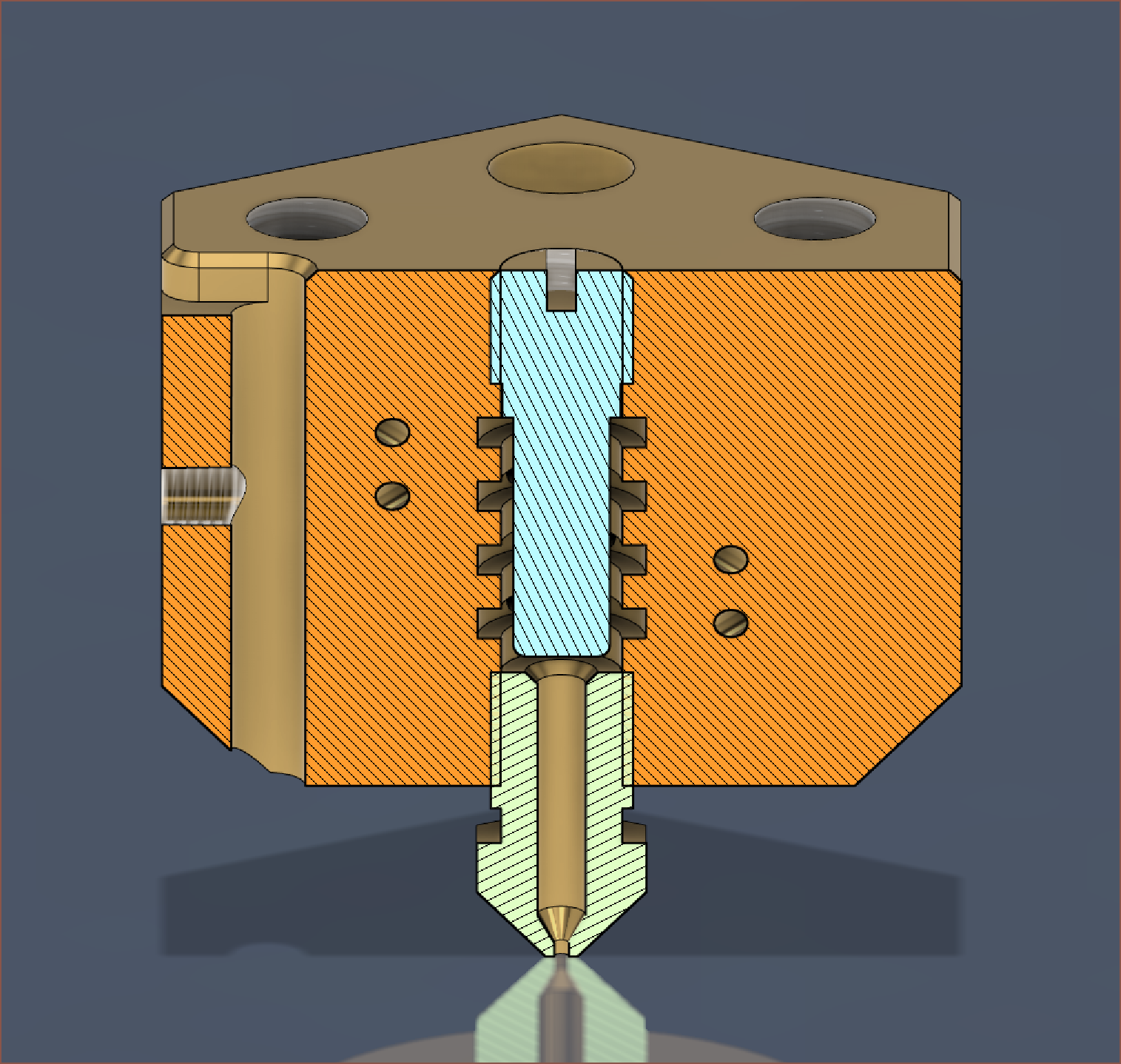
I've now modelled the cooling ducts. The airways themselves are not optimised at all, but it should serve as a good starting point.
I also did this to see if there was anything else I might need before I bought the AliExpress BOM, since I've found it unrecommendable to buy components before the assembly file has been completely modelled.
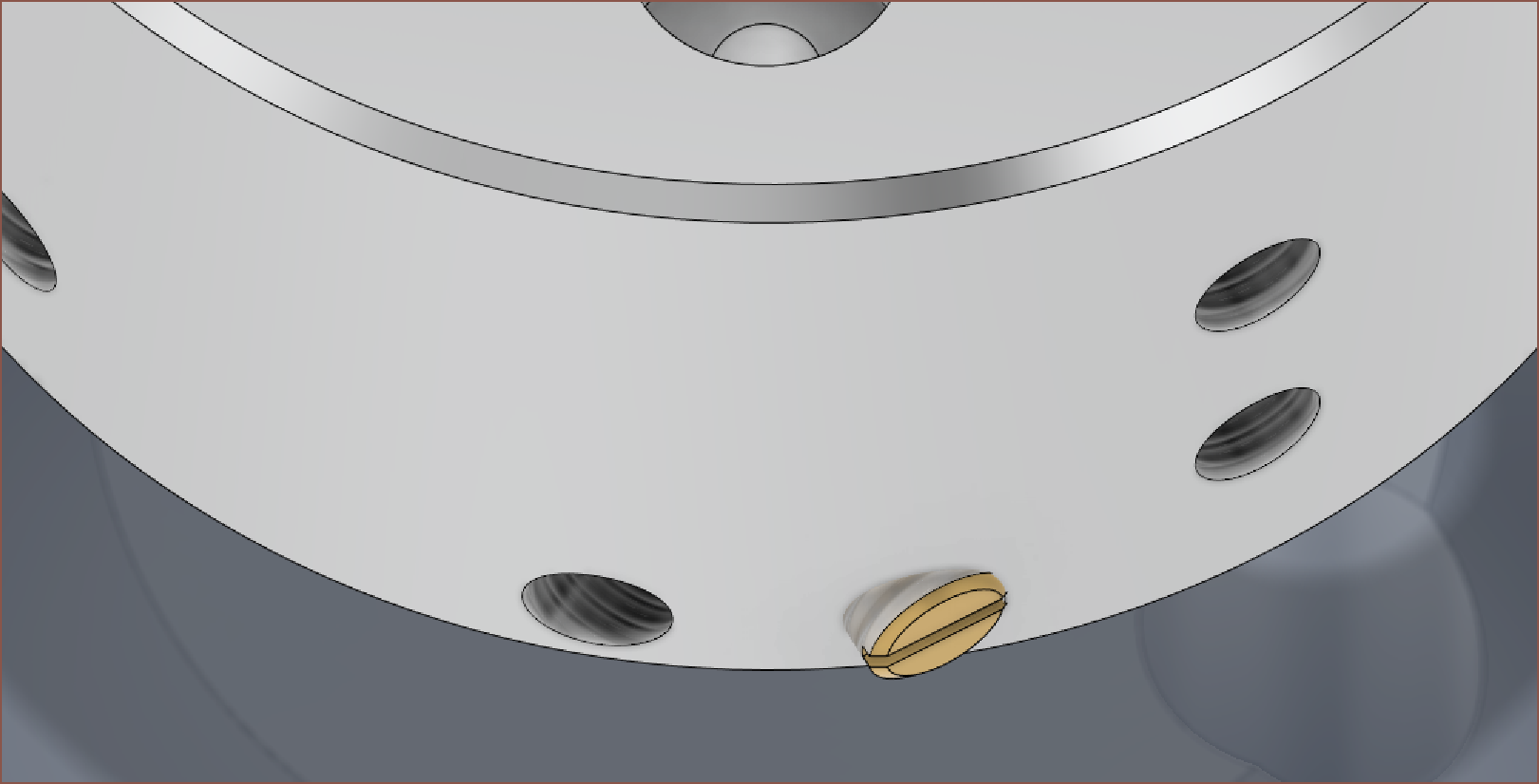
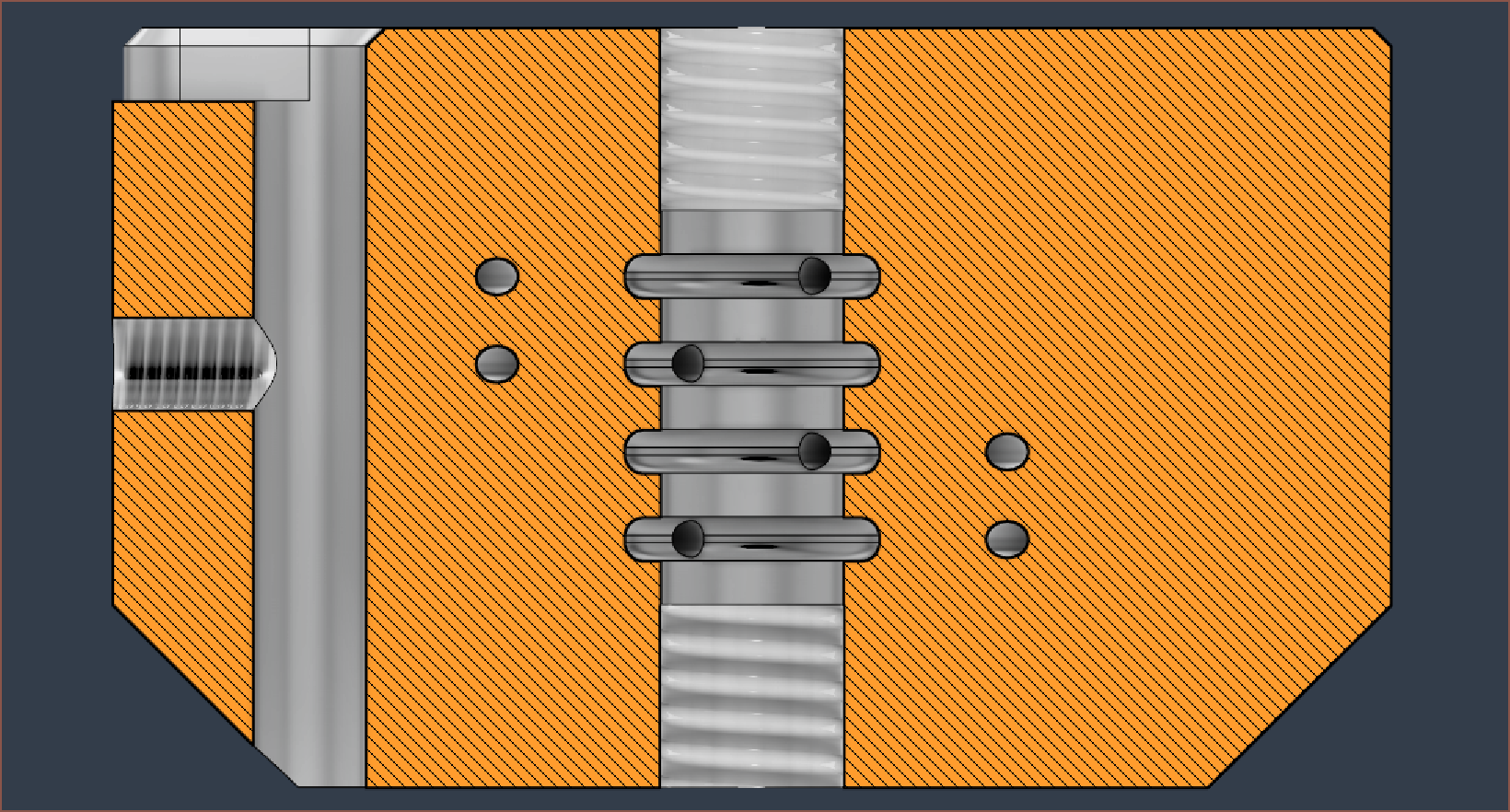
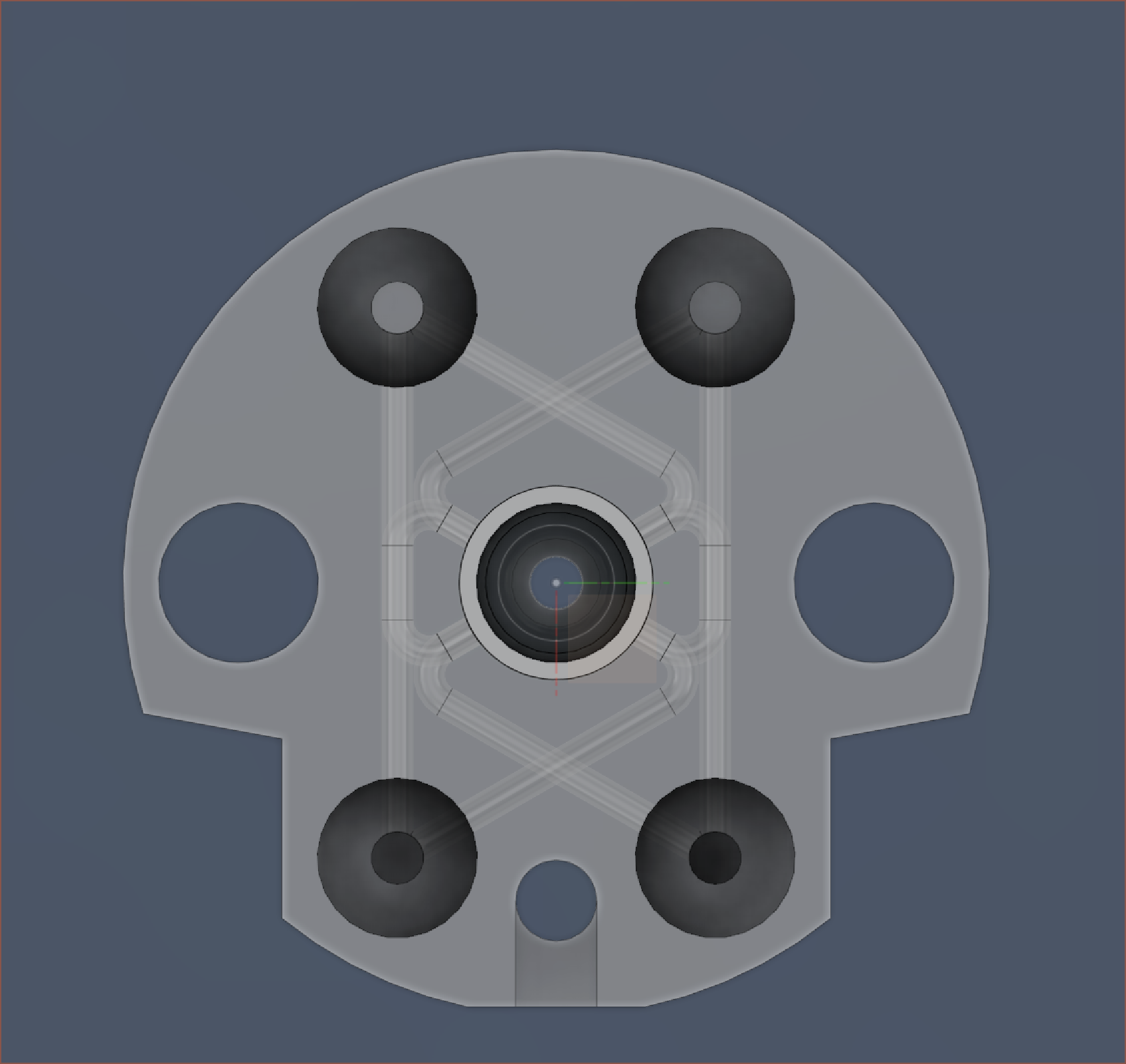
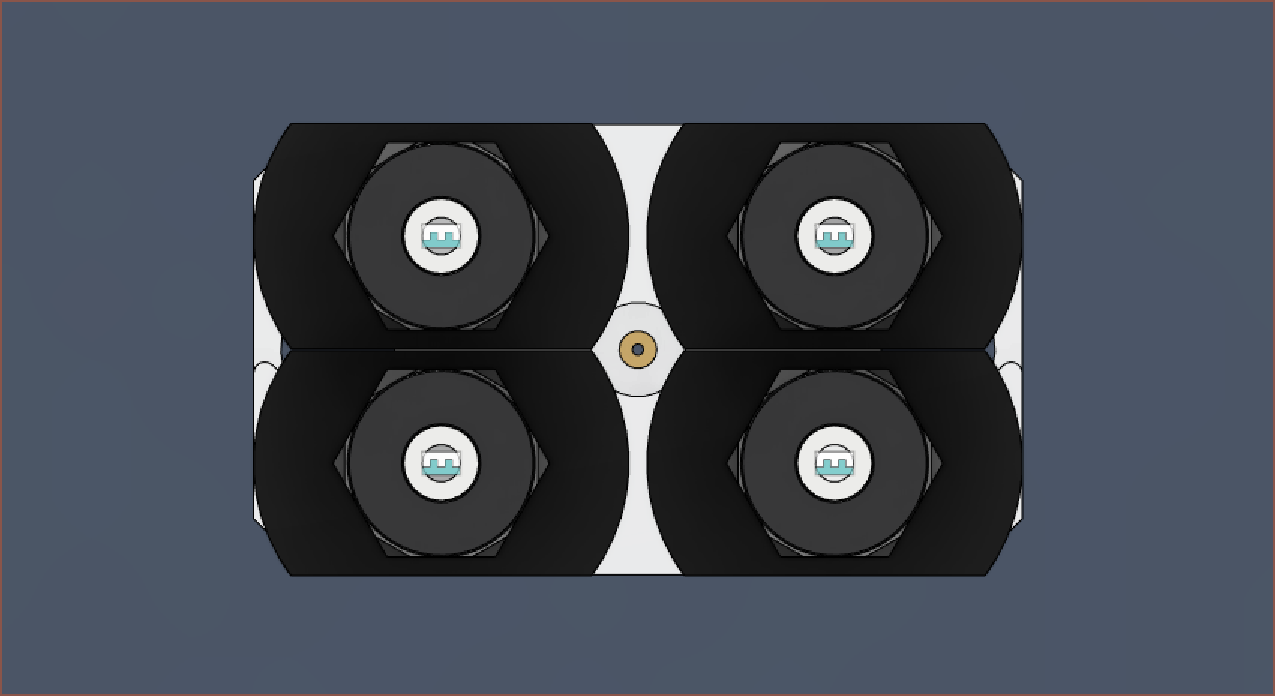
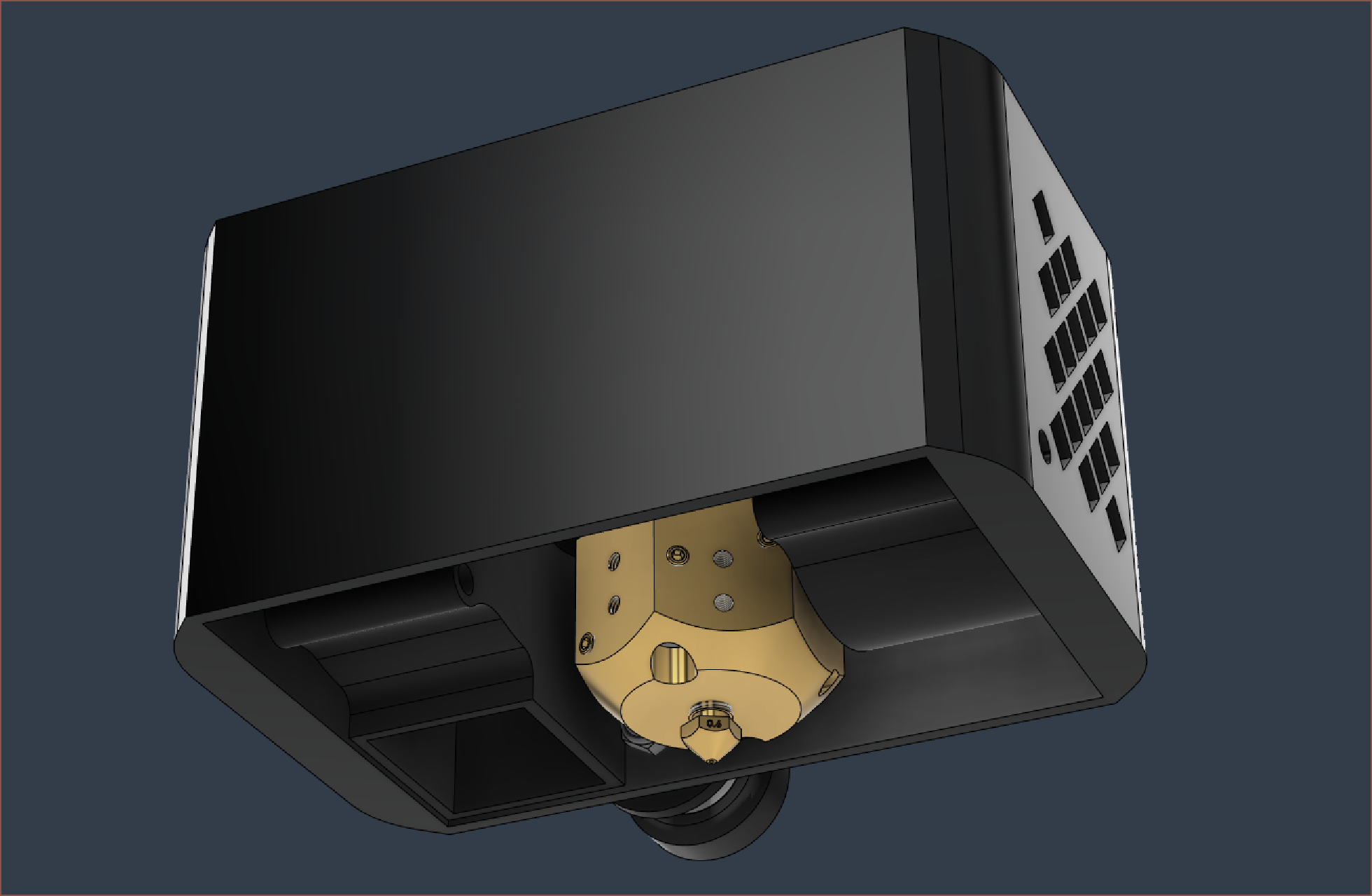
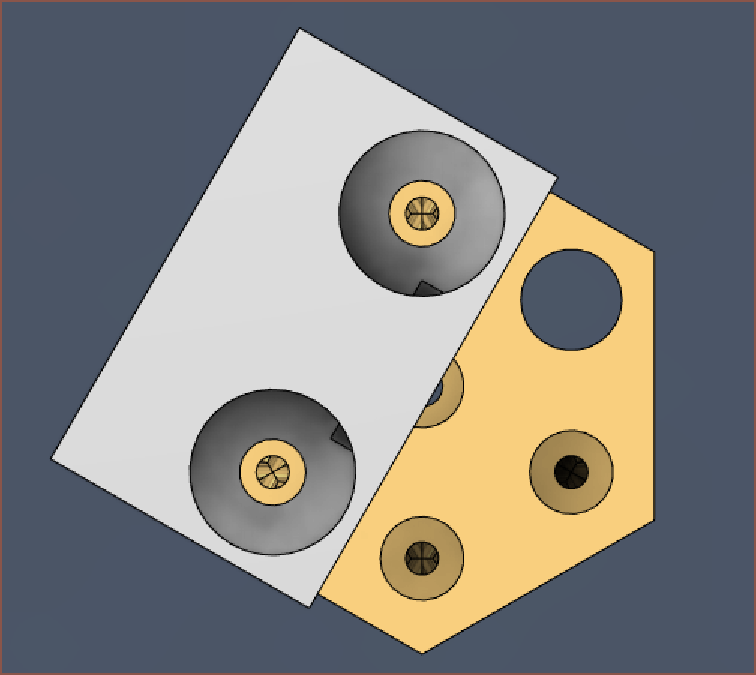
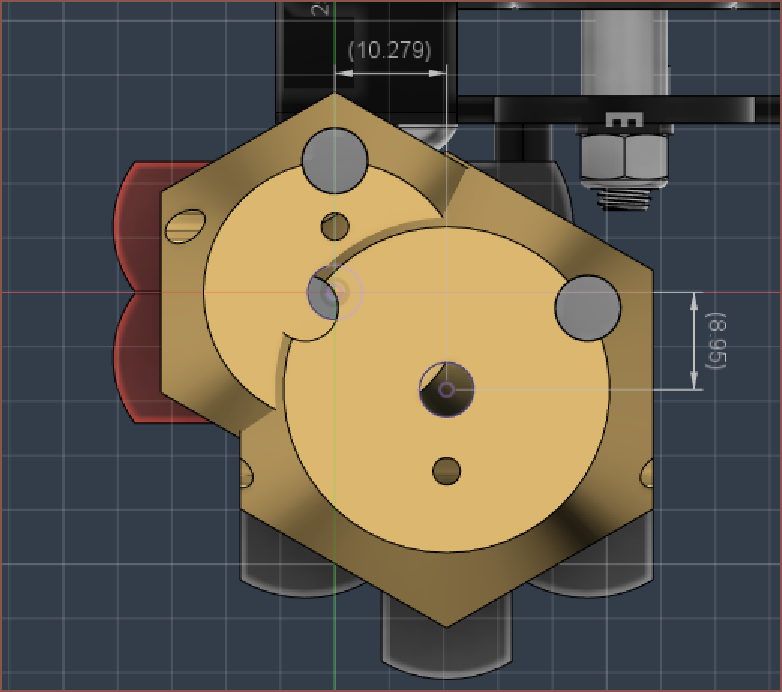
I'm planning to self-tap M5 screws into the 6028 fans. Here's what it looks like with the fans inside:
Hopefully, the plastic being 3mm away from the hotend is good enough for it to not melt.
So, learning that PCBWay isn't going to notice a possible manufacturing issue until they actually try to manufactor it, I was more involved this time. For starters, if I self tap the 3D printed holes, the print is only $39.80. Considering that it seems that the minimum cost is around $37 for any part via this service, and it was the price nozzleboss paid for theirs, I think this is a win that this is under $40.
Dimensions: 31.26*20.8*34.5mm
However, I had also recently watched the below video about SLM printing, and overhangs are essentially required for 90 degree overhangs.
So I asked if the internal channels were printable, and my service rep Eleven indeed confirmed that there's a risk of blockage since support has to be there.
Now, just like how Apple sent off 2 teams to either start from the iPod or iMac to get to the iPhone, it seems I'm now trying to get a solution from both 3D printing and lathe machining. While the 3D printed version has a 5th filament input already integrated and doesn't have to worry about the 16 leak-plugging grub screws, I'd imagine that more schools / unis would have a metal lathe than a metal 3D printer (though I'd like to change that).
So the technician agreed that it's a bit tough to start a hole off-center to a cylindrical face. It does seem possible to create enough of a 32mm across-flat hex from a 35mm solid rod to cover the off-center positions.
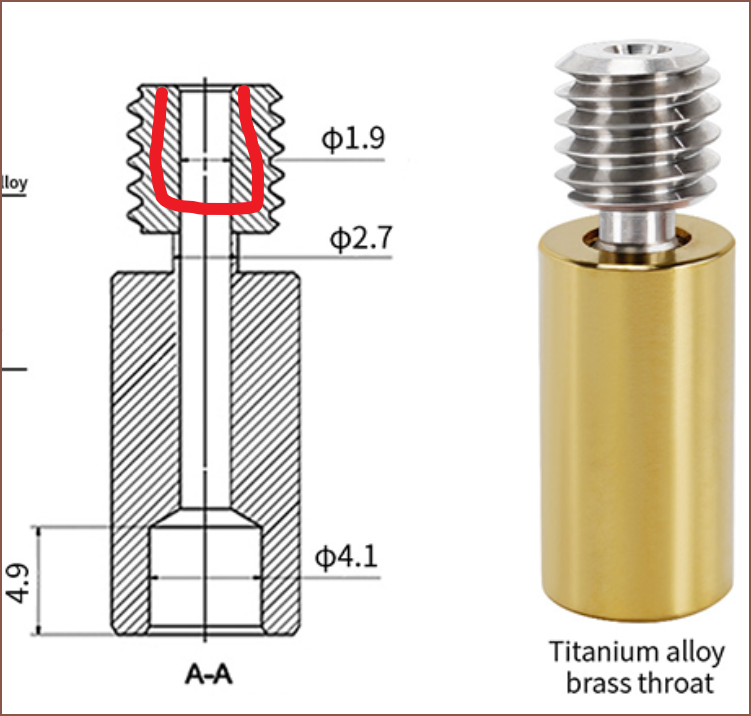
The next is that an M3 tap looks like this:
As you might be able to notice, the full width threads start maybe halfway down, yet the threads in the design are as short as 3mm need to go almost all the way to the end of the hole (the DIN914 cone grub screws thread doesn't go thoughtout the entire length).
I haven't found an official tool, but the tech is just planning to trim down the M3 thread. I forgot to ask what happens about the M6 threads though. Even if I got the thing printed, I'd still have to think about this issue.
Were going to try and make it in aluminium.
Oh right, speaking of that 5th filament input, it may be possible to do for the CNC edition by drilling a 4mm hole 4mm deep into a copper/brass and titanium heatbreak and then putting a 4mm OD x 2mm ID tube inside.
I would like to know how these kinds of throats are made in the first place and how the 2 materials are secured together.
Now that I'm armed with the knowledge PCBway has directly and indirectly given me, I thought I'd try to see if the university technicians could attempt to manufacture.
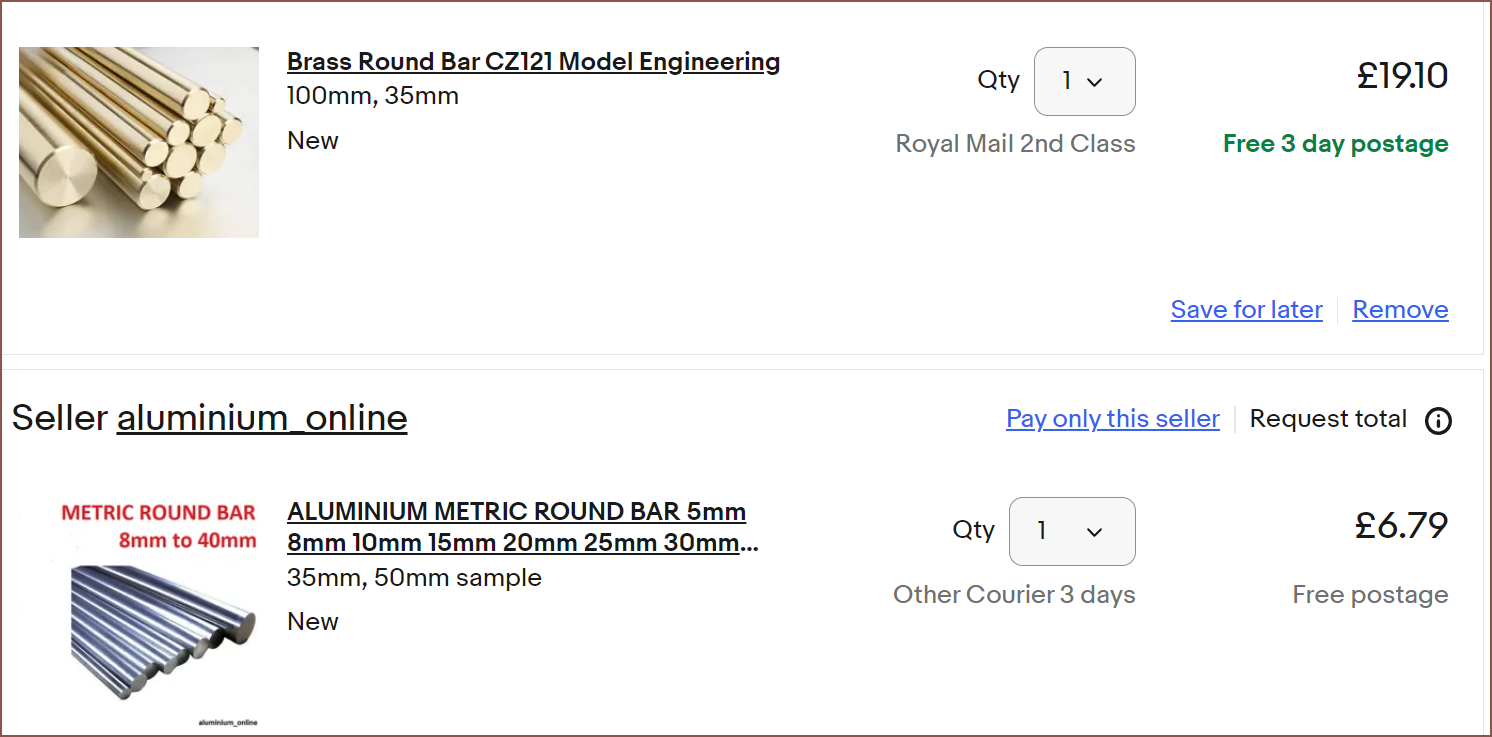
For the stock material, there's only really round bar on ebay (the place I've been finding the material stock in previous logs charges £9 for delivery). 35mm and 40mm sizes are suitable.
35mm should provide threads that are just-about long enough to work. A 40mm round bar can be reduced to the 33mm hex in the traditional design.
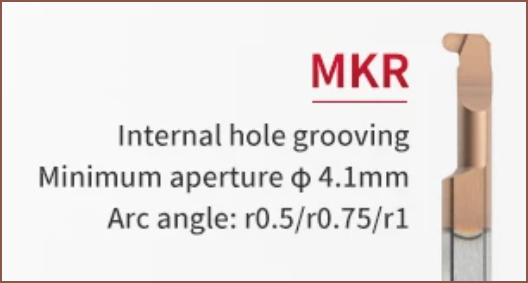
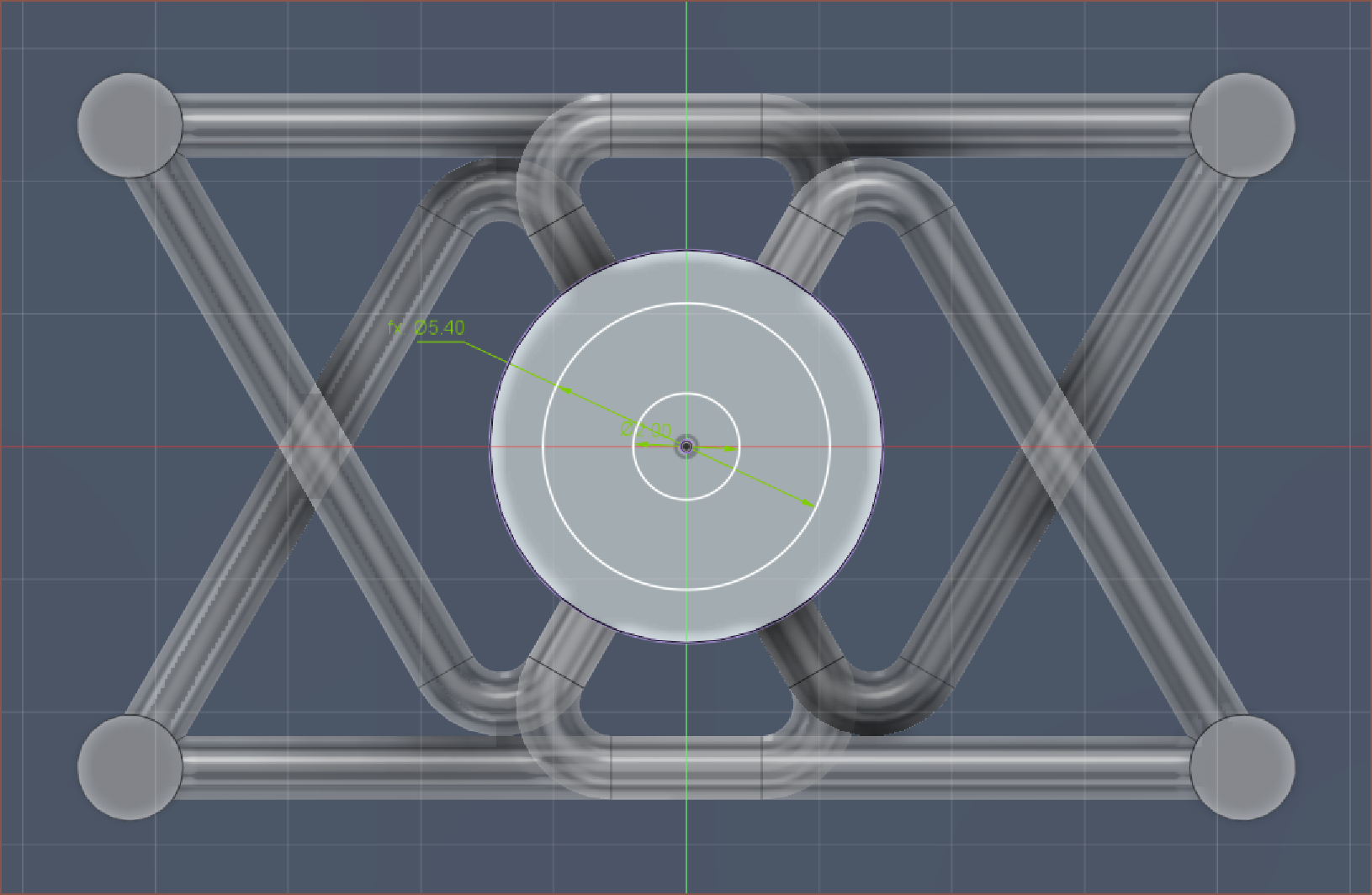
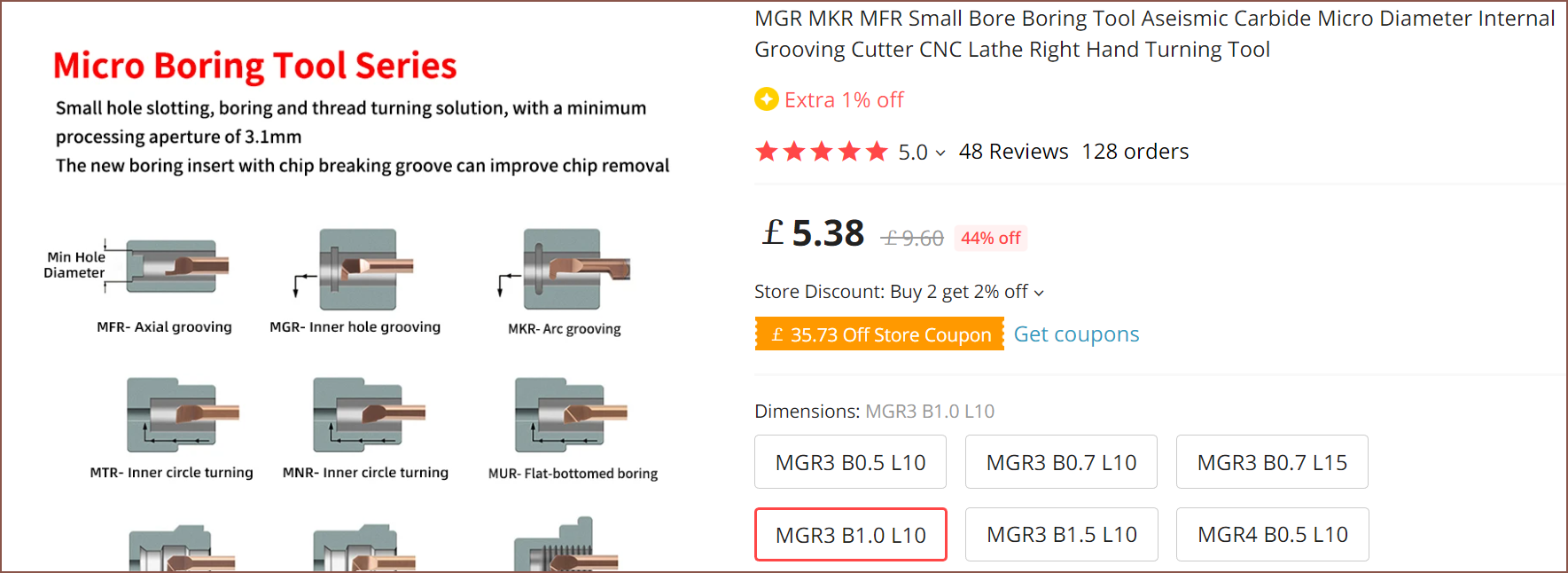
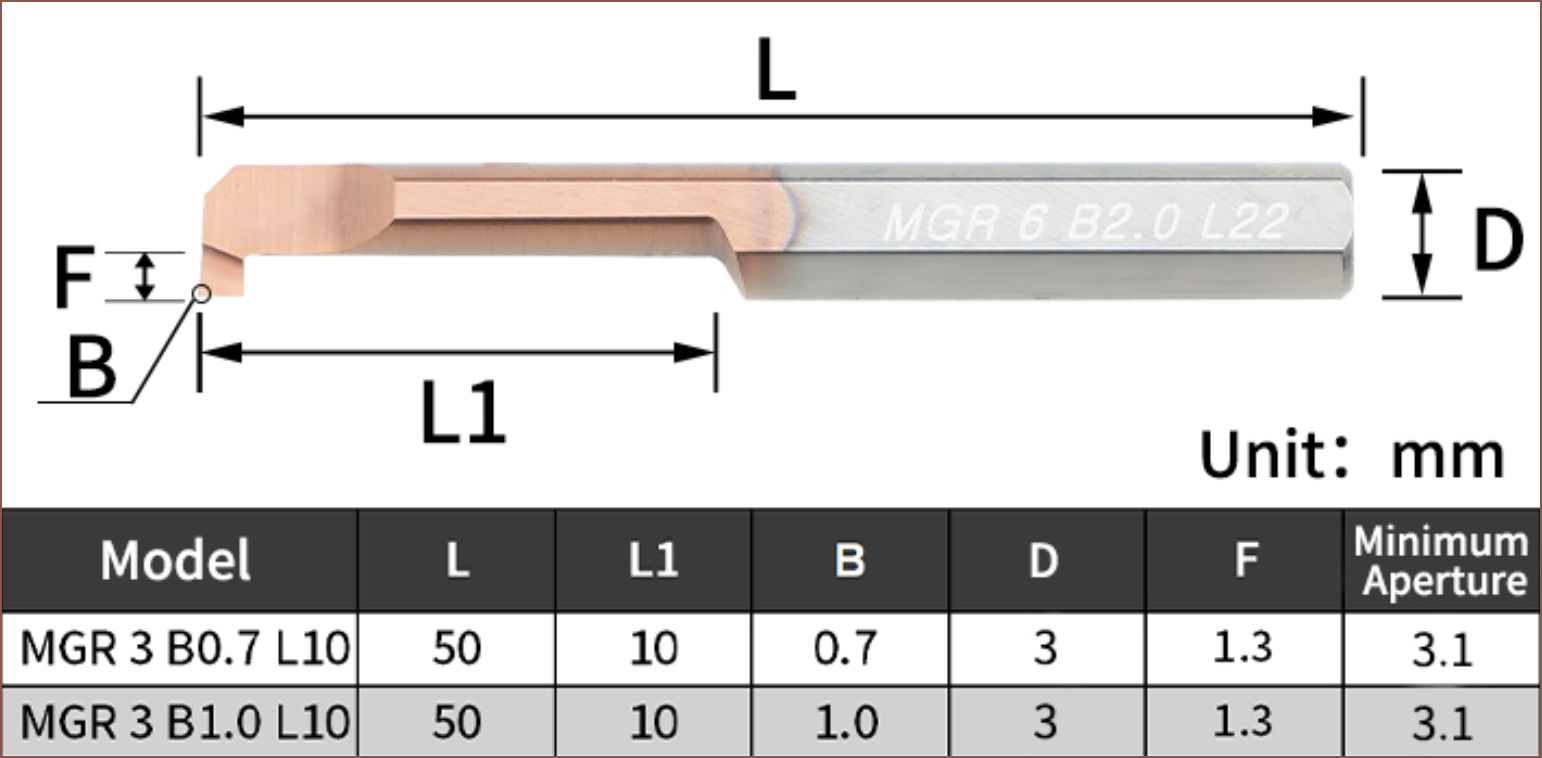
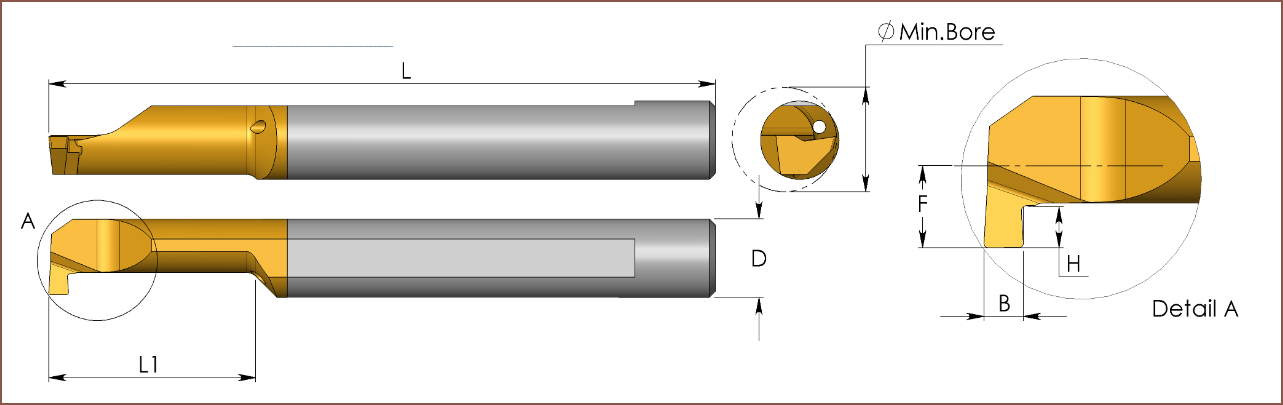
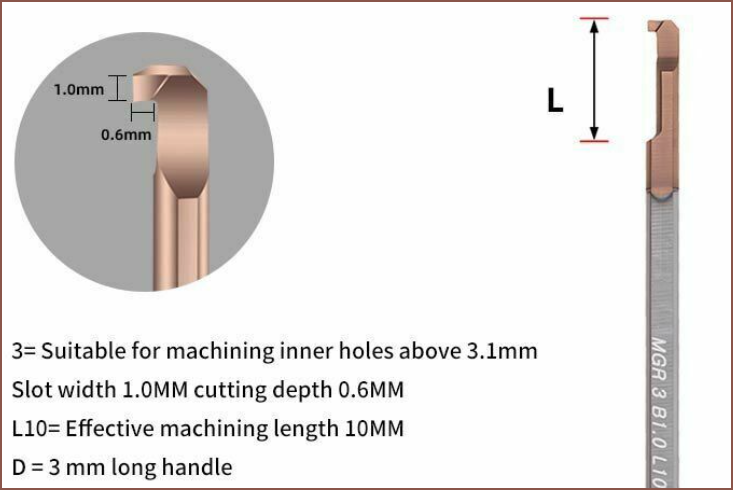
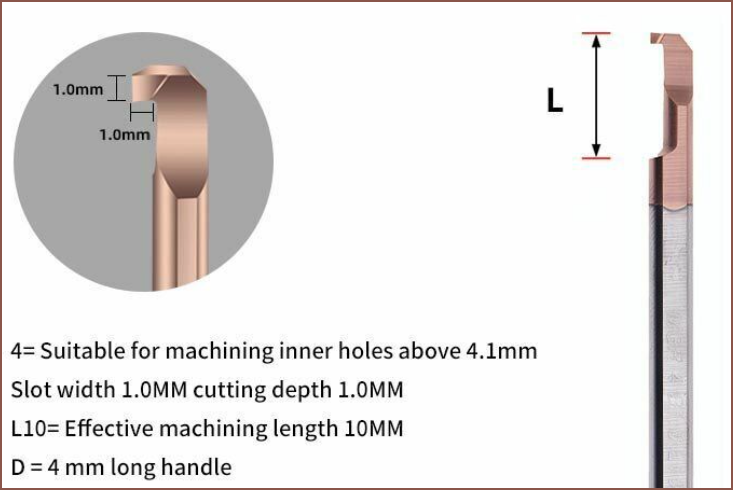
Next, now that the bore is 5mm, I have access to this internal grooving tool that has a rounded edge:
This should help with keeping a consistent internal pressure.
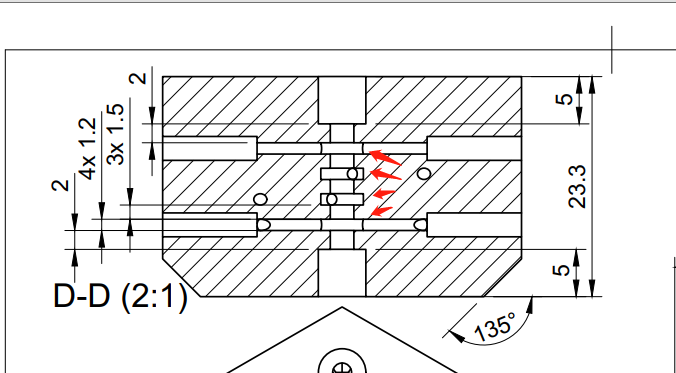
The only issue is that the max reach of the tool is 10mm and the middle internal groves are 10.6mm. Thus, I need to reduce the channels to 1mm and the height/spacing of the internal grooves to 1.2mm.
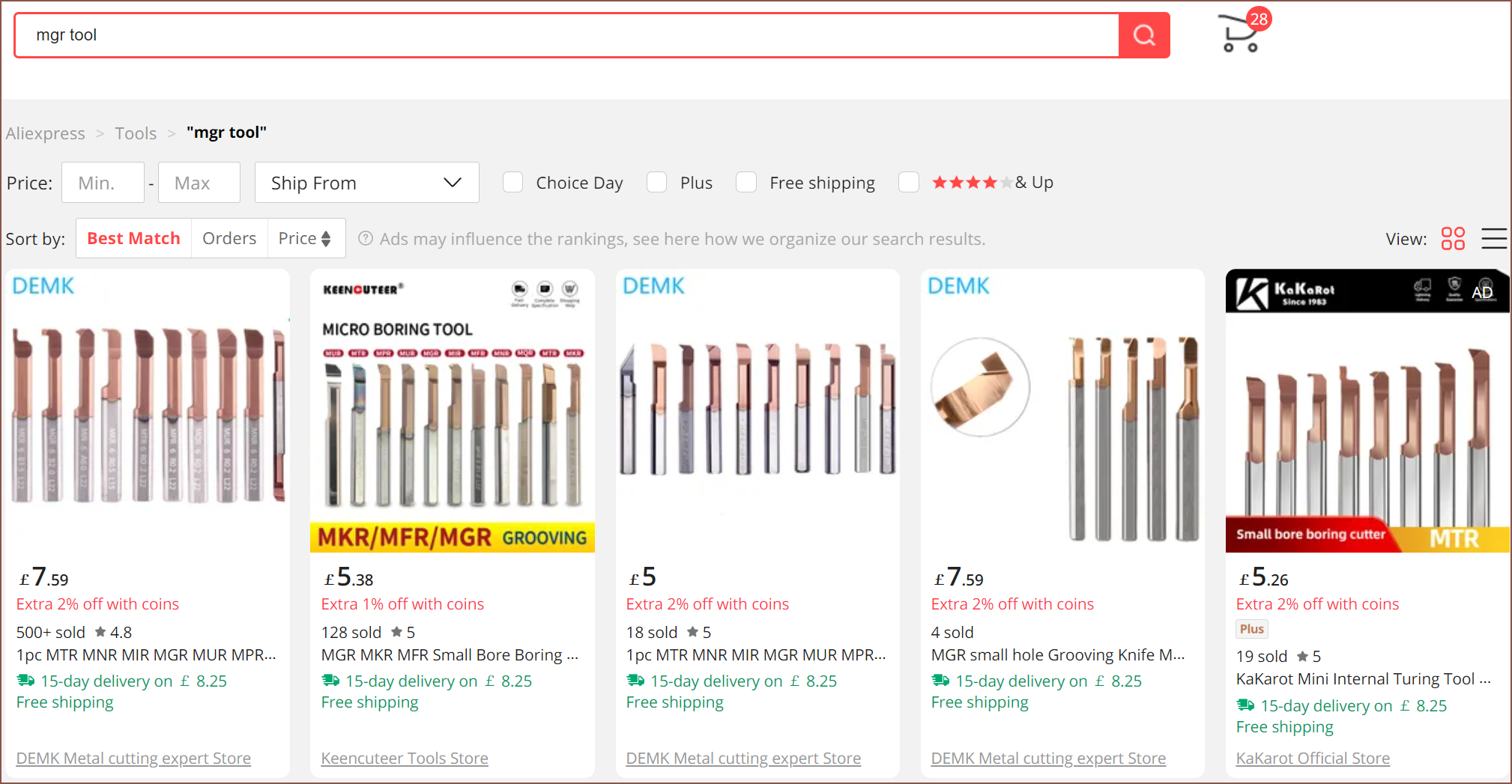
Honestly, I don't know why I didn't even entertain the idea of even asking them to create this insert for me and instead searched high and low on AliExpress.
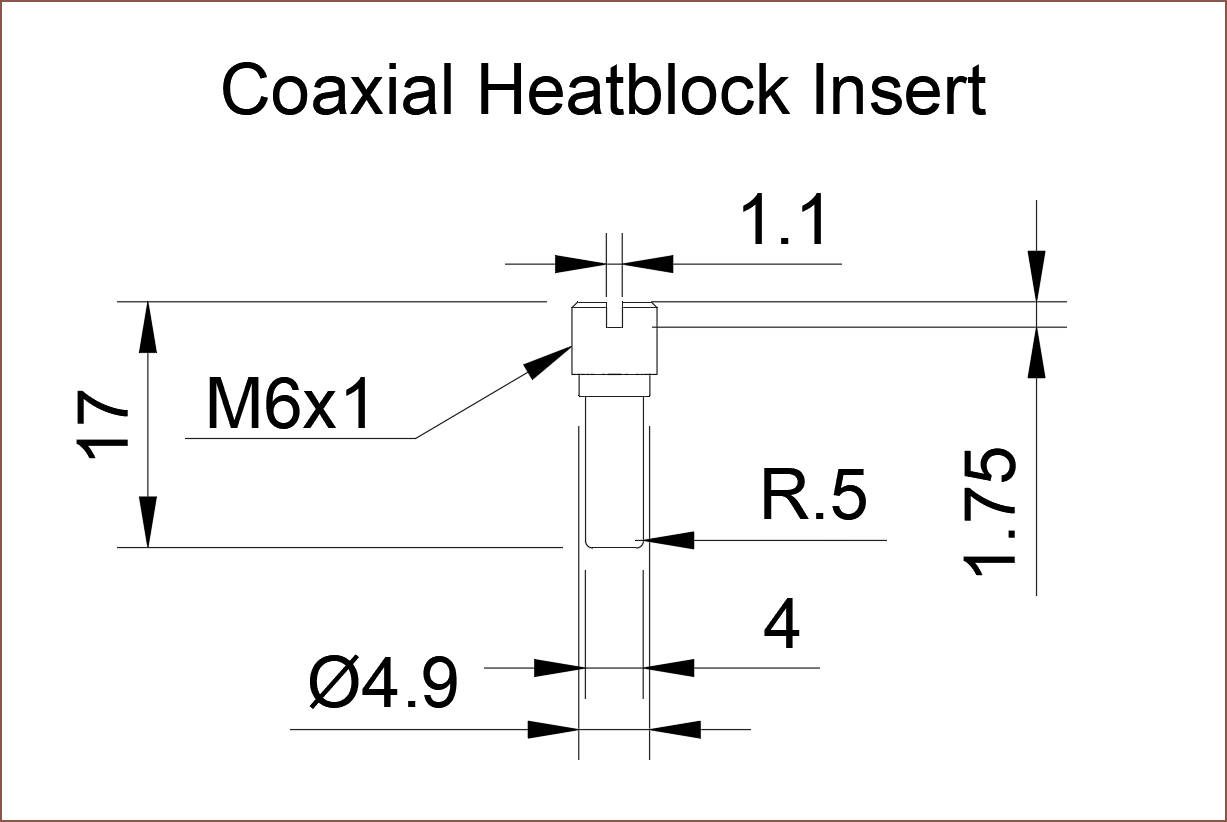
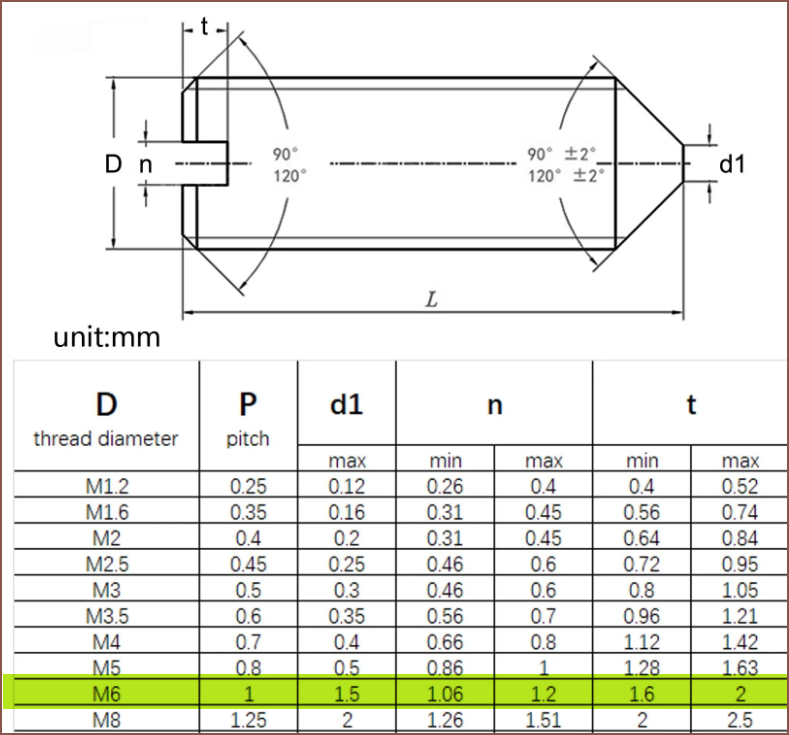
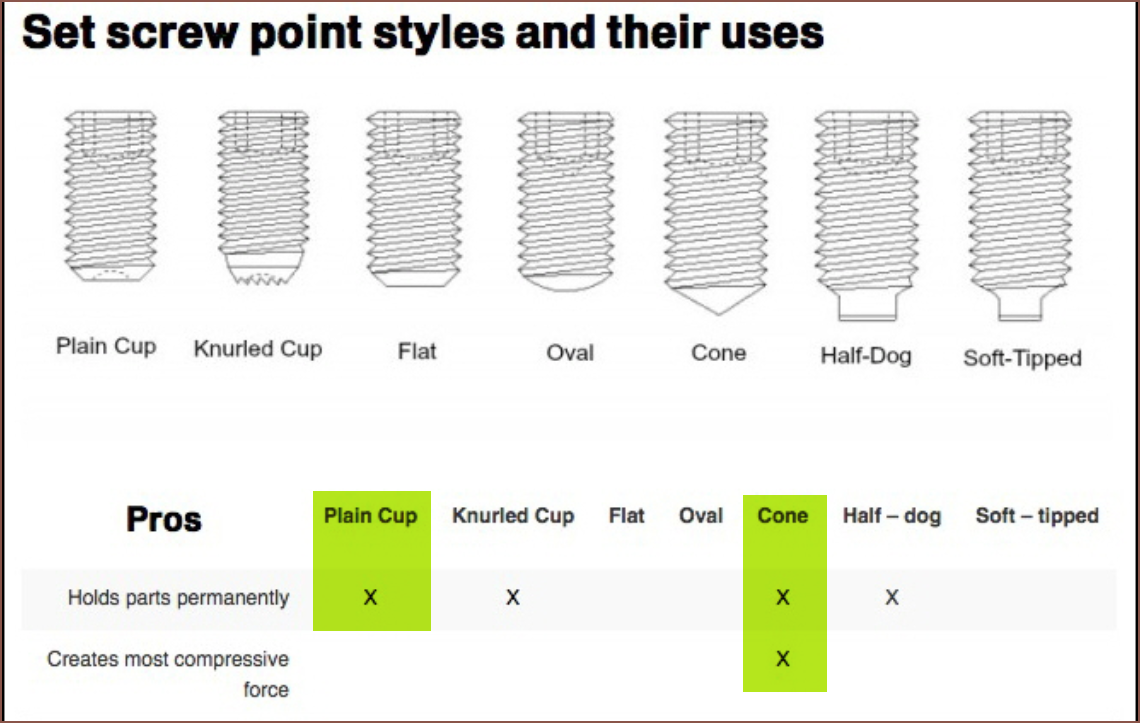
I took the slot values from this grub screw diagram:
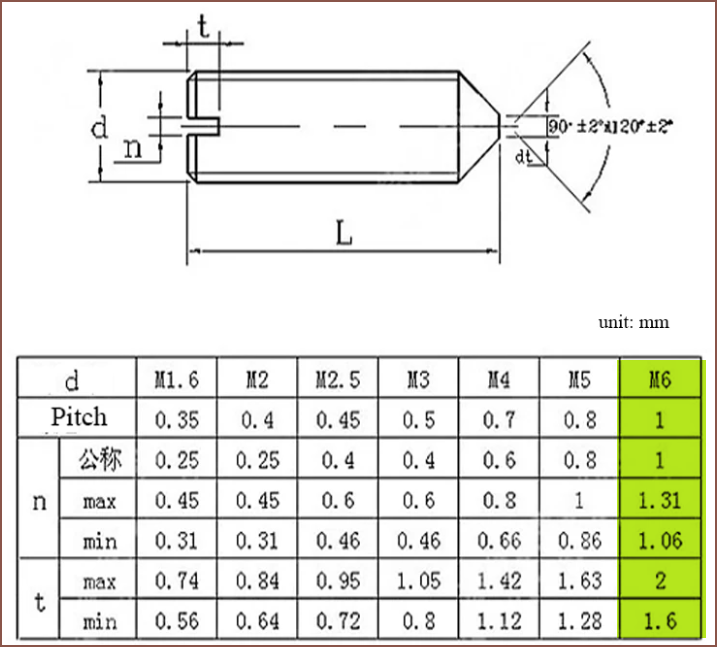
Then again, looking at the one below, perhaps the values I need are 1.2 and 1.8mm?
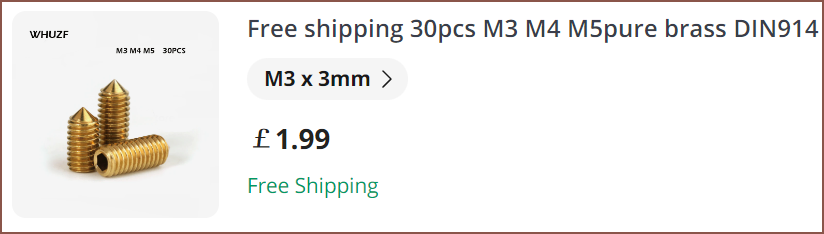
Oh and while were on the subject, I'm switching to these grub screws:
Unlike hex, I think these should be virtually unstrippable. I do NOT want a grub stuck inside down the line if I need to remove it.
I think it's nice having grub screw consistency too, and this would mean that everything is made in brass.
[May 7, 07:00]
Seperate part? Seperate fee.
- PCBWay Service Team (paraphrased)
Figured that's how it worked.
3D printing won't save me here either, with a price just under $38. It totally seems that there's a $35 engineering setup and handling fee wrapped up in the price. I'm not sure if the autoquoter works correctly with assemblies, because it gave the same price as the heatblock-only file.
In related news, I was sent the same outdated verification files twice. On the second time, I got this message:
Once again, our factory can produce the files in the attachment.
If you can accept it, there will be no additional charges.
If it is not acceptable, please cancel the order.
Thank you for your understanding.
With the starter "once again", it can only mean that my sales rep is not referring to the updated files sent on the 5th May, but the older ones attached. The filesizes were slightly different too, so it's not like ther's some email client mistake either. There's also been so many changes since my initial 27 April quote that it's probably best to start afresh with a brand new quote.
So I was still thinking about how nozzleboss got thier solution printed for 37$ whilst my traditional manufacturing solution is 70$ with another £10 ($12.50) in off-the-shelf parts for the internal geometry. Like all the "I just got access to a metal 3D printer" engineers before me, I wanted to see what complexity reduction a 3D print editon would be.
Firstly, I sent over the latest Lathe Edition file to PCBWay:
It's an expensive part, so I thought I'd at least add the finishing features found on my brass supervolcano, such as the 0.5mm chamfer on otherwise sharp edges and the fillet around the thermistor wire cutout:
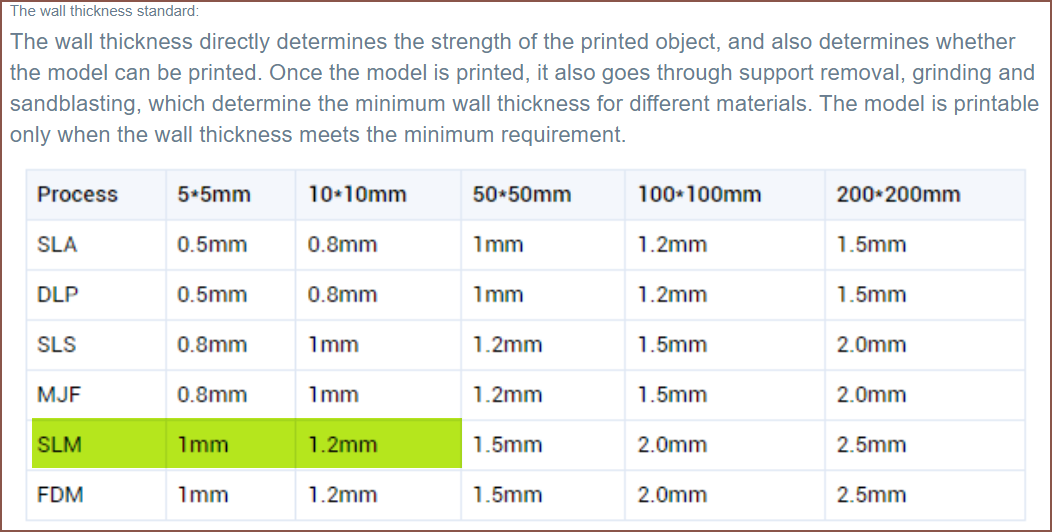
Then I did a Save As and started doing the tweaks I needed to do. Looking at PCBWay's minimum wall thickness table, I went with making sure walls were over 1.2mm thick.
Those flowy internal channels look nice
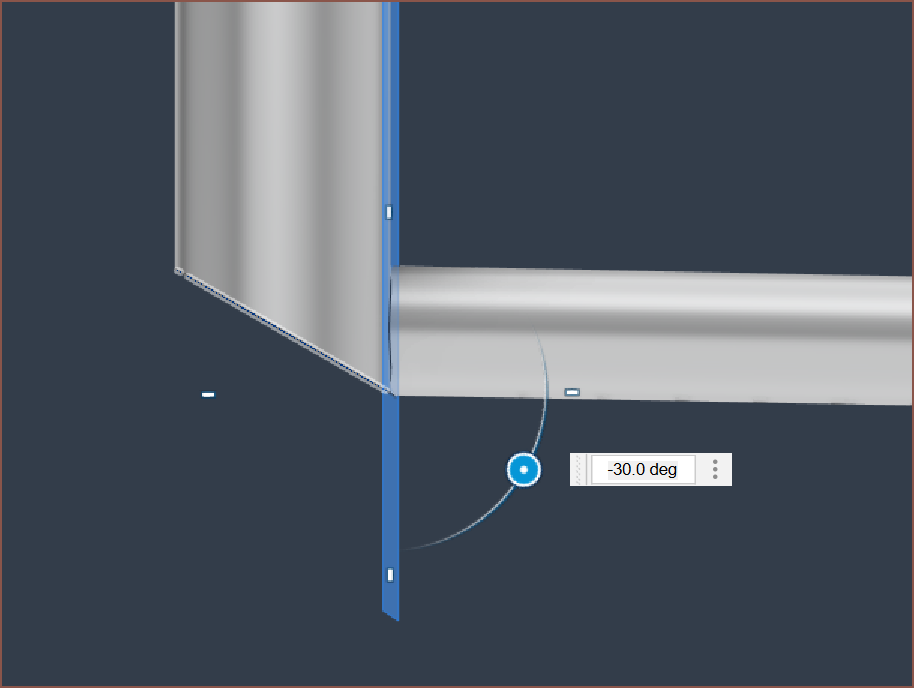
I can even add an angle to help the flow:
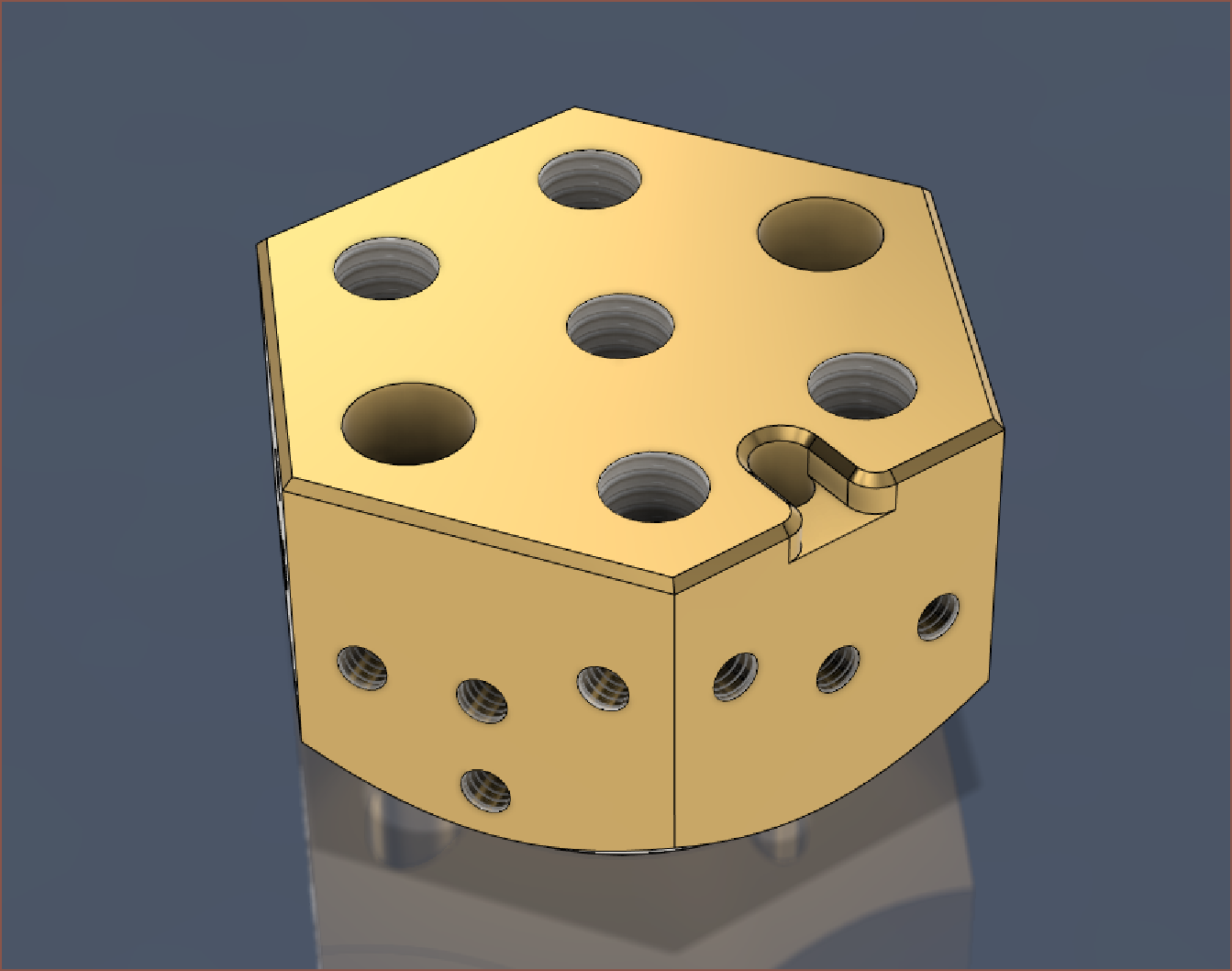
This is the point I got to when I realised that I didn't have to conform to a circle or hexagon but could have whatever shape conformed to where I needed it (so obviously I got a filleted chamfer in here).
This allows for a 5-in-1-out solution without additional manufacturing complexities.
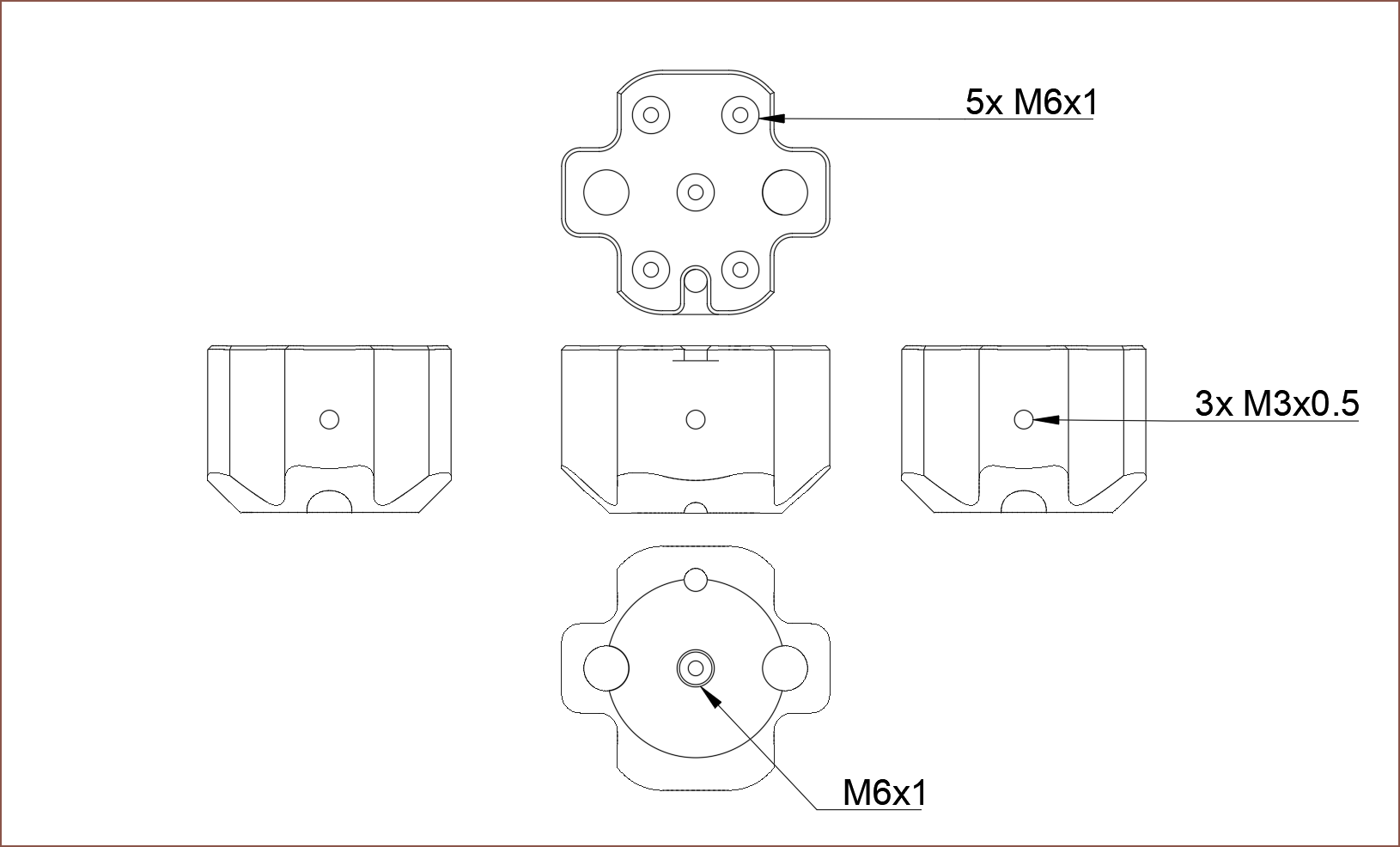
I like how easy it was to go from lathe -> 3d print design. I'd imagine it'll be an uphill effort going the other way around. The technical drawing is also simplified to just pointing to threads:
The PCBWay autoquoter says $46 for aluminium, which is 75% of my first 3d print autoquote. Hopefully, since this doesn't have as many tapped threads as the first design I had, it actually stays close to this and doesn't double in cost. Additionally, the time spent searching AliExpress for components could've been reduced too, so I can see the benefits of 3D printing.
Because it's aluminium, the mass is a rather light 42g. Sounds like a significant weight saving, but the lathe edition is 45g when cut from aluminium.
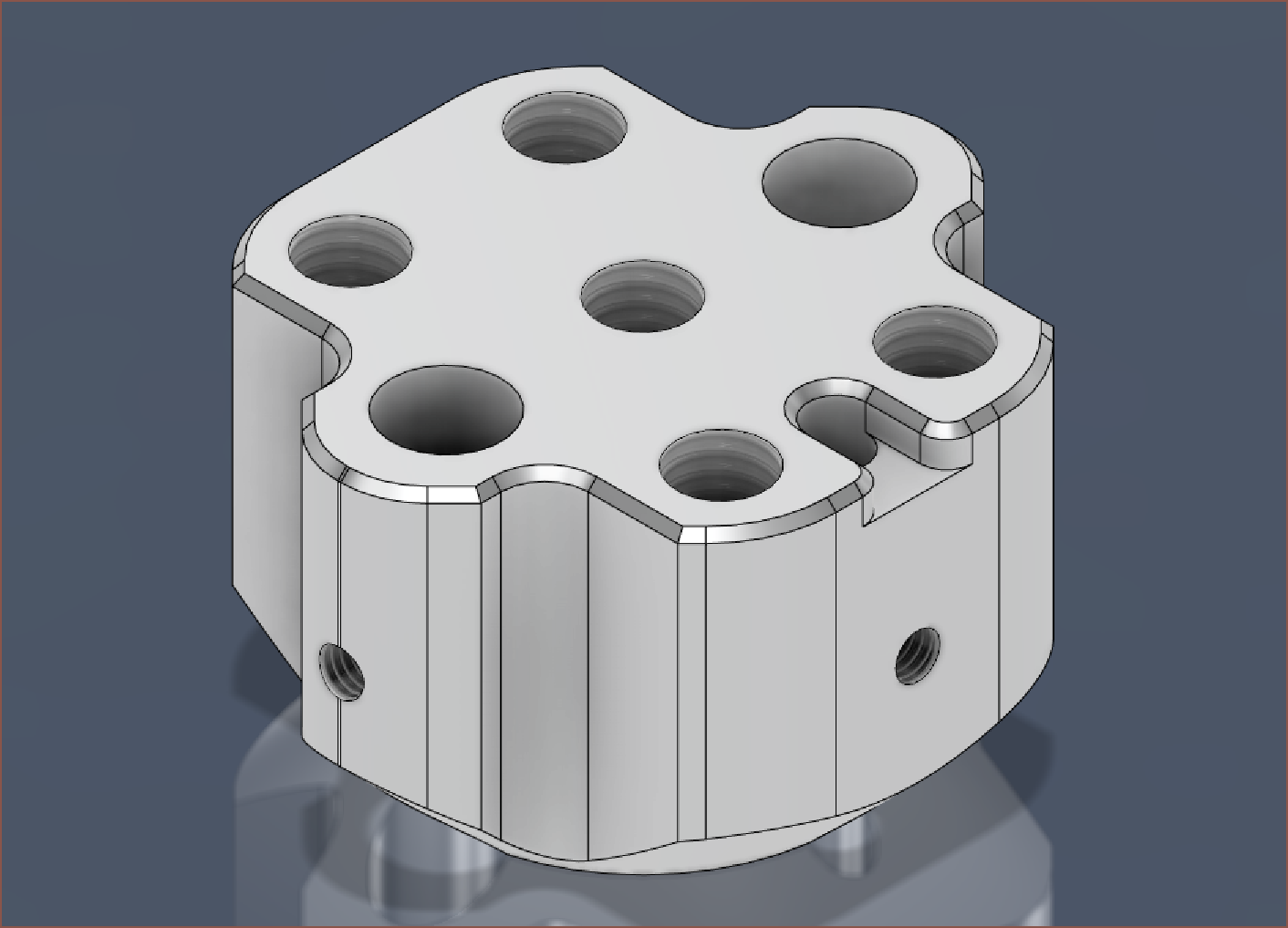
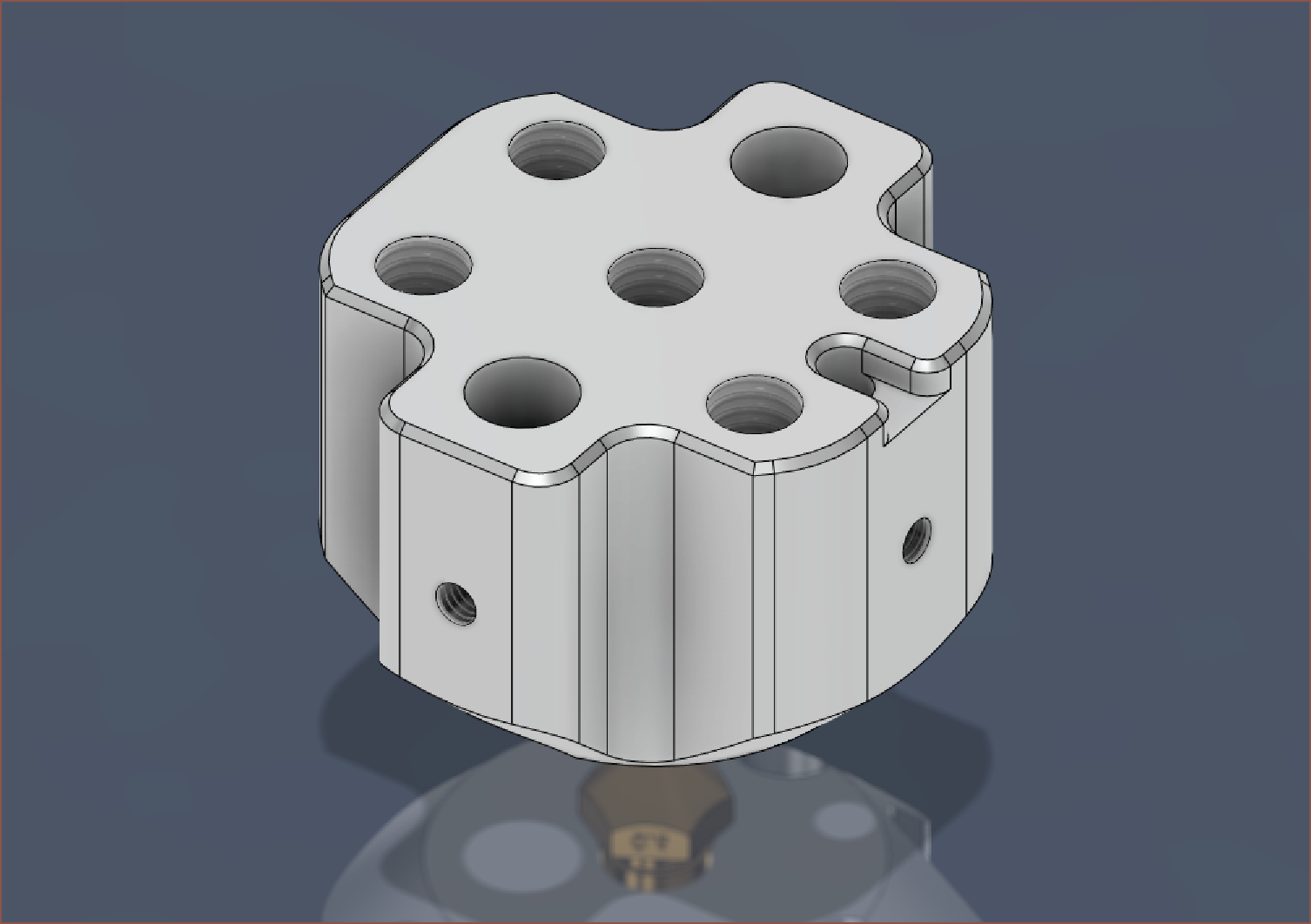
[16:20] Looking at the block, and the fact that the heatsinks extend a bit over the edge, I thought I could actually turn the + looking shape into a smooth rectangle, and it was a success:
In terms of mass... it's 45g. In terms of heat conductivity... the cartridges are further away from where all the molten plastic is. In terms of price... it's more expensive:
So it's like an all round net negative. Might as well make the thickness 24mm so that the thermistor has more thread length and the block flush with the heatsinks:
At least it looks nice and compact:
And I guess with this design, you can actually have dual thermistors since they're so close to the heatsource.
[May 6, 08:40] The quoted price for the non-slim edition is $72.
From PCBWay:
Sorry, our factory does not have a suitable cutting tool for
processing your parts. You have two options:
1. If the internal groove is not useful, we suggest you remove
it.
2. Increase the size of the hole to 5mm or more, and your
internal groove will also increase accordingly.
Obvioulsy, both 0mm internal groove and 5mm outer bore is a nogo and the solution will fail. However comma (Swoozie reference), I probably should've checked AliExpress first and not the wider internet when looking to see if a micromachining grooving part existed:
My university CNC technitians also probably don't know of AliExpress' existance, though I could understand that expensive 5-axis machines usually are paired with expensive tool bits (they said some are £200).
At least with this, it's more applicable for a maker with a metal lathe in this day and age to create this part. I can only imagine that the F dimension is a square, since the bore dimension isn't dimensioned the same way as the other lengths, though I can imagine if B is supposed to be the dimension parallel to L1.
0.6^2 * pi = 1.131mm^2
1.4 * 1.4 = 1.96mm^2
So, even with a 0.7mm groove, I should still have a pressure drop from the 1.2mm internal channel if CSA is anything to go by.
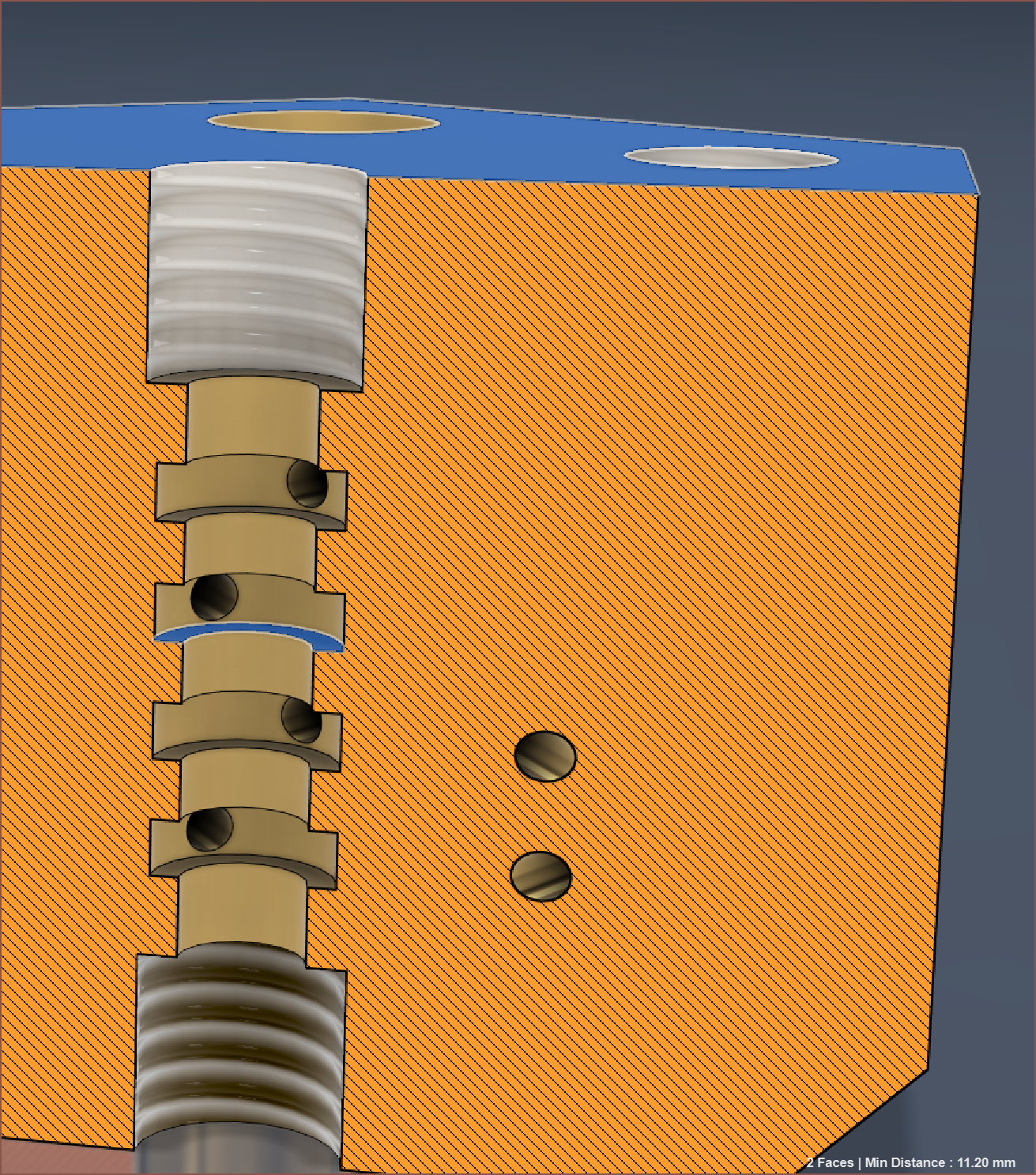
If they can only approach to the top of the part, L1 = 15 will be needed:
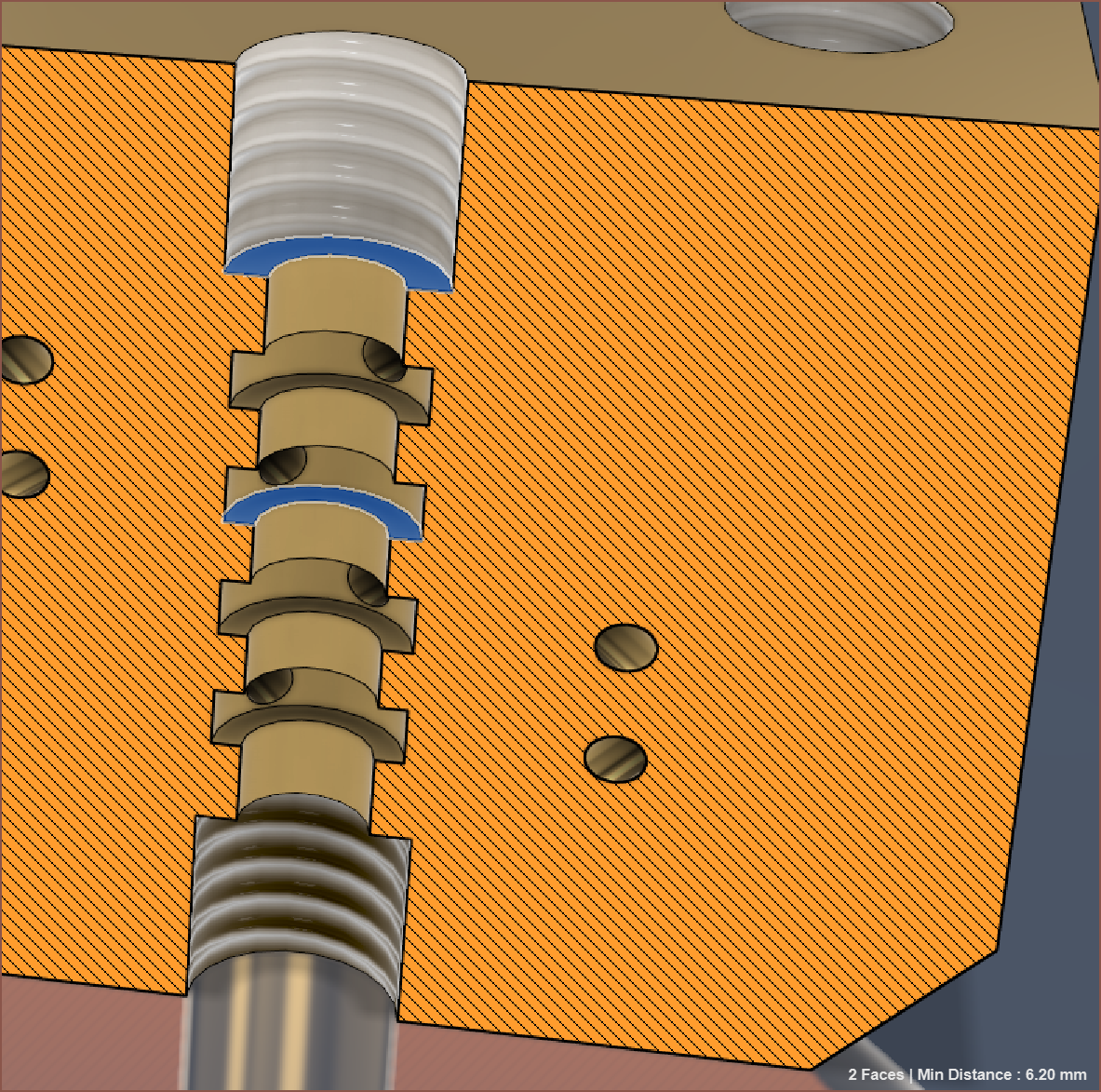
However, I can't see why it's not possible to go into the tapped hole. There, for a 1.4mm tall groove, the distance is only 6.2mm:
The length of this would be 24mm. The groove diameter stays at 4.5mm for a 0.7mm internal cut.
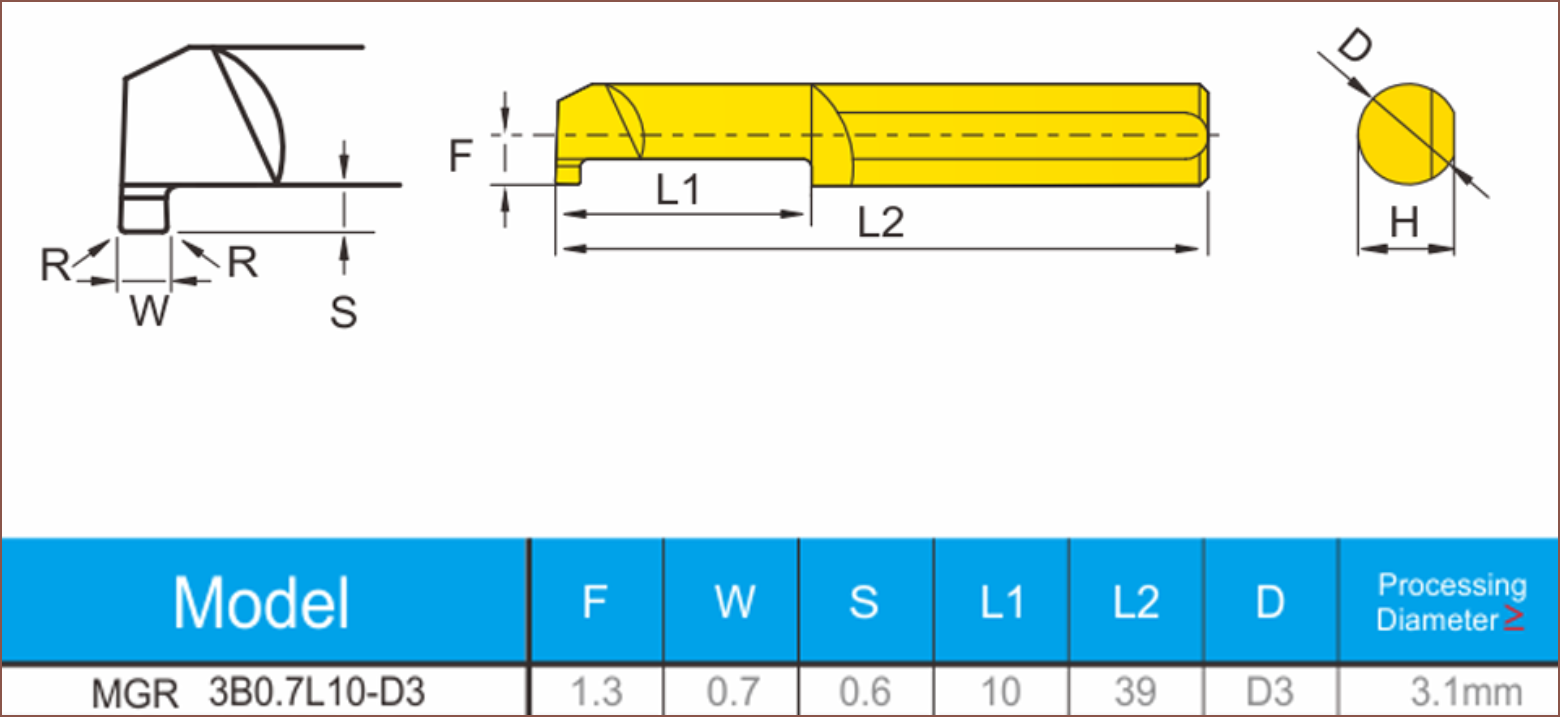
It also turns out MGR tools are standard and not something niche:
I've also found something that confirms my estimate about dimension B:
And then I found this:
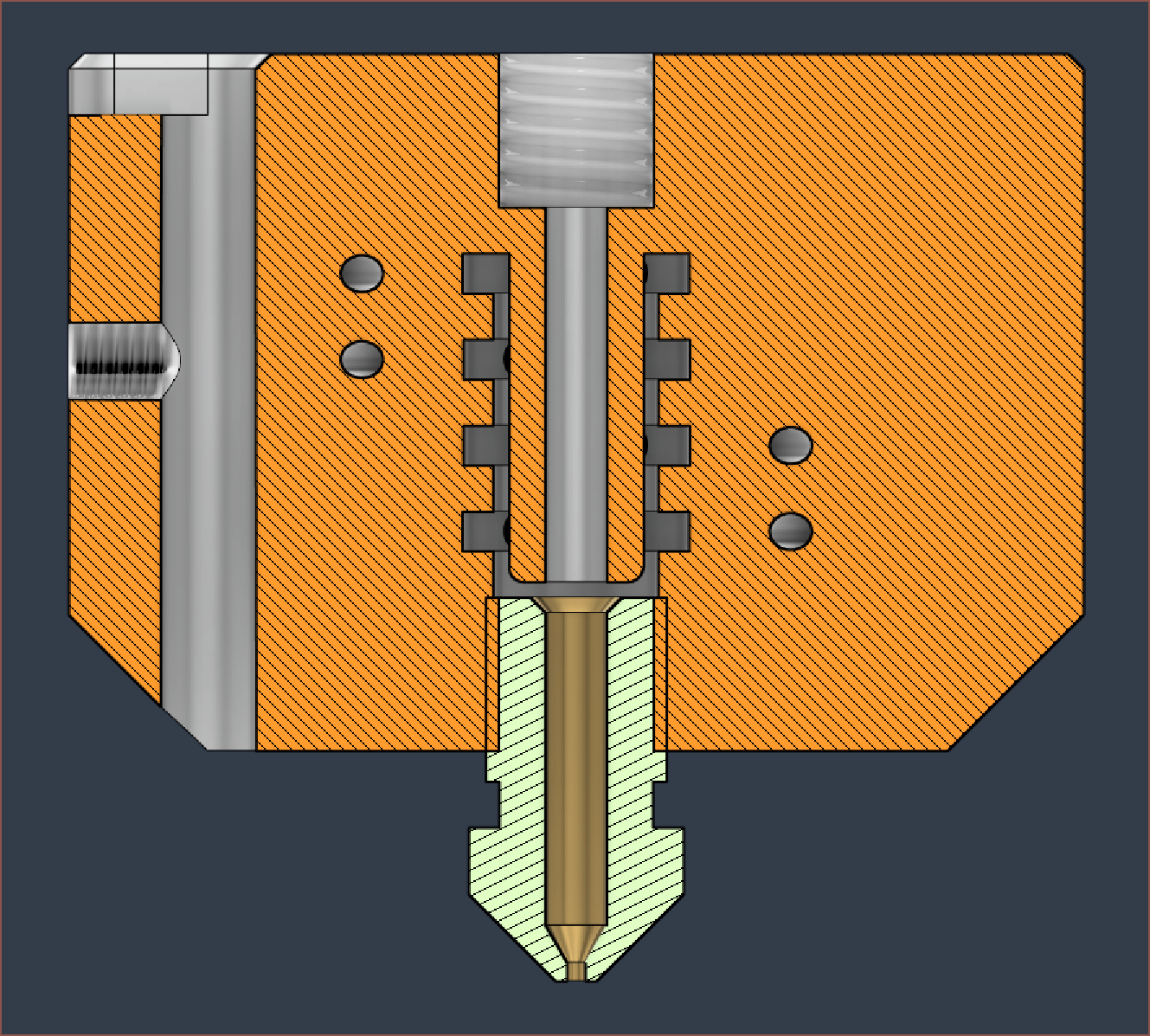
Looking at the rightmost view... I'm starting to see why... PCBWay asked for a 5mm center hole, or at least larger than 3mm. Not sure why 5 though. I'd imagine 4mm would've worked though.
Okay... so looks like that insert / tube is non-optional.
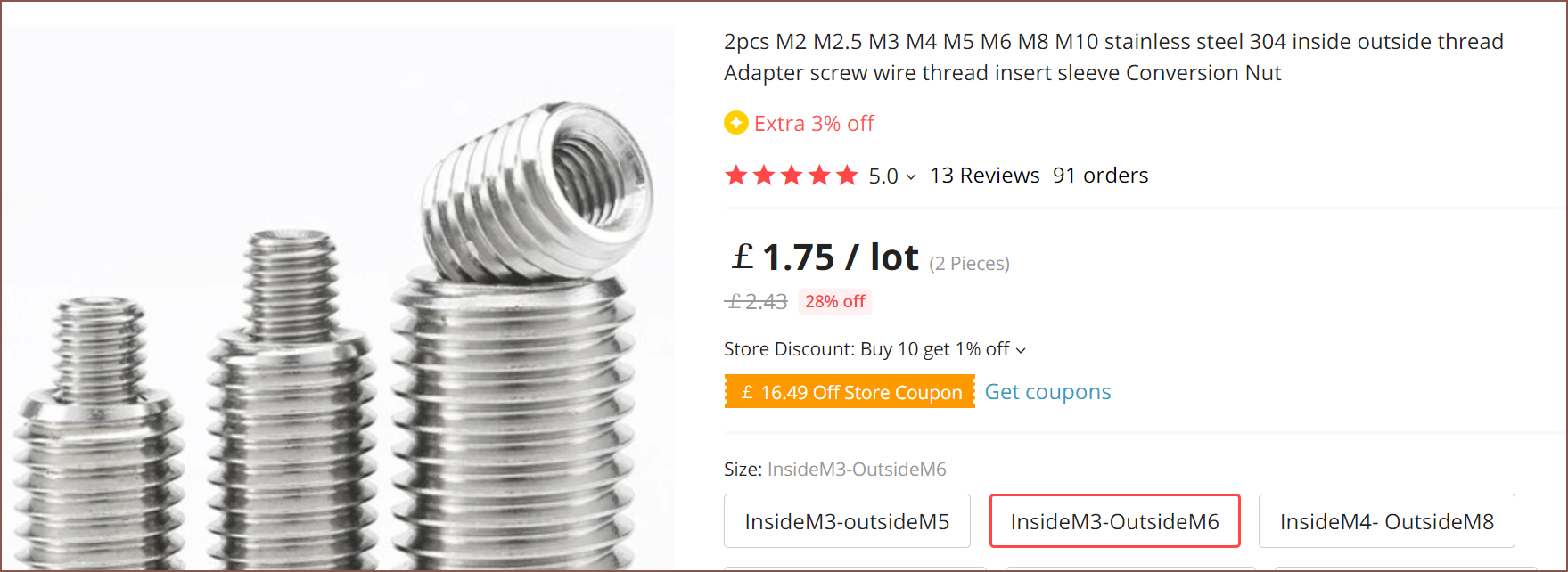
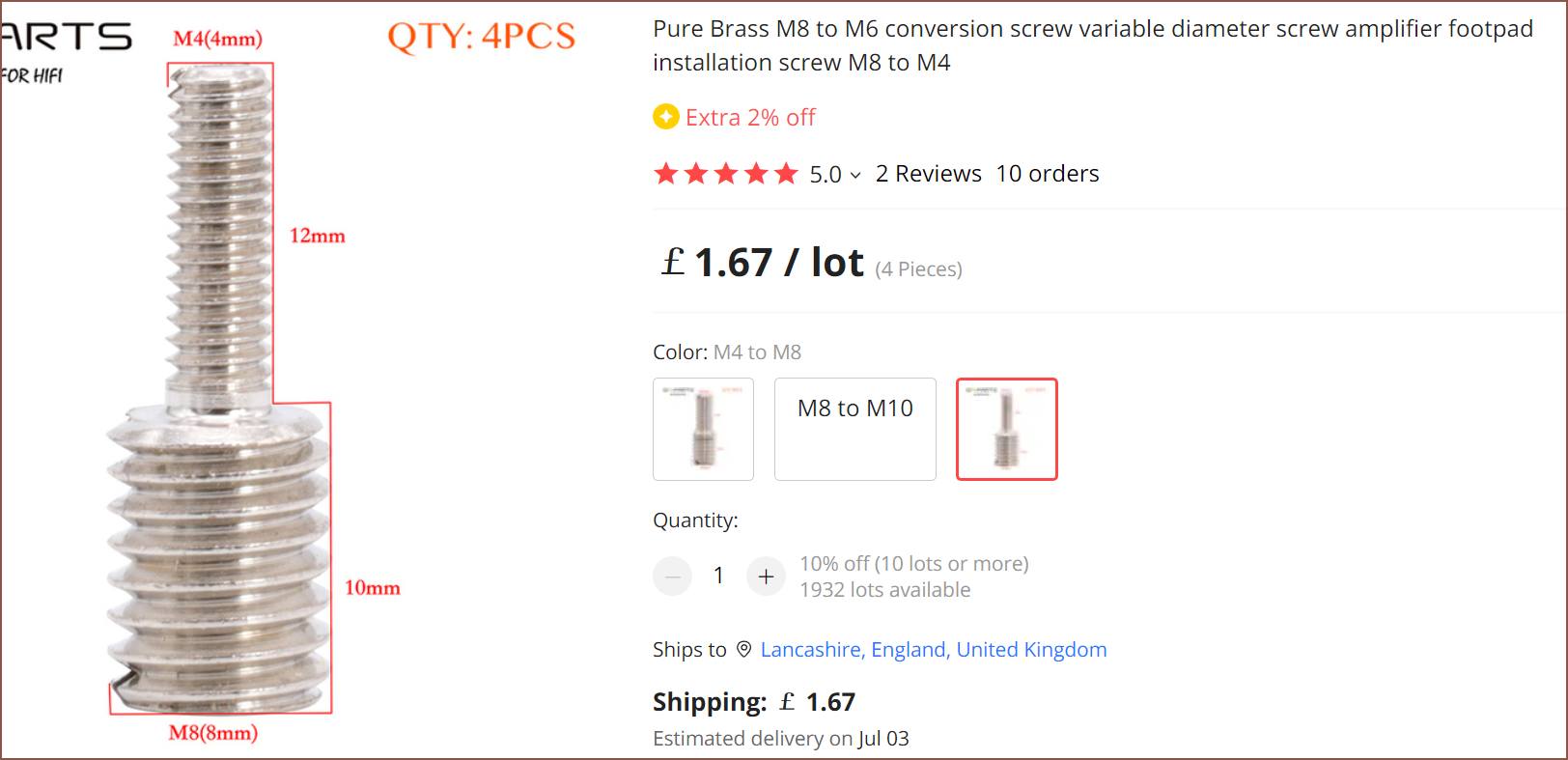
Also unfortunately, for M3 bolts, these inserts have an M5 outer thread instead of M6:
WAIT! THERE'S HOPE! LOOK:
Not all that sure how you'd tighten it. I assume the bolt turns in the same direction, so tightening it also tightens the outer thread. Then, I don't know how you'd get the thread out again other than using pliers.
Muhahaha it comes in brass!
AND with a slot so that unscrewing is possible! Sugoi. Unfortunately, the mental simulation predicts leaks using this method, creeping up through the small gap between the M3 bolt and threads.
There's also these things, but I don't know how I'd tighten them:
Again, not sure how to tighten. Cut your own, perhaps?
Drats! This is just what I need, but M6->M3!
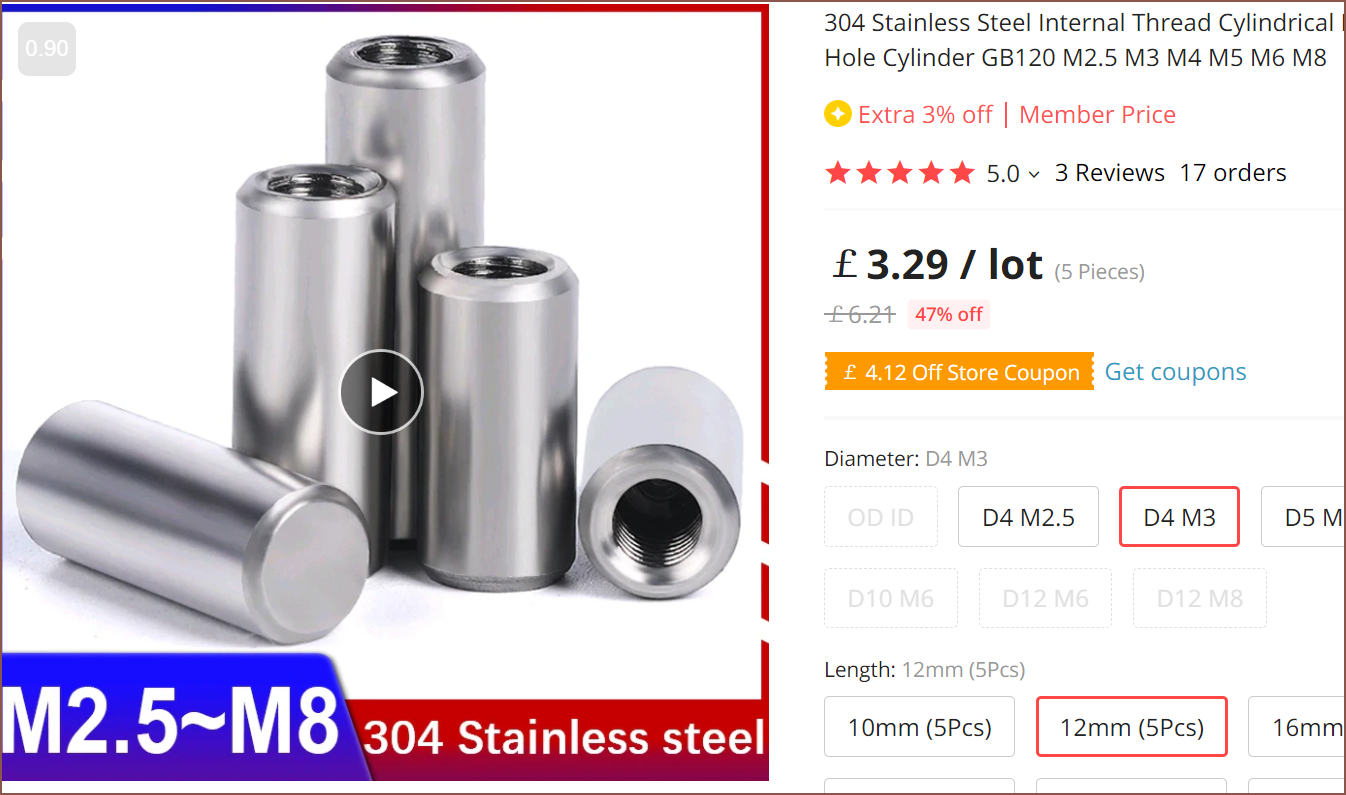
There are these in stainless:
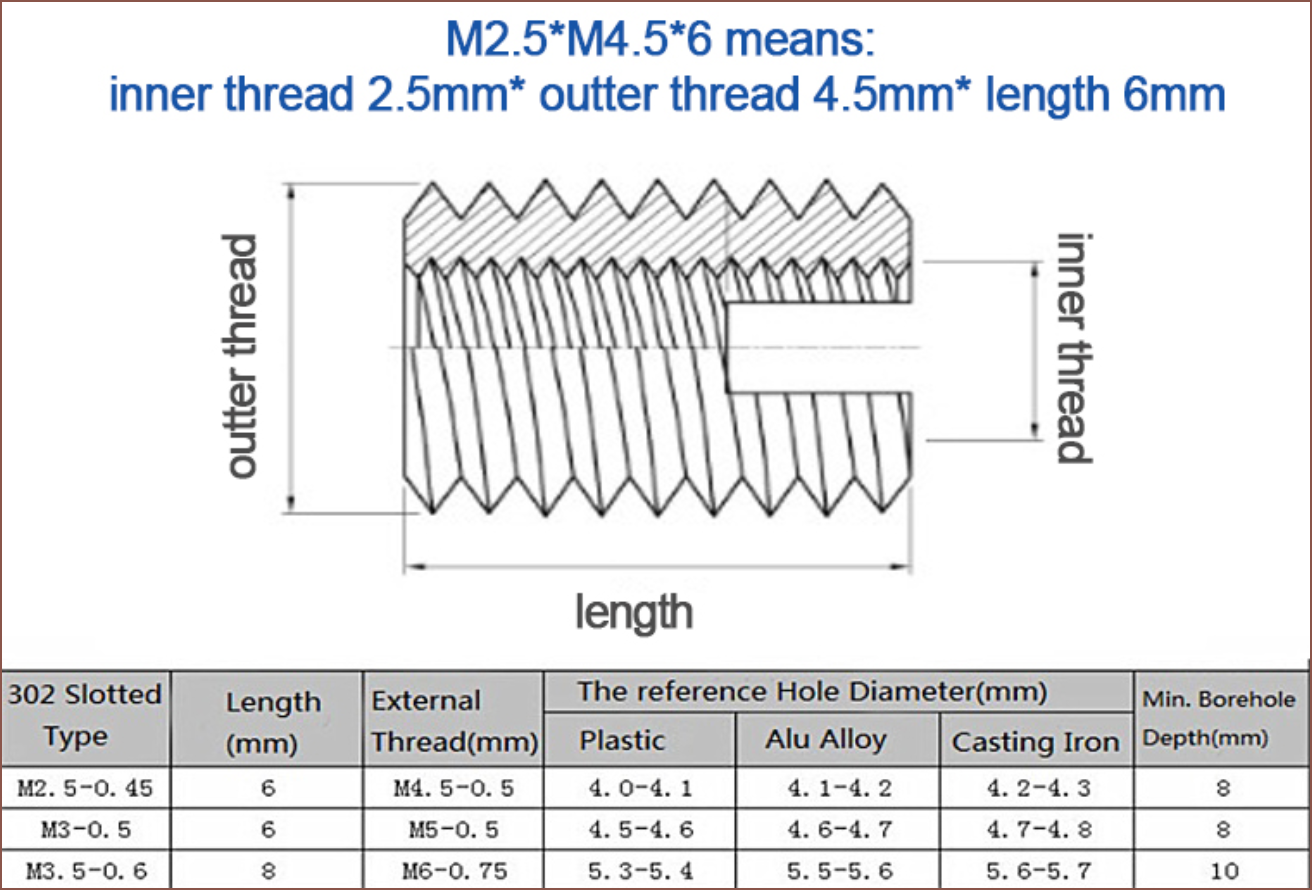
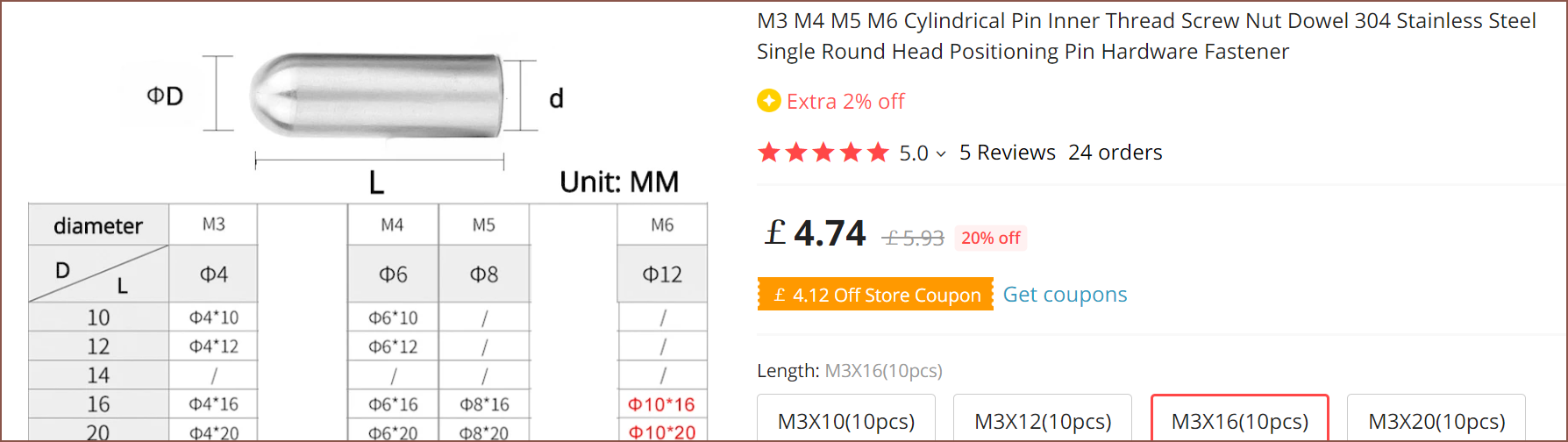
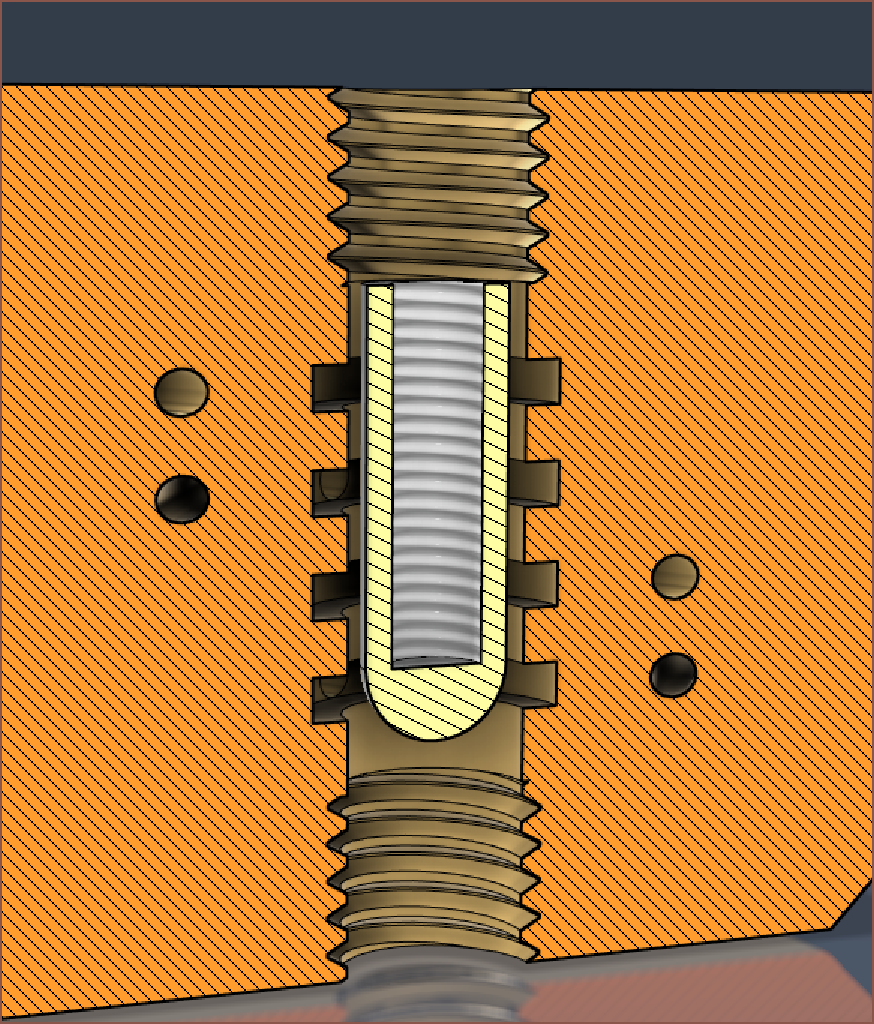
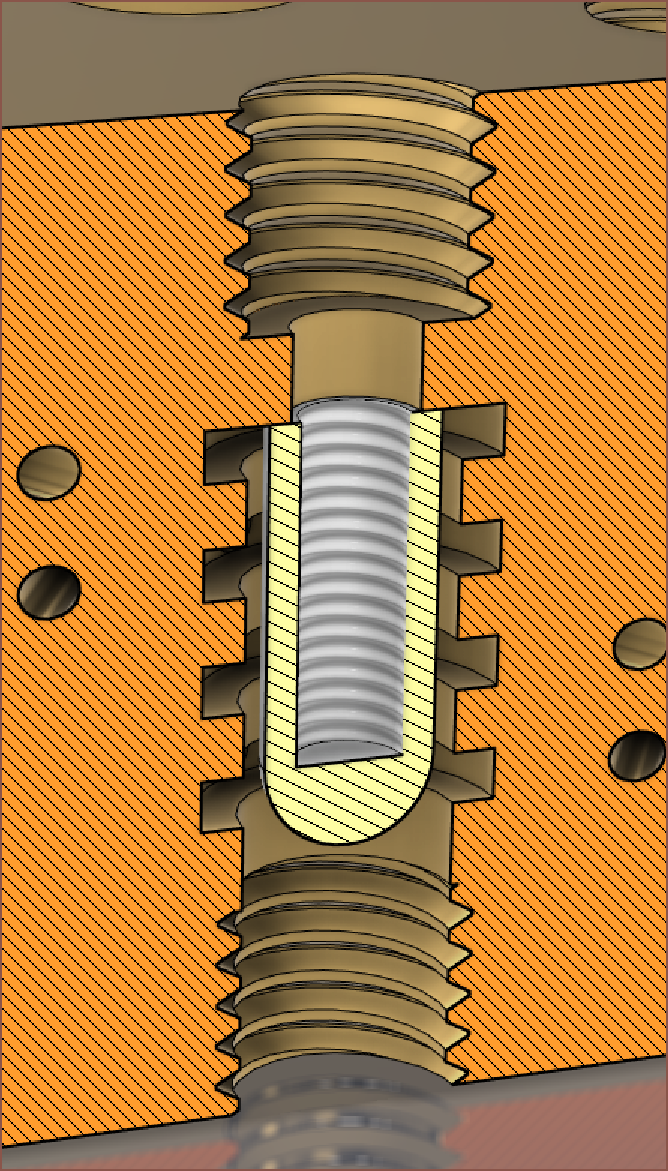
Now, if I have to use a 5mm bore, I'm not solutionless:
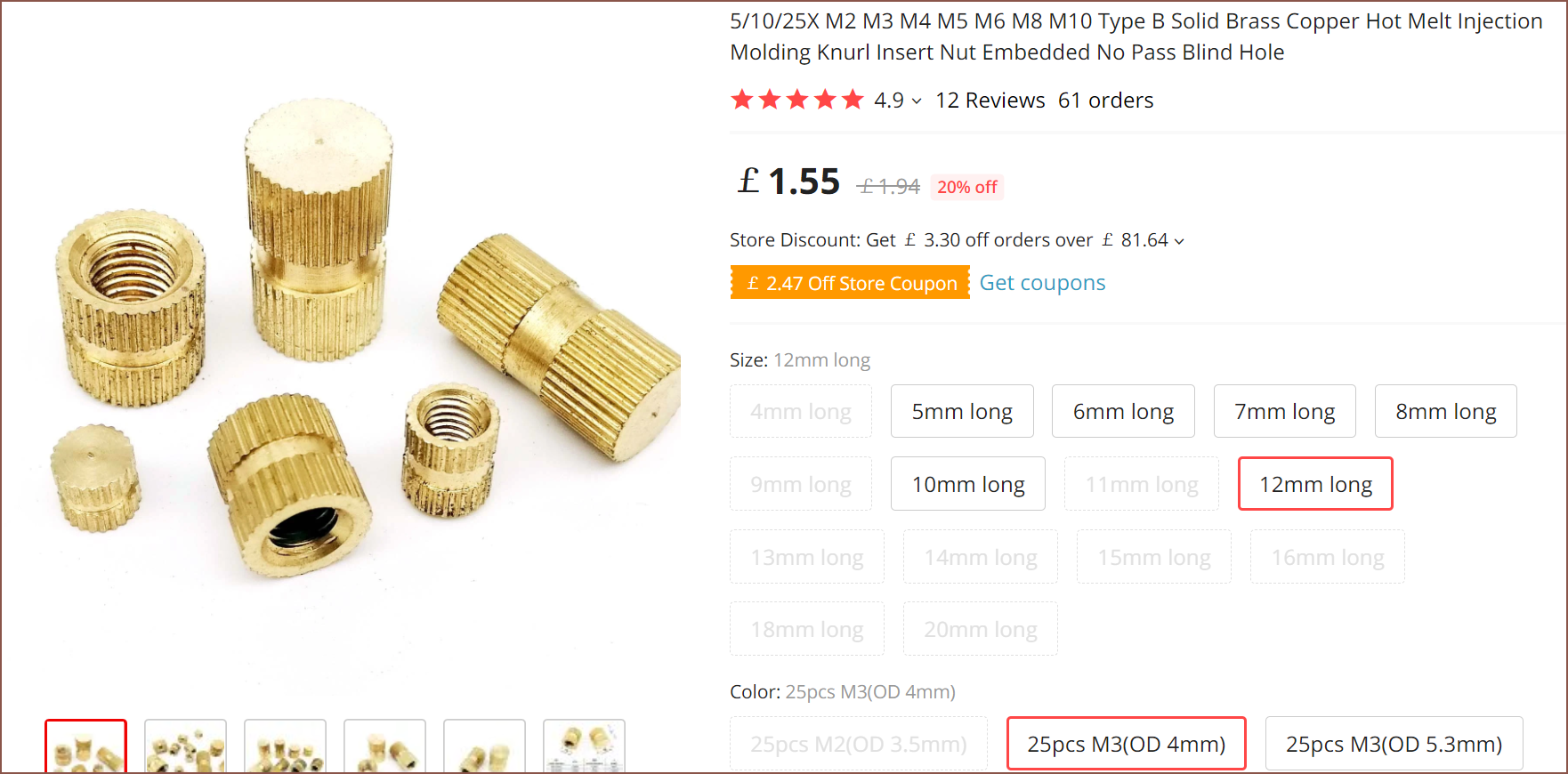
I could pair this inner thread positioning pin along with the above conversion screw. This is what the 12mm long version would look like:
I also wonder if the below solution would be acceptable:
It uses a 3mm hole at the top, allowing the tool to come in from the bottom ideally. 3mm Od x 1 - 2mm ID also exists, as well as 3mm throats, so it might be possible to actually DIY a custom throat for a solution.
I've also found flat versions of the stainless steel pin things:
It turns out that the CSA between a 4mm and 5mm circle is >7mm^2. At the same time, since the internal grooves act more like cookie cutters than a traditional wall, perhaps this is not as important. I could always ask PCBWay if I can get a 4.5mm groove by reducing the depth to 0.7mm. That runs the risk of everything having to be a precision fit though, so it might be necessary to use a 4.1mm hole at the top to make sure the insert is centered.
4.1mm hole between the top thread and the first input, and 4.5 everywhere else.
[23:00] The 3mm hole edition won't work since I won't actually be able to tighten the internal thread dowel. I'm thinking of trying for a through hole of 4.5 - 4.7mm (and just go to 5mm if PCBWay says no).
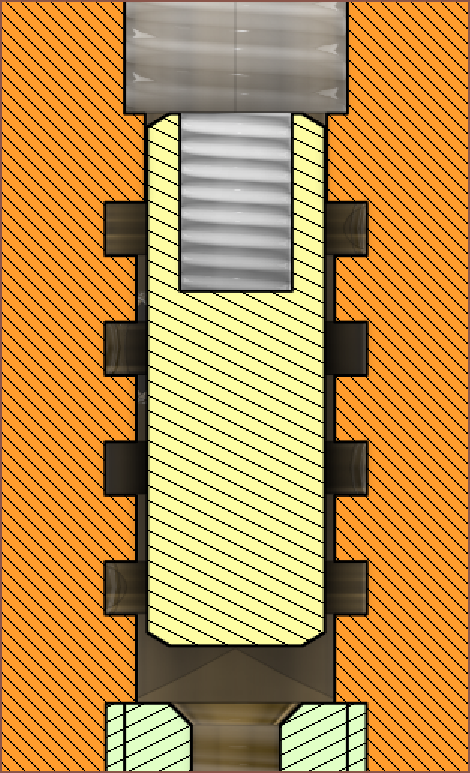
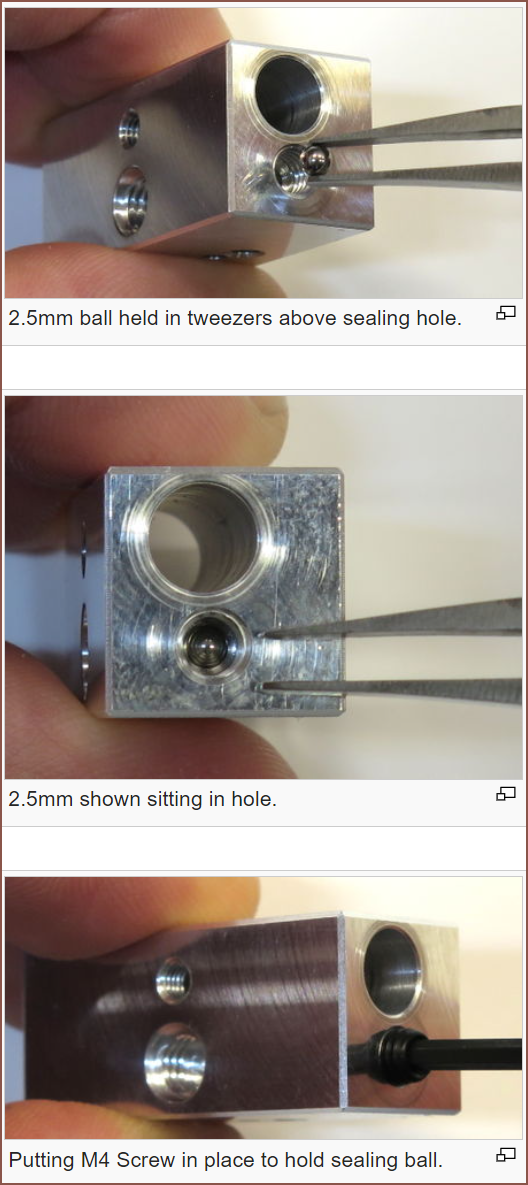
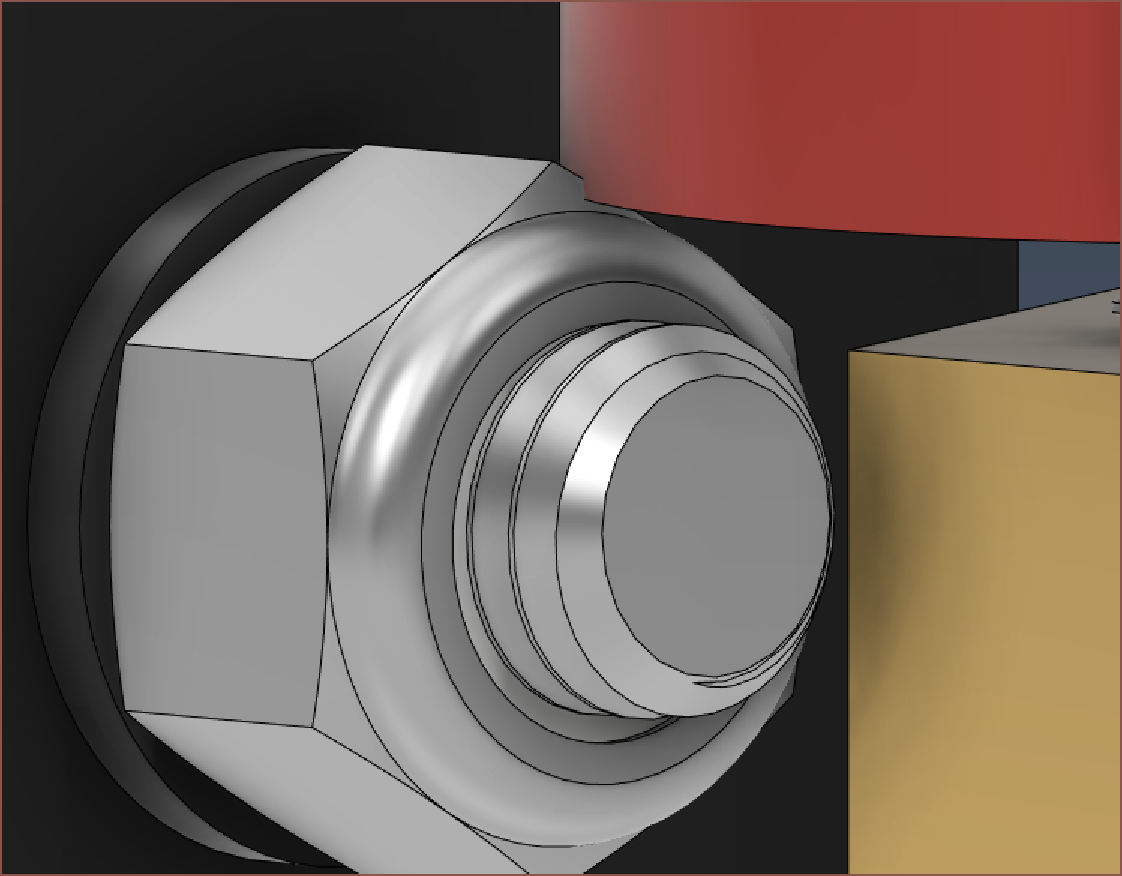
I also started having suspicions that the grub screws I found were going to work, and it turns out that the E3D Cyclops actually uses a ball to seal:
It turns out brass grub screws with sharp ends exist, which should improve the sealing ability:
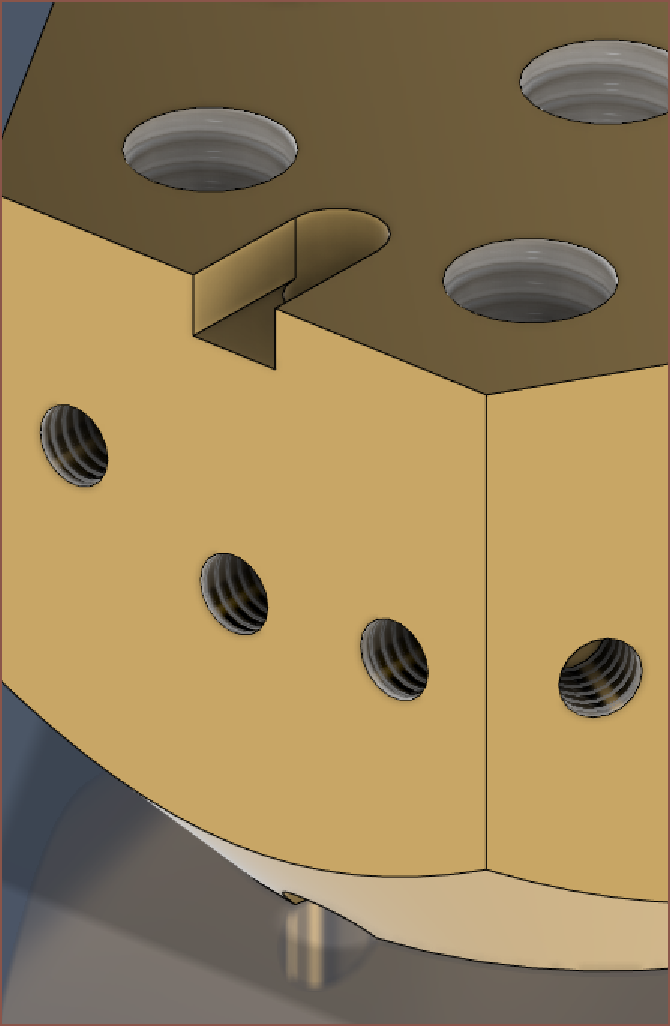
Hopefully, I can use these for the cartridges too. The thermistor is also vertical now, as well as the across-flat dimension being increased to 33mm so that 3mm tapped holes can be integrated into the design.
[May 4, 08:00]
Looking at the start of this table, I should be fine with using the pointy grub screw for everything;
I've also gotten another email after sending my 4.6mm hole, 0.7mm deep internal groove file to them before I went to sleep:
Hi,
After communication with the factory, we have decided to produce
according to the hole size of 4.6. We do not charge any additional
fees, and your order can be processed. But if you place the same
or similar order later, the price will definitely be updated.
- PCBWay Service Team
My reply was a 5mm hole, 1mm groove fileset.
I decided that I was going to play things on the safe side since I shouldn't assume that the stainless steel pin, adapter and thread are all perfectly straight and centered, and a 0.5mm gap allows more margin for unexpectables.
Additionally, a 1mm groove will be easier for the material to flow around the center, likely aiding in even coating. I've also increased the internal groove height to 1.3mm to ensure that any small channel misalignment doesn't impact the coating geometry or cause a pressure imbalance.
Lastly, a 5mm hole is tappable to M6 thread, meaning that's one less tool PCBWay or others need to switch to to cut both. As Me In The Past has learned, if the thread isn't cut all the way, anything screwed into it will be stopped.
Everything looks good. Sending off the files now.
[11:30]
Hi,
We can process the files in the attachment.
- PCBWay Service Team
[8 May]
I've finally come across a listing that gives the needed information about the MG series of micro internal grooving tools:
This is likely the reason why a 5mm bore is required; MGR3 can only cut 0.6mm and MGR4 can cut the full 1mm.
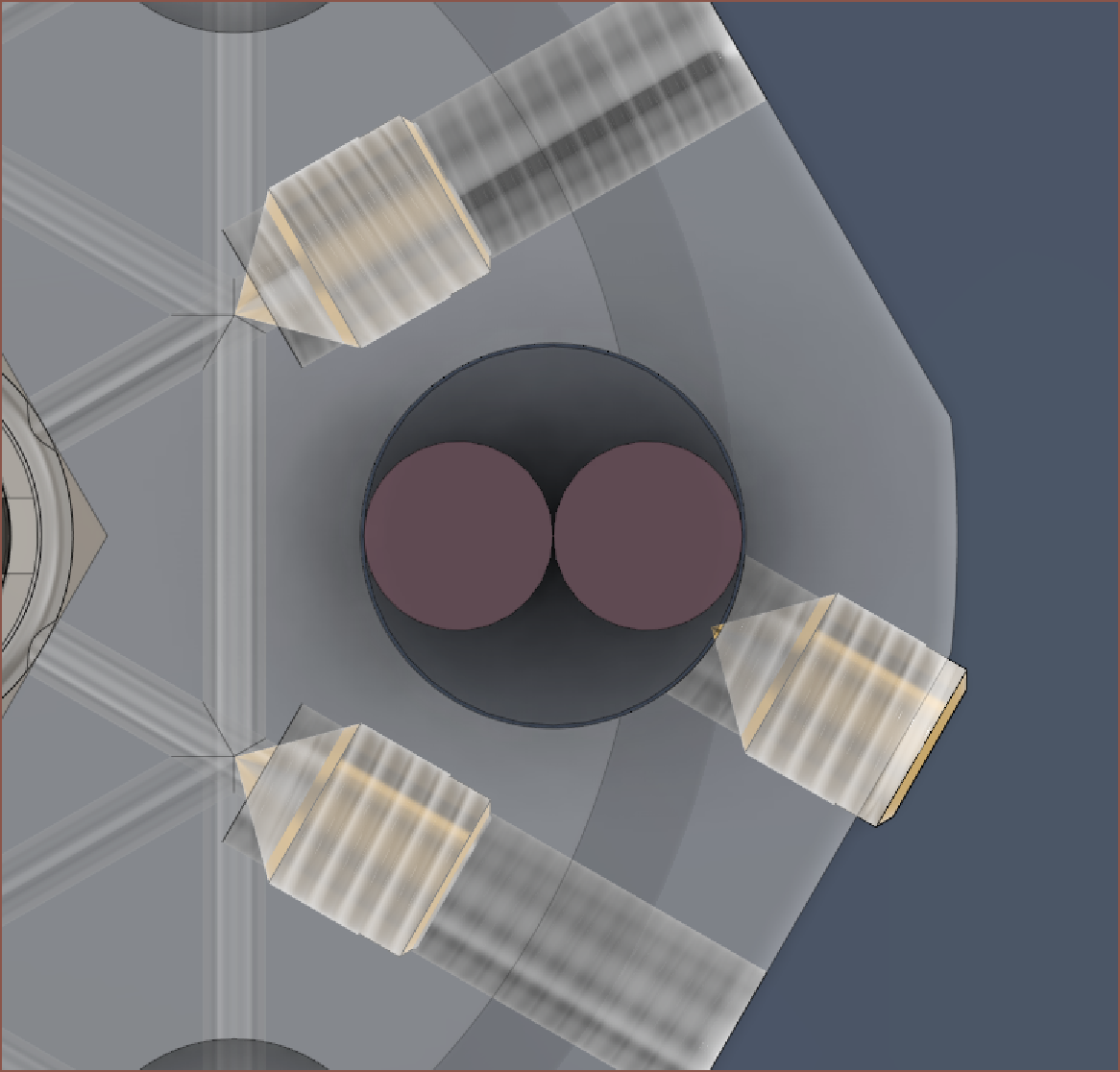
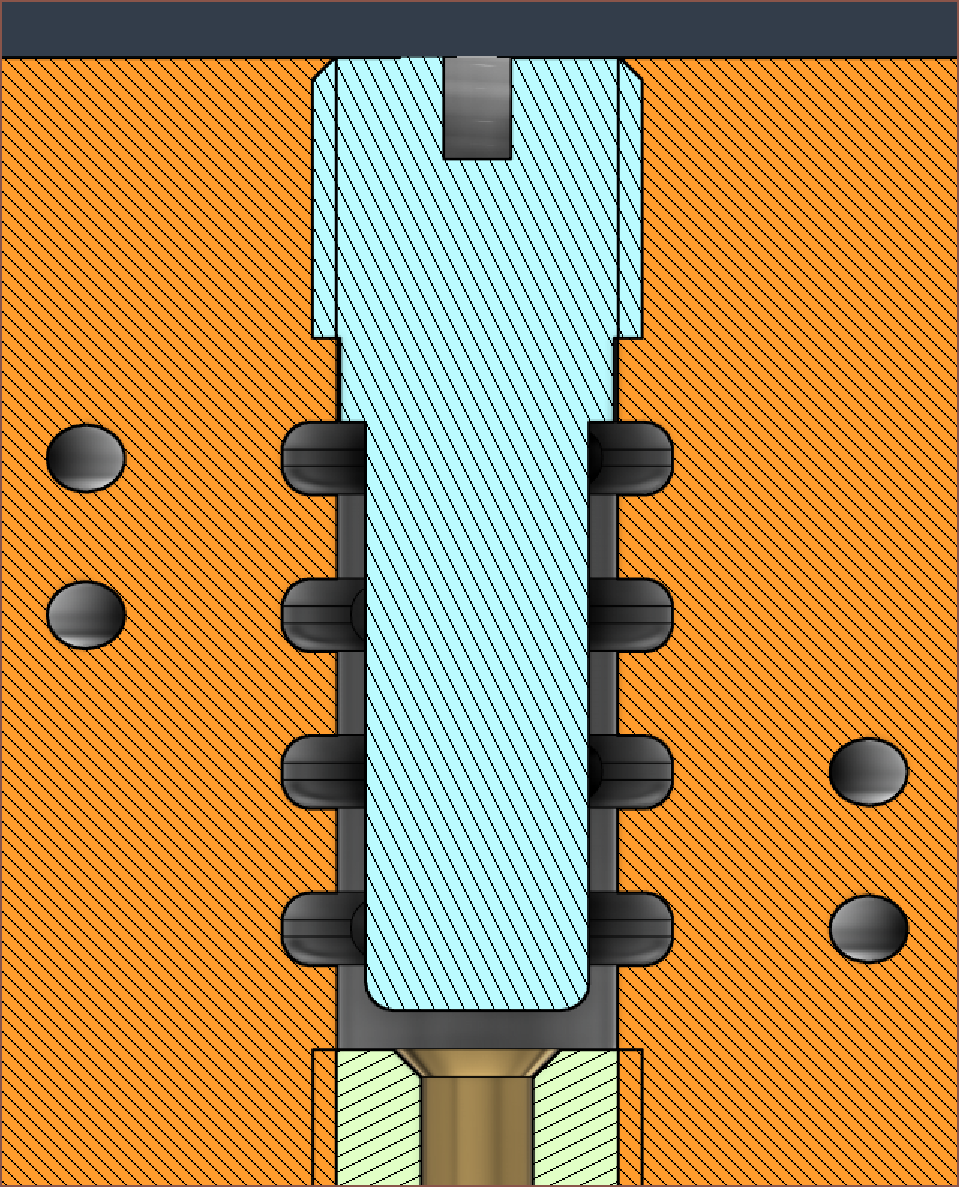
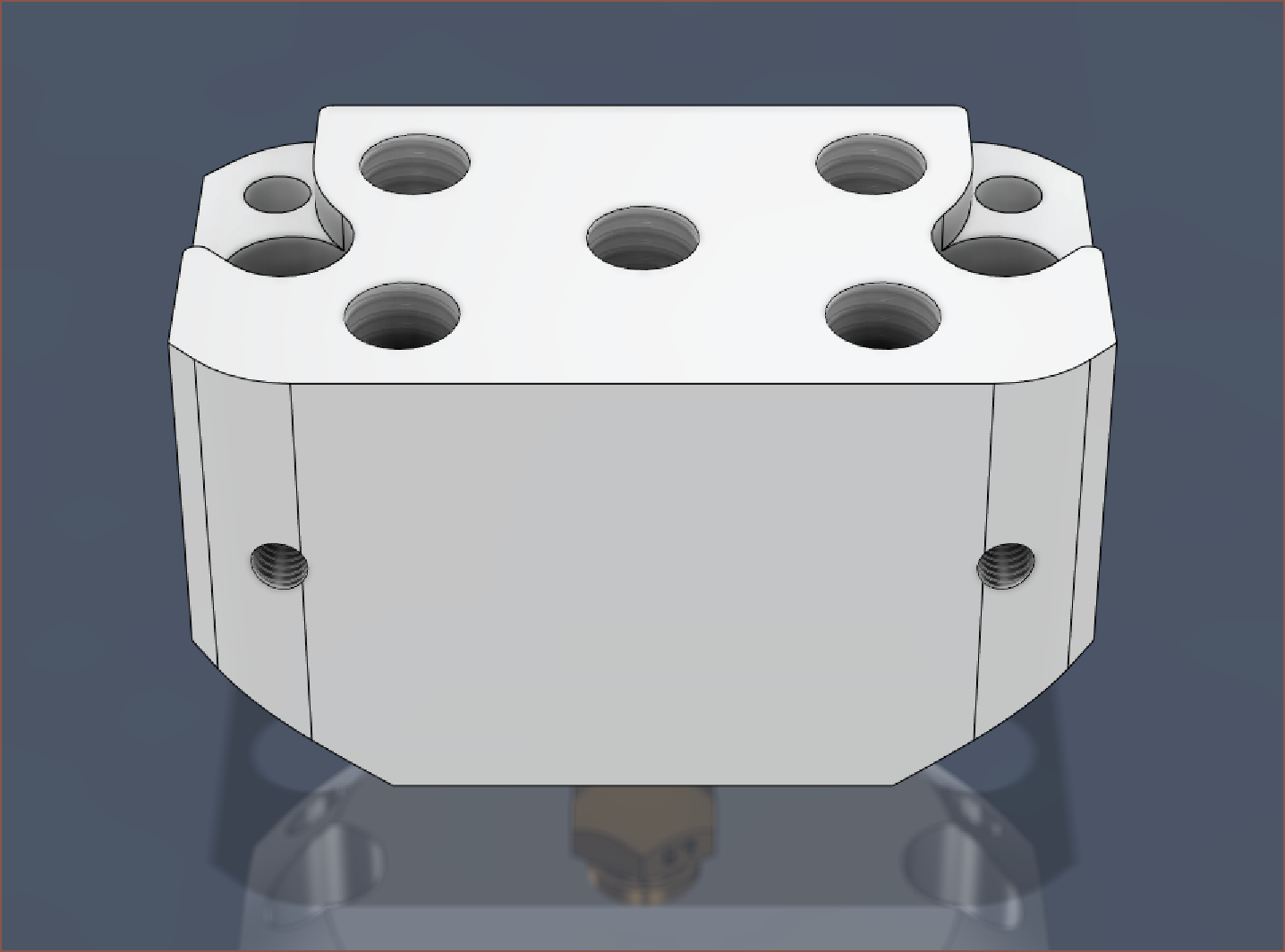
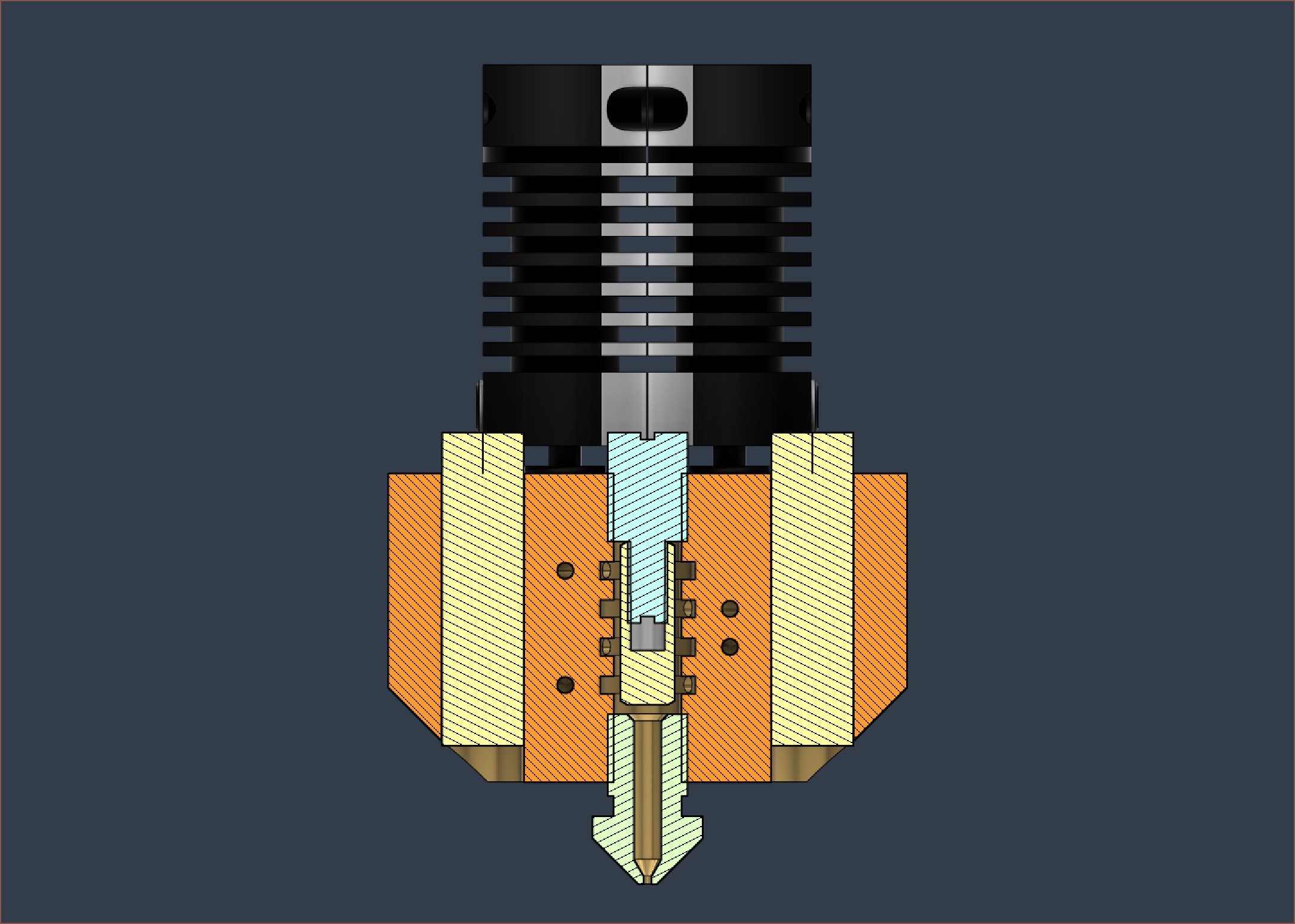
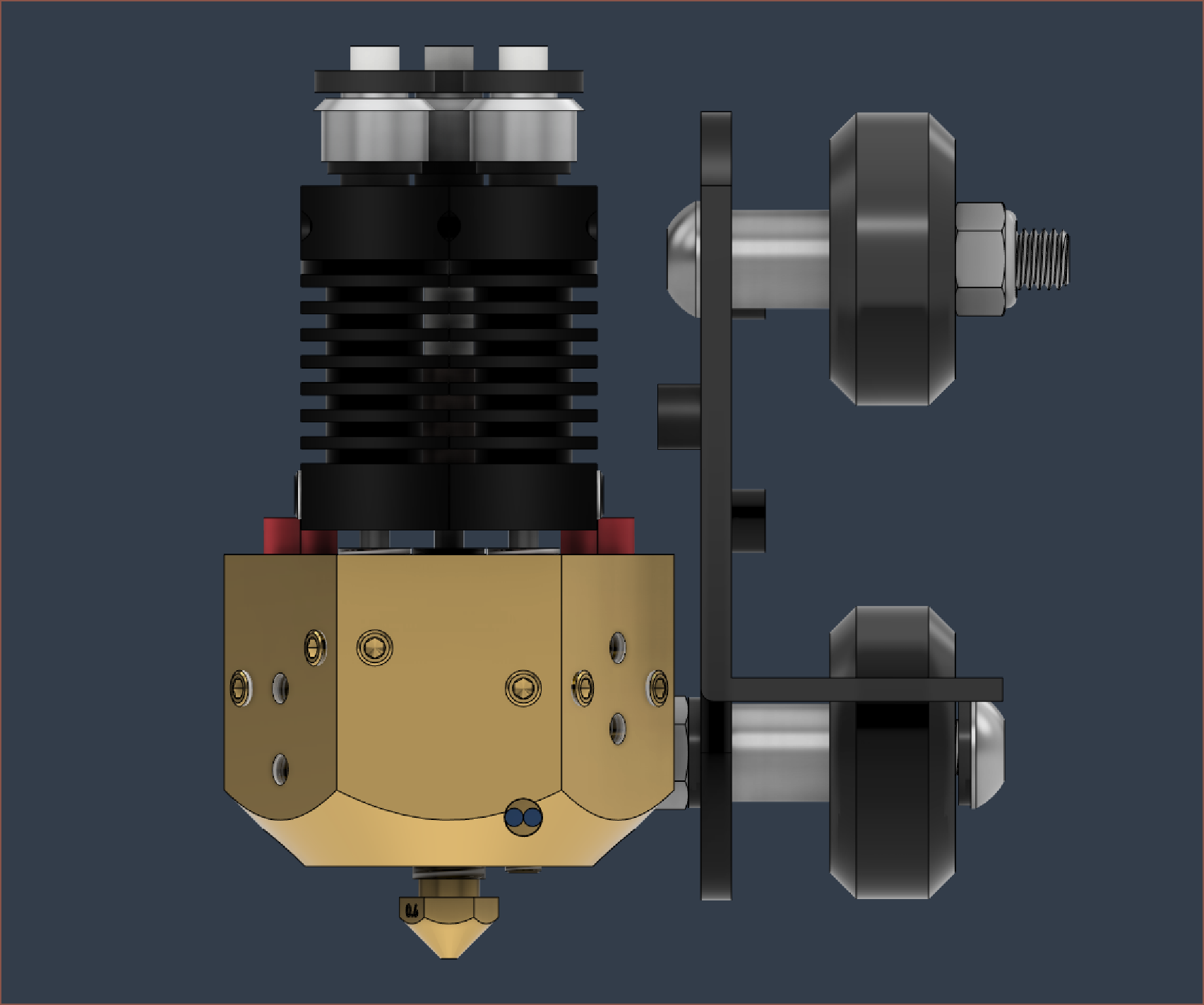
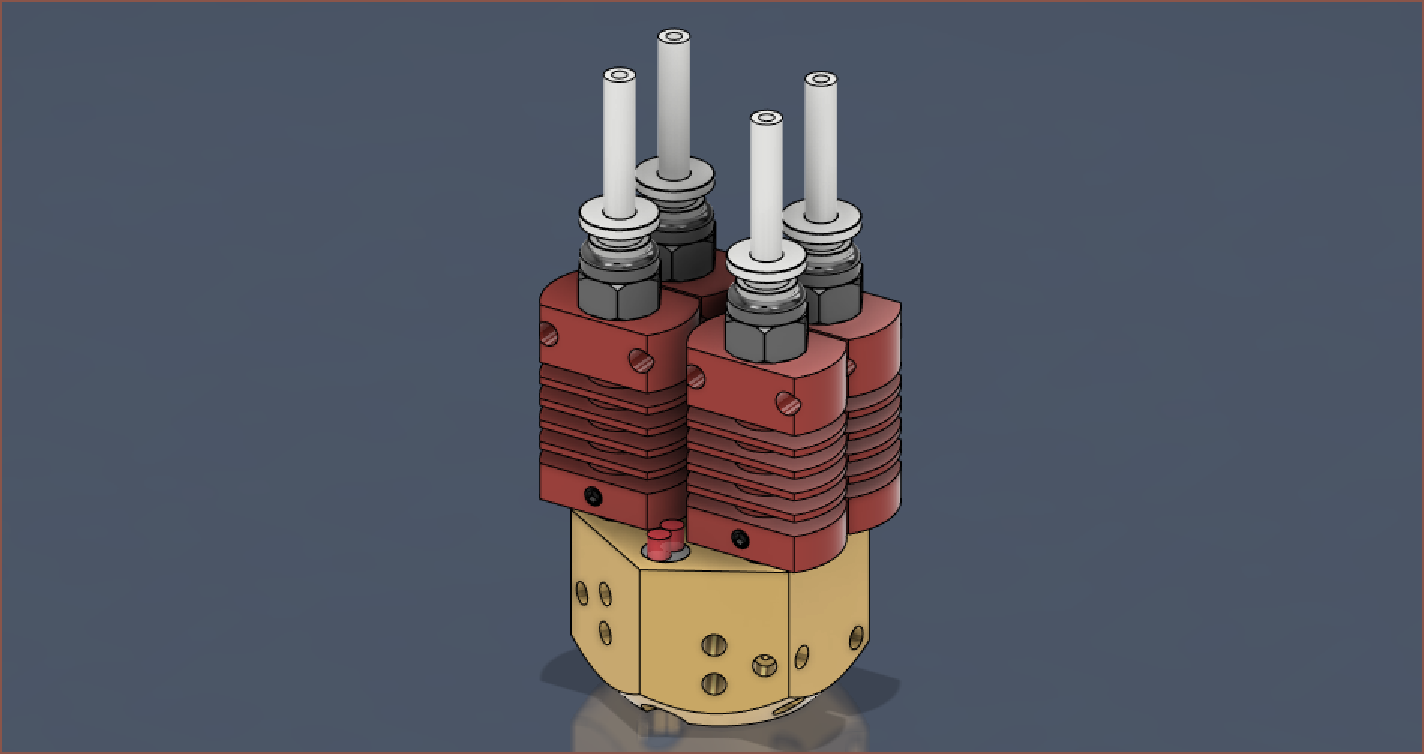
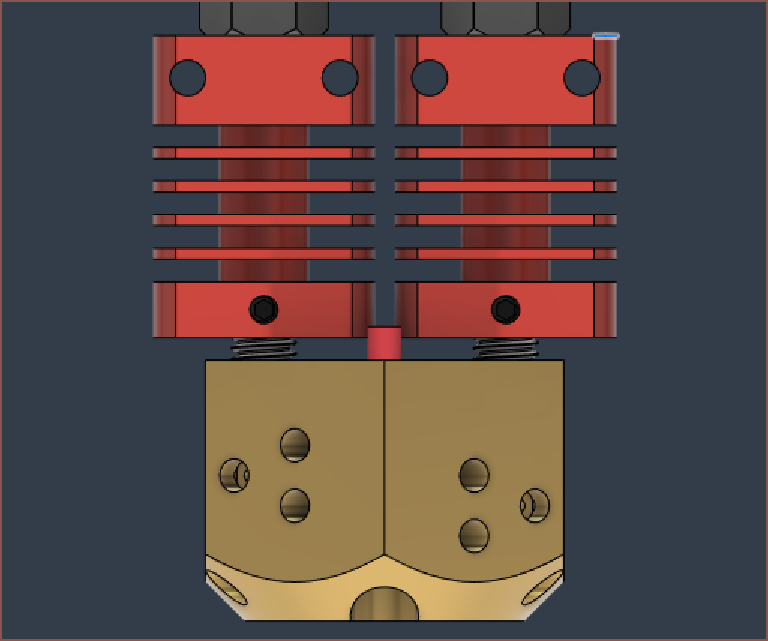
Before working on the mounting solution, I thought it would be a tad better to model what I want the hotend assembly to look like at the end of the day.
It would've been nicely compact actually if it wasn't for my medling cooling requirements. Over the years, I've found (dual) 40mm blowers (both 10 and 20mm thick) to be inadequate for cooling (fast 0.6mm track width) prints. 5015 is so large in diameter that it's usually more benificial to go straight on up to 6028 blower fans which boast 3 - 4x more airflow.
In this design, one blower is for part cooling, and the other is to thoroughly cool the heatsinks (the airflow does a U turn).
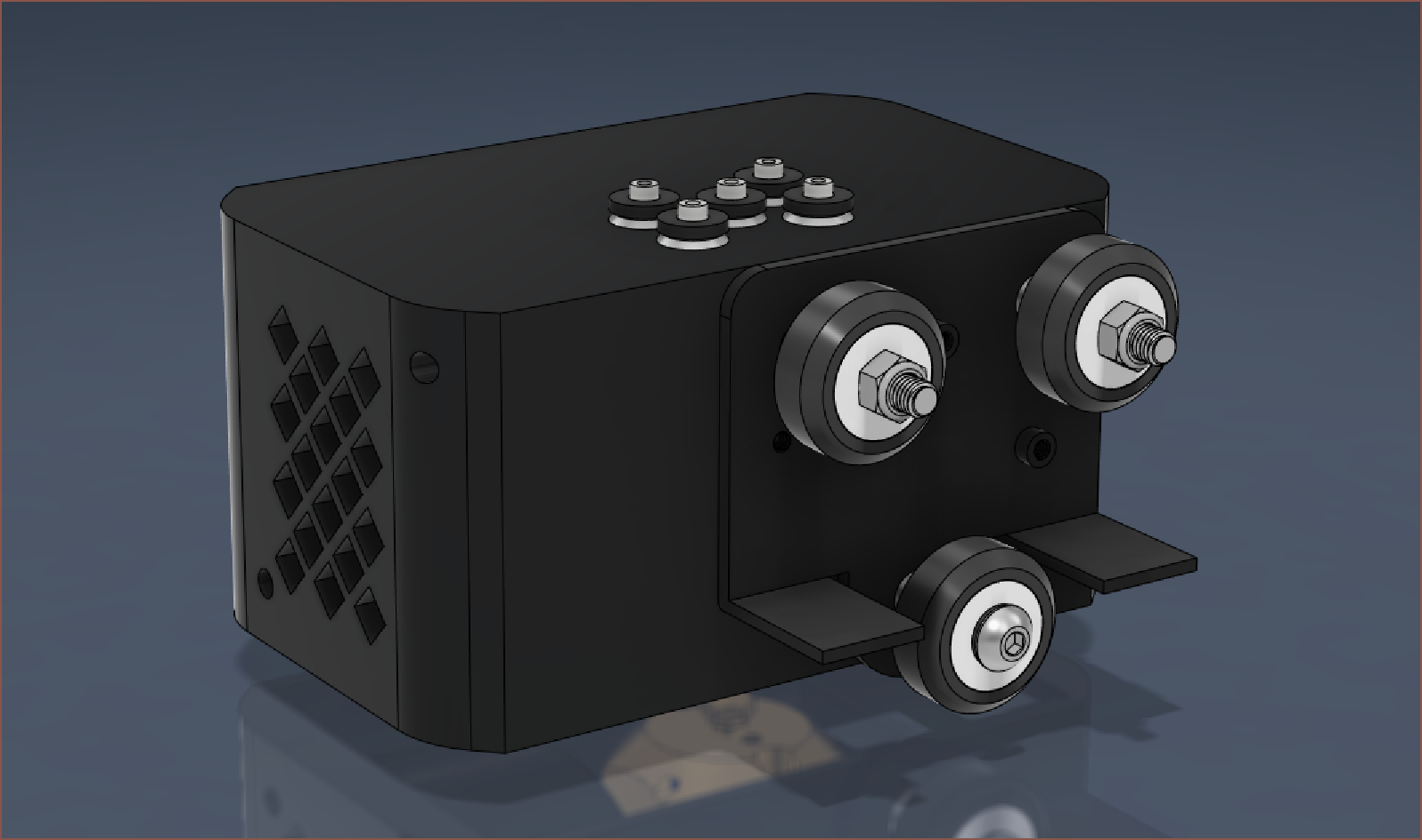
I'm just slightly worried that this design will collide with something on the X axis. I remember that I ran into something when I tried the cover for the Revolving Hotend.
[23:20]
Other than "because I have space", part of the reason why I'm using a 6028 for cold-end cooling is because unused filament paths will conduct heat upwards, facilitating a clog. I also don't want to deal with watercooling so I might as well try something with more oompf than a 30mm or 40mm radial fan. Additionally, I'm planning not to use the auto-fan feature, so that I can turn off the fan during printing. Why would I want to do this? To allow heat to conduct higher up the throat and hopefully soften the filament that would've otherwise been stuck in place.
It might be necessary to use the #SecSavr Select [gd0091] as an automatic input blocker, where 4 inputs have CMYK and the other 4 are stainless steel wires (or something that doesn't conduct heat well, but also doesn't melt and/or degrade at normal printing temperatures). Ideally, there'd be a firmware timer that automatically blocked the input if it hasn't been used for a specified amount of time, with the target balance being long enough that the materials aren't constantly switching out, but short enough to mitigate clogs. This point and the paragraph above were learnt from reading old deckingman posts about his research into mixing hotend printing.
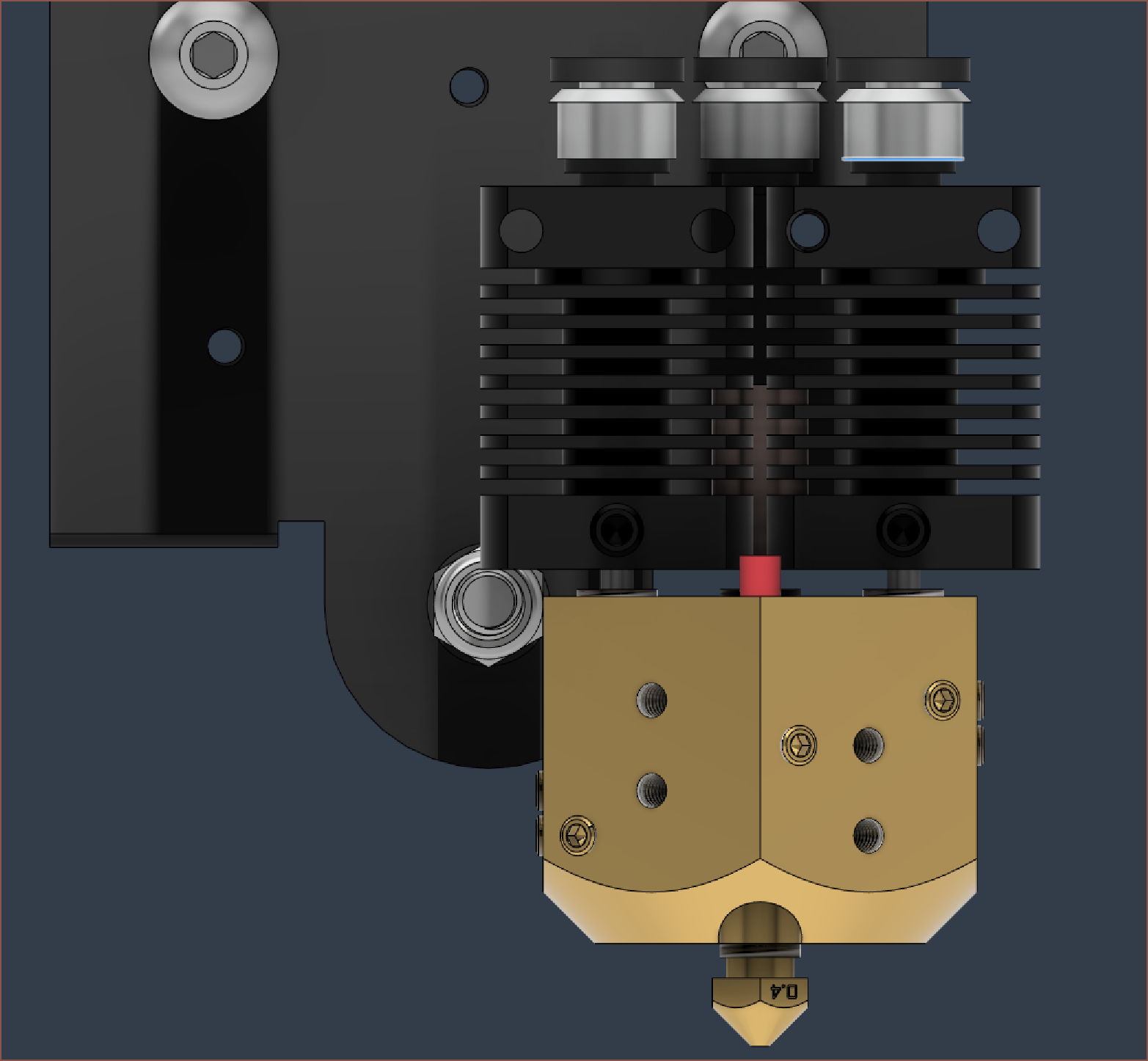
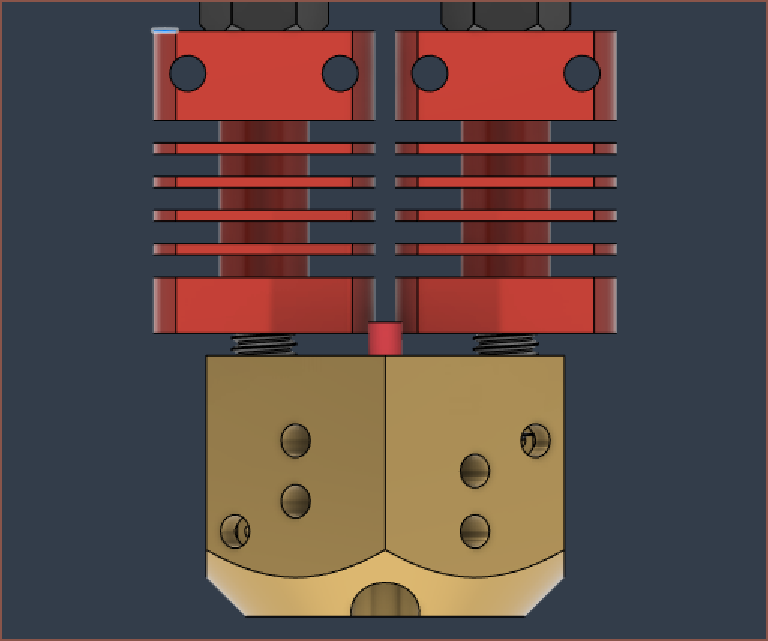
So I've put together the hotend assembly, grub screws and all. With the cheaper heatsinks, it seems that it'll intersect with the bottom bolt after all, so I'll move the hotend out and center it so that there's no X displacement.
I'll take this opportunity to also raise the hotend so that the centre of mass is closer to the X extrusion, and so that the Z-min endstop doesn't need to be significantly raised.
So I just got this email. Well no, I got the email 23 hours ago, but I was too busy reloading PCBWay's site waiting for any messages to arrive.
From PCBWay
Our factory has provided feedback that these inner grooves cannot
be made because they are too small. Could you please modify the design?
Or do you agree to have our factory process the parts separately?
Please check the attached file, thank you.
So I'm assuming that when they say "too small" and point to the 4 channels, I can only imagine it's that 1.2mm is too short for them. I was actually expecting them to come back to me saying something along the lines of "sir we can't make a 1mm groove with a 2.5mm bore".
Not really sure what they mean by "process the parts separately", but this is my chance to inject the upgraded version into the manufacturing pipeline!
Caught so many errors/tweaks just pasting this snip in this log.
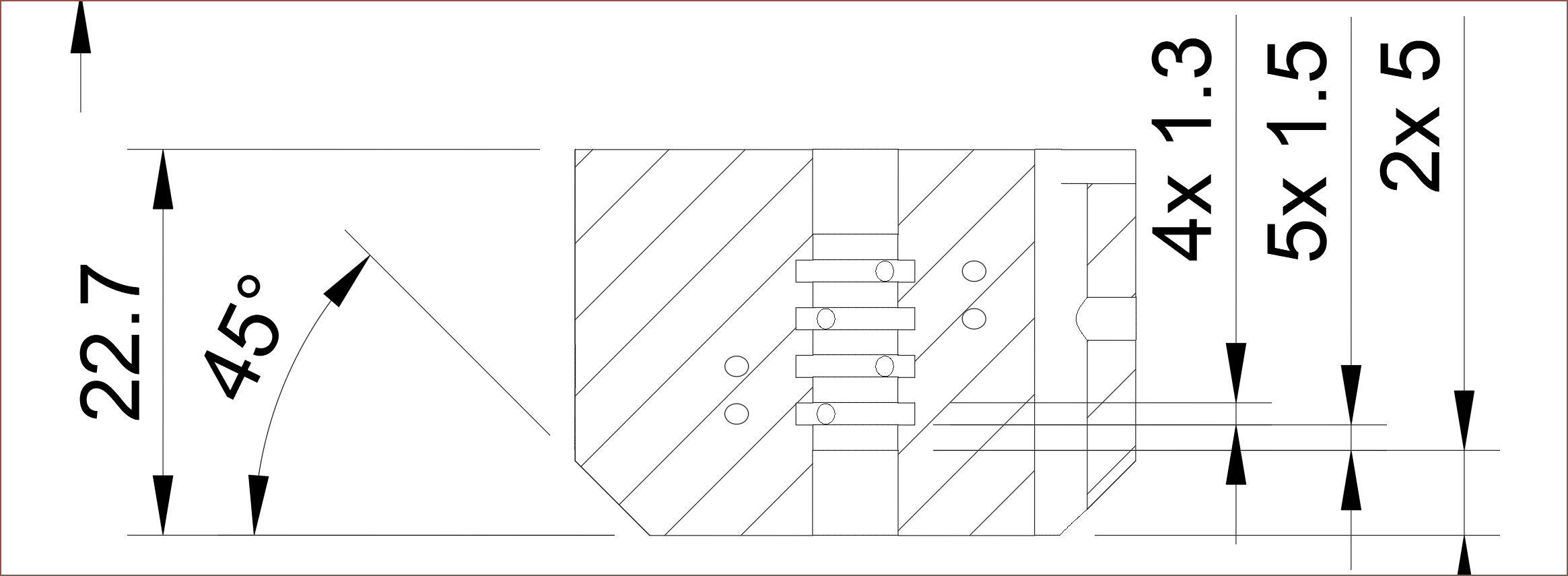
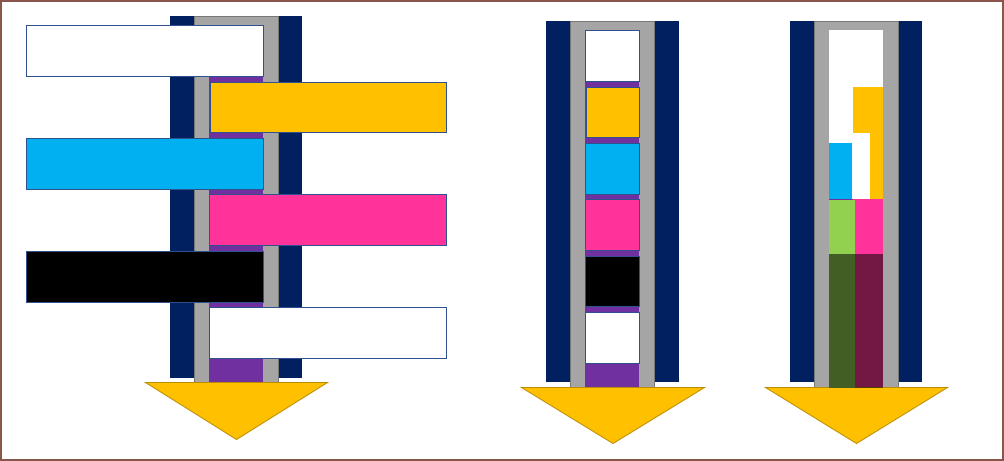
I've laid the stack in the order I would've like to see it (not possible if the B-B was 2:1 scale). I was expecting the B-B to look too small to see features at 1:1 but it seems fine actually. I've increased the internal groove to 1.8mm since they never specified exactly how much larger it needed to be, and that conviniently makes the entire block 1" tall. The mass is now 153g.
I'd still like to see what the smallest possible version of this solution of this heatblock would be.
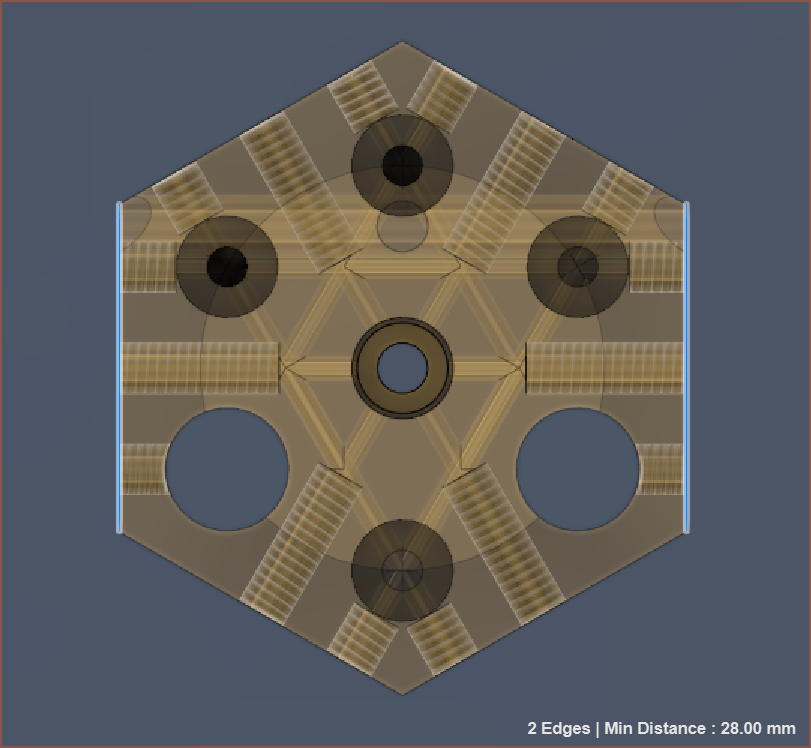
Using a custom heatsink instead of something off-the-shelf, the smallest size I believe is manufacturable is 28mm across flats, reducing the mass from 208g to 101g and the shortest material path length from 49.28mm to 40.62mm.
The cheap dual extruder heatsinks are slightly too large to opt for a 4-input solution:
I updated the pathways in the next image below.
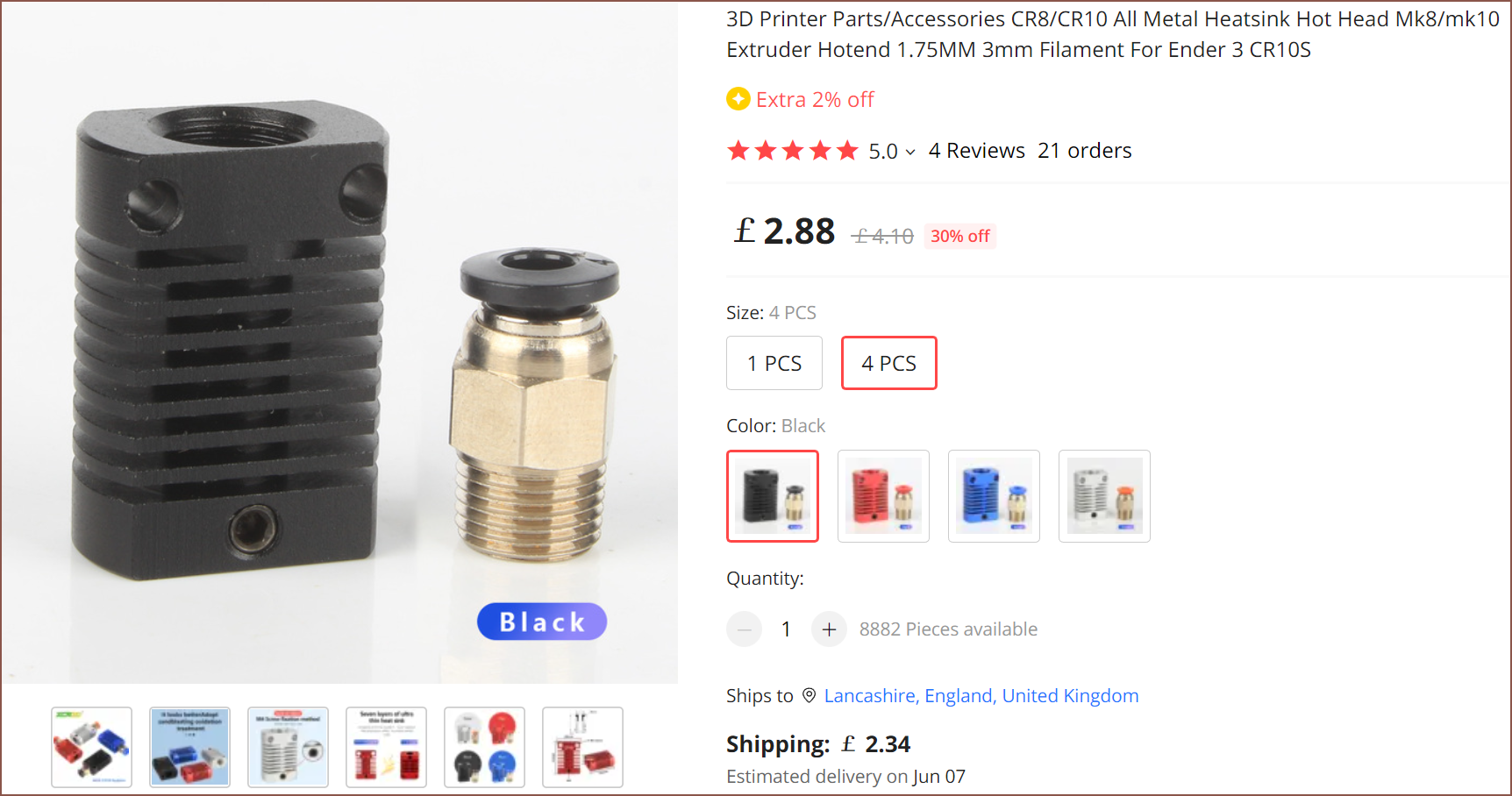
It does seem that 32mm across flats could obtain a solution that can use the very cheap CR-10 / Ender3 heatsinks, with a mass of 138g (1/3 reduction):
How convenient that one could buy a pack of 4 on this listing. These ones also come in multiple colours and with more fins than the regular edition.
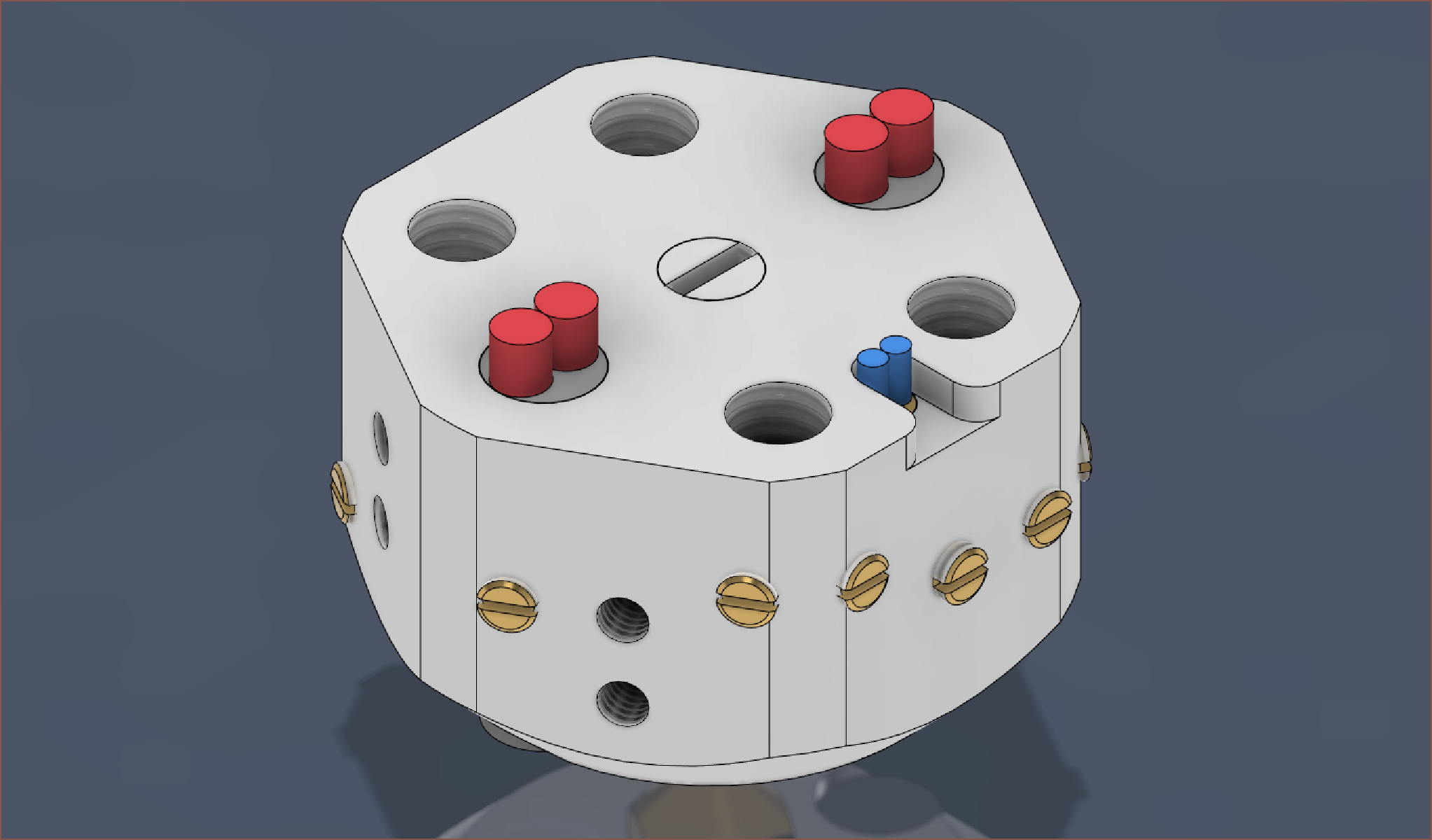
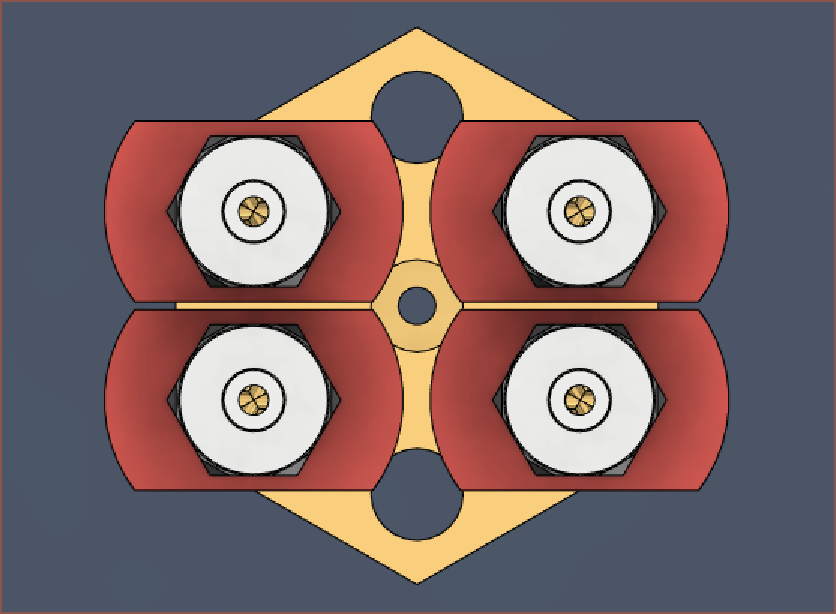
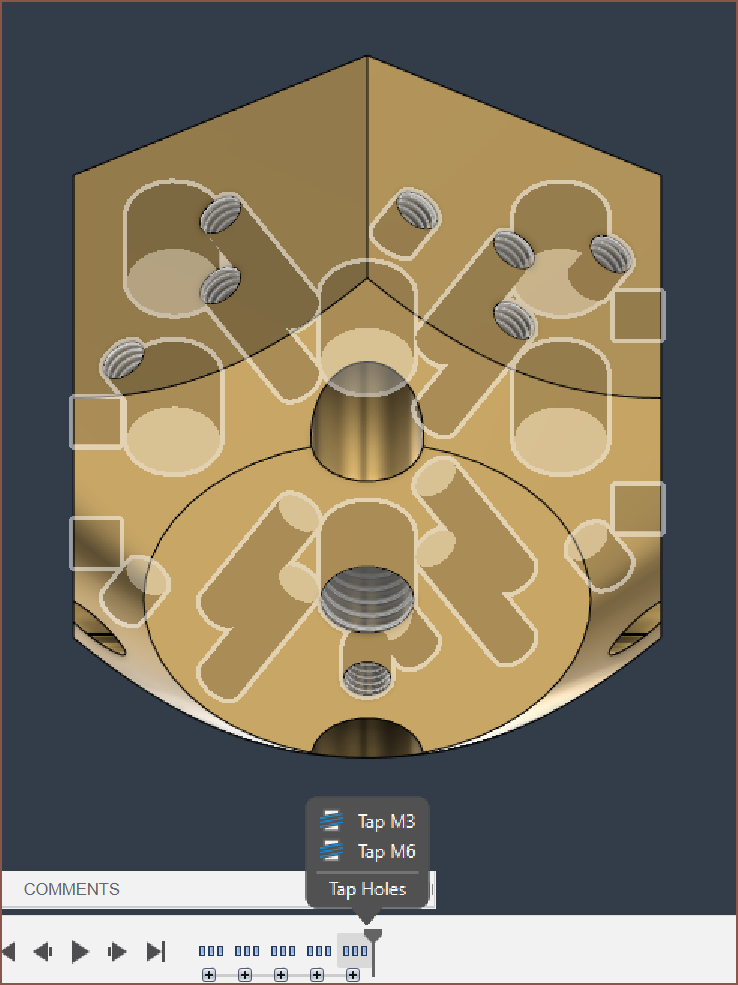
An unintended feature is that the drilled holes make a nice, more ordered looking pattern, though the grub screws for holding the heater cartridges aren't in the model:
This also looks more straightforward to aircool and mount.
Why is project optimisation so slow?
Anyway, if mounted straight to the X carriage, this is the difference between the current and optimised one:
I gain 9mm of Y but lose 10.3mm of X.
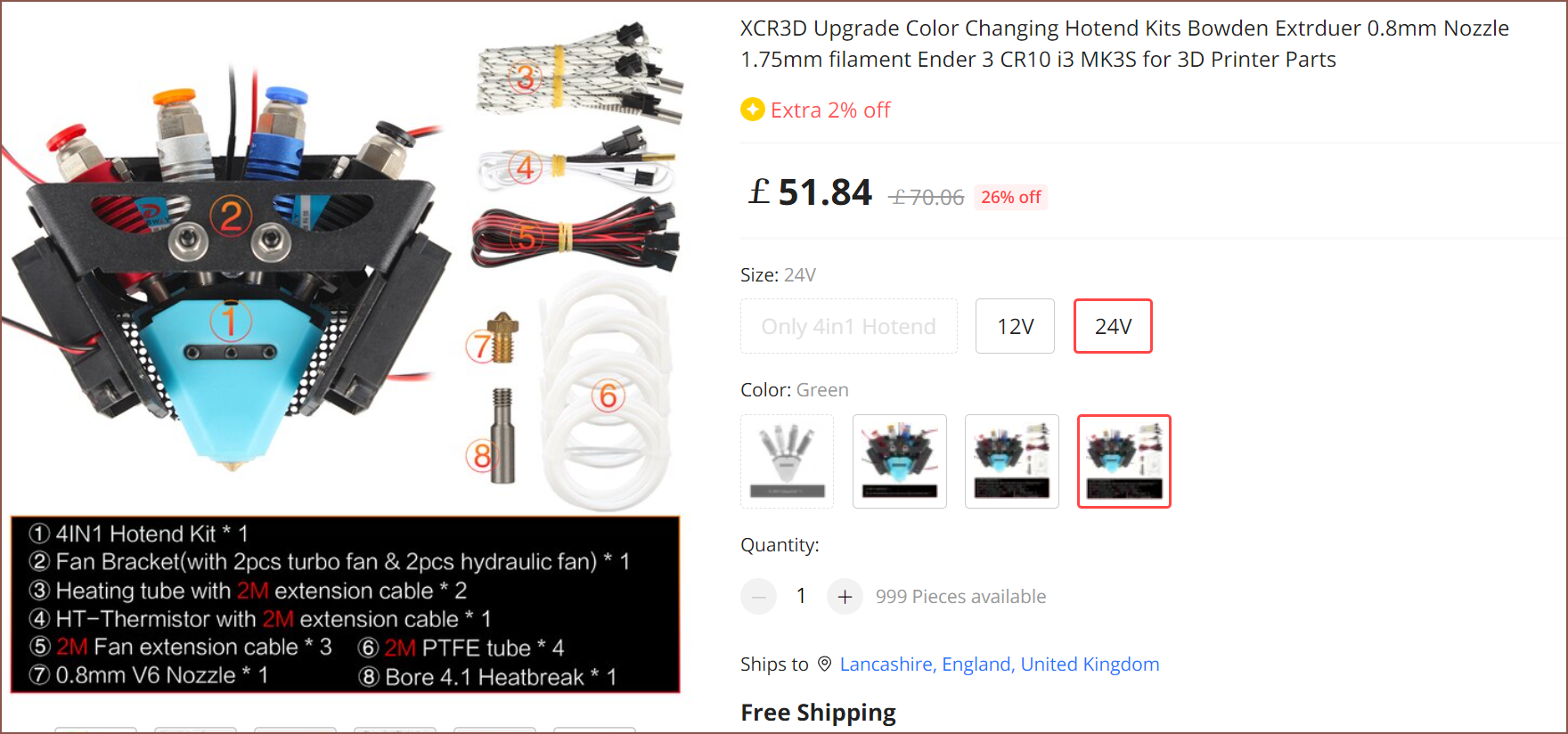
In other news, I found this hotend that also uses the same heatsinks, dual 6x20mm cartridges and 3x20mm thermistor:
So it might be possible that an AliExpress seller could make a £70-or-so kit.
[May 1, 12:00]
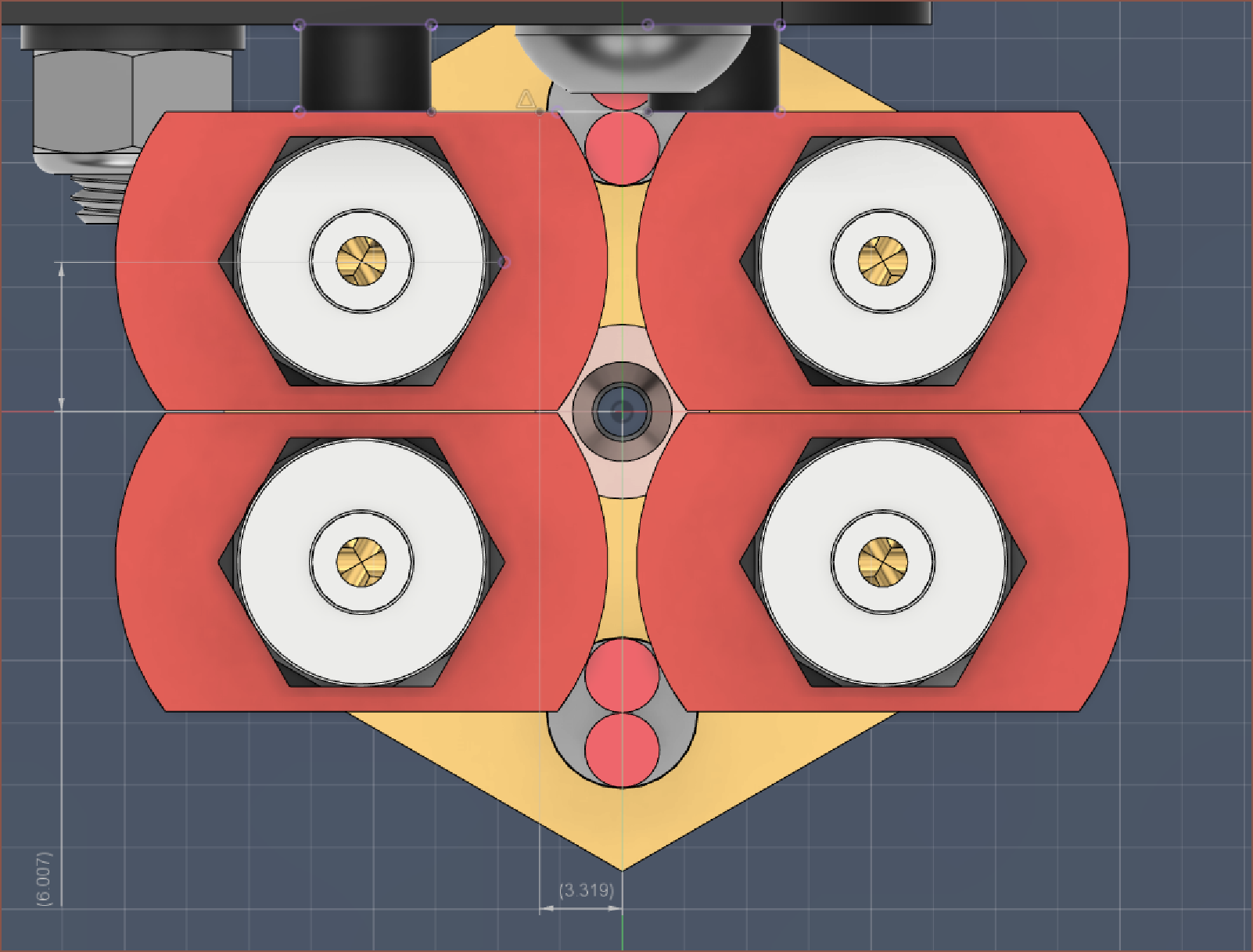
Seems that it'll be possible to actually have 5 filament inputs whilst only using 4 heatsinks, a cylindrical metal file and a 3D printed jig:
With an XY offset of only (3.32, 6.01) mm
It's cutting it close though:
Theoretically, the orientation of this bolt is adjustable such that there are no conflictions.
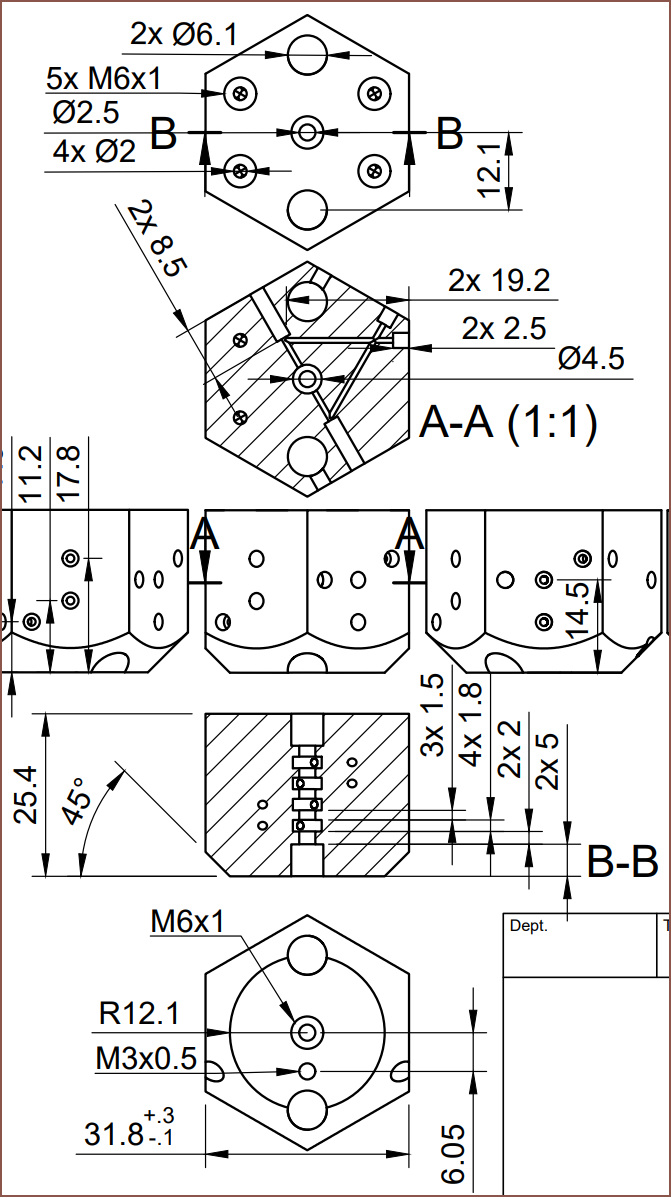
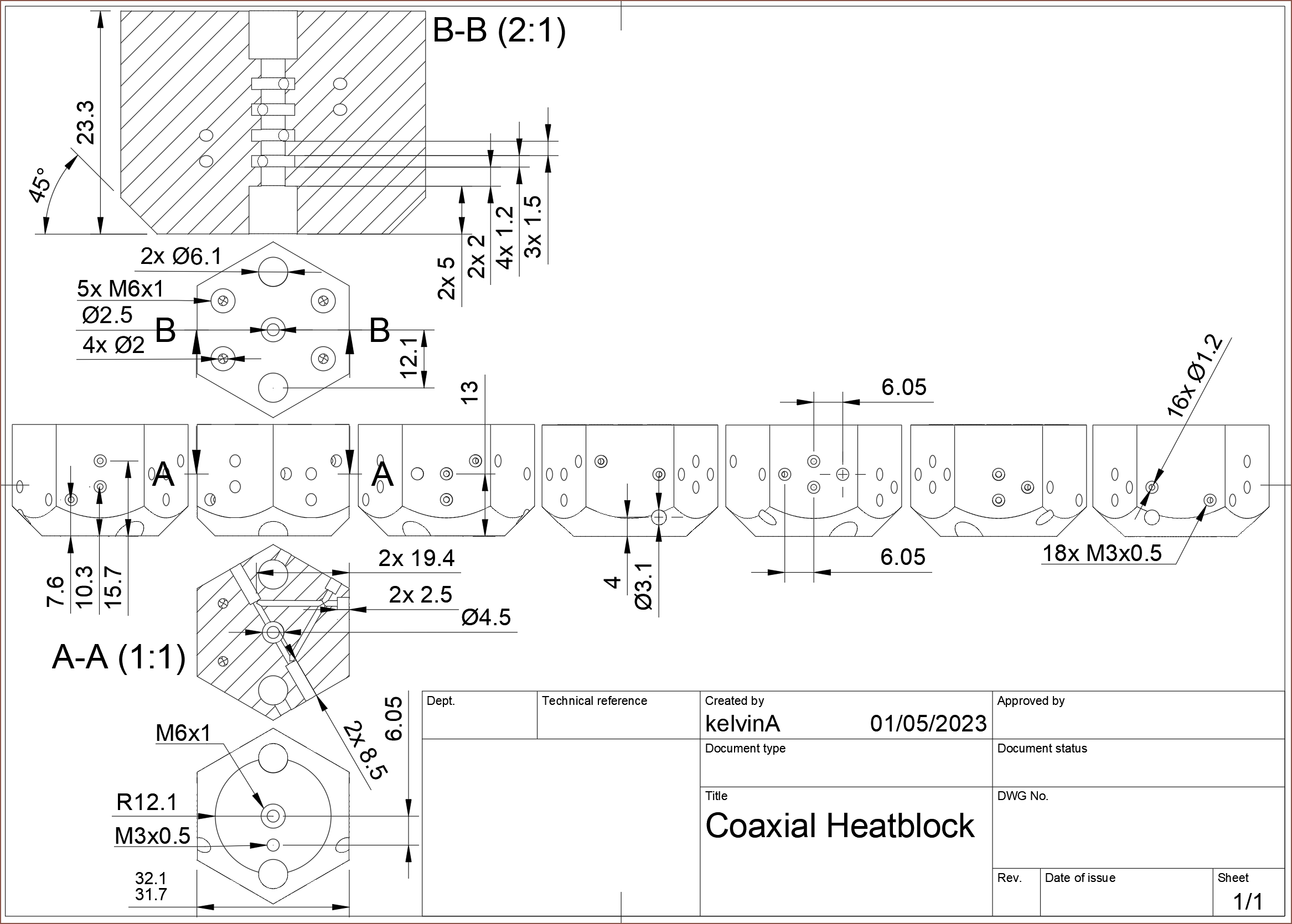
[14:10] I've gone through and created a new 2D drawing, and since the actual 1:1 drawings are smaller now, I've been able to fit everything onto 1 single page instead of 3:
Usually, the easier it is to explain a project to somebody else, the more optimal it is. I learned this from #Tetent [gd0090].
I think this is also much easier to understand than 4 cross sectional views of essentially the same geometry on one page solely for marking tapped holes and then duplicate views on the other 2 pages. The across-flat dimension is toleranced so that either 31.8 or 32mm raw stock can be used, of which the former has a price cut:
This design might make it harder to implement reliable wire/fiber feeding, but if I've got time for trying that, I've got time to continue work on the #SecSavr Suspense [gd0105] in the goal to obtain photographic (270 voxels per inch) 3D prints.
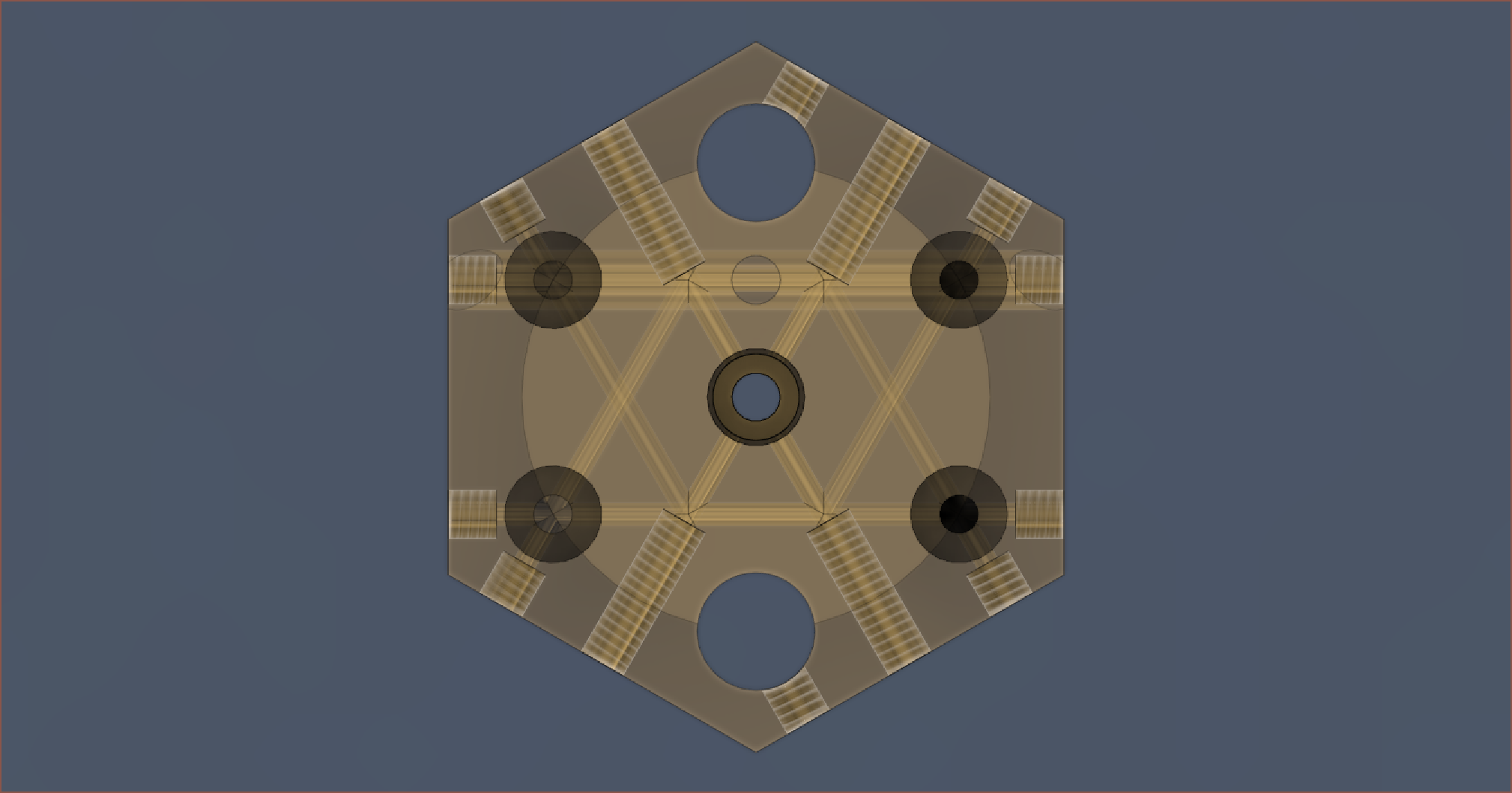
Internal geometry:
Asking PCBWay is free to try, so I might as well:
I also visually scanned over both files probably 10 times.
I might find that, during testing, I need a 3mm OD center shaft and a custom bi-metal heatbreak with a 2.4mm OD stainless steel tube that extends 13mm into the heatblock. I'm just concerned that the extrusion will be coated unevenly because the centre is soft and molten.
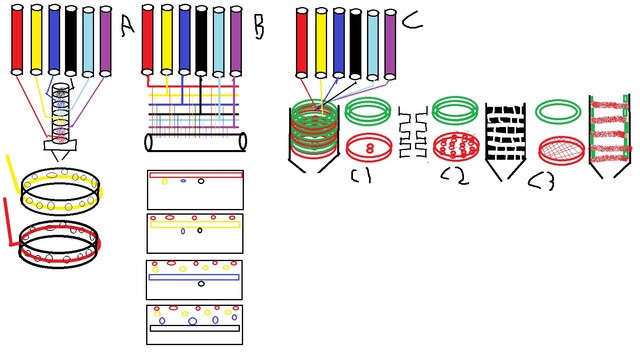
In other news, I knew all of this seemed kind of familiar. This is a concept I made an unknown amount of years ago:
I've also found what seems to be prior art, and I remember seeing concept B:
 kelvinA
kelvinA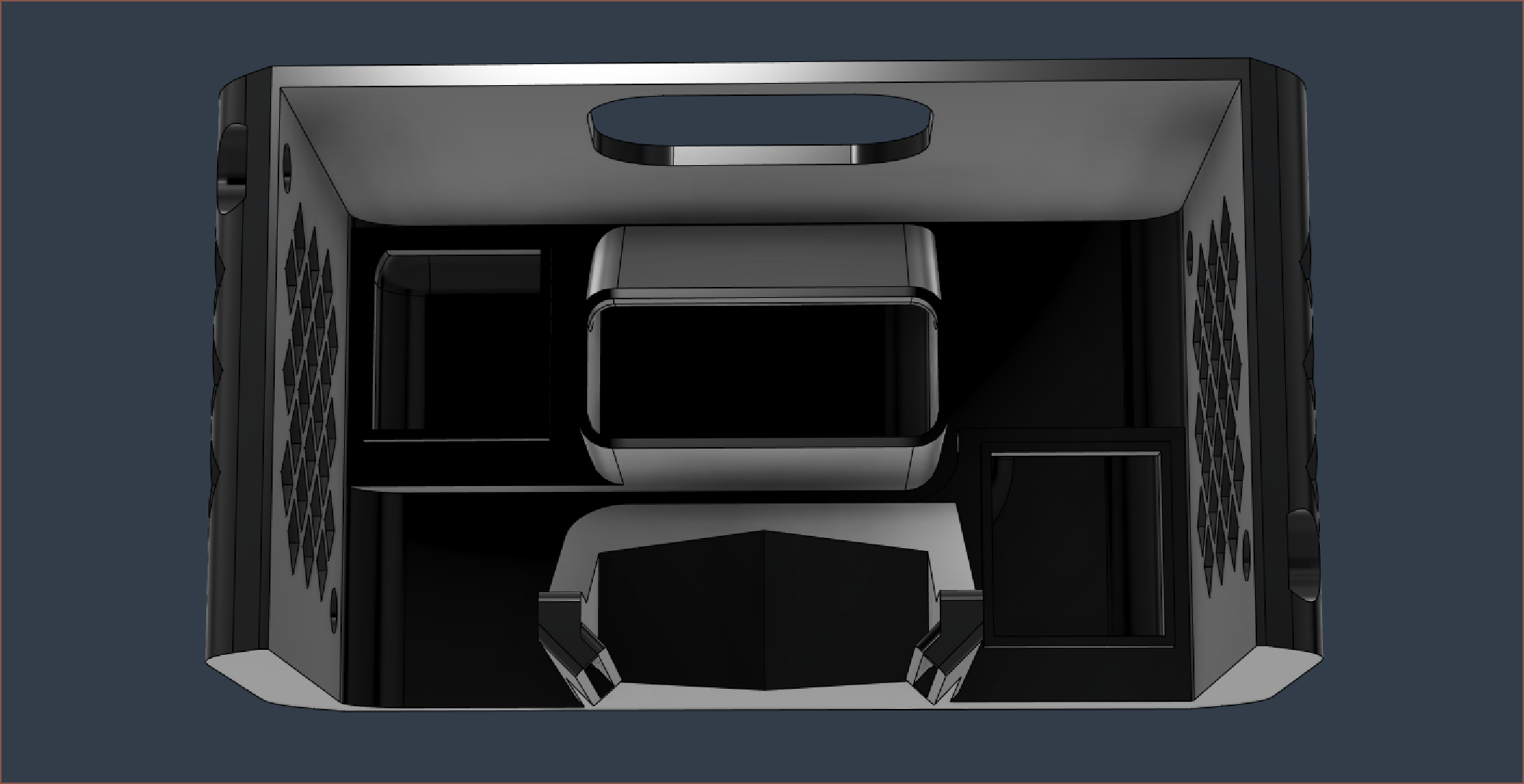 I've now modelled the cooling ducts. The airways themselves are not optimised at all, but it should serve as a good starting point.
I've now modelled the cooling ducts. The airways themselves are not optimised at all, but it should serve as a good starting point. 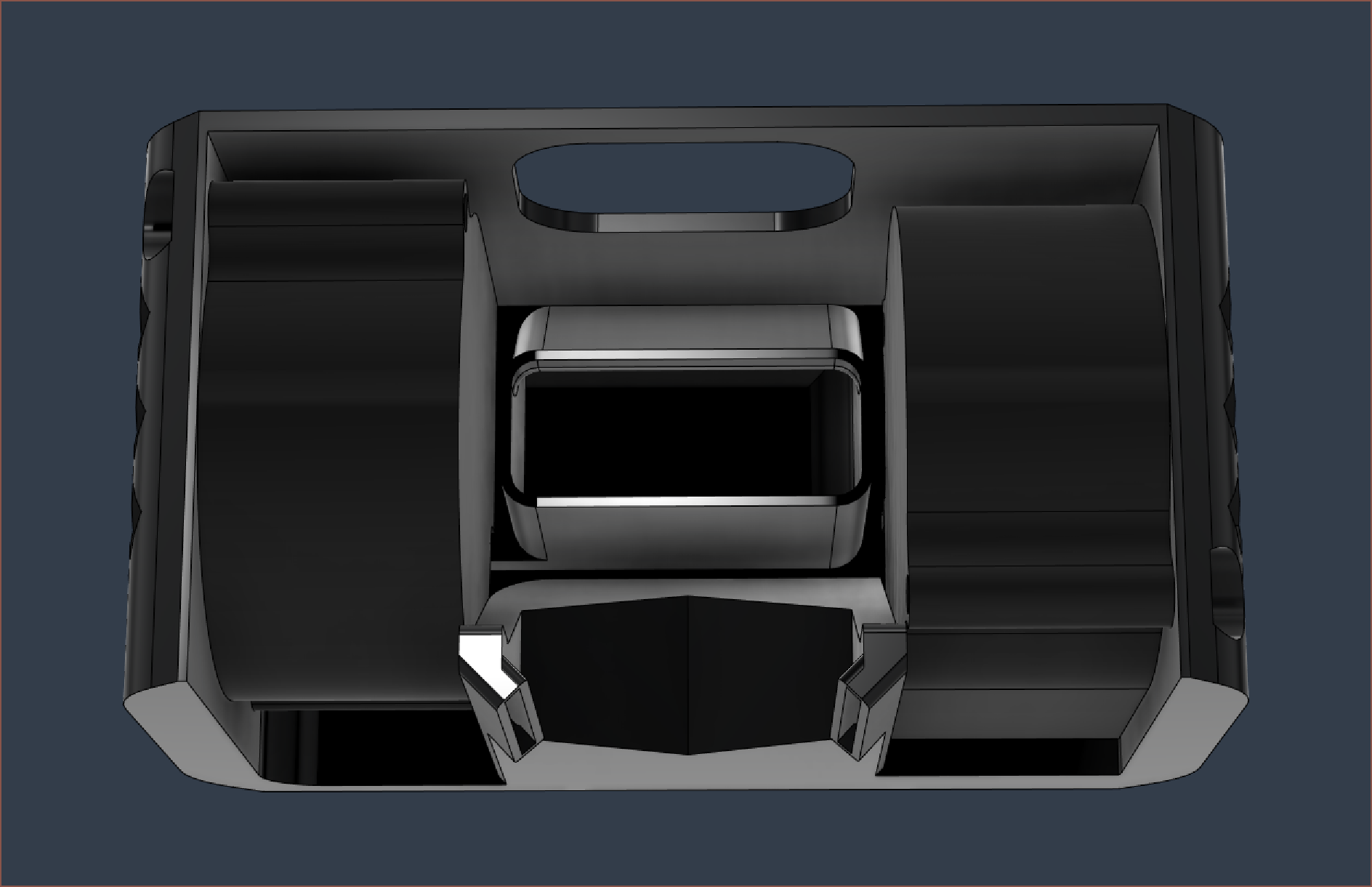










{kind=link}