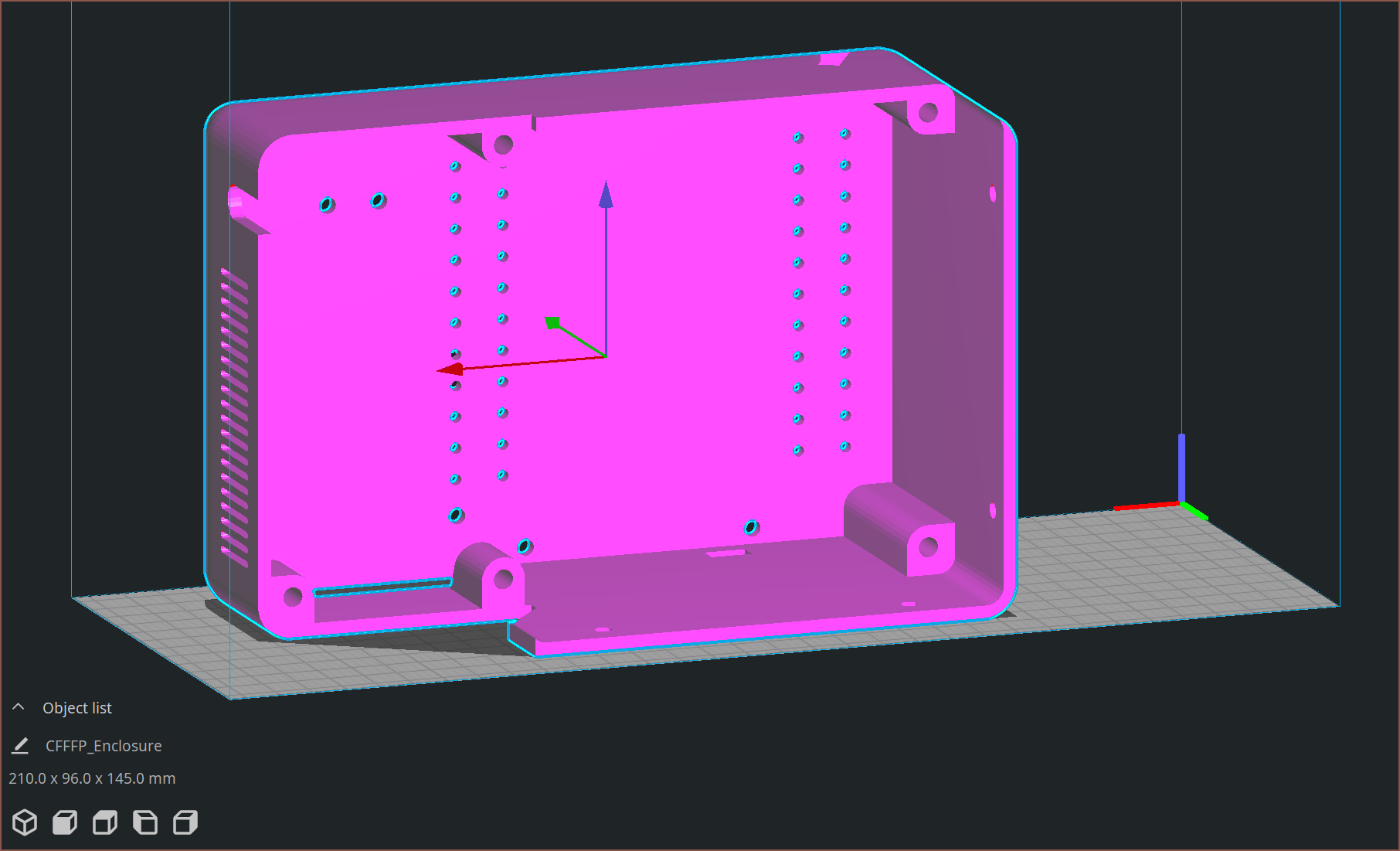
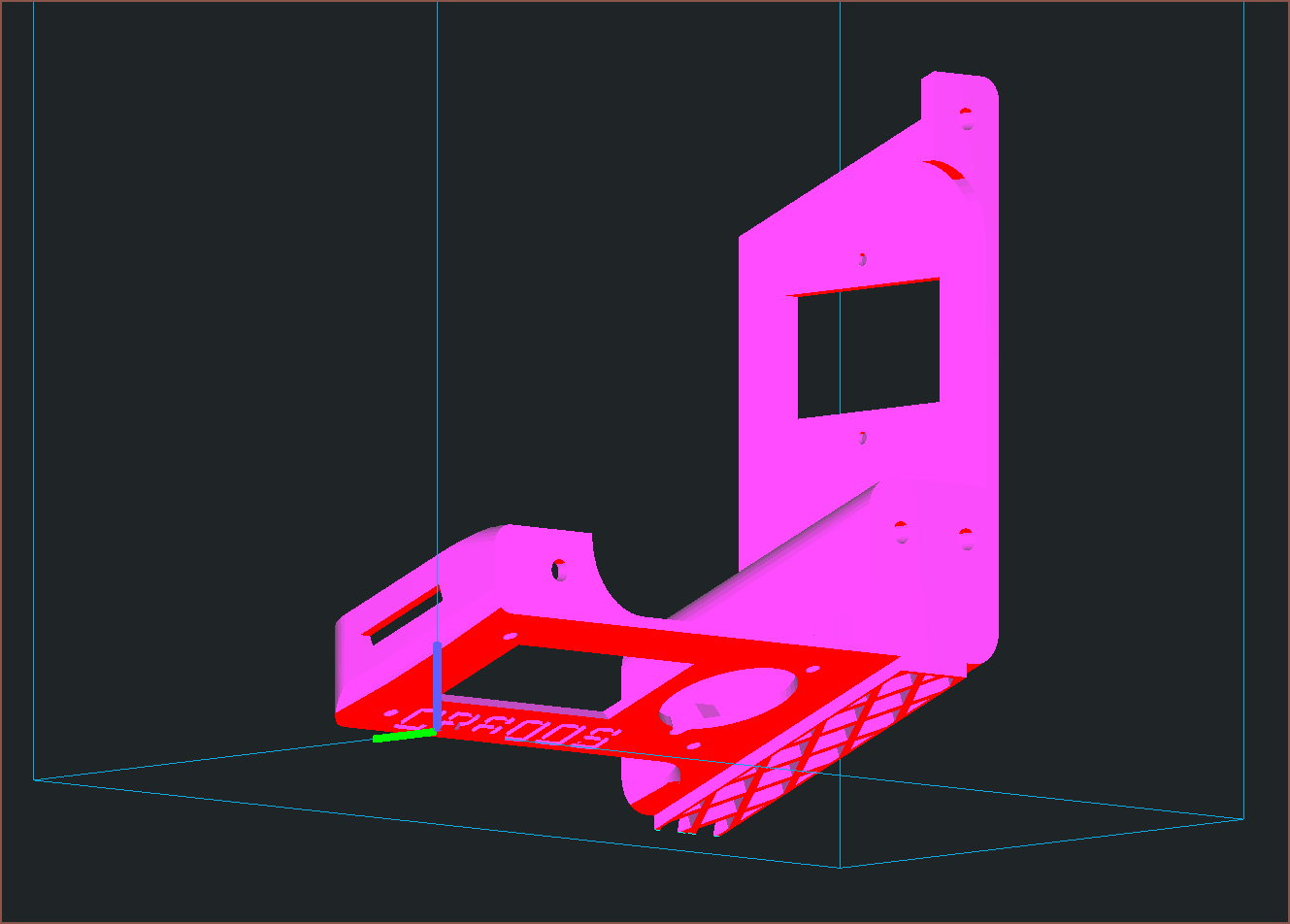
The enclosure box for the CR600S also fits in here.
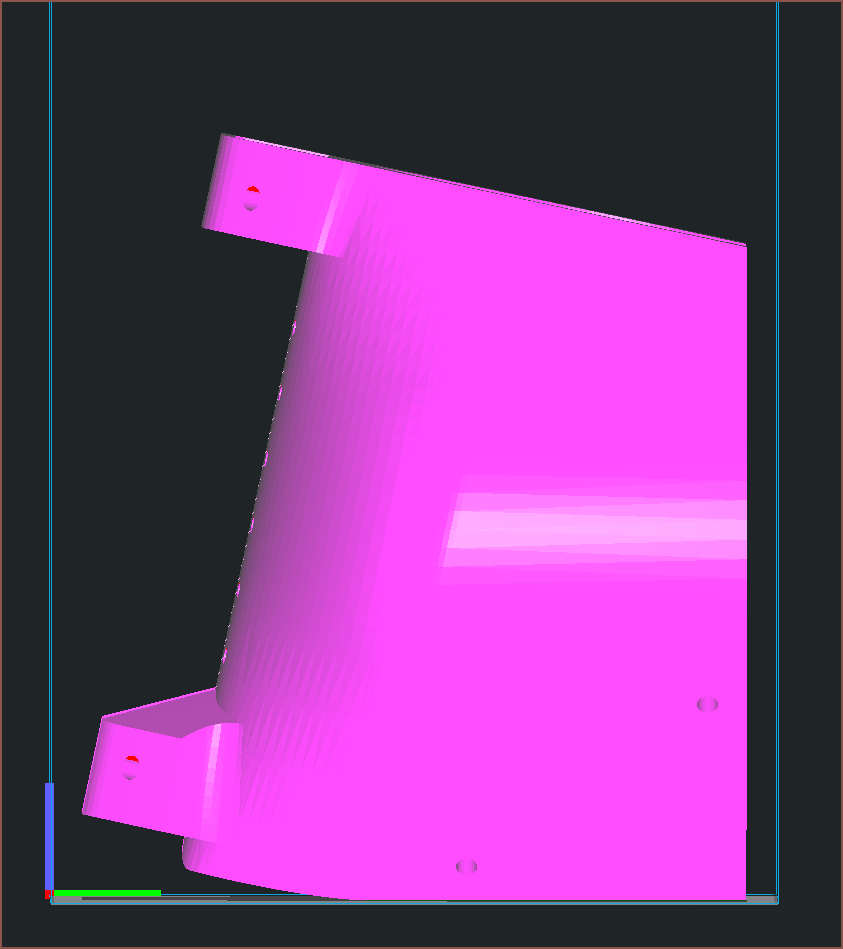
This is when I tried that 3 screen width idea I dismissed earlier.The leg of the CR600S that also integrates the screen and PSU socket.Finally. Something that doesn't have a chance. This is a spool holder for 300mm spools and I probably wouldn't resin print this anyway. However, I saw that the longest side was only 150mm. The 7.6" screen on the Photon M3 has a 163.9mm edge, so I tried an X: = 63.9, Y = 102.4 * 3 = 307.2 build volume just to see what it would look like:
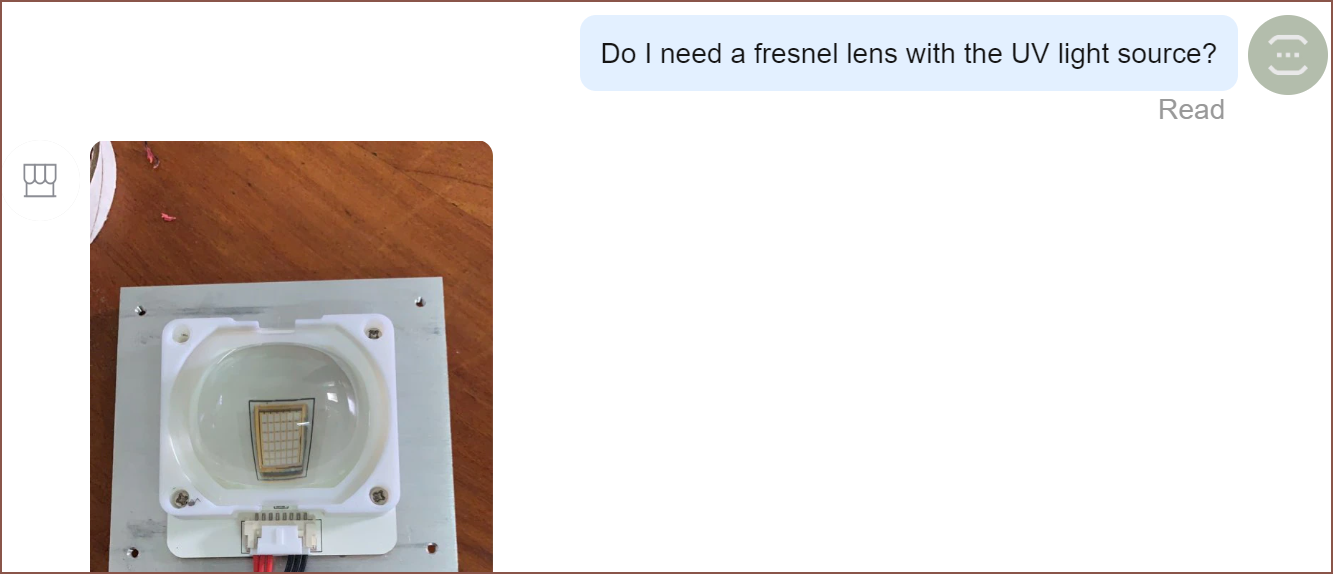
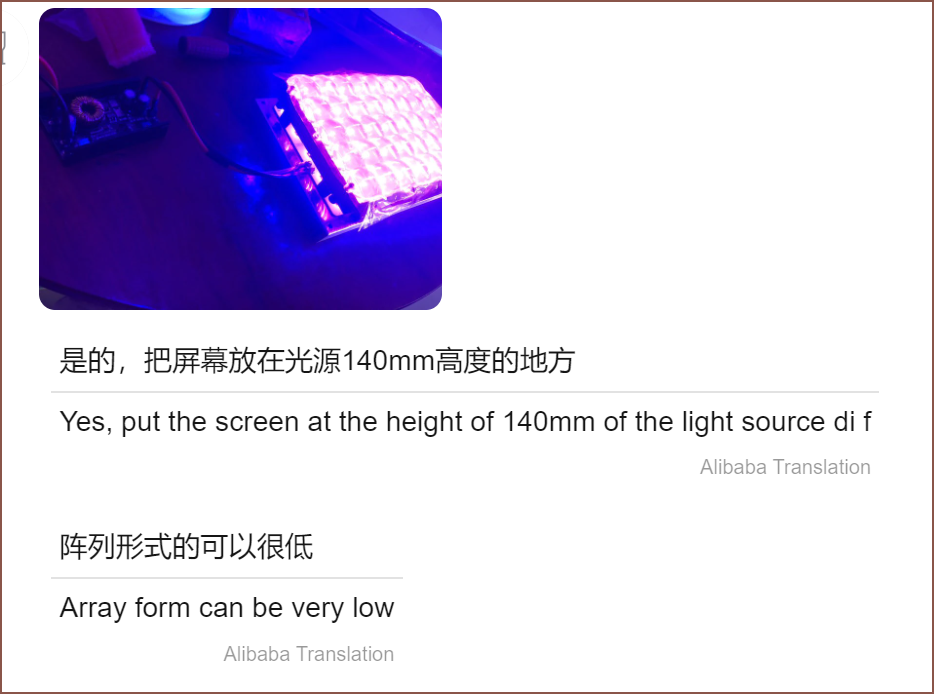
Oh hey, look, they've got a light source for this too!Me Yesterday: W...what kind of light source is this?
Now the thing is that I'm new to the resin MSLA scene, so the only ones I've seen are the matrix array ones:
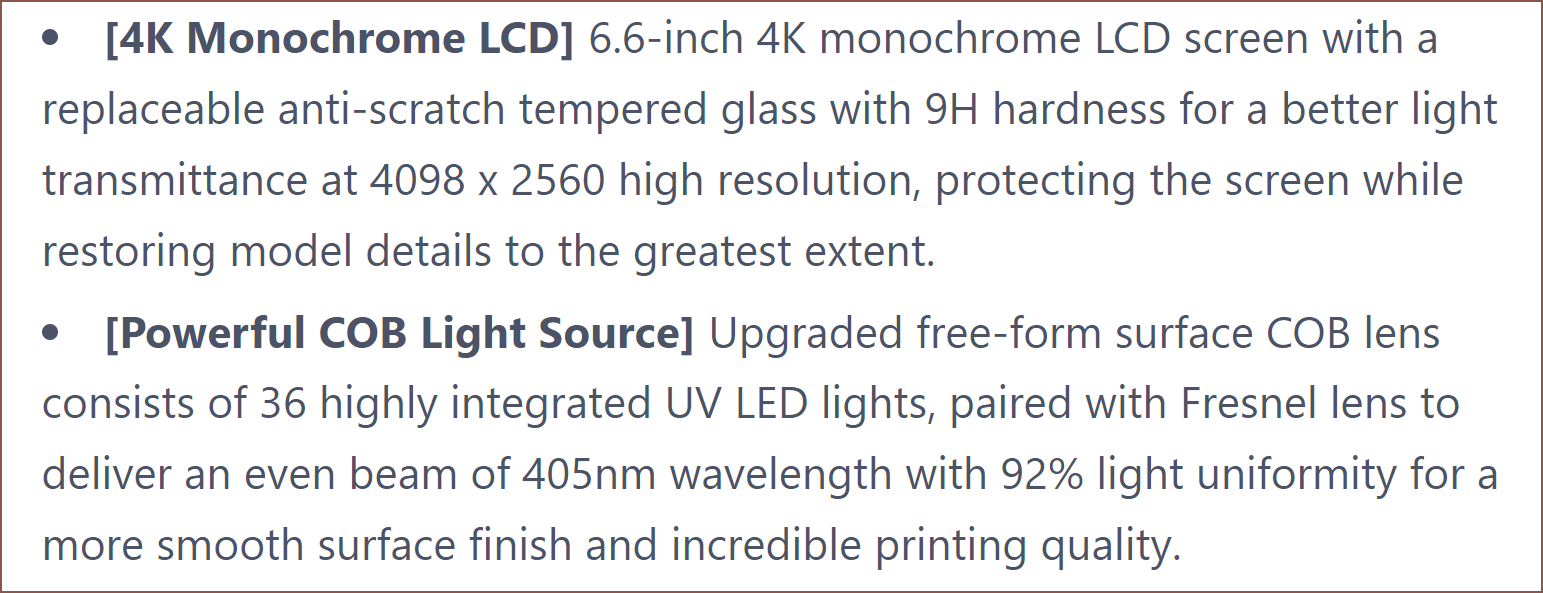
Since these kinds of light sources are in all the recent printers I've seen, and since it looks more complex, I assumed that these ones were better. Either way, I went to research the Elegoo Mars brand of 3D printers to see if there were any issues like the light being dim near the edges or lower sharpness, but I couldn't find anything. What I did find was this sponsored article on Creality's new Integral Light Source.And I was able to find uniformity readings for both light sources:Description of the light source from ChiTu.Description of the light source used in the Elegoo Mars.
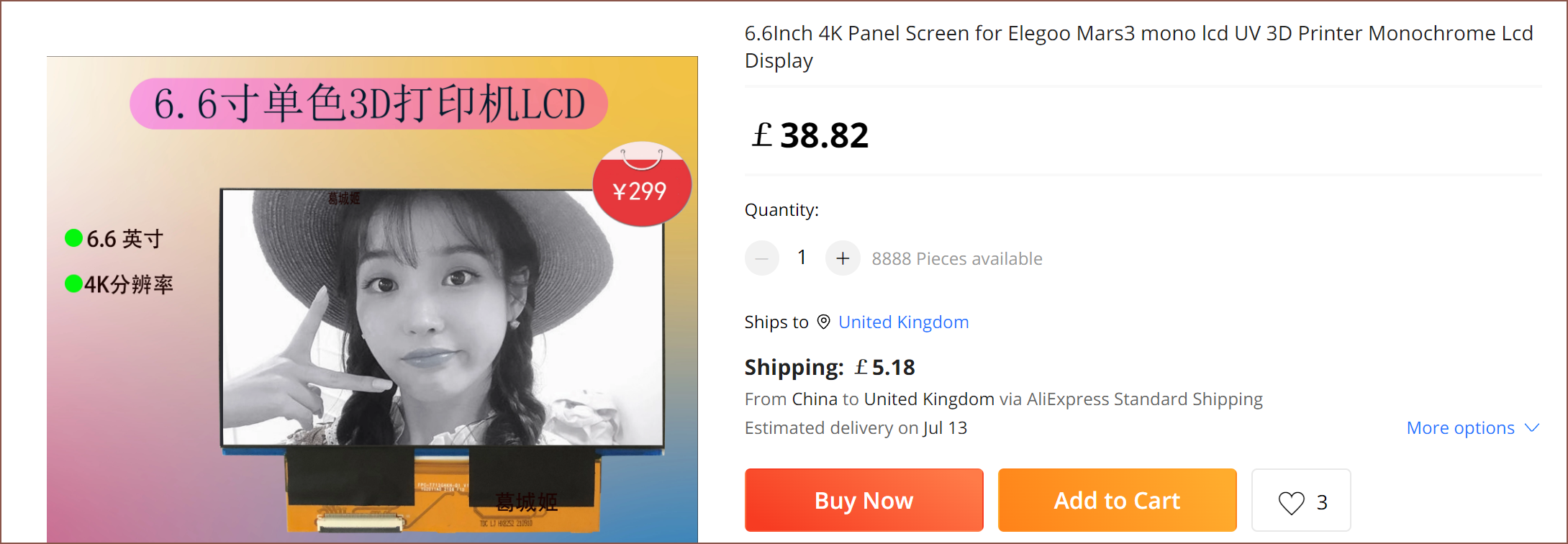
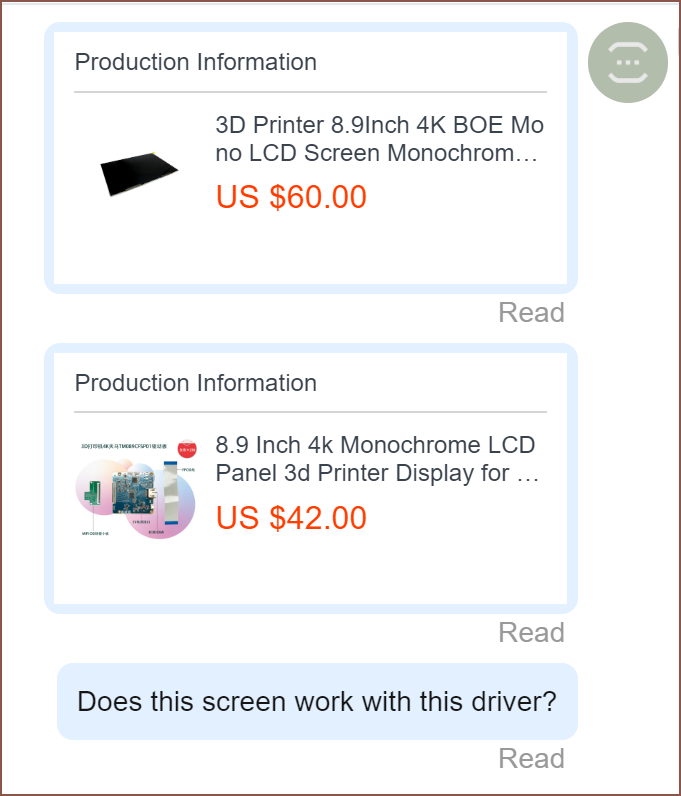
There doesn't seem to be a driver board for the 6.6" screen though.
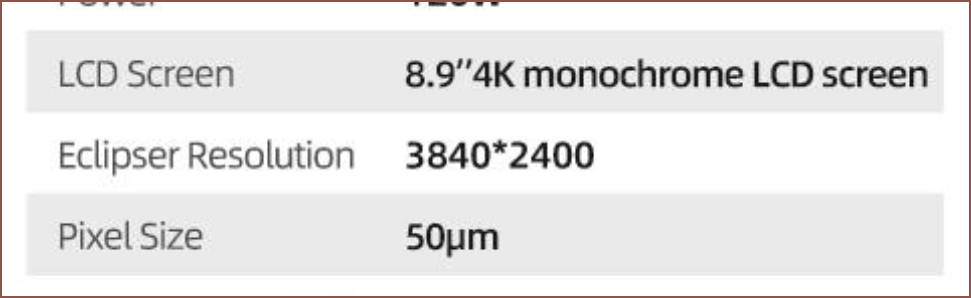
8.9" 4K 50μm Mono
There's also an 8.9" screen, but the pixel size is the same so it would really only be a Y axis size increase to 192mm for a more expensive consumable (the screen) and light source.
Though, if I do go with this, I would like to call it the Suspense 360 because the X axis would be 120 * 3 = 360mm, and make it the larger edition alongside the Suspense; I'm currently struggling to find something that would actually need such a vast build volume.
Fitting figures
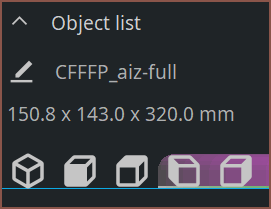
I'm not a mini figure person and would prefer a larger figure, say 35cm? Oh, shelves are 33cm height, so perhaps 32cm? So I scanned around the internet using yeggi to find some free models to see what would fit in the build volume if the Z height was 330mm+. There's not many but I found a few good ones.
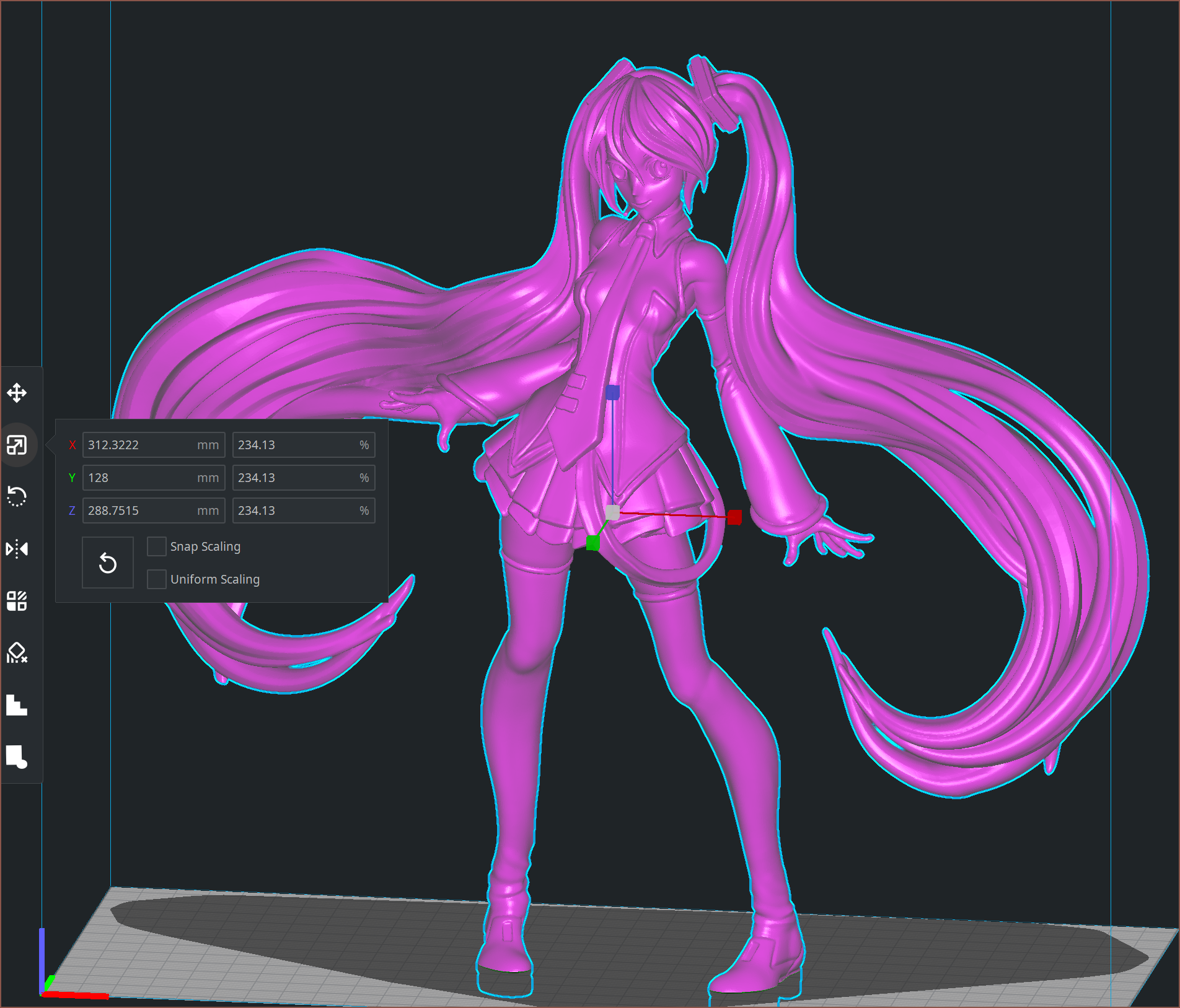
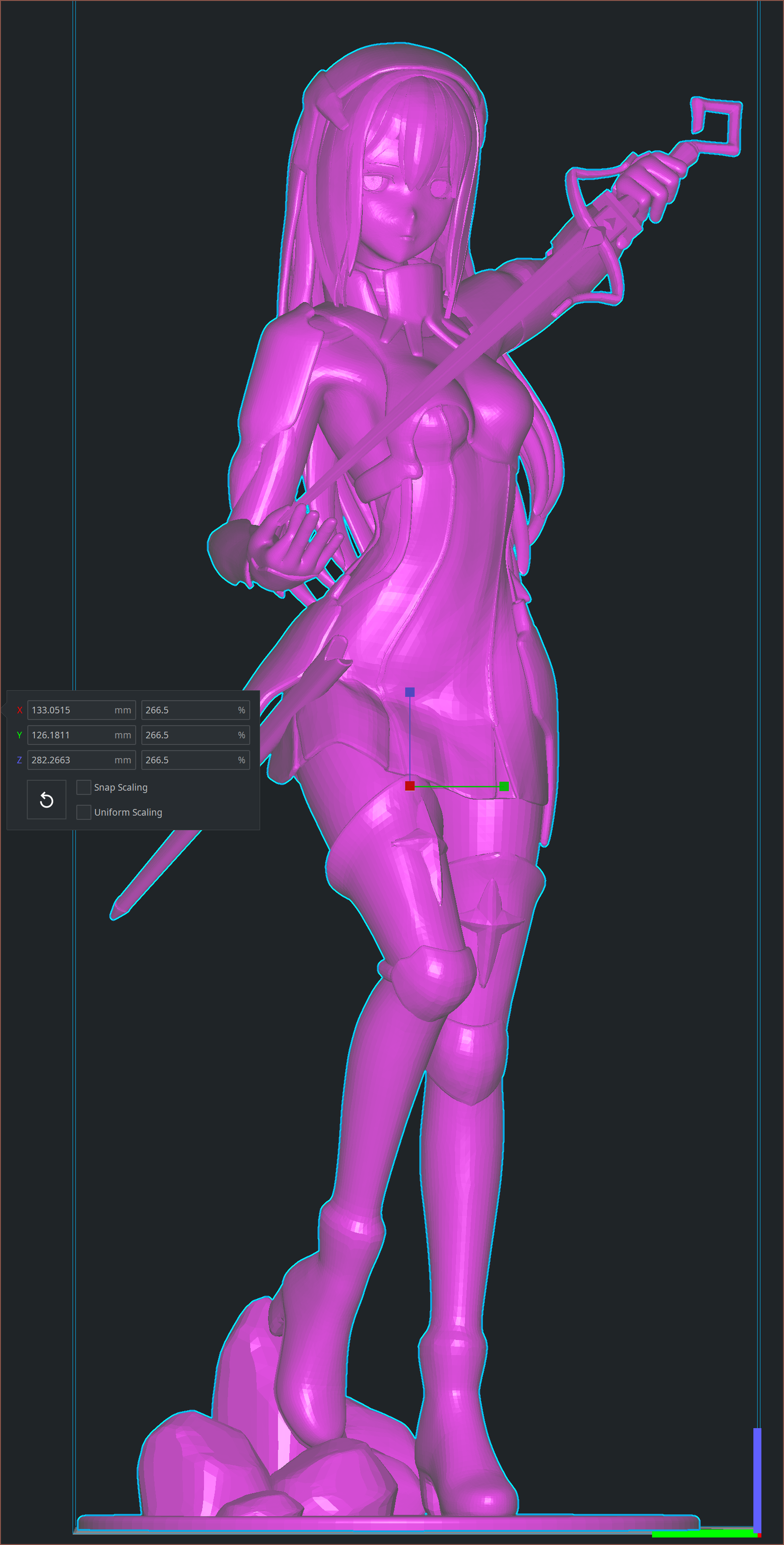
Rotated my screen to Portrait, scaled the STL to 325mm and adjusted the zoom to get a more-or-less 1:1 representation. Then I stood on the other side of the room so that my mind actually saw it as if it existed IRL and I thought she was a good size, if maybe a tad tall. Oh and I finally reduced the saturation on the magenta material for added contrast.
This is like the first model that actually stretches almost to the X axis limit. It's the Y axis that prevents the height from reaching 320mm, but it looked fine when scaled 1:1 so I moved on.
I scaled the file to the largest that the Y axis would allow and the model was around 280ish mm. I think "Hmm... She seems kind of... small." and switch to the Suspense360 build volume, scale Z to 320mm and then think "Yes. That's it. That's the Goldilocks zone size.".
But I felt like it would be a waste of print space to go all the way to an 8.9" screen, but it's likely that there are going to be other models with a round(ish) base that would benefit from a larger Y axis, such as this one:
"Hmm... 143... 143... where have I seen this number before?", I thought. It's the print size for the 6.6" 4K screen I found hours prior and almost forgot about.
A new day, a new conversation
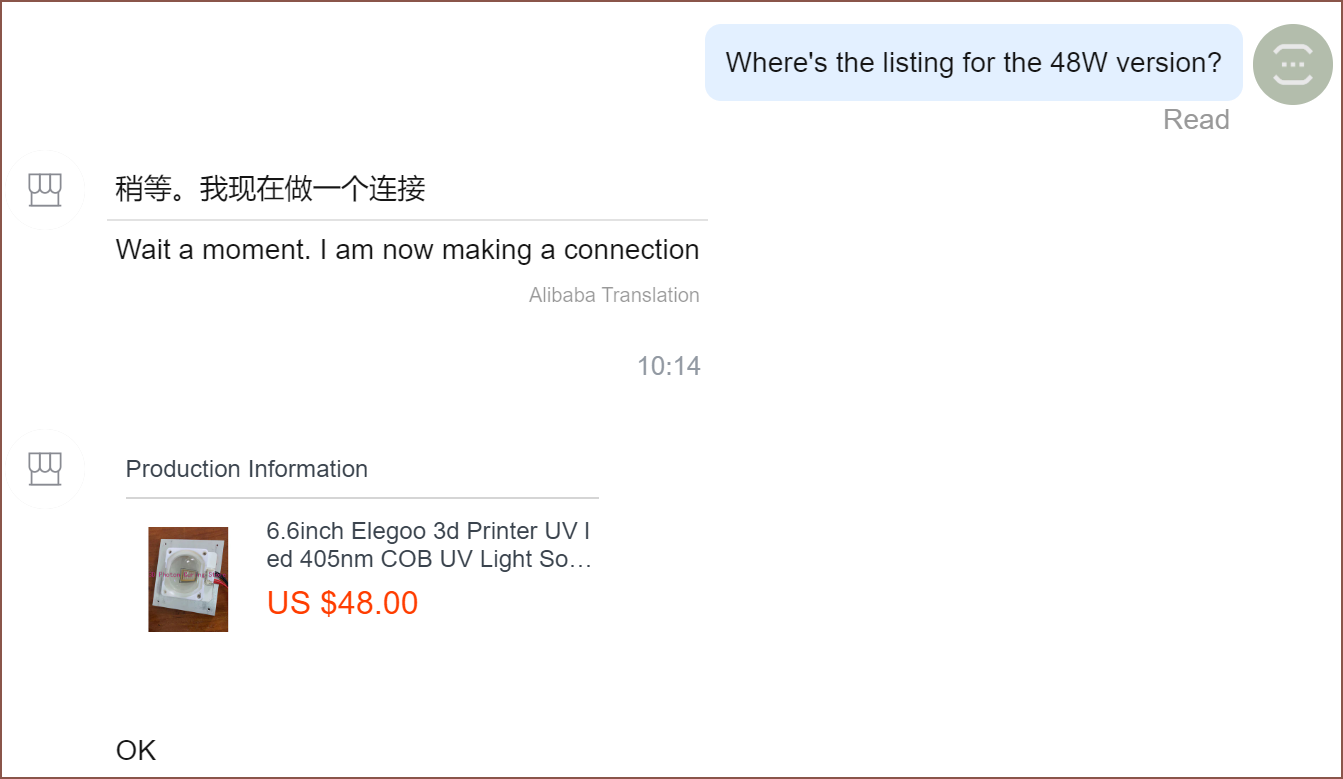
So now it's 9am today and I continue talking to the seller (which I've shown below for anyone that would like to know the information) that just happens to have all this DIY MSLA kit.
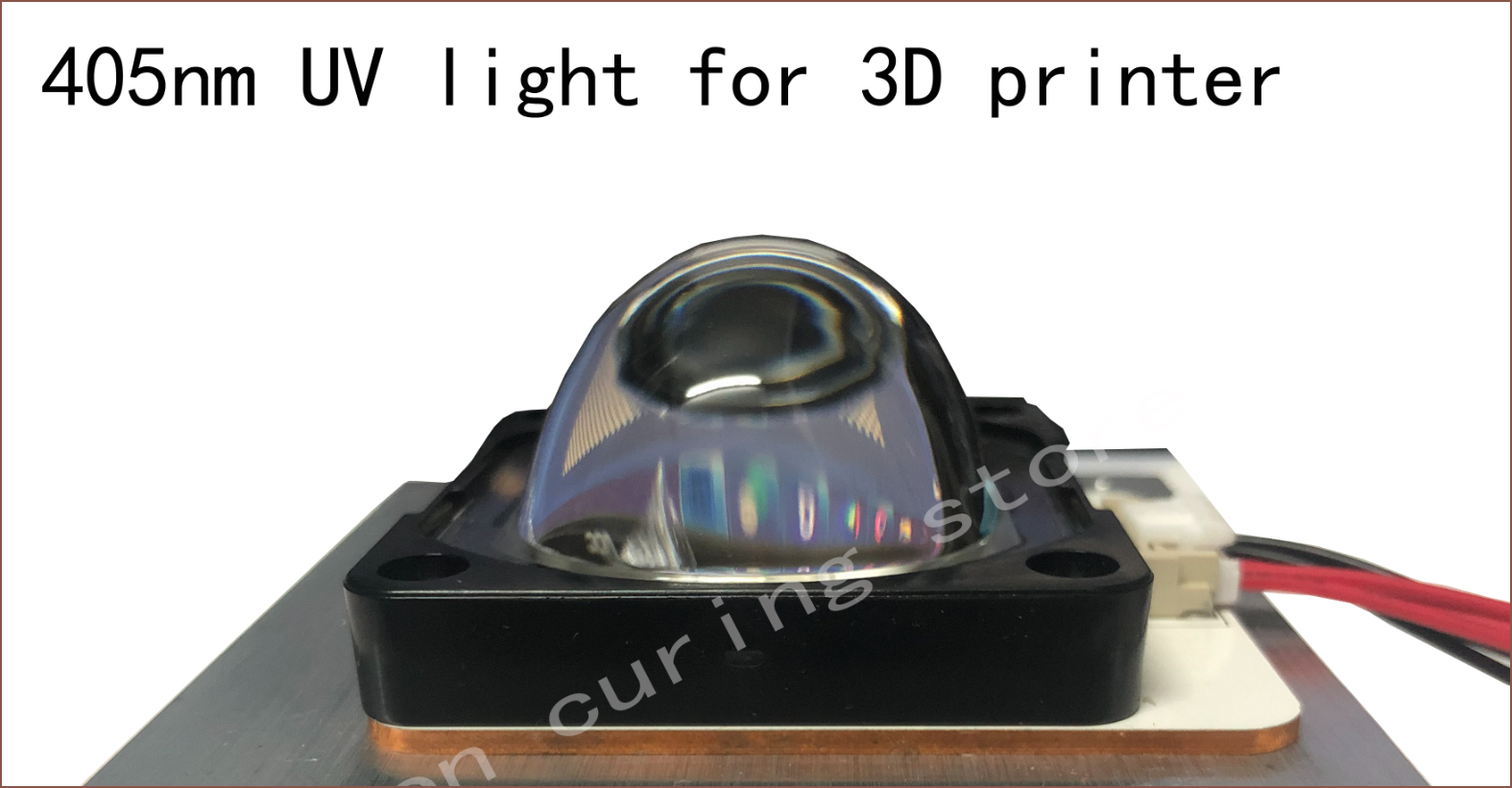
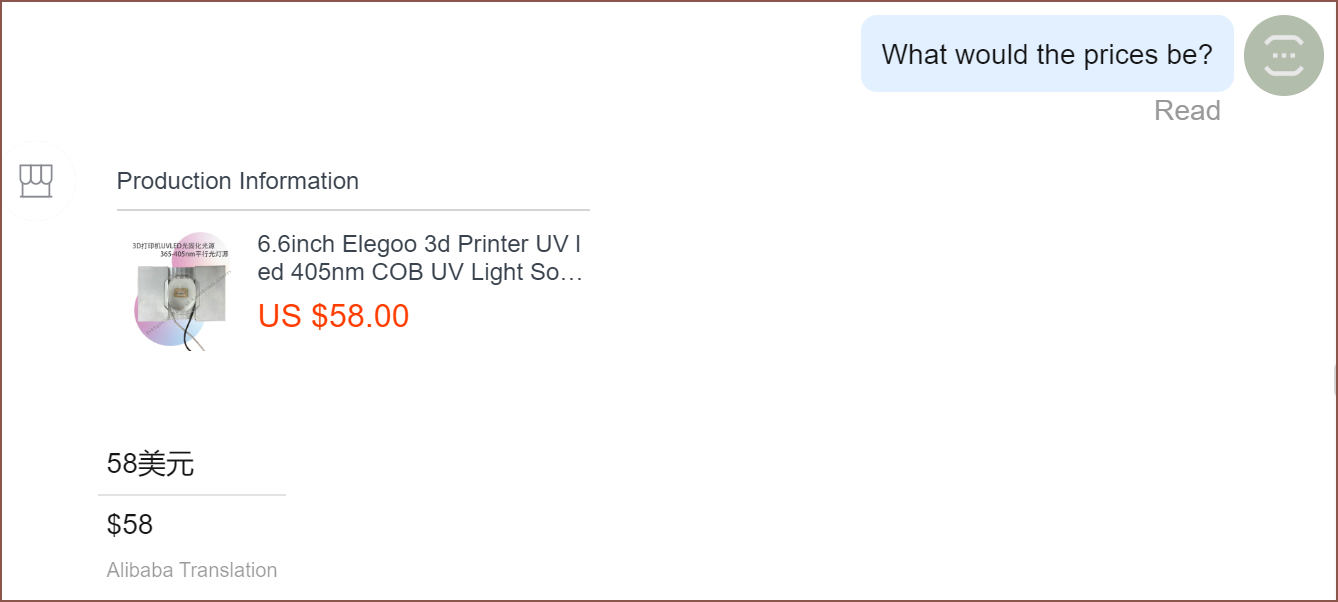
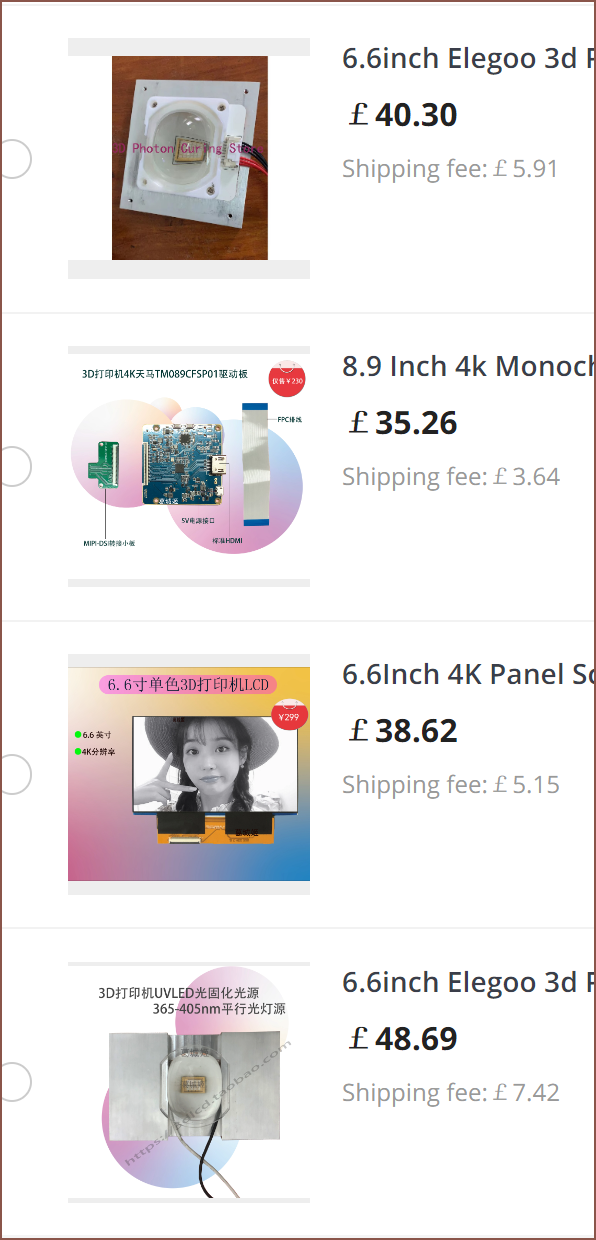
This is excellent news. This screen has a 35um pixel size and both improves surface quality and is more likely to convincingly mix colours similar to inkjet due to a higher Pixel Per Inch count.Here, I'm asking if I need to use a Fresnel lens like in the Mars 3.Wait... You're saying that I can get more power for less money??It indeed is cheaper and even shipping is lower. That brings the non-tax cost of the UV gear to around £123 without the current AliExpress discount.Noticing that the DIY resin printer space is kind of... dry, I was really thinking that I was going to have to buy a Photon M3 for parts and then do some strange stuff to get the motherboard to work with the rest of the system.
So this both confirms that this kind of light source is better than the matrix array type, and a reason why an engineer would choose one over the other.
Finishing notes
It seems that the Suspense deliverable would have:
an XY build volume of 358.4 x 143.4mm and a Z height target of at least 330mm,
a XY resolution of 35 microns, which is an improvement over the Photon M3 / Max and comparable to the Mono 6K or M3 Plus,
a screen that would cost around £43 to replace (compared to the £66 Photon M3 screen as of writing), and
an exposure time that would be slightly less than the Elegoo Mars 3, meaning that parts that fit within a single screen area might print faster.
I'm thinking that a custom aluminium tool plate bed will be needed and hopefully it's just a case of drilling 4 holes to connect it to some mounting hardware. I don't have to worry about resin being able to drip off the underside. I also want the Z axis linear rails to be at the far edges of the build area's X axis so that I can have curing LEDs aimed at the middle of the build area were parts are more likely to be.
[Started writing log at 12:46. Published at 17:13]
[E1: 22 June, 23:34] This morning I asked the seller how much the 108W version was, and it's literally the $58 one I originally found. I was wondering why the heatsink looked larger than the 48W version. They just send a 24V 4.7A converter instead of a lower wattage one.Looking at these exposure times for the Elegoo Mars 3 [see below], the fact that print times can be multiplied to as much as 4X, I can now use 24V for both the LED and motors and that the difference is only £10, I'm going with the 108W version.
I was worried about how slow my theoretical VLM printer would be, especially if I attempt to cut costs by having the screen and light source on a linear axis to get more print volume at the expense of slightly more complexity and more wear on the screen, but I just saw the Mimaki printer at TCT 2 days ago and it takes a while to print a layer, so perhaps the idea isn't solution failing.
My idea is to use a smaller screen and move it in the direction of its smallest axis to obtain a larger print volume. For example, instead of a £300 13.6" LCD consumable on the M3 Max, a smaller £50 7.6" LCD from the M3 could be used instead and dragged across the area that the 13.6" would have covered and at a higher resolution (3600px vs 4098px, or 46um vs 40um for the 164mm axis of 13.6" and 7.6" respectively.
[23:08] (Changed the second paragraph to a better screen option than the £100 8.9" screen I originally found. My main concern is that the smaller LCD would be consumed faster and would balance out with the larger LCD in amount of prints completed. For example, going through 3 8.9" screens for every equivalent 13.6" and thus racking up the same £300 consumable bill)
So I went and counted the amount of colours (including transparencies) needed for a sample of scale figurines to see how many materials one would need loaded in a printer to print it, similar to someone else having X number of paints to paint it.
Histogram
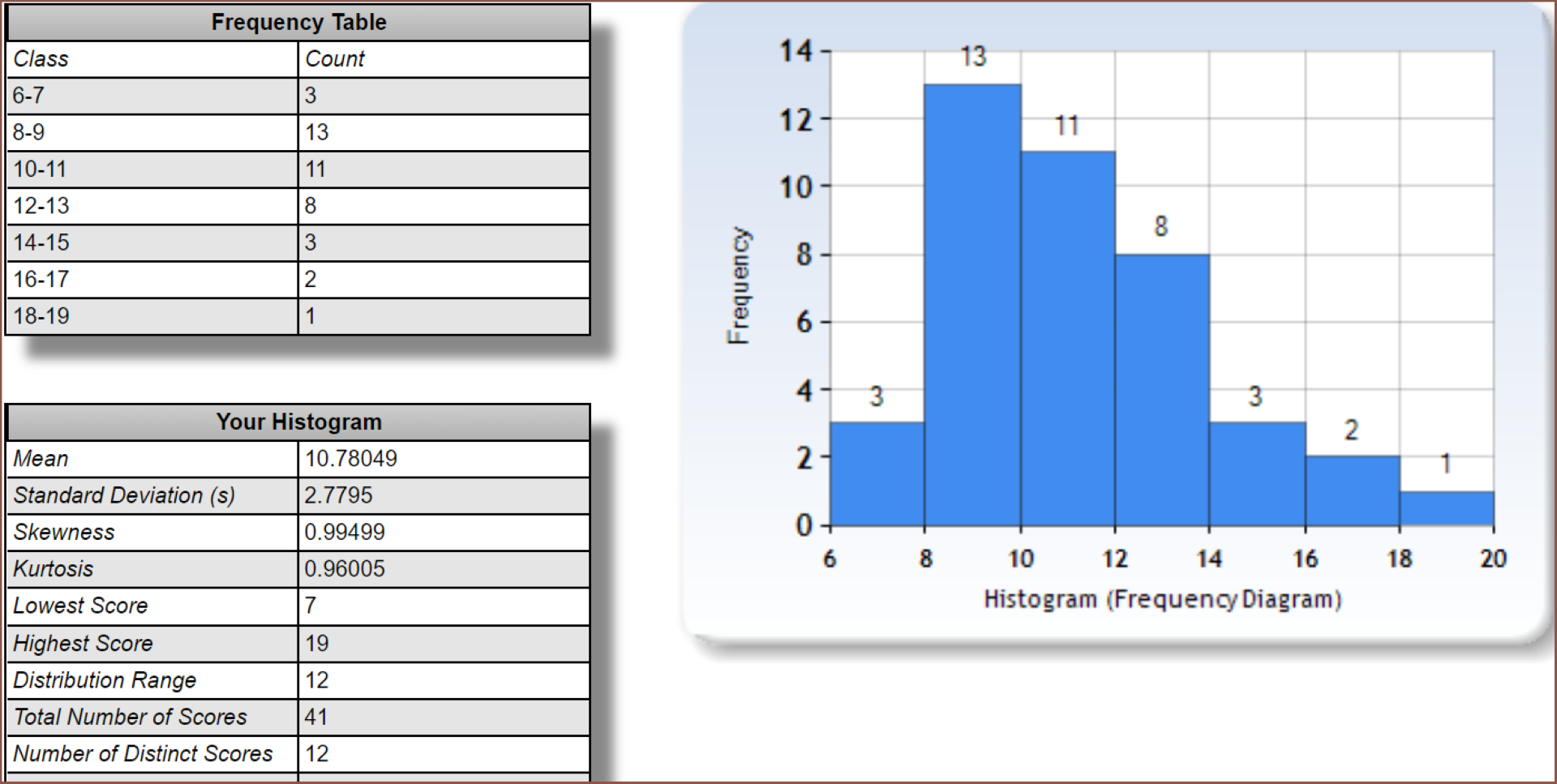
Raw Data (no particular order): 11,9,11,16,15,19,12,11,13,8,9,11,10,11,17,8,8,8,12,11,11,10,12,8,12,15,7,12,14,9,12,9,9,7,8,10,12,9,10,7,9Analysis
As I deduced after counting a few, 11 was the most comon for a figurine that had a seemingly average amount of colours. The mean backs this up. 7 seemed suprisingly rare and the modal class is 8-9. These figurines seemed to be somewhat simple in colour pallete. Contrast to this, figurines over 14 looked to have so many colours that it would be impractical to print with single colour materials, even though that isn't the case.
Adding +1 for support material, 92.7% of figurines would be printable with 16 colours, and 97.6% with 18. I also feel like a larger sample size would further increase these percentages.
Conclusion
If space isn't an issue, I'll target 18 materials for #SecSavr Suspense [gd0105]. If 18 isn't easily possible but 16 is, I'll opt for that instead to match #SecSavr [gd0036]. I'll see if I can create a new render of the Suspense that is closer to my new expected finished outcome of it.
I'm planning to use the abandoned Anycubic Photon my university just happens to have to perform any initial tests. I also want to give PET film a go before going with more taditional film materials to see if this printer method can overcome the "sticktion" issues when using PET in a usual vat.
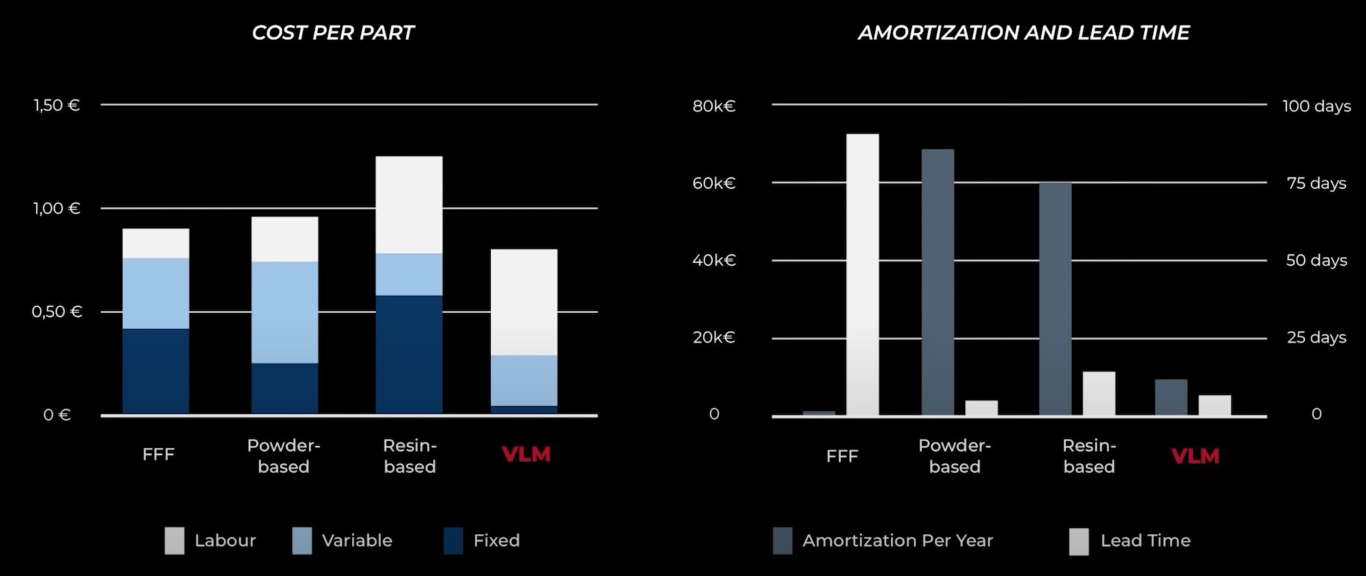
Lastly, I watched the full 49 minute presentation over the course of yesterday and today, and there were 2 things that stood out. The first was that they said that impact modifiers are solid and greatly increase the viscosity, even in small quantities. That sounds like it'll be a beneficial way of converting a standard resin to a VLM process compatible resin, potentially making it better than the current engineering resins on the market. The second was a graph:
I was focused on the cost per part graph, showing that VLM was the cheapest, even with a large labour cost. As I'm thinking of this in terms of the maker / hobbyist instead of a company, I'm converting "labour" to "post processing time", or the time a person would have to spend to finish up the part after it's done. I'd like to believe that an integrated+automated wash, cure and dissolving wash feature will greatly reduce this time. The dissolving wash is to dissolve soluable supports.
So it seems that "Inkjet Transparent Film" is usually also PET. There seems to be many options for getting it in A3/A4 sheets, but there aren't many places I've found that has a roll of the stuff.
From this video, I've learned that "waterproof" versions of these kinds of film have more of an emulsion substance on one side than the "non waterproof" version. So far I can't find information on what this material is.
I'm still on the lookout for cheaper sources of PET in a roll. A 50 pack of A2 laminate pouches (+ £8 shipping) would only cost 96p/sq m. The 33cm x 30m roll of transparency film (+ 20EUR shipping) seems to be £5.05/sq m, implying that there is still room for a lower cost roll.
The roll also has to be split somehow if the shorter side of the LCD is to be used (164mm for the M3 Max + maybe 20mm each side). Even for the M3 Max screen of 298mm long, a 12mm gap between resin exposure zones, and perhaps 1m lost on each roll (so 28m of the roll is usable), a 30m roll would be the equivalent of 88 FEP / nFEP sheets that can be swapped electronically with the press of a button, and that's with the 13cm wide roll cuttoff, which could be used on a Photon M3 or Mono 4K (175 or 194 equivalents respectively). It means that, while the film is a consumable, it would be a very slow consumable with little downtime.
I'm thinking of using this black + glow theme for these quick diagrams instead of black on white.
That's only on the assumption that PET works though, as the comments of those that have tried it aren't good. The VLM based design might be more forgiving.
Ok so I'm doing some quick research and, apparently, PET can be used for the film. This is after I started searching for FEP film. The standard size for the FEP looks to be 0.3 x 1m, which is pretty wide. Perhaps with a laminate paper guillotine, it'll be possible to split it into 2 or even 3 rolls depending on the size of the LCD screen. These guys actually combine both polymers into a multi-layer film. In the video, the FEP looks pretty stretchy, which might cause issues with keeping it taught with rollers.
Due to the phenomenon seen in this video where light from the LCD will scatter, I can only imagine that a thinner film equates to a sharper image. On the same note, this is probably one of the industries where a lower viewing angle LCD would be preferred.
But yeah, looking at this part of this video, you don't need any extra viscious resin to get resin that sticks well enough to the film to be suspended over air. It also looks like the plastic scraper already does a good job in removing the resin from the film. Speaking of that video, it seems that FEP issues contribute to printer downtime. As long as the film isn't compromised in a way that would stretch it out, the printer should be able to just move to a consecutive area on the film and continue. I doubt it would be automatic, but perhaps after X amount of layers printed in one area, it moves to the next.
[27/04/2022] Yes it looks like PET film film will work beautifully.
If I ever went with the 13.6" screen size option, It's much more likely that I'd start with the M3 Max as the base machine instead of a custom approach. The LCD and light source seem to cost a considerable percentage of a single M3 Max.
On the other end of the spectrum, the 6" 4K Photon Mono 4K can be purchased for £145 shipped at the time of writing. It also uses Anycubic's slicer, implying that it doesn't require an SDK from Chitubox. However, after analysing what things I'd want to send to the printer, I can only really see this printer used for R+D purposes and parts/models that just happen to fit due to the limited build volume.
Anyway, it seems that a lot of the components needed for a VLM machine can already be found pre-bundled into a modern MSLA printer. This also simplifies the BOM greatly and should make it much easier to build the printer if designed. I'm not sure about the M3 Max, but I'd assume it'll be possible to 3D print a custom plastic enclosure for the Mono 4K if needed so that it better integrates with the VLM style machine.
 kelvinA
kelvinA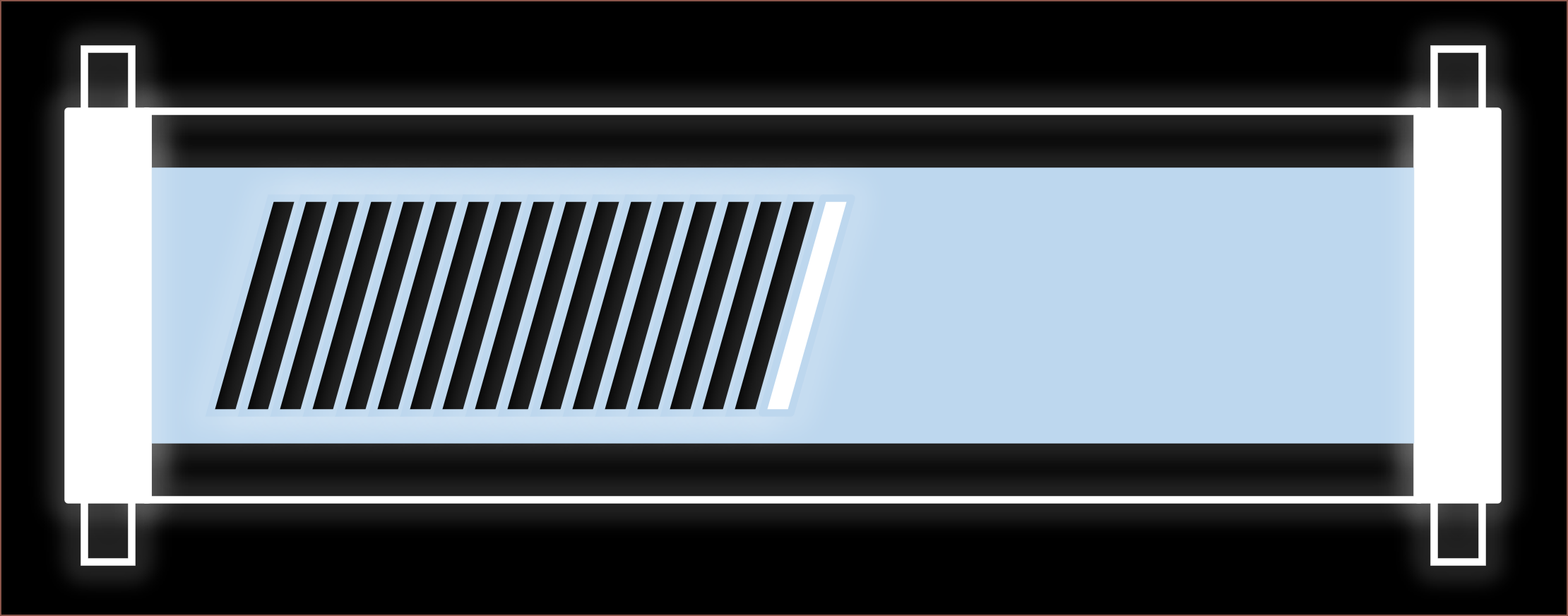

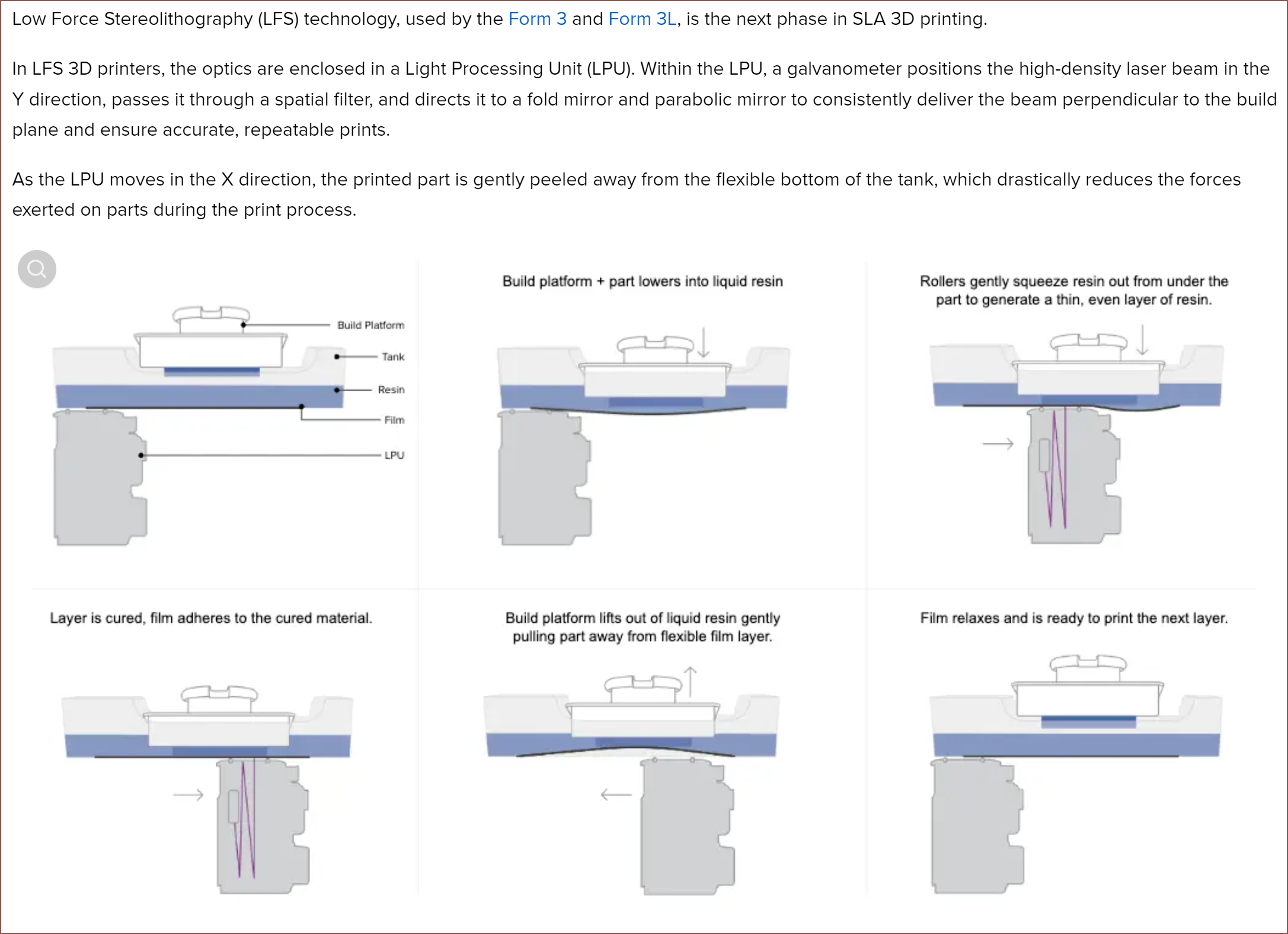 It's like a hybrid between masking and lamination. For a bit of extra complexity, this solution allows the X axis length to be independent of the screen size and use a cheaper screen and light source to get a large print area. I'm not designing this for industrial use, so I think that the tradeoff of speed is worth it. It also means that the controller doesn't have to drive a screen with a high pixel count.
It's like a hybrid between masking and lamination. For a bit of extra complexity, this solution allows the X axis length to be independent of the screen size and use a cheaper screen and light source to get a large print area. I'm not designing this for industrial use, so I think that the tradeoff of speed is worth it. It also means that the controller doesn't have to drive a screen with a high pixel count.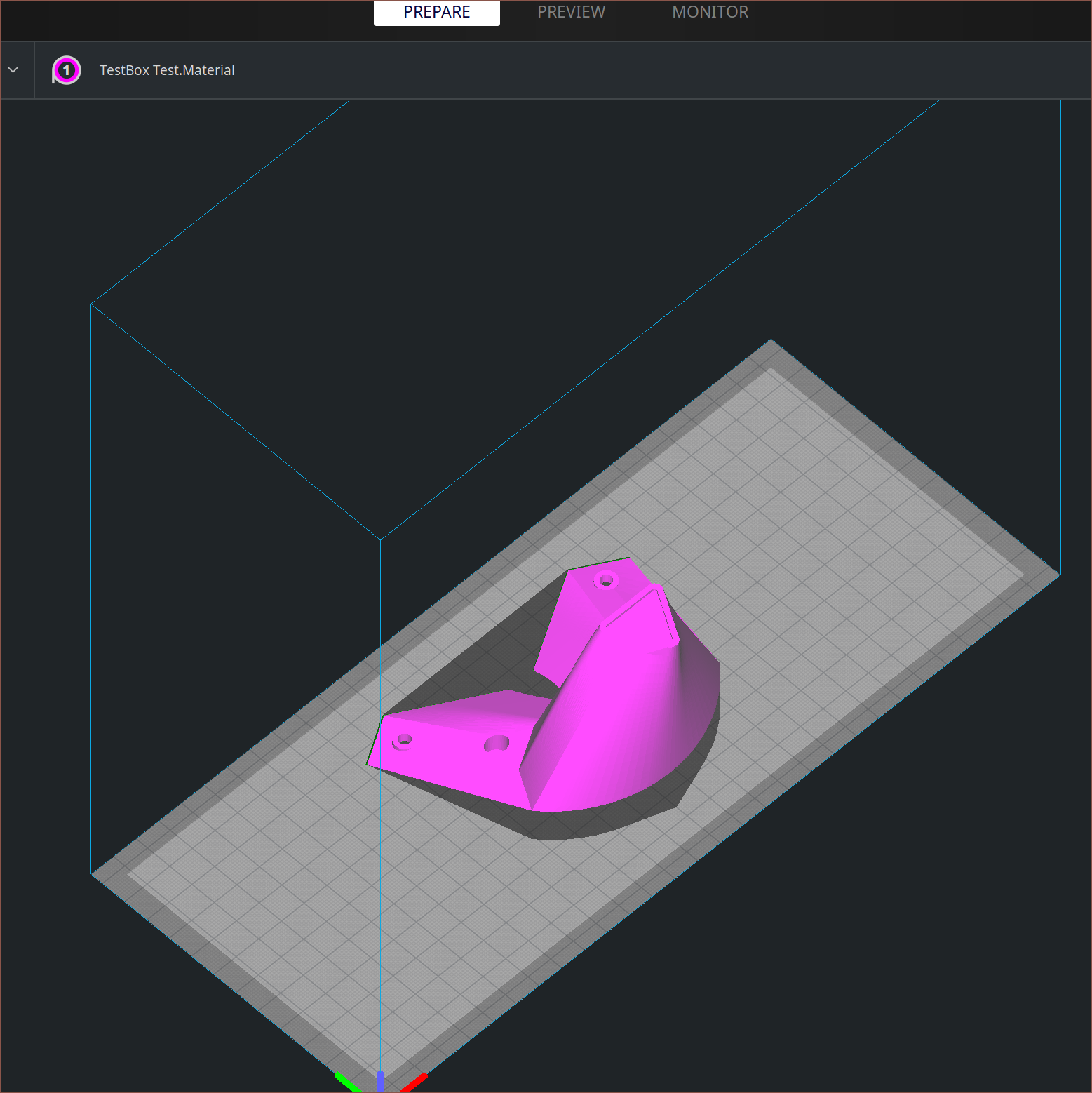
 This is when I tried that 3 screen width idea I dismissed earlier.
This is when I tried that 3 screen width idea I dismissed earlier.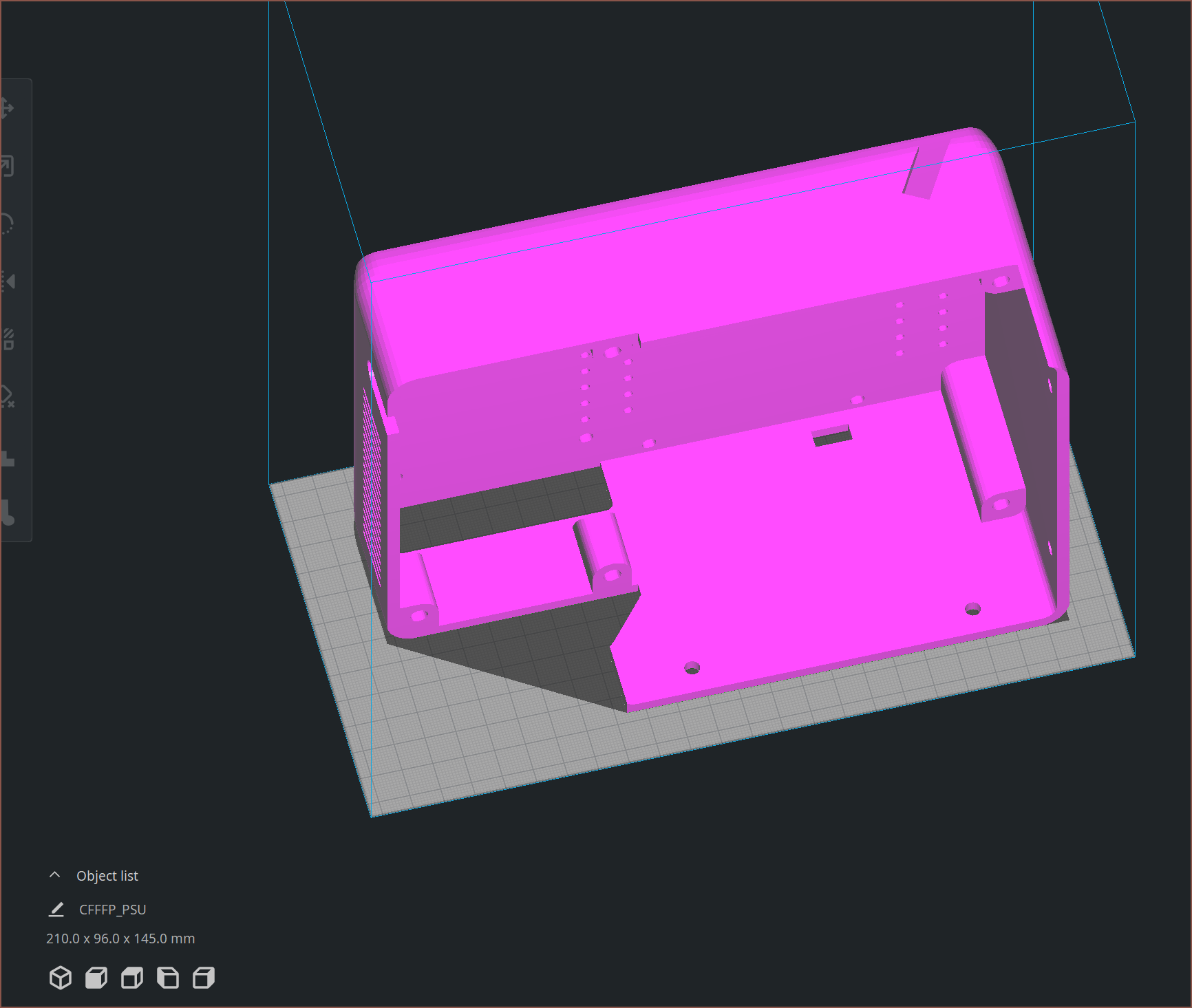
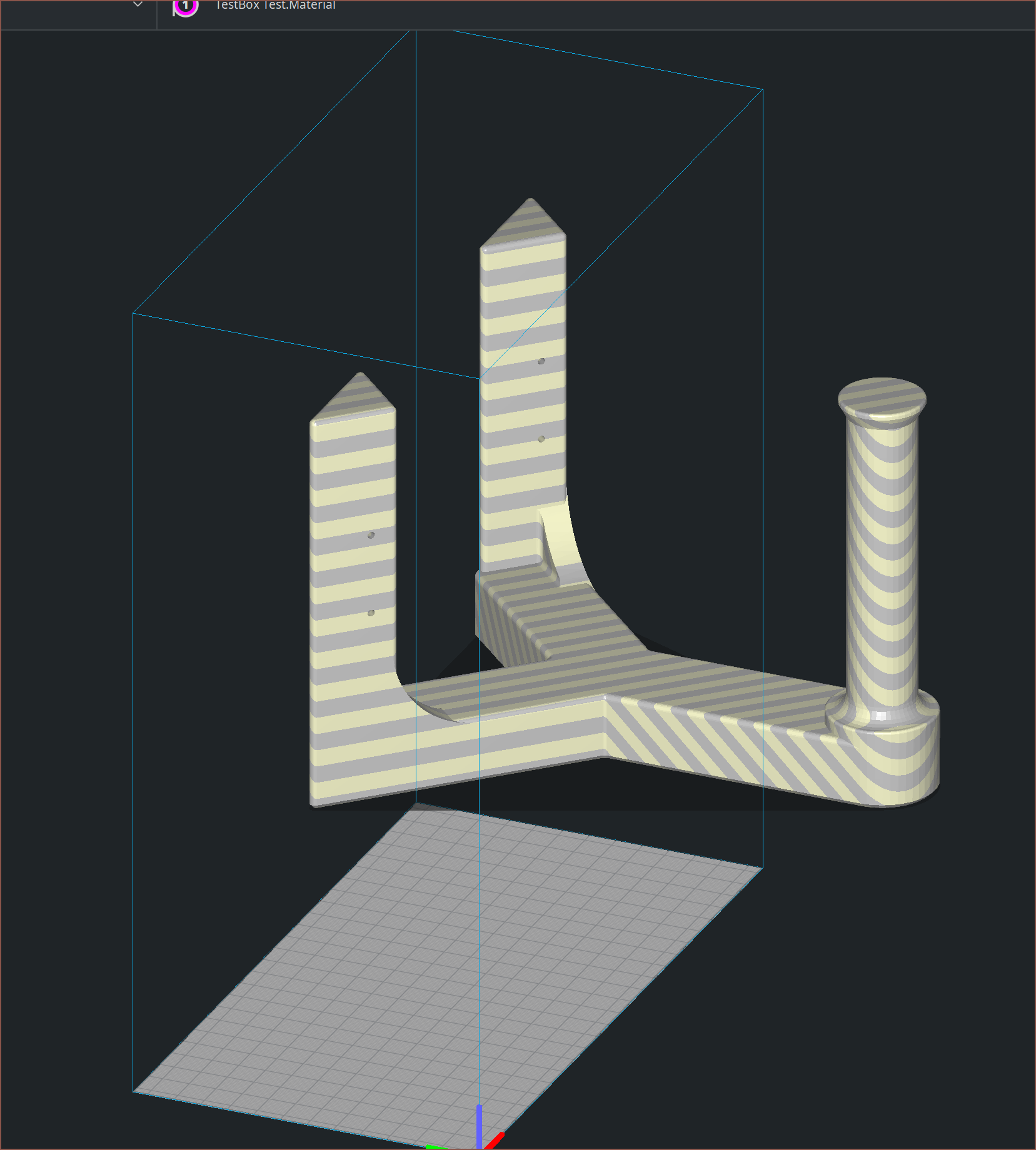 Finally. Something that doesn't have a chance. This is a spool holder for 300mm spools and I probably wouldn't resin print this anyway. However, I saw that the longest side was only 150mm. The 7.6" screen on the Photon M3 has a 163.9mm edge, so I tried an X: = 63.9, Y = 102.4 * 3 = 307.2 build volume just to see what it would look like:
Finally. Something that doesn't have a chance. This is a spool holder for 300mm spools and I probably wouldn't resin print this anyway. However, I saw that the longest side was only 150mm. The 7.6" screen on the Photon M3 has a 163.9mm edge, so I tried an X: = 63.9, Y = 102.4 * 3 = 307.2 build volume just to see what it would look like: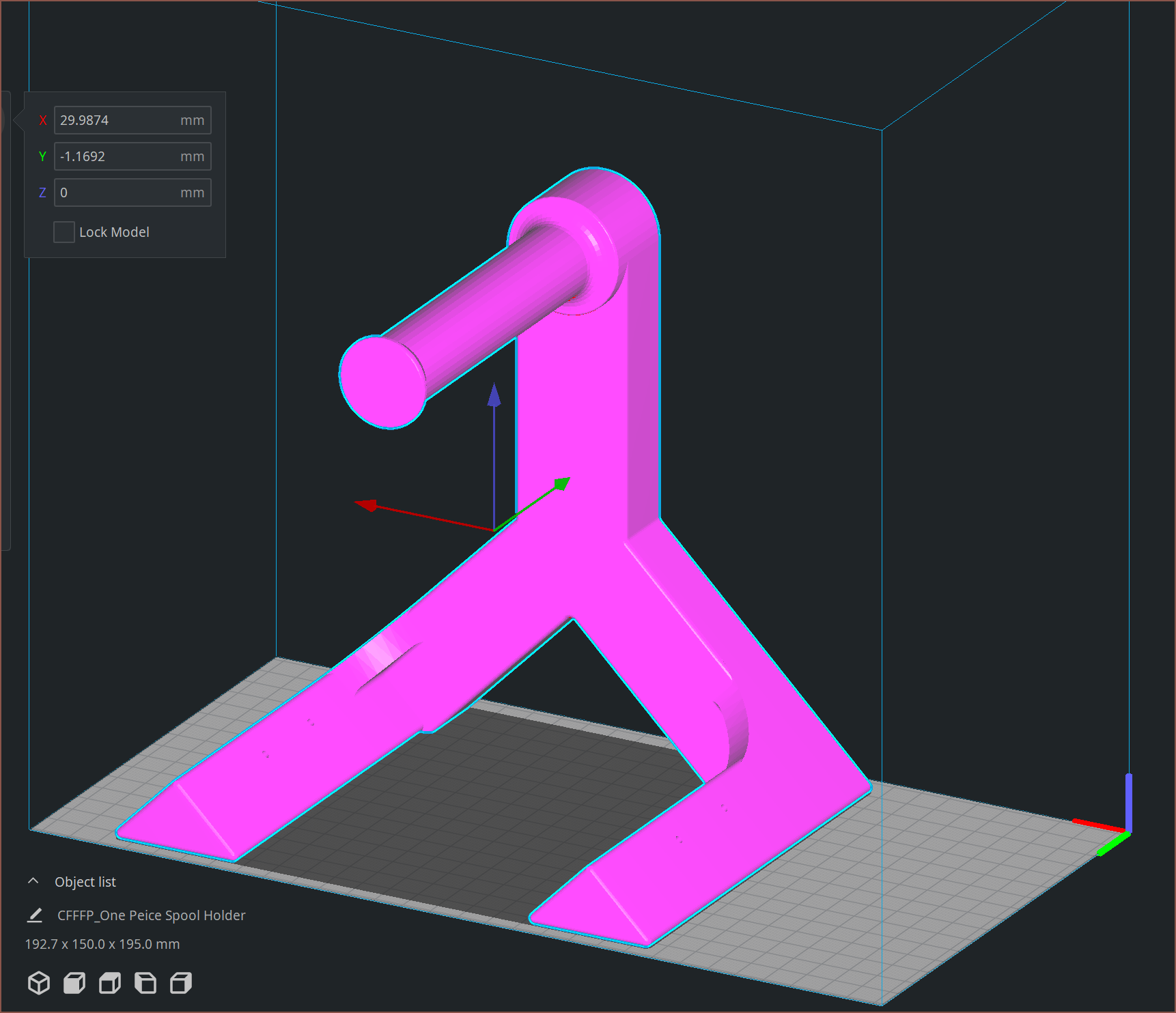
 Oh hey, look, they've got a light source for this too!
Oh hey, look, they've got a light source for this too!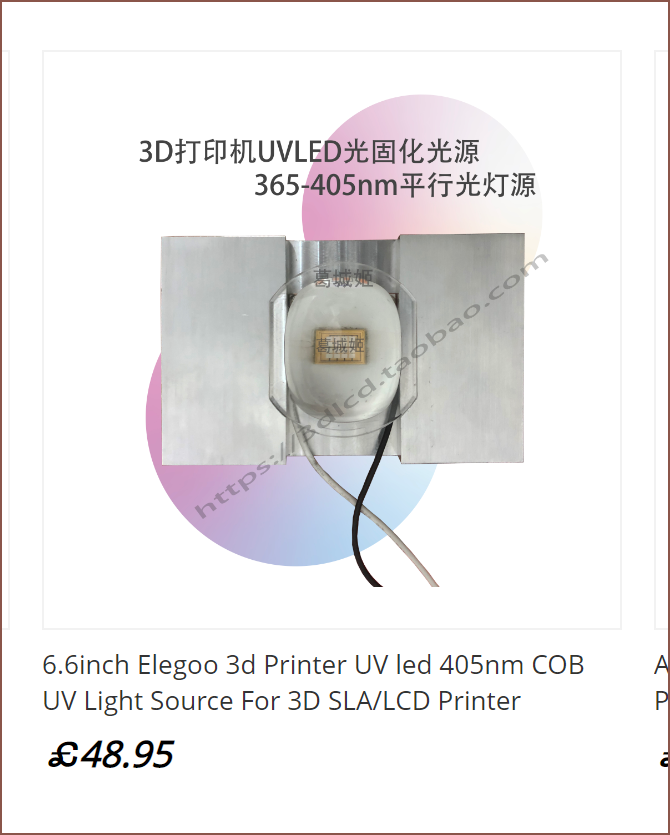
 Me Yesterday: W...what kind of light source is this?
Me Yesterday: W...what kind of light source is this?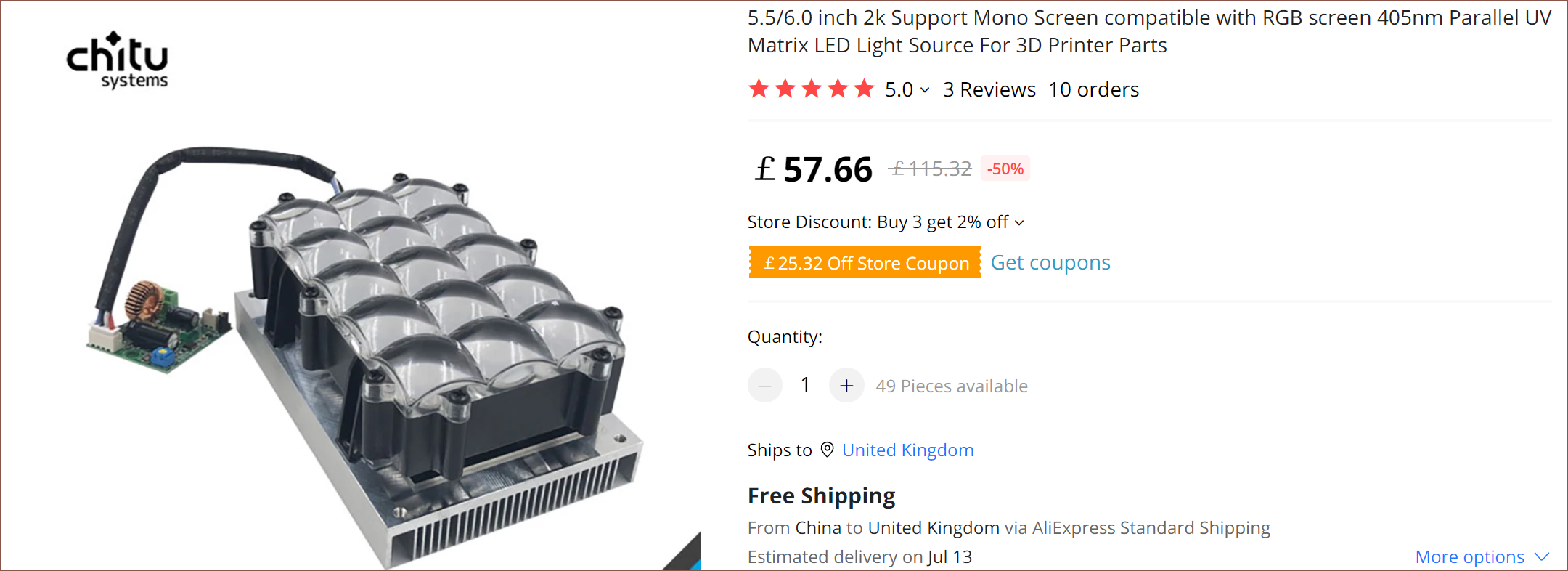 Since these kinds of light sources are in all the recent printers I've seen, and since it looks more complex, I assumed that these ones were better. Either way, I went to research the Elegoo Mars brand of 3D printers to see if there were any issues like the light being dim near the edges or lower sharpness, but I couldn't find anything. What I did find was
Since these kinds of light sources are in all the recent printers I've seen, and since it looks more complex, I assumed that these ones were better. Either way, I went to research the Elegoo Mars brand of 3D printers to see if there were any issues like the light being dim near the edges or lower sharpness, but I couldn't find anything. What I did find was 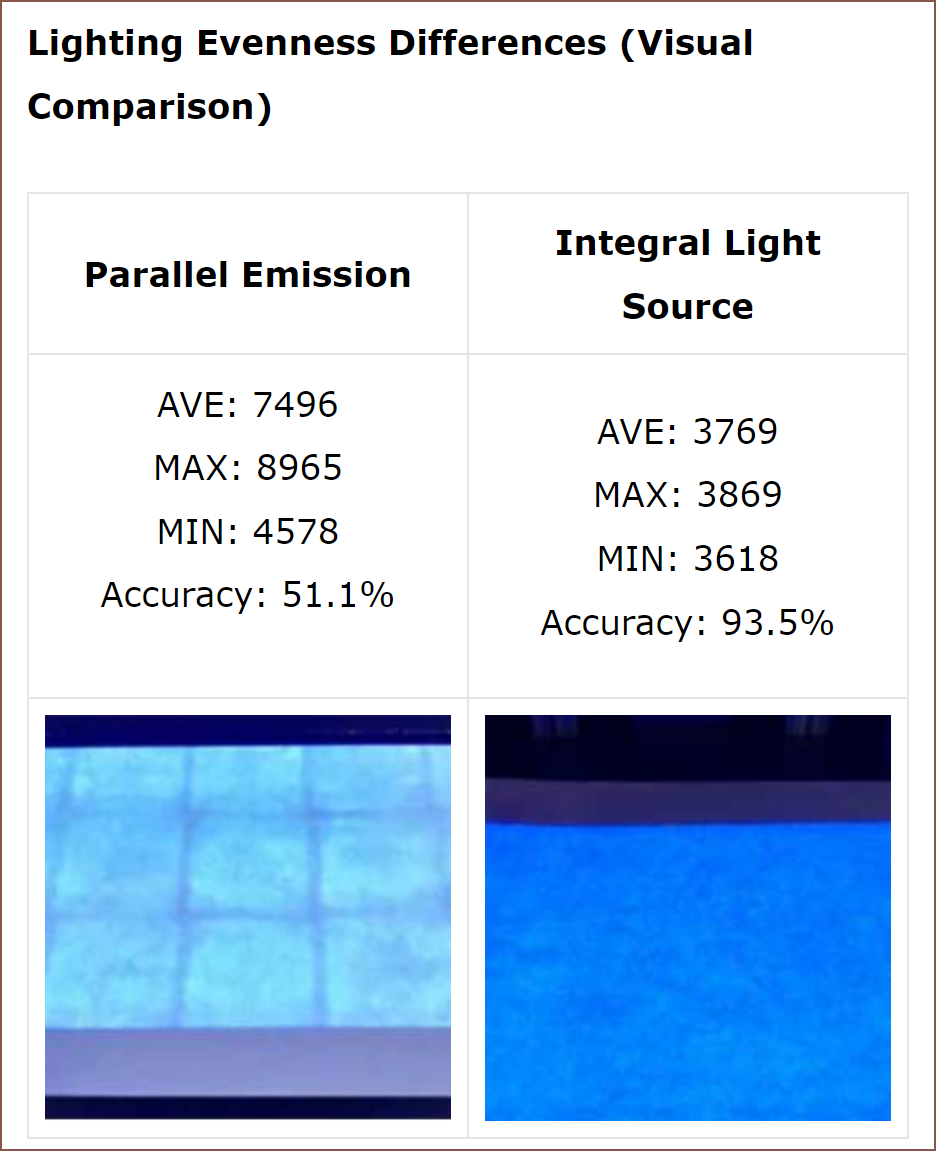 And I was able to find uniformity readings for both light sources:
And I was able to find uniformity readings for both light sources: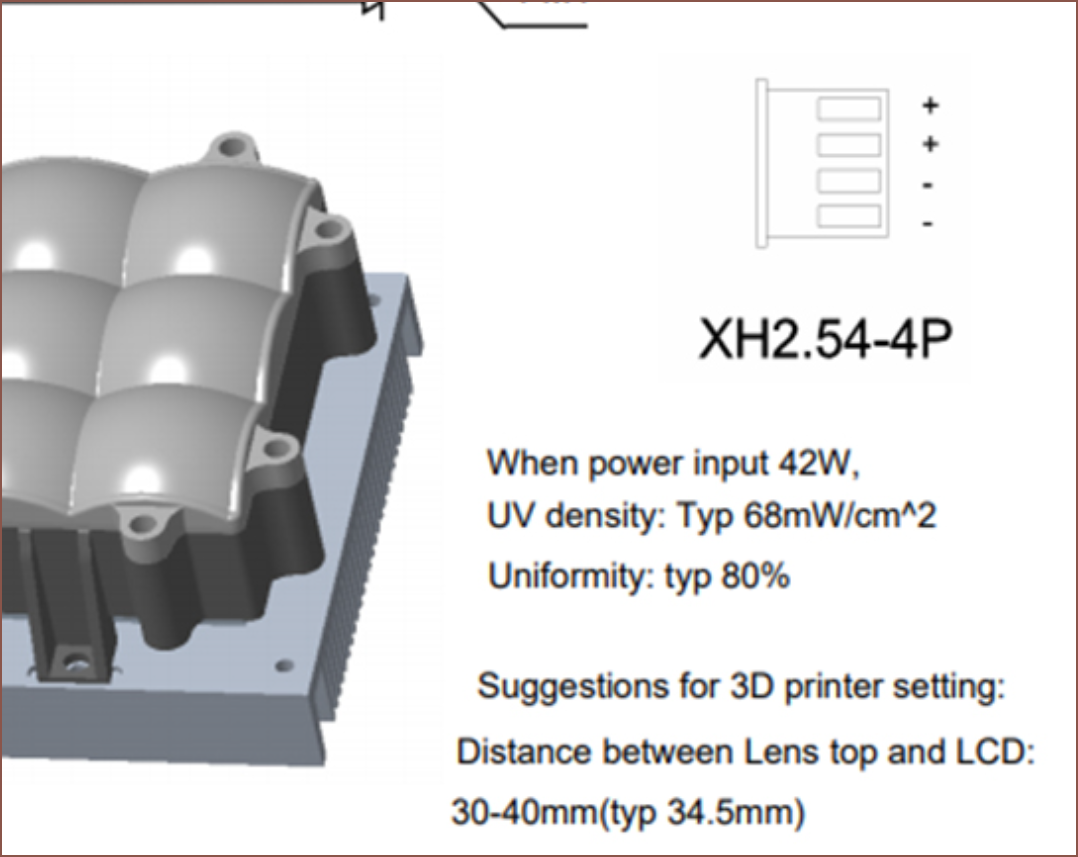
 Though, if I do go with this, I would like to call it the Suspense 360 because the X axis would be 120 * 3 = 360mm, and make it the larger edition alongside the Suspense; I'm currently struggling to find something that would actually need such a vast build volume.
Though, if I do go with this, I would like to call it the Suspense 360 because the X axis would be 120 * 3 = 360mm, and make it the larger edition alongside the Suspense; I'm currently struggling to find something that would actually need such a vast build volume.

 "Hmm... 143... 143... where have I seen this number before?", I thought. It's the print size for the 6.6" 4K screen I found hours prior and almost forgot about.
"Hmm... 143... 143... where have I seen this number before?", I thought. It's the print size for the 6.6" 4K screen I found hours prior and almost forgot about.



 It indeed is cheaper and even shipping is lower. That brings the non-tax cost of the UV gear to around £123 without the current AliExpress discount.
It indeed is cheaper and even shipping is lower. That brings the non-tax cost of the UV gear to around £123 without the current AliExpress discount. Noticing that the DIY resin printer space is kind of... dry, I was really thinking that I was going to have to buy a Photon M3 for parts and then do some strange stuff to get the motherboard to work with the rest of the system.
Noticing that the DIY resin printer space is kind of... dry, I was really thinking that I was going to have to buy a Photon M3 for parts and then do some strange stuff to get the motherboard to work with the rest of the system.
 Looking at these
Looking at these 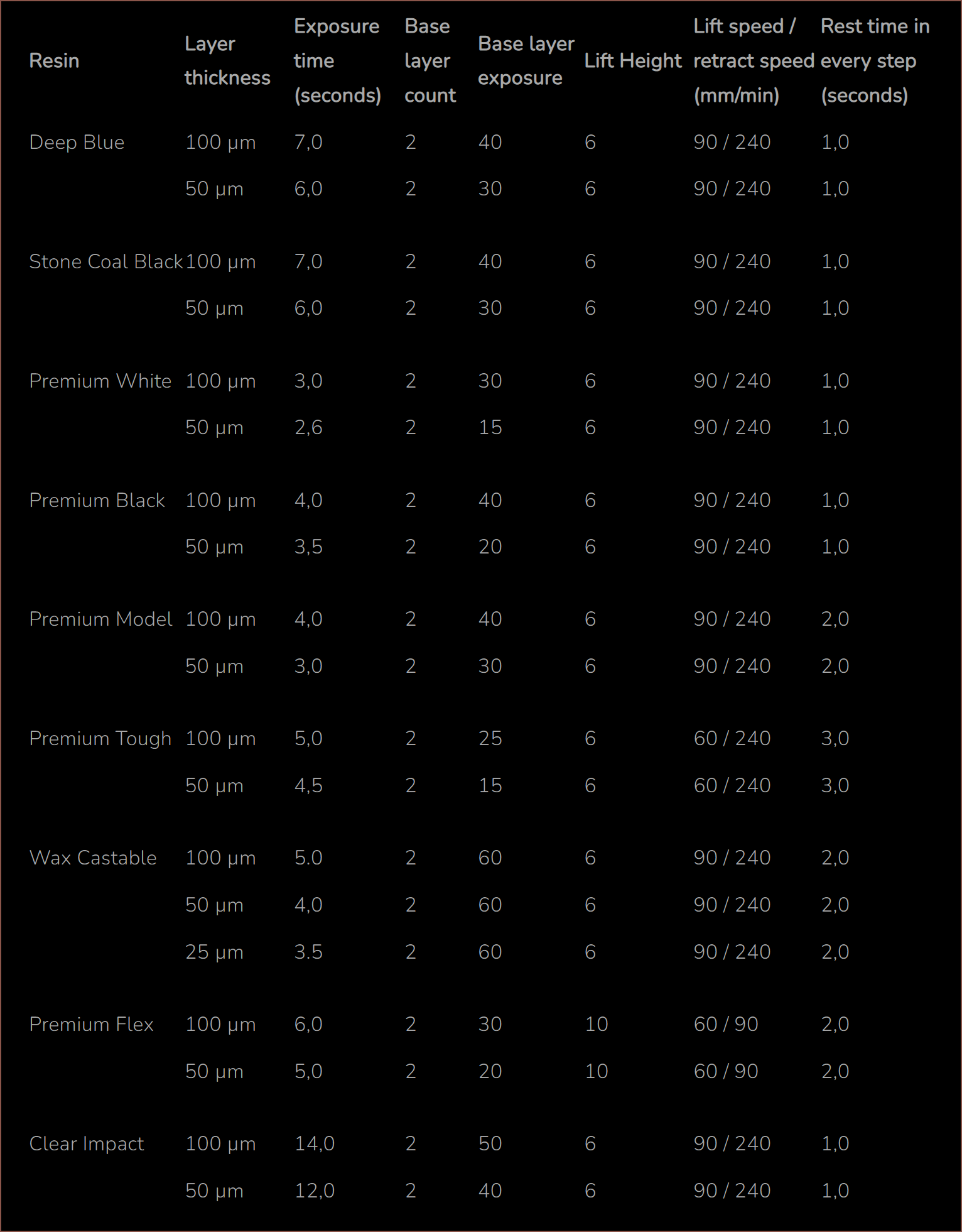
 I was focused on the cost per part graph, showing that VLM was the cheapest, even with a large labour cost. As I'm thinking of this in terms of the maker / hobbyist instead of a company, I'm converting "labour" to "post processing time", or the time a person would have to spend to finish up the part after it's done. I'd like to believe that an integrated+automated wash, cure and dissolving wash feature will greatly reduce this time. The dissolving wash is to dissolve soluable supports.
I was focused on the cost per part graph, showing that VLM was the cheapest, even with a large labour cost. As I'm thinking of this in terms of the maker / hobbyist instead of a company, I'm converting "labour" to "post processing time", or the time a person would have to spend to finish up the part after it's done. I'd like to believe that an integrated+automated wash, cure and dissolving wash feature will greatly reduce this time. The dissolving wash is to dissolve soluable supports.