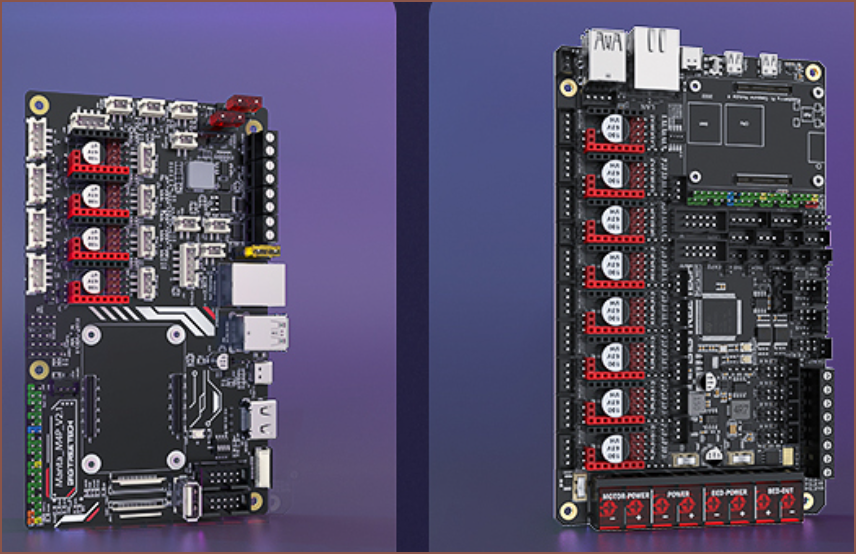
So, after working on my multicolour FDM project, I decided to just aimlessly scroll AliExpress to see if there were any new and interesting products that I've never seen before, and I found a very low cost and low footprint motherboard, the Bumblebee from Macrobase:
This is the kind of controller board I've been looking for, since the SecSavr Suspense uses so many stepper motors. It's much smaller (90 x 125mm) and cheaper than the MKS Monster, and could mean that I could opt for the £13.42 cheaper M4P instead of an M8P. I probably won't though, since the M8P is laid out more orderly. I've got to take wire management into account when making a motherboard decision.
The M4P seems to have one more physical USB port (and not a header), but since I'm planning to have a lot of USB cameras dotted about like it's a mini-factory, I'll be using USB extension hubs anyway.
Anyway, 2 of those Bumblebee boards costs about the same price as many singular 8-stepper motherboards, so I'm just going to see it as a split-in-half 16 extruder motherboard and embrace the FREEDOM of going with as many stepper drivers as needed. I might give each stepper it's OWN stepper driver, putting the ones I'm most likely to need to tweak current values on the M8P and all the rests on 2+ Bumblebees.
Oh right, I should mention that I'm going to be switching to 3 or 4 Z axis motors. Manual bed levelling should be a thing of the past, especially if aimed at consumers (though I'd imagine only prosumers would actually consider spending >£1500 on a Do It Yourself build).
The idea DIY Perks tried was to place 2 LCDs ontop of each other to increase contrast levels.
It was suggested a few times by the community to have the 2 LCDs front-to-front to increase light efficiency as opposed to a diffuser between the first and second to unpolarise the light from the first one.
I believe the main issue for this application would be to make sure that the two panels are aligned to retain the 0.04x0.04mm pixel size. Longevity would also be a concern.
The reason why I'm thinking of that higher resolution is because of colour dithering and PCB printing, where I'd ideally like crisp voxels of the correct size. If one pixel is 10um larger than it should be when printed, it means that the voxel for the subsequent material would be 10um smaller than it should be, giving inaccurate colours / trace widths just because of the material print order.
This model is long overdue because the open-style SleepCinema idea was rejected a long time ago. As I mentioned in a TestCut [gd0139] log, I had an idea for a modern but boxy redesign.
I model the actual thing really quickly (because I've only done the faces seen by the render camera) and then I look on GrabCAD for some castor wheels. After seeing a few, I think "You know what? I never liked castor wheels anyway. They're kind of large for heavy duty things and they don't respond to different movement directions all that well. This is a concept render anyway, so let's virtually spend £20 a wheel on some omniwheels!"
So I found some omniwheels and it turns out that Fusion 360 can actually take CATIA files and turn it into something I can use in Fusion360.
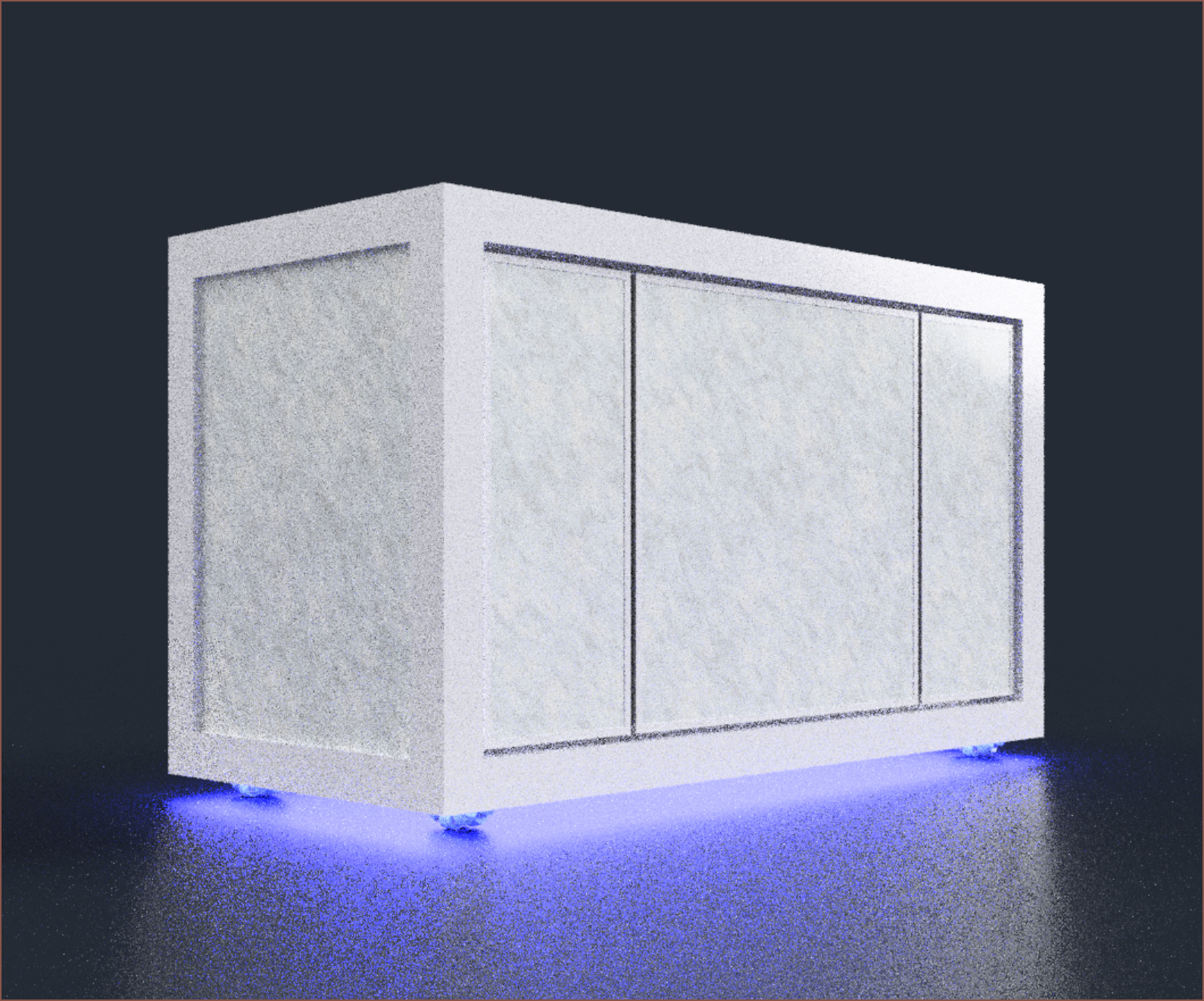
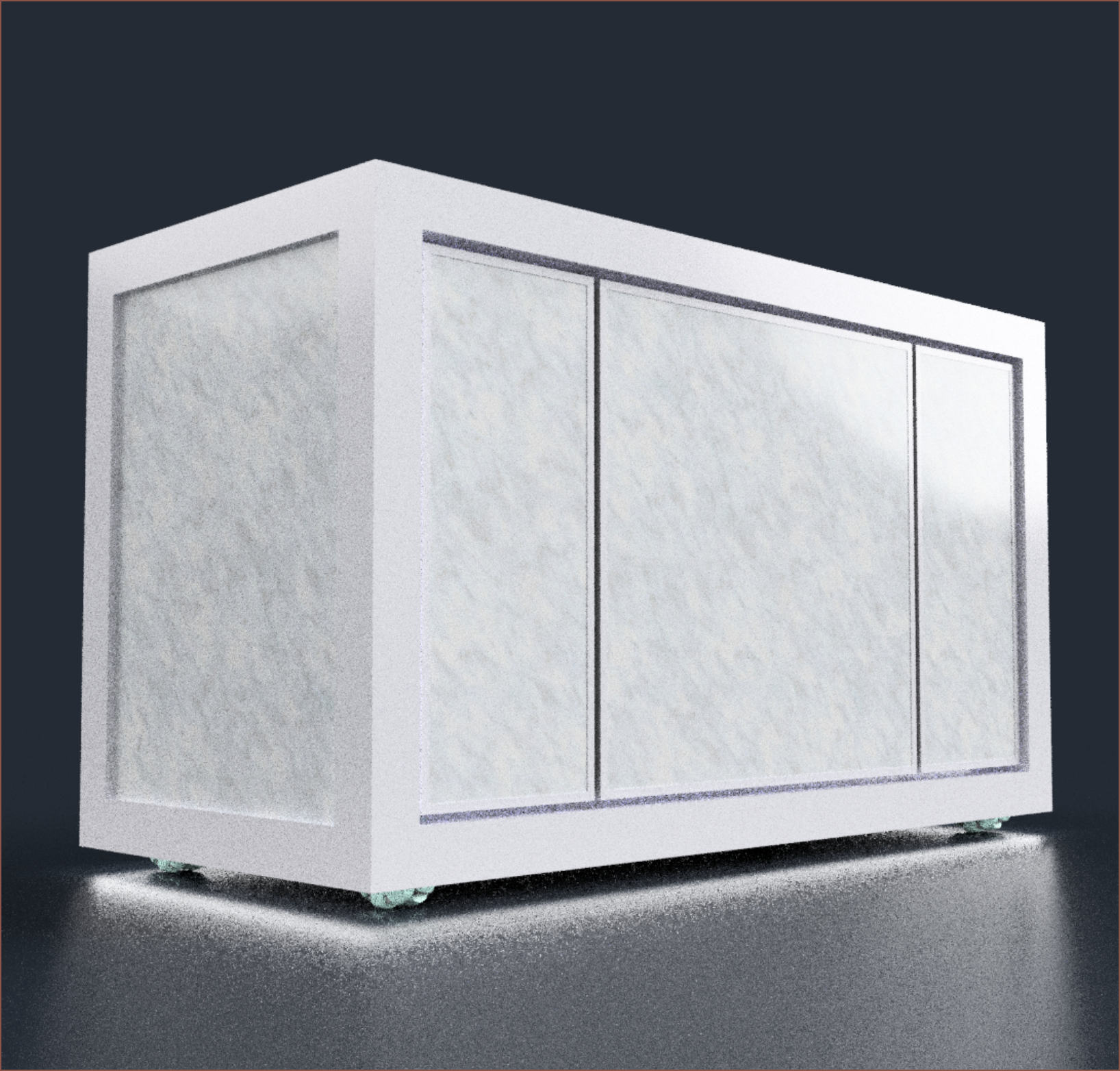
Made the wheels a light green because I like the look of it, added to the model, added a blue led texture to the base because I expected the box to look bland and took it to a render:
The blue was overkill, but I then tried without any LED and it was expectedly dull. I then tried a more realistic white LED strip and I think I've now got what I was looking for: elegant, yet boring, but with a hint of modern interesting.
Remember that interesting looking 3D printers are less likely to be "mass consumer" friendly, even though I doubt any mass consumer would be spending in the ballpark of £1500 (and potentially higher) to print AI generated 3D models.
Lastly, add some handles and fillet the inside edge.
Mn... not sure I like the look of that fillet.
I'll skip on the ergonomics for now. I do think the milky green looks quite peaceful and mind-clearing. Might as well change the wheels to more accurate colours since I can use the handles as the highlight colour.
Copper looks REALLY modern and striking. The shorter FOV also helps. I think this is good enough for the final render after I reduce the length to 118cm (from 125cm). I've already reduced the depth from 60.5 to 57cm as I think it could be possible-- wait, is it?
No, I did the maths wrong and I need something more like 64cm.
Final Render 1
Wow. This looks SO much more professional and worthy of its £1.5K+ expected BOM pricetag. Print volume aside, you have to realise that my indirect competitors are printers like the RatRig V-Core, Prusa XL, E3D Toolchanger, UltiMaker (if you squint), Raise3D, Voron, Anycubic M3 Max and probably a few others. The printer should look like £2Ks worth of kit.
Improvements
Hmmm... I'm looking at cupboards and the handles are rotated 90 degrees from what I've got, and there's only 1 handle for cupboard doors the same size as the main door. Speaking of that door, it's only 60cm long and the expected max print length is 65.2cm. The door also needs airtight sealing around it, so I don't think getting under 1.2m is actually going to be possible unless the print area is also reduced. I also think 3 seperate doors is not going to be efficient (when sealing is added) and will have to switch to 1 long door.
Doesn't look as glamarous but those are the ergonomic rules and consumer expectations that I'm not about to go against. Now I know it looks like 3 seperate doors, but it's actually 3 seperate tiles in a single door, since each tile is 60 x 60cm and the printer is now 64 x 128cm in floorspace.
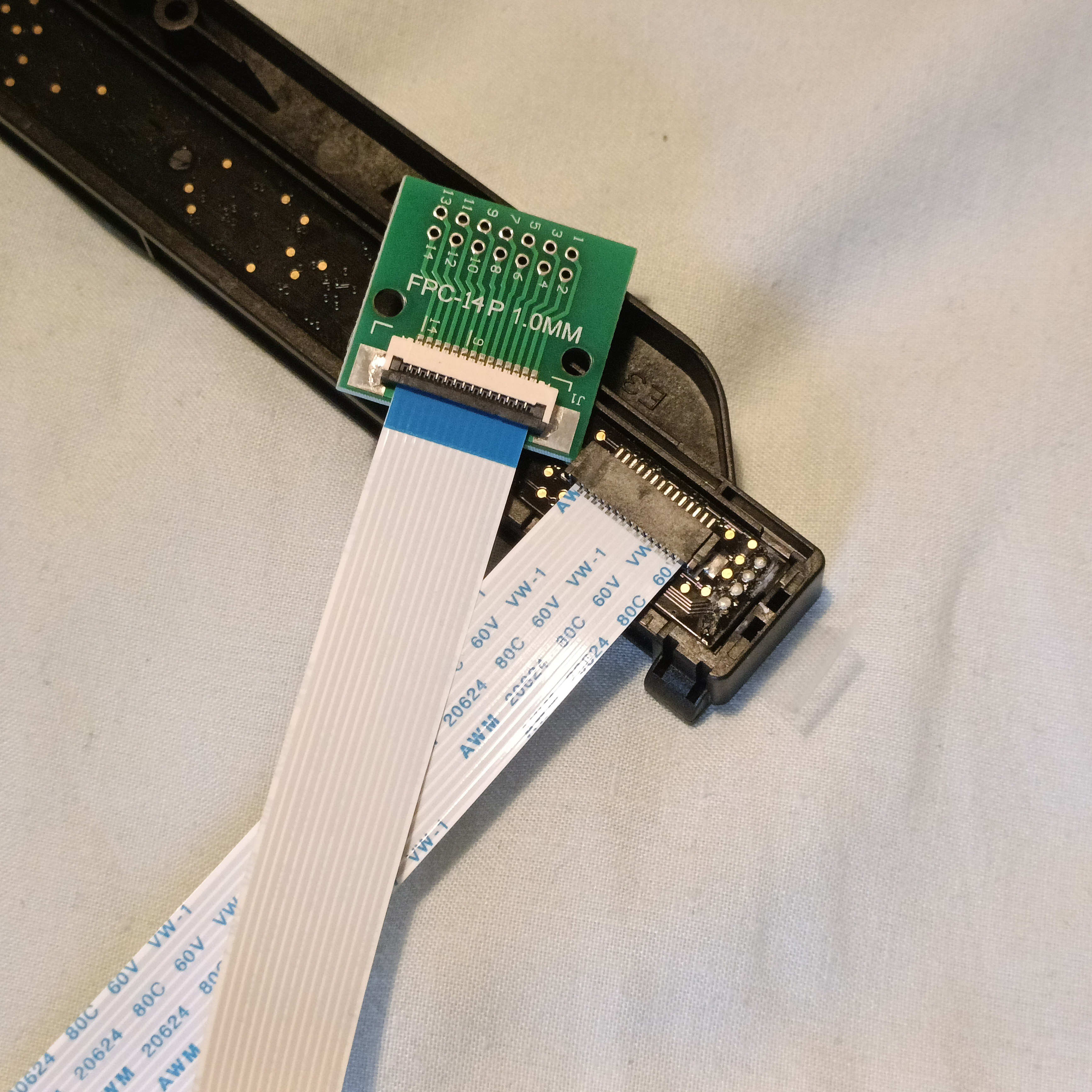
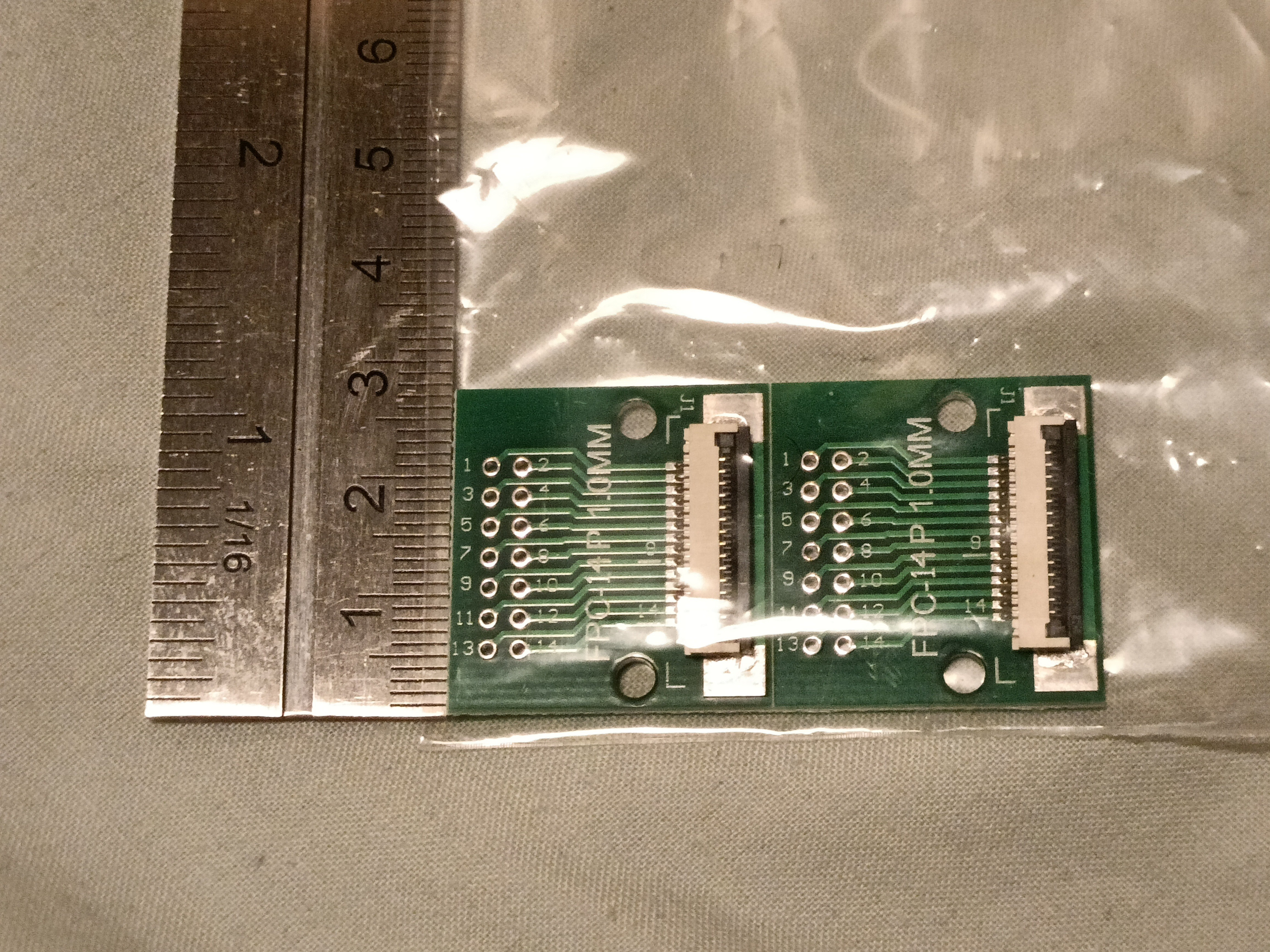
There's no clip on the sensor connector and you're just supposed to squish the cable in. The contacts are on the top of the connector whereas it's on the bottom on the breakout board. I got the cable where contacts on both ends are on the same side, conviniently meaning that the pinout markings on the breakout board match the pinout numbering from the previous log.
[19 Feb 2023, 12:00] I've spent the past 70 minutes finding continuity between the cable holder and the test pads, as well as any <100K resistances:
This sounds like there's some vague agreement with this reverse engineering research on a much more expensive sensor. I think this sensor is used for monochrome scans so the RGB pins might just not be connected. Though, I'd still expect 1 of the 3 pins to have continuity as LED input power. Most pins outside the ones shown above are 20 - 40 MOhms and the NC has no continuity with any I could find.
Those 4 silver pins arranged in a vertical line are coated with some kind of thin transparent material that prevents conductivity. There are traces going to them, so perhaps this is where my mystery NC pins are going to and they just don't have their own test pads.
The only thing I could guess so far is that pins 6 and 8 are ground.
[13:50] I've found some more information in the instructions page of the aformentioned research. The project log one is on the left and the instruction page on is on the right.
I didn't notice this the first time round, but pin 2 and 10 are apparently connected and I can confirm this. The updated map:I'm not really sure what's happening with Pin3, so I'm going to assume the left one is the more up-to-date pinout research.
It seems that #Tetrinsic [gd0041] isn't going to be a thing that exists in a reasonable time frame, so I thought I'd get a cheap yet important part (Q8100-60002) of this SecSavr Suspense puzzle to work on in the meantime. I only need 2 in the printer, but when 2pcs cost £12 and 5pcs costs £17 and I could use some spares if I break any, it was an easy decision.
I only got 2 breakout boards though because I doubt I'd break that. Visually, I think I've got the correct pin pitch. The ribbon cable hasn't arrived yet so I can't check for certain.
So I was doing some light research to see if magnetless motors exist (they do) because, even in the best case scenario, I can't print magnets. In this hypothetical scenario, I can print copper and iron, where the latter is magnetic.
Anyway, so I was doing that and I found this project and I was like "Drats. I knew the SecSavr theoretically couldn't do it all. I already know organic matter isn't happening, but I can't print transistors!".
But don't worry. This is a sub £2000 piece of kit. The world isn't expecting something that rivals Intel's 14nm++ process. This can be more akin to the fancy but massive redstone machines in Minecraft where it's amazing if it can be done at all.
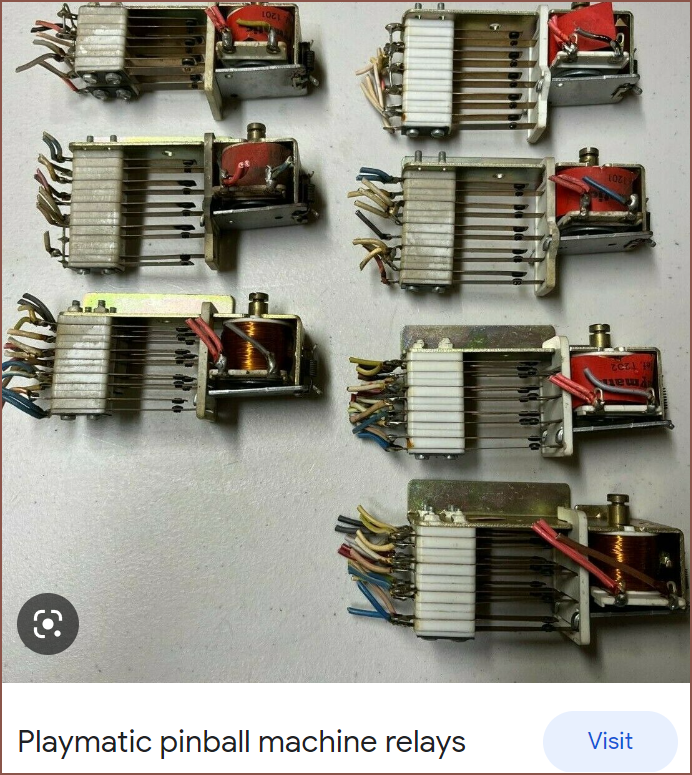
That's when I thought of mechanical relays. I didn't think too much about it until I heard that pinball machines used to use them... allegedly.
This image is nice and ordered, but most of the Google images seem to be an old nest of wires and components.
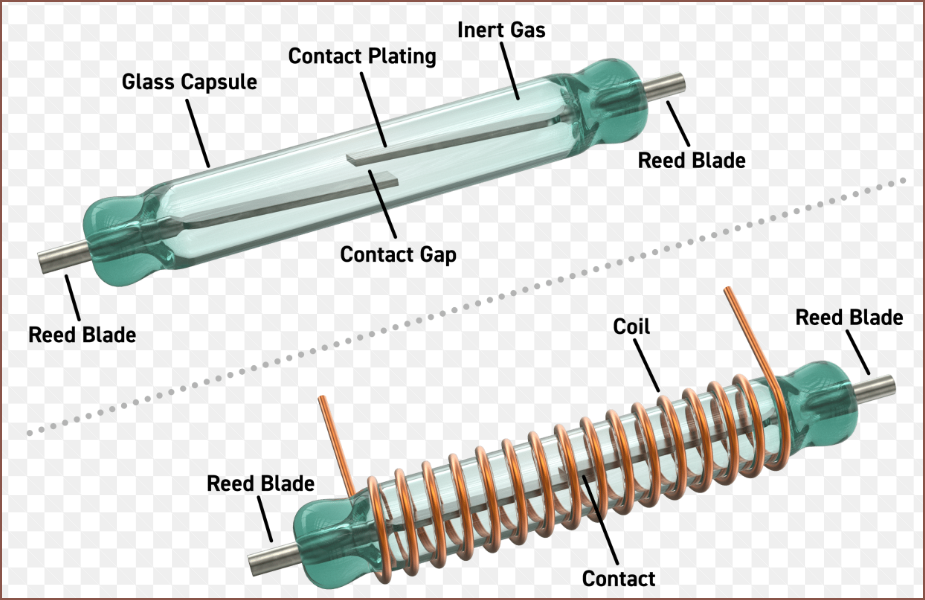
So I then googled "smallest mechanical relay" and I got reed relays, which look like this:
They indeed look small but I'm not a fan of the "inert gas", because I can't print that.
I do wonder what kind of tiny scales would be needed to be able to use electrostatic force though... seems that later in the PPT it's mentioned that the gate is like 42nm or something. At least there was something about there being "no off-state leakage" unlike CMOS.
The switching strip needing to move and also needing to be close enough to the contact(s) does pose a few print limitations if I actually want to compact them in 3D space. I'm thinking that a strategy is that I print temporary scaffolds so that the copper strip doesn't sinter-melt into the contact(s) and then use the laser to vaporise the scaffold.
Then, considering that I'm expecting the minimum copper thickness in this process to be 120 - 160um in XY and 80-120um Z, I feel like 1x1x1mm is actually a good target to aim for; it seems like a decent amount of space to get the stuff I need to fit. Thats... 10... 100.. wow that's 1000 relays in a 1cm^3 "chip". Even if the actual turns out to be 2x2x2mm, that's still 125 relays compressed in that cubic volume. Continuing with that 1K relay / cm^3 thought, and finding out that the Intel 8008 and MOS 6502 were 8-bit microprocessors with 3500 transistors, it doesn't sound like it'll be entirely useless to have such a relay density.
Printing the milli-relays also sounds a tad faster and more reliable than pick+placing thousands of the smallest transistors available. Again, this is a stretch-goal thought exercise and a lot of other stuff has to go beautifully right before I attempt the equivalent of Test Print: Nightmare Difficulty.
[17 Jan] Right now, the tool steel bed costs around £60 and the honeycomb mesh would probably cost another £60 if I could find one in the size I need. I did some research on r/lasercutting and the reasons for the honeycomb is so that the air stream has somewhere to go and the laser beam doesn't reflect back onto the cut material, allegedly. I also looked at the typical beds for top-down SLA's and it does seem that resin prints can tolerate quite large holes.
I'm thinking that a sensor will be needed to detect if the bed was able to move down to the max; this would indicate if it was able to push the boltheads through the holes in the bed or if a part or fixture stopped it. It could be as simple as a second endstop or as detailed as a load cell force sensor.
Anyway, I found this video that shows that charring of the bottom side of the laser cut workpiece can be eliminated if the sheet is elevated. A commentor suggested ball bearings as a possible object too.
Due to having tofirst layer cleaning, moving bed mass, auto ejecting and preventing laser reflections, it really seems that a bed surface with a large air:material ratio is the ideal bed choice for my application. Additionally, I was wondering how I was going to mount traditional PCBs for any PnP operations, and the holes would allow for a straightforward solution.
Ideally, the hole spacing would be equal to the mounting holes of the MGN9 rail, allowing me to actually mount the rail directly to the bed underside. M3 bolts seem common enough, and their bolt heads can usually pass though a 6mm hole, so this measurement will be the minimum size. I feel like >=8mm would be ideal, allowing for some of the bolts to be misaligned.
Here are M8 threaded holes spaced 20mm apart in an 8mm plate. There are M3 bolts on the very bottom of the Z axis travel such that when the bed goes all the way down, the bolts stick up through the bed and push off whatever is ontop. I can already see that there's still loads of surface area, so a more extreme 10mm spacing could be used:
Alternatively, ths could be an excuse to use the hundreds of M8 bolts I bought that were planned for #SecSavr Sublime [gd0036]:In any case, I'd rather not have to manually drill 528 16mm holes into an expensive...oh right. The bed is larger now than when I last got prices. I probably should resimulate too, now that I think about it.
Anyway, that number could be even higher if I can't find some industrial printer somewhere that actually can get away with holes so large. I found this model which uses 5mm holes, so an 8mm hole is probably in the realm of possibility.
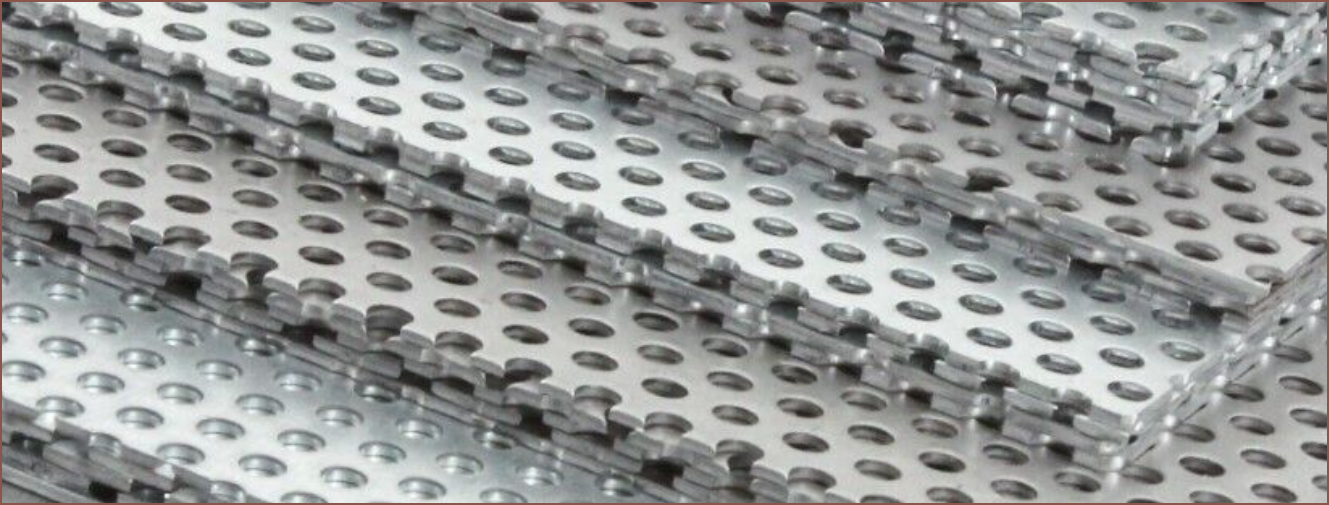
The holes in beds I can find on google images seem massive:And is it me or are they getting away with just a perforated sheet of metal?Ooo you can even get it in squares. It's a shame I can't seem to find some spare bed listing or something that indicates what sla beds are made like.Idunno about you but that looks A LOT like a perforated sheet with some backing grid. And every industrial printer is using it like it's the standard.For some, unexplained reason, 10mm and 20mm pitch just get skipped.Thanks Alibaba for telling me what this material is. It's 100% + verified + blue checkmark + no ratio stainless steel.
I can't seem to find anything against using this as a bed material for laser cutting. Only issue I can see so far is that it's only 2mm thick max (and the ones I like are 1.5mm). How am I supposed to thread that? The good news though is that stainless steel should be 3x as stiff as aluminium, so theoretically a 2mm perforated sheet should be as stiff as 6mm of aluminium, right?
I have no idea if this is going to work, but it turns out that "simplify" applies to all studies so I can't just remove the unsimulated bed.
nope. Ok let's try "suppressing features" on the remove instances in the simplify
okay...So for a 2kg load, I'm down almost 2mm.
Perhaps the simulation only works if I send 1 to the cloud at a time.
Yeah uh that's a big difference.I do wonder if this has anything to do with it.Okay so the holes certainly do something to the stiffness alright. I still feel like it's salvagable by just adding rods underneath like what the industrial printers do.
Youch if I thought the 2mm one was problematic, the 1.5mm thick sheet is a no go zone.
But I feel like I'm still on the right track here... again, the entire, MASSIVE, industrial, £££££ printer market seems to have confidence in this material. A 2KG load in a 110x164mm area is also kind of unrealistic. It's just what Me In The Past already had set up.
[19 Jan]
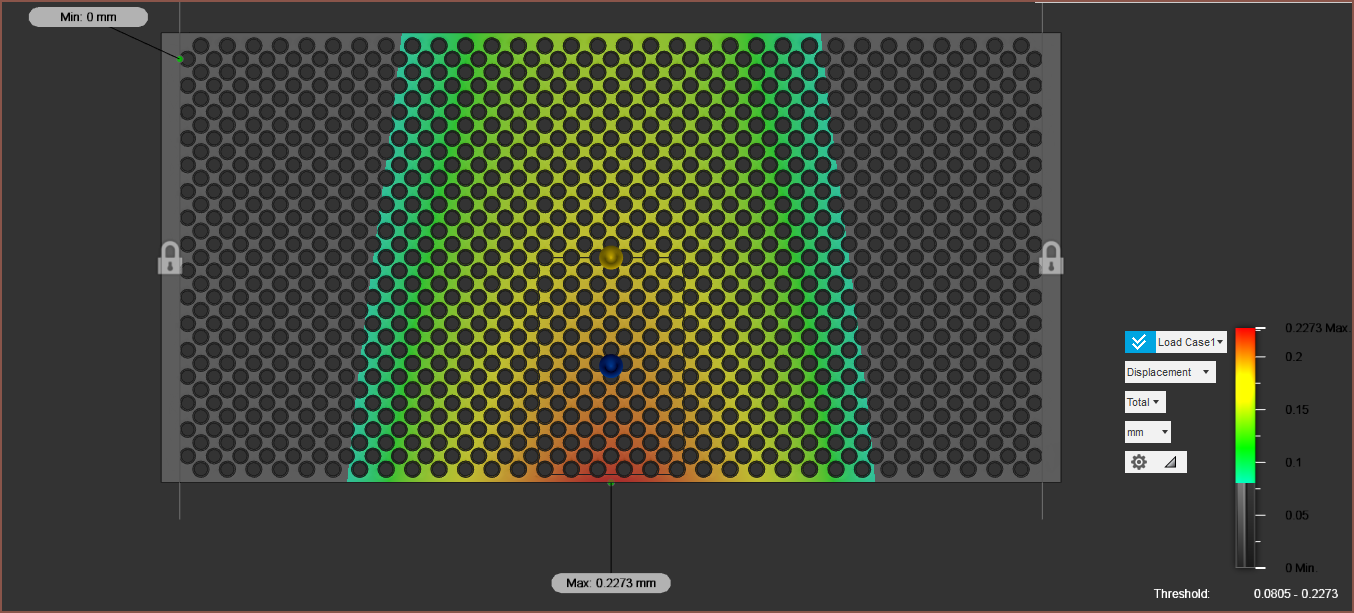
I've done a simulation of a 10N load on one side of a custom tooling plate filled with 610 M16 holes. This is really testing for the possible displacement when the part is pushing against the PET film, but since I have no actual force data, I just thought 10N would be a bit more standardised going forward.
Unfortunately, the size of an M8 bolt is less than a millimetre smaller than the size of an M16 thread, so I'd need to aquire smaller bolts. Obviously, that's nowhere near as tedious as drilling 610 holes into a 680x340mm bed. I predict that it'll be some 8 hour process. Hopefully I only have to do it once because it'll be £100 a bed after VAT + shipping.
This is what the same design would be in 3mm 304 stainless:
For both I've set the threshold to start from approx 80um, or 1 standard layer height (for this printer).
[22 Jan]
I've also tried the pattern seen on CNC fixing plates. Half of the holes are 10mm and the other half are M12 threads. Similar displacement, the holes are spaced out the same 20mm in X and Y, and the hole count is over 1000. There's slighty less surface area with this one, but the minimum thickness between holes is now a narrow 2mm, compared to almost 4mm for the M16 bed.
I might be able to use the CNC mill or waterjet my university just so happens to have, but if not I'd have a lot of holes to drill either way.
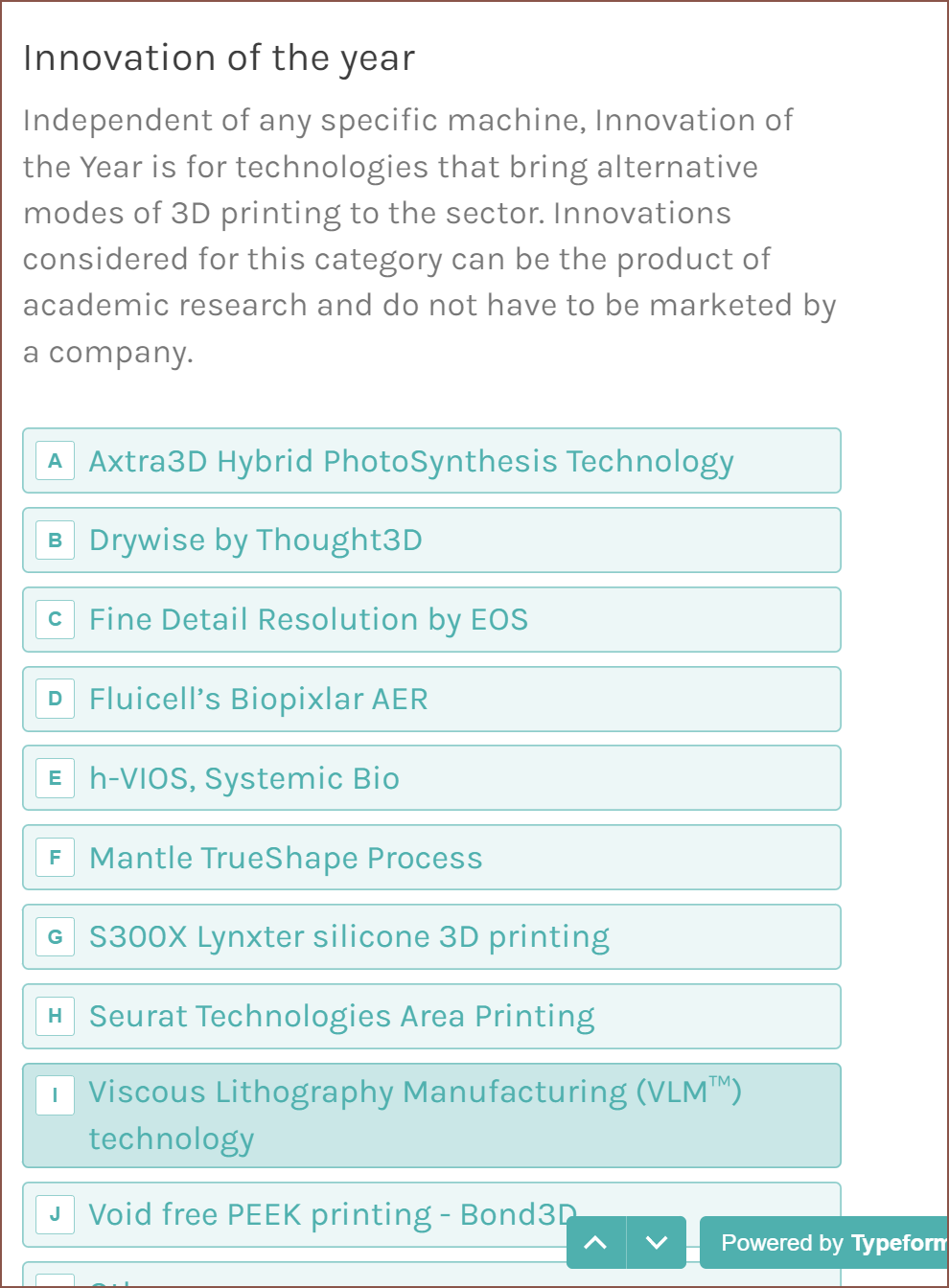
I think 2 or 3 days ago, I was voting for the 2022 3D Printing Industry Awards and this came up:
I think the last option was "Other".
Now, obviously, I'm voting VLM, but I also wanted to see all the other technologies that were good enough to make it into this shortlist. The 2 that I'm still thinking of, days later, is Mantle's TrueShape and Seurat's Area Printing. The former uses a liquid metal mixture and the latter combines a low power, blue image beam with a high power, uniform intensity infrared beam to selectively sinter an area of metal powder.
Area Printing and the SecSavr Suspense are kind of similar in that a large build area is split into smaller area sections. I imagine an LCD panel or micromirror array was not able to handle or sufficiently block the infrared light directly, so the engineers had to get inventive.
Below are videos of both processes:
I like the background music of this video. It's got that same "innovative technology" vibe like in the VLM explaination video.
The liquid metal mixture process uses a CNC mill to improve surface quality before it's baked in an oven. An L^3 DLP process (remember that Liquid Laminate Lithography is just the name I'm giving to all resin based technologies that laminates a liquid onto a transparent film, VLM included) that I mentioned in some project log ages ago claimed to be able to work with both ceramics and metals, but I only remember the website focusing on ceramics. I'm thinking that a resin process wouldn't need milling except for surfaces that require very high precision.
Anyway, quite a lot of the current metal processes require a rather large and expensive oven. I doubt the Area Printing system helps out on cost, but it might be possible to integrate it inside a L^3 printer to save on space and increase the diversity of printable materials. I could even see it being possible that both the Area Printing and the more traditional MSLA systems work together, where
The blue light photocures the metal/ceramic/glass infused resin in an area array, the same way in Area Printing
The transparent film is removed, or the beam is redirected under the beam (like the Placement Block's laser)
The patterned infrared light sinters the area array
I thought the new Hybrid PhotoSynthesis process (see below) was doing what I described in (1) but it sounds like what I thought of doing (written in a quick comment) where the edges of the pixelated layer is refined with a laser around the edges.
Another process that might be mergable into the L^3 ecosystem is Fortify's magnetic reinforcement:
Since I can't see a way to lay continuous fibres across any plane other than the one currently being printed/processed, this seems to be a good method to achieve non-planar reinforcement.
I'm just imagining a few company mergers down the line, where a printer the size of a dishwasher could be able to create a multicolour, reinforced and populated circuit board with integrated heatsink... Man I'm feeling like I should hold on to my papers, but I doubt it'll be remotely affordable.
Anyway, that's why I voted VLM as innovation of the year; these (3D printing) processes are kind of seperate but L^3 could allow them all to quad fusion merge.
[2024 - Jan 04] I've moved the research and thoughts that I had written as comments into the log itself, but more coherent.
Further research and ideas
2023 - Jan 05
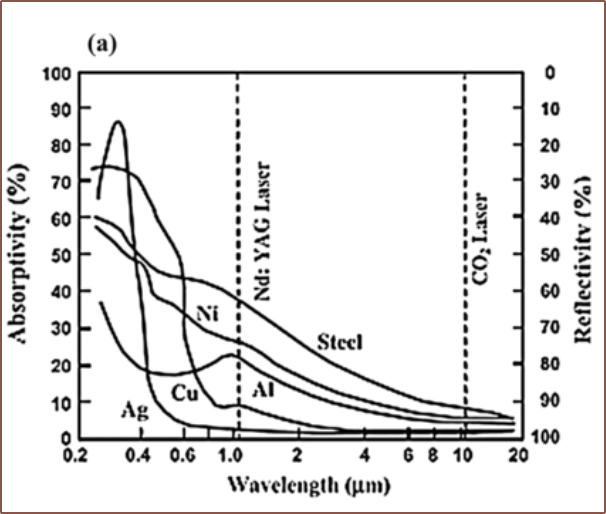
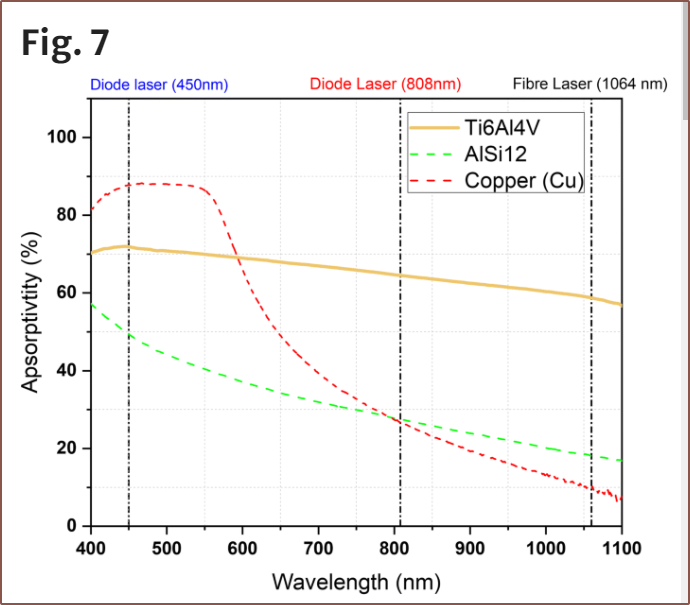
Looking at the absorption spectrum of various metals and the ones I care about (mainly copper but also silver and steel) actually have rather high absorptions in the typical diode laser wavelength.
Here's another paper I found, which has this graph showing copper absorbing near 90% of 450nm light compared to something like 10% for the typical fibre laser wavelength of 1064nm. Sounds like an industrial laser that uses a 200W fibre laser could use a 20W diode laser. Why haven't I heard of such a printer? No idea; maybe my search is incomplete or the recent advancement of 20W diode lasers is so new that printers that use them are still being developed / tested.
I have found out about the VF20 from ZBAITU (same people that make the C40/C80 I'm curently planning to use) and the form factor does look nicer than other 20W options I've seen. However, at £414 it's hard to justify. If it was £300 (2X the C80) or something.. oh wait there's multiple listings--
NOUHHH I can ACTUALLY buy it for £301 quid! I got baited in! How am I supposed to say no to that??" It'll be so hard to justify the C80 now. I've been thinking "If I could get 20W [in my league budget], that would be great. I'd have more power just in-case, can cut thicker/faster and they'd probably be 24V like the rest of the system" but it was a no-deal at the >£450 prices. At £300, and especially with the compact 80x50x80mm footprint, it's more like a simple but inescapable choice.
Jan 08
Conveniently enough, I can buy atomized copper, iron and stainless steel straight from Amazon UK at seemingly affordable prices (copper and iron are <£25/kg and 316 stainless is about £60/kg). The particle sizes are 45um so I'd expect minimum layer thicknesses to be over 90um.
I do wonder if it's possible to print an iron part with a stainless steel surface. I couldn't find anything on a quick google search on "stainless steel plated iron" though.
Jan 09
I saw the below video and parts look great. I will be adding "3D printed copper and stainless steel" onto the project roadmap.
I might also look into a small polishing tool spindle, but I don't have lab/industry grade prints in mind so the surface roughness is probably fine. It really just depends on how smooth threaded surfaces need to be, or surfaces for printed bearings. Yeah... I should look into it just in-case as it would be harder to integrate it later down the line. There's also the option of using BLDC servos instead of steppers for the pick+place tools so that they can be used for both purposes.
I'm also reading this paper about additively manufacturing in copper and it's mentioned that "Fine powders with an average particle size lower than 50 μm are typically employed" so it suprisingly sounds like these online powders are good enough for science. Since it's being embedded into a liquid photopolymer, hopefully I don't have to worry about particle shape, which is something I've heard being an issue for SLS.
It is then mentioned that laser absorption is higher because of particle reflections. That sounds promising, suggesting that if I keep the photopolymer optically clear, materials that have a lower absorption of 450nm light might still be viable. Additionally, the gantry system is much slower than the control systems used in industrial settings, meaning more energy would be absorbed, further reducing optical power requirements.
But yes, I do imagine that printing metal this way would be about as fast as using an ultrafine nozzle on an FFF printer. I'm now considering that I should have X being the moving axis for the Placement Block for higher stiffness, thus higher accelerations.
Jan 13
I read this paper which talks about sintering a track of copper powder with a 445nm laser. The lower end of their wattage recommendation was 60W. Don't fear though, because the laser they use has a dot size of 0.2mm and these AliExpress lasers are 0.08mm, so the "equivalent wattage" calculation is 60 * (0.08^2)/(0.2^2) = 9.6W!!
Jan 22
I'm watching the price of the diode lasers and I think by the time I'm ready to buy, a suitable 20W laser will be £280. This lines up with the other module prices of £70 per diode.
I'm not such a fan of spending £420 on a 30W laser module, but I'd have to see how much power iron/stainless requires before deciding on going with a higher wattage laser. Shockingly, 33 - 40W lasers are coming out very soon.
The issue I agree with is that hobbyist 3D printer manufacturers (except Prusa) aren't tackling ways to make the process less problematic. Unfortunately, there's only so much you can do with FDM, but SLA requires even more work from the user, leading on to the next article.
With (soluable) support material and reusable supports, as well as isotropic properties of resin without having to worry about enclosed voids, the process should become much simpler in both hardware and software for L^3 printing.
On the software side (#SecSavr Sol^2 [gd0045]), I'm thinking of a feature that is a merge between the Windows 8/10 UWP print dialog and the online shopping experience of AliExpress and Amazon. It's not "at the press of a button" simple, but hopefully something like "print now" and "add to queue" instead of "buy now" and "add to basket".
I also would like to make in-software tutorials similar to the reason I write these logs in the first place: to be able to direct those interested to concentrated source of my research and information.
Because of Suspense and Sol^2, I should be in a position to eliminate most of the steps described in a typical day resin 3d printing. There'd be new ones though, such as putting back the reusable support blocks, but the most important seconds to save are the ones that I have to be doing something.
There's actually a step even larger -- way larger -- than any on the list he talked about: creating the model itself.
Specifically for parametric + history based modelling, I've still got the opinion that I want to develop #enSweepen [gd0096]. Reading https://develop3d.com/cad/the-future-of-cad/, it seems that the big players in the industry also acknowledge that sketching needs some work, but they all seemingly going to use machine learning and AI to predict or inspire the user. Obviously, I don't have that kind of training data, and looking at all the stuff that I've modelled gives me the impression that each new modelling project has to be conceptualised differently enough to mean that an actually useful system is years away. I personally think that the way of creating sketches needs to be less linear and more explorative since, especially in 3D printing, requirements and specifications are usually going to change.
For human-to-computer interfacing, I'm working on #Tetent [gd0090]. I see this as the most important project of mine currently since this will speed up near everything I do when I'm awake. While the Suspense project is smaller in scope than #SecSavr Sublime [gd0036], I still need to make sure I have enough confidence and energy to go through all the required steps, and my classical keyboard and mouse isn't going to allow for that.
I also believe that as many surfaces inside the printer should be wipe-able and I'd like to get some sort of cartridge fill level sensor. Additionally, I think implementing a wizard into Sol^2 is a needed feature, especially since the material side of this project's equation is a big question mark. The other 3 features are not needed for this printer as the problems they address no longer exist.
 kelvinA
kelvinA
 Remember that interesting looking 3D printers are less likely to be "mass consumer" friendly, even though I doubt any mass consumer would be spending in the ballpark of £1500 (and potentially higher) to print AI generated 3D models.
Remember that interesting looking 3D printers are less likely to be "mass consumer" friendly, even though I doubt any mass consumer would be spending in the ballpark of £1500 (and potentially higher) to print AI generated 3D models. Mn... not sure I like the look of that fillet.
Mn... not sure I like the look of that fillet. 

 Wow. This looks SO much more professional and worthy of its £1.5K+ expected BOM pricetag. Print volume aside, you have to realise that my indirect competitors are printers like the RatRig V-Core, Prusa XL, E3D Toolchanger, UltiMaker (if you squint), Raise3D, Voron, Anycubic M3 Max and probably a few others. The printer should look like £2Ks worth of kit.
Wow. This looks SO much more professional and worthy of its £1.5K+ expected BOM pricetag. Print volume aside, you have to realise that my indirect competitors are printers like the RatRig V-Core, Prusa XL, E3D Toolchanger, UltiMaker (if you squint), Raise3D, Voron, Anycubic M3 Max and probably a few others. The printer should look like £2Ks worth of kit. Doesn't look as glamarous but those are the ergonomic rules and consumer expectations that I'm not about to go against. Now I know it looks like 3 seperate doors, but it's actually 3 seperate tiles in a single door, since each tile is 60 x 60cm and the printer is now 64 x 128cm in floorspace.
Doesn't look as glamarous but those are the ergonomic rules and consumer expectations that I'm not about to go against. Now I know it looks like 3 seperate doors, but it's actually 3 seperate tiles in a single door, since each tile is 60 x 60cm and the printer is now 64 x 128cm in floorspace.
 There's no clip on the sensor connector and you're just supposed to squish the cable in. The contacts are on the top of the connector whereas it's on the bottom on the breakout board. I got the cable where contacts on both ends are on the same side, conviniently meaning that the pinout markings on the breakout board match the pinout numbering from the previous log.
There's no clip on the sensor connector and you're just supposed to squish the cable in. The contacts are on the top of the connector whereas it's on the bottom on the breakout board. I got the cable where contacts on both ends are on the same side, conviniently meaning that the pinout markings on the breakout board match the pinout numbering from the previous log.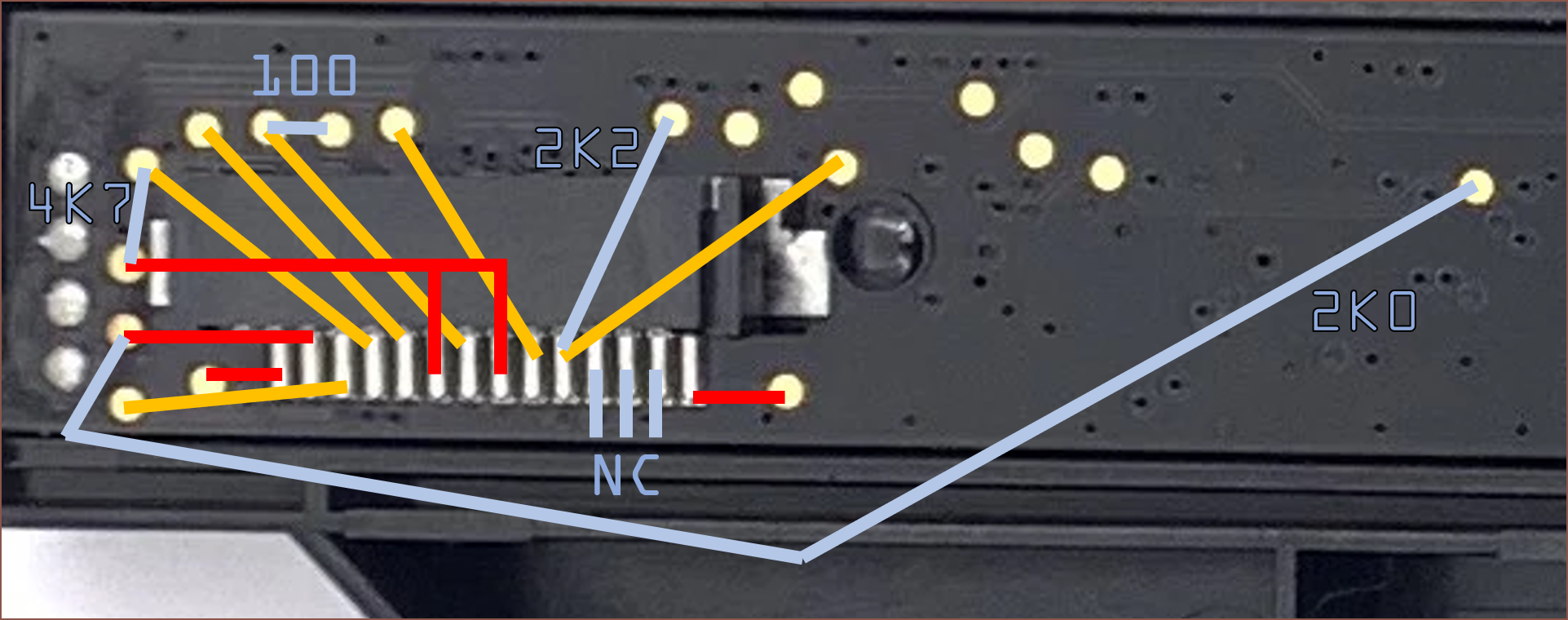
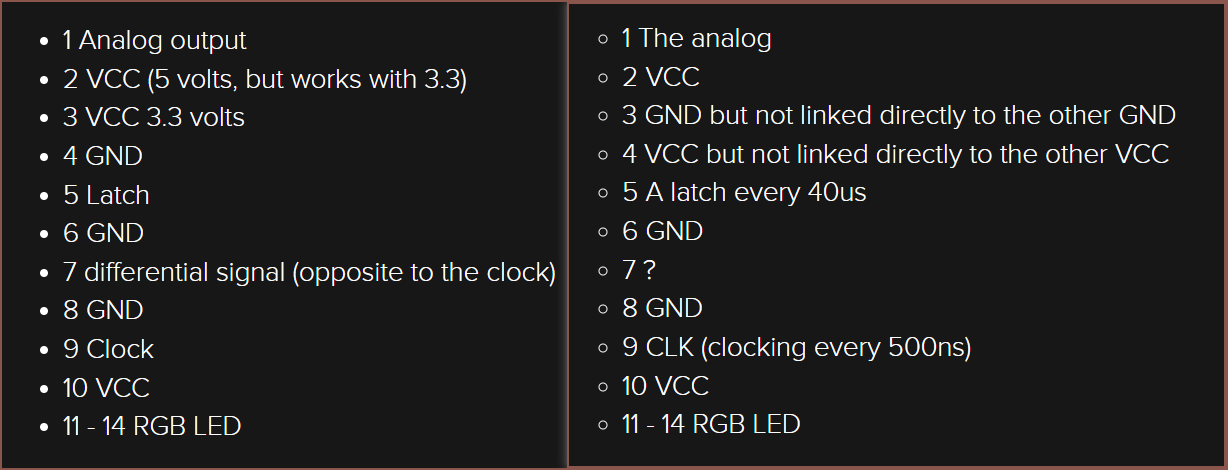 I didn't notice this the first time round, but pin 2 and 10 are apparently connected and I can confirm this. The updated map:
I didn't notice this the first time round, but pin 2 and 10 are apparently connected and I can confirm this. The updated map: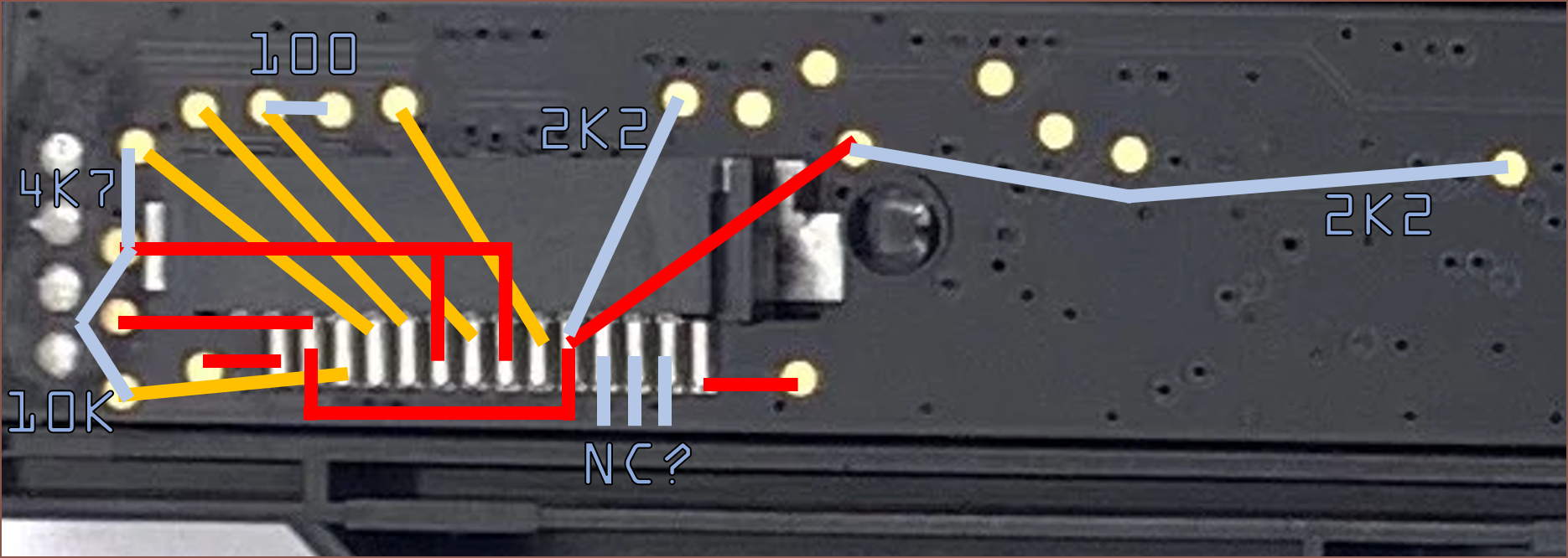 I'm not really sure what's happening with Pin3, so I'm going to assume the left one is the more up-to-date pinout research.
I'm not really sure what's happening with Pin3, so I'm going to assume the left one is the more up-to-date pinout research.
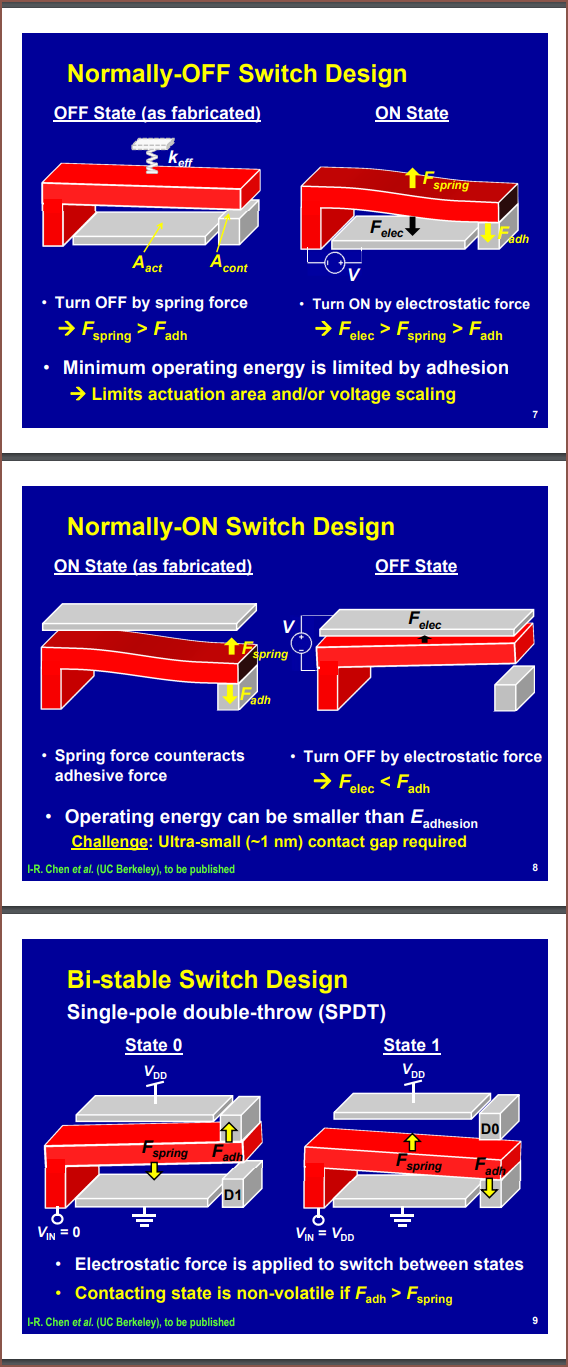 I do wonder what kind of tiny scales would be needed to be able to use electrostatic force though... seems that later in the PPT it's mentioned that the gate is like 42nm or something. At least there was something about there being "no off-state leakage" unlike CMOS.
I do wonder what kind of tiny scales would be needed to be able to use electrostatic force though... seems that later in the PPT it's mentioned that the gate is like 42nm or something. At least there was something about there being "no off-state leakage" unlike CMOS.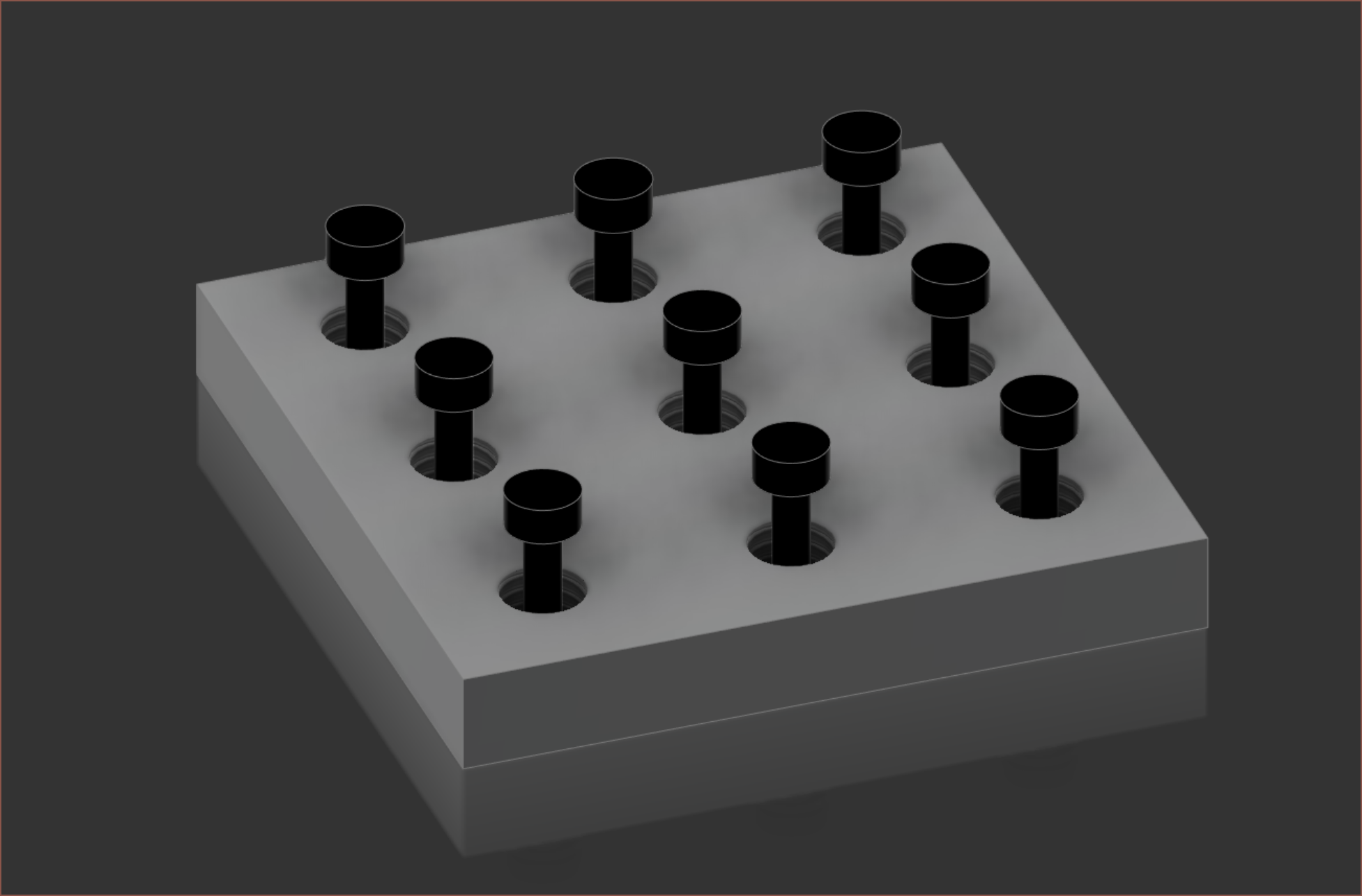 Here are M8 threaded holes spaced 20mm apart in an 8mm plate. There are M3 bolts on the very bottom of the Z axis travel such that when the bed goes all the way down, the bolts stick up through the bed and push off whatever is ontop. I can already see that there's still loads of surface area, so a more extreme 10mm spacing could be used:
Here are M8 threaded holes spaced 20mm apart in an 8mm plate. There are M3 bolts on the very bottom of the Z axis travel such that when the bed goes all the way down, the bolts stick up through the bed and push off whatever is ontop. I can already see that there's still loads of surface area, so a more extreme 10mm spacing could be used: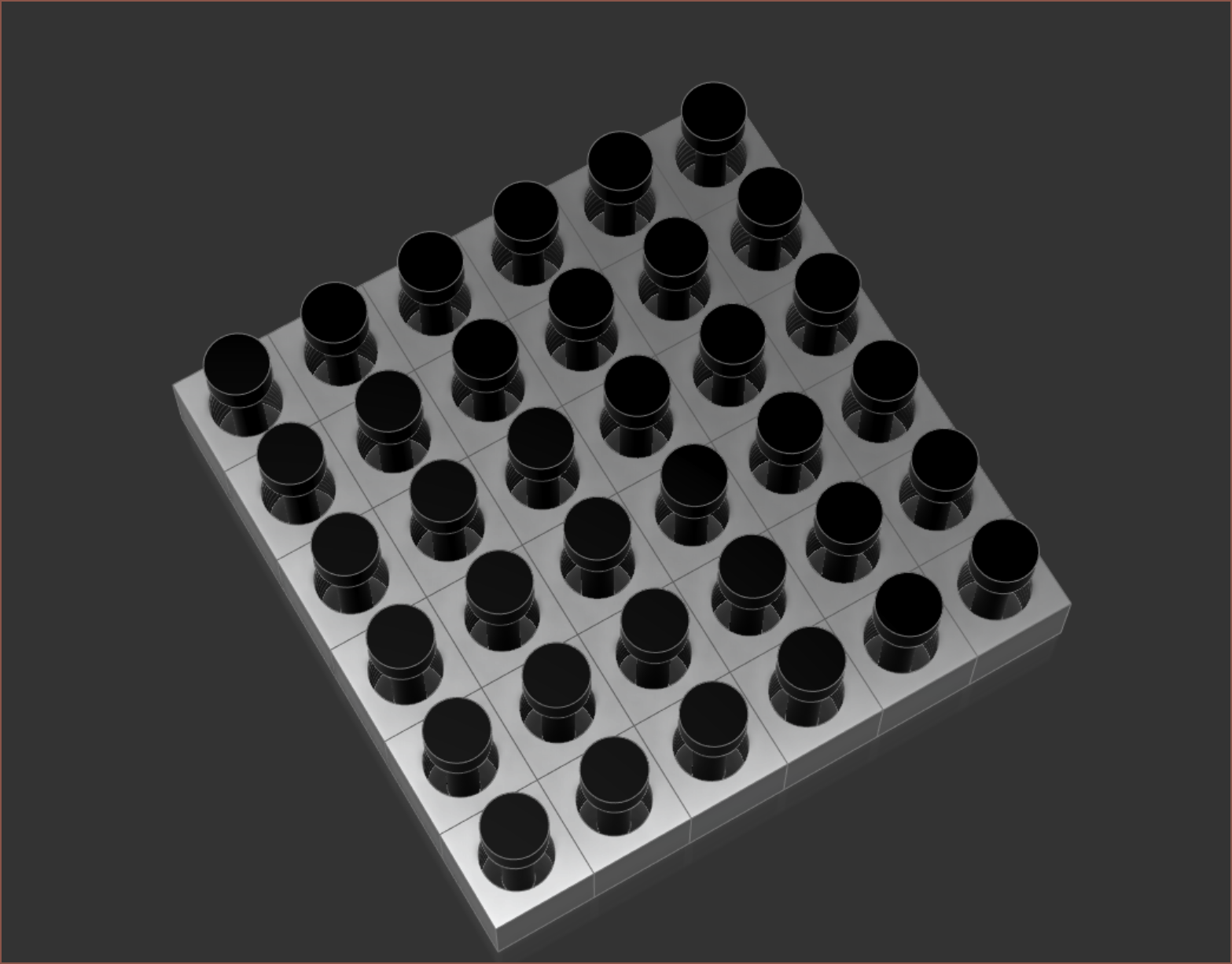 Alternatively, ths could be an excuse to use the hundreds of M8 bolts I bought that were planned for
Alternatively, ths could be an excuse to use the hundreds of M8 bolts I bought that were planned for 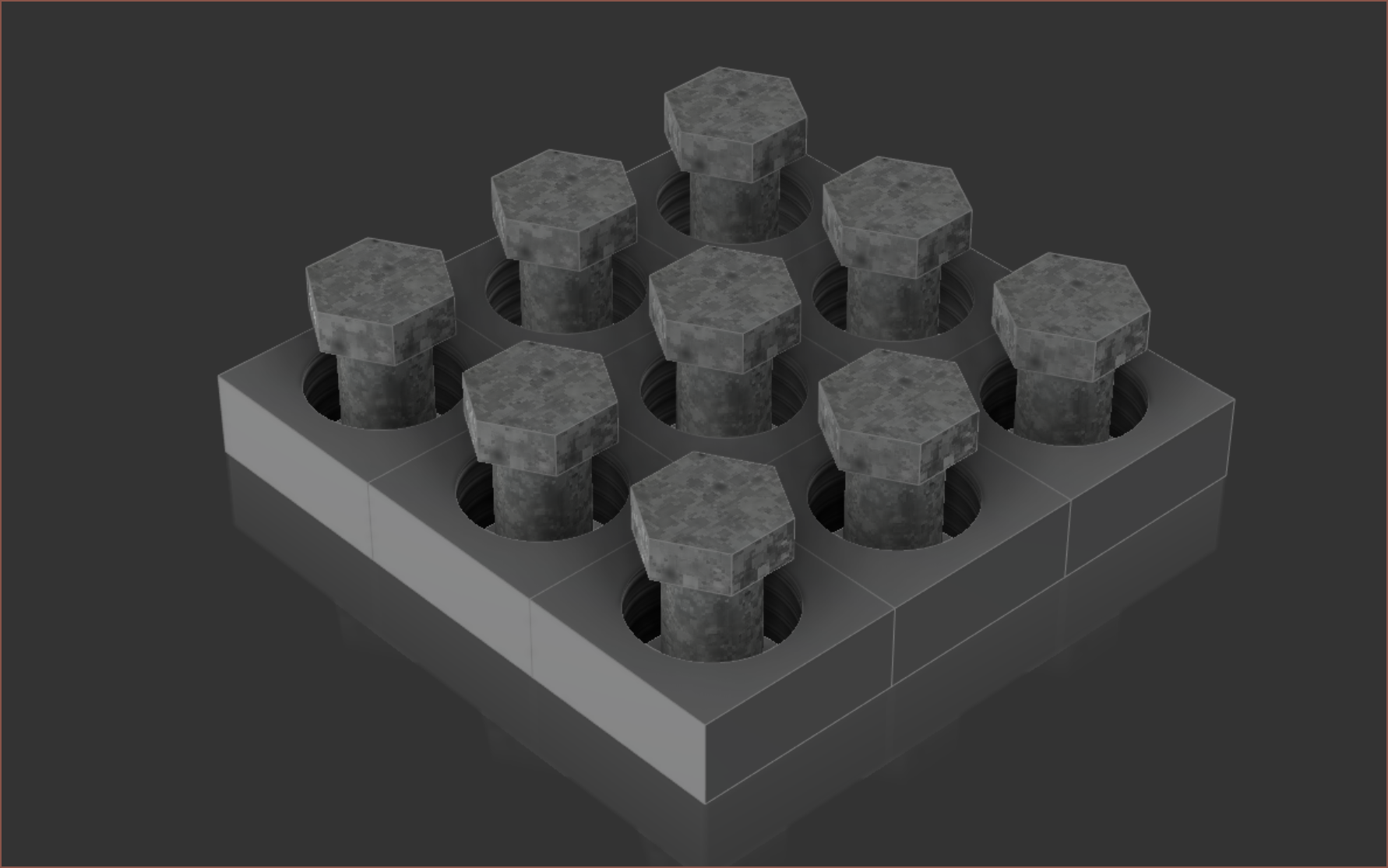 In any case, I'd rather not have to manually drill 528 16mm holes into an expensive...
In any case, I'd rather not have to manually drill 528 16mm holes into an expensive...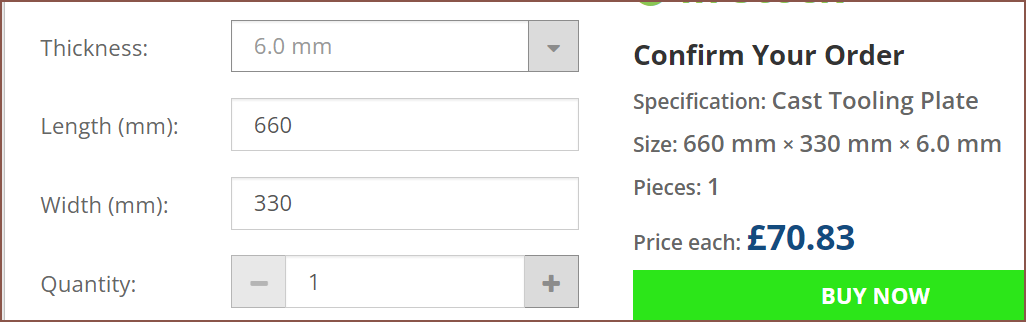 oh right. The bed is larger now than when I last got prices. I probably should resimulate too, now that I think about it.
oh right. The bed is larger now than when I last got prices. I probably should resimulate too, now that I think about it.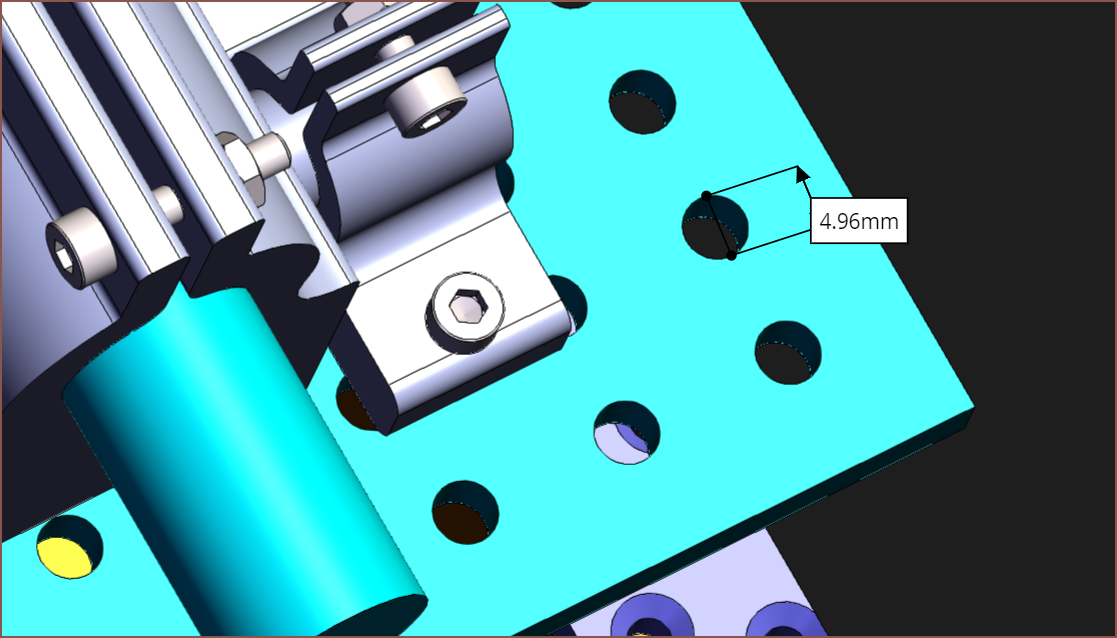 The holes in
The holes in  And is it me or are they getting away with just a perforated sheet of metal?
And is it me or are they getting away with just a perforated sheet of metal?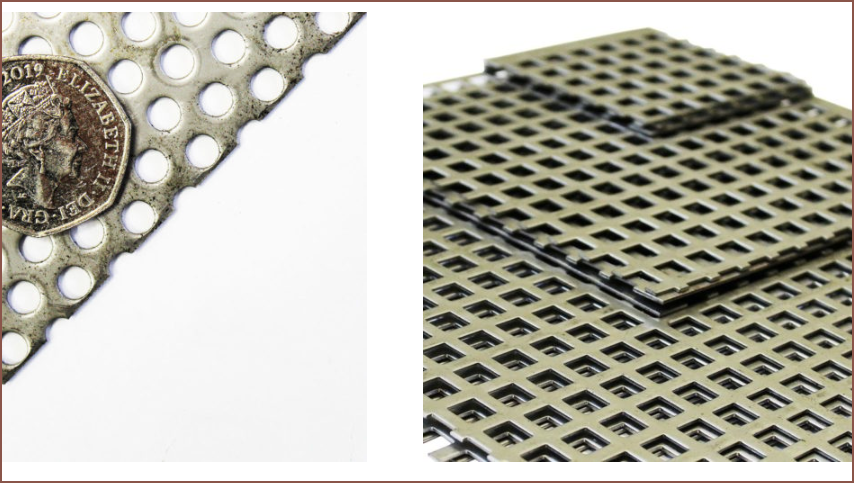 Ooo you can even get it in squares. It's a shame I can't seem to find some spare bed listing or something that indicates what sla beds are made like.
Ooo you can even get it in squares. It's a shame I can't seem to find some spare bed listing or something that indicates what sla beds are made like.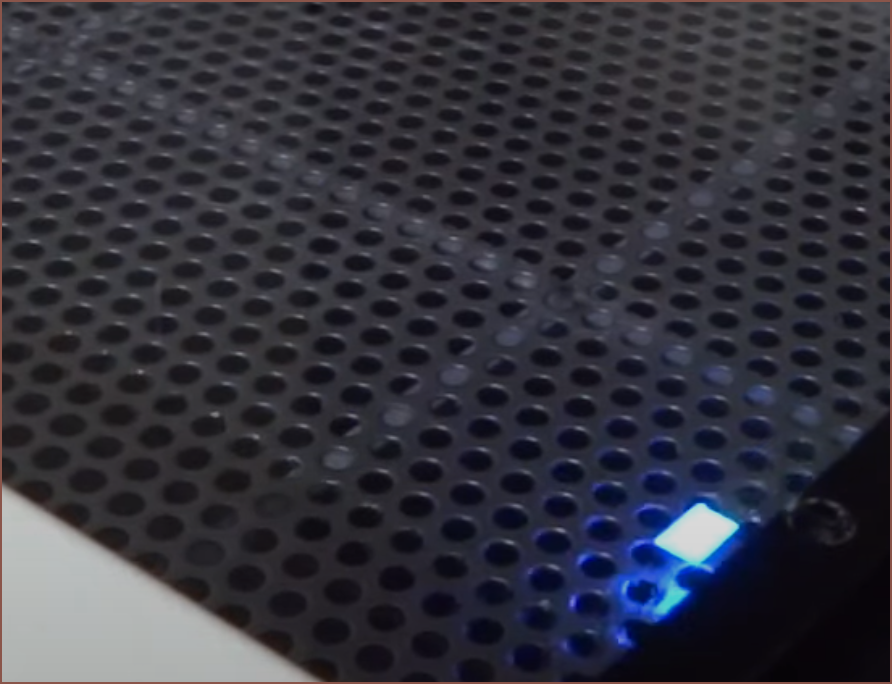 Idunno about you but that looks A LOT like a perforated sheet with some backing grid. And every industrial printer is using it like it's the standard.
Idunno about you but that looks A LOT like a perforated sheet with some backing grid. And every industrial printer is using it like it's the standard.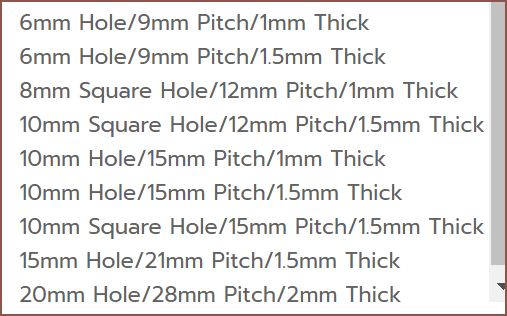 For some, unexplained reason, 10mm and 20mm pitch just get skipped.
For some, unexplained reason, 10mm and 20mm pitch just get skipped.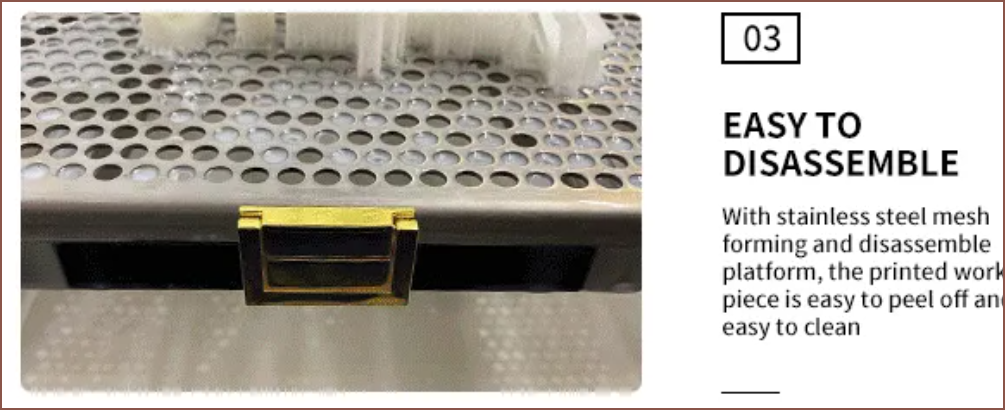 Thanks Alibaba for telling me what this material is. It's 100% + verified + blue checkmark + no ratio stainless steel.
Thanks Alibaba for telling me what this material is. It's 100% + verified + blue checkmark + no ratio stainless steel.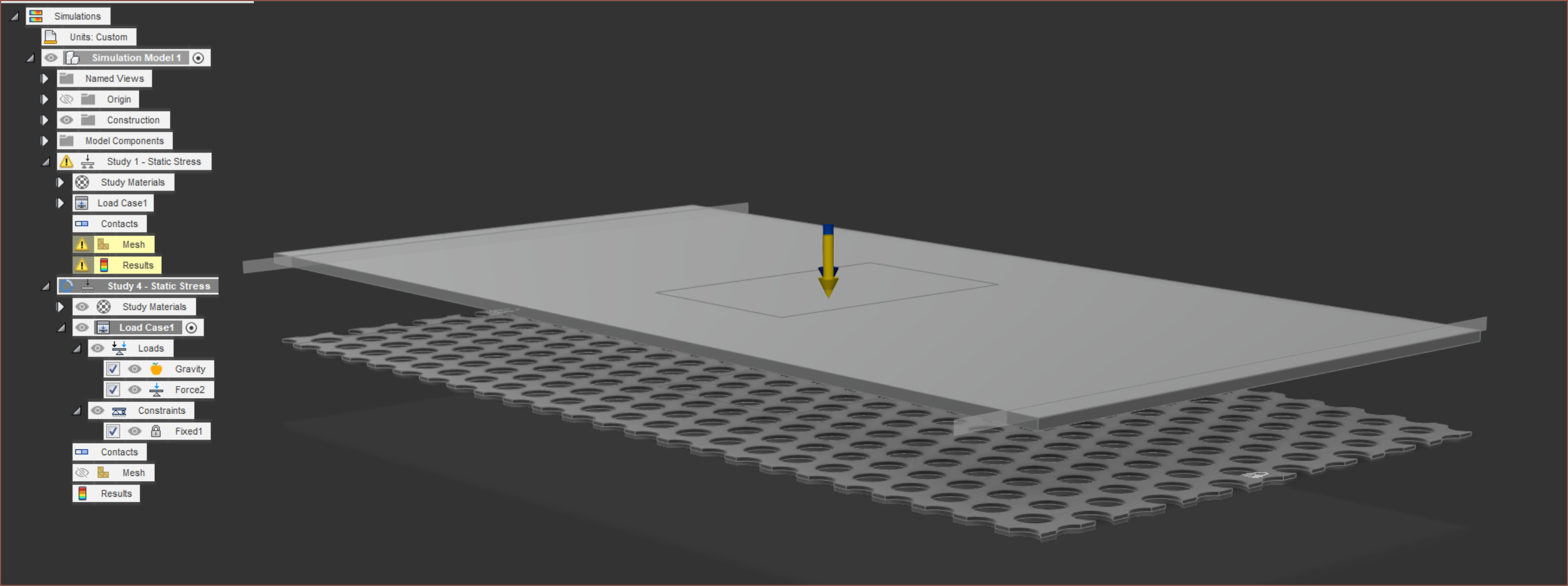
 okay...
okay...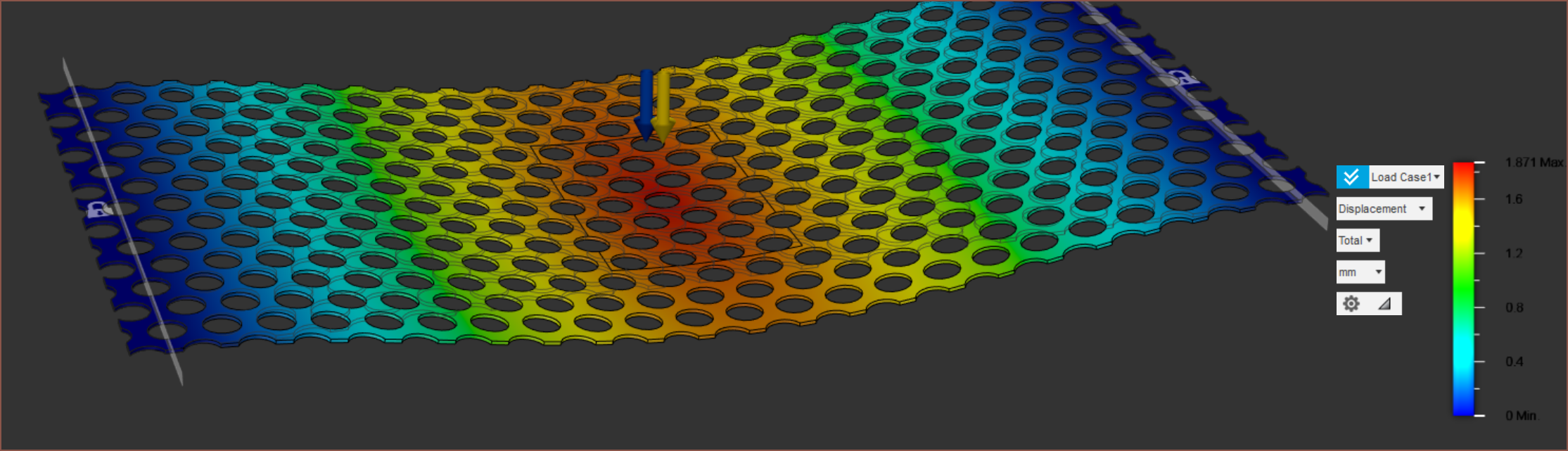 So for a 2kg load, I'm down almost 2mm.
So for a 2kg load, I'm down almost 2mm.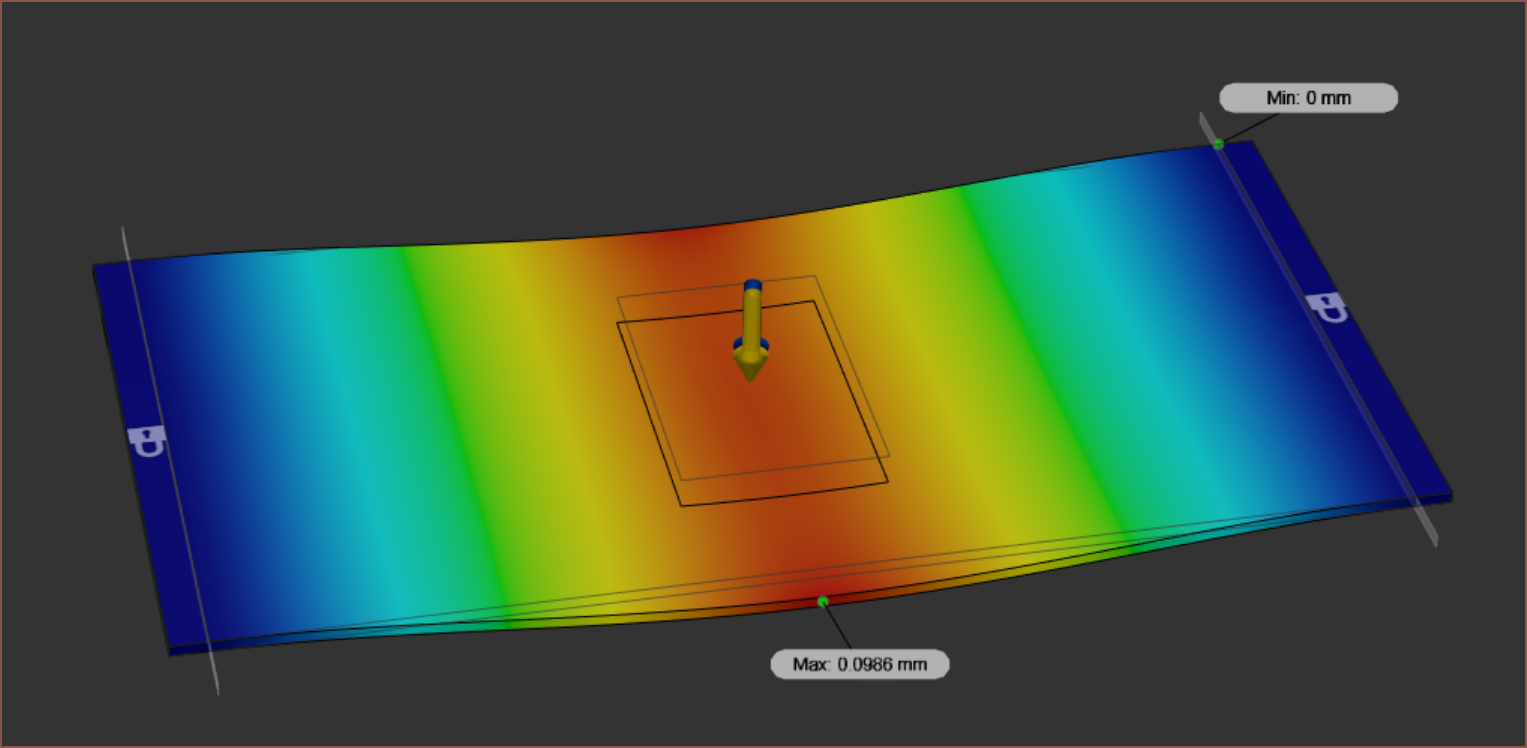 Yeah uh that's a big difference.
Yeah uh that's a big difference.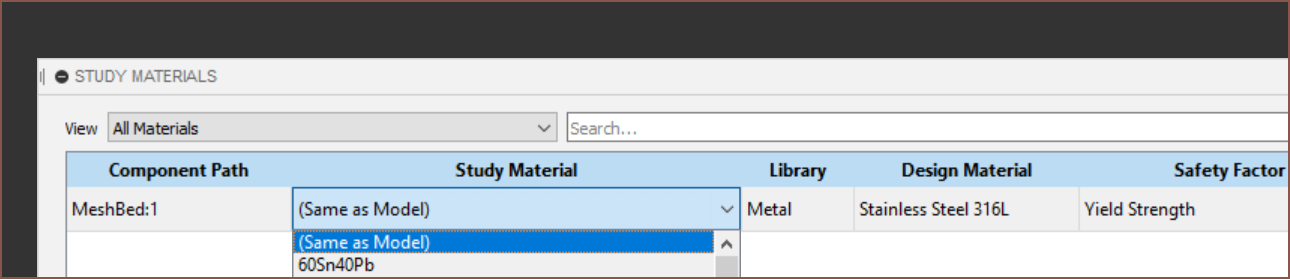 I do wonder if this has anything to do with it.
I do wonder if this has anything to do with it.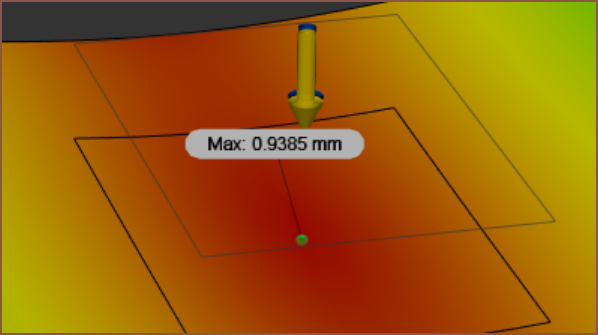 Okay so the holes certainly do something to the stiffness alright. I still feel like it's salvagable by just adding rods underneath like what the industrial printers do.
Okay so the holes certainly do something to the stiffness alright. I still feel like it's salvagable by just adding rods underneath like what the industrial printers do.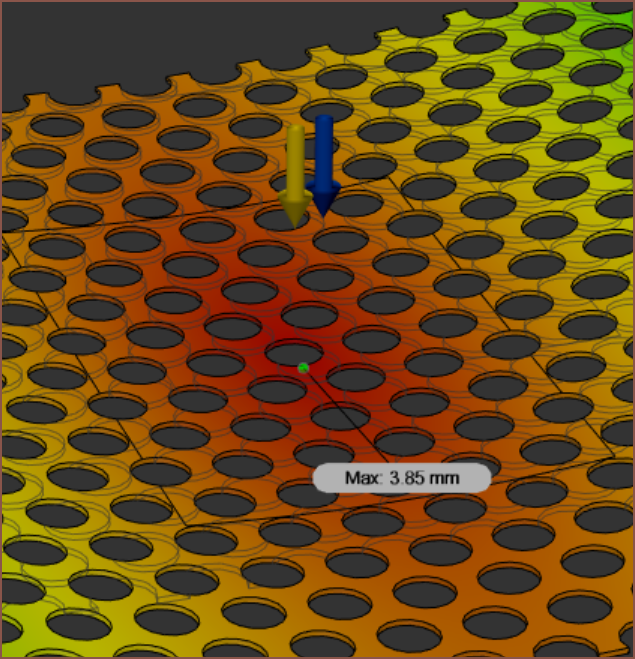
 But I feel like I'm still on the right track here... again, the entire, MASSIVE, industrial, £££££ printer market seems to have confidence in this material. A 2KG load in a 110x164mm area is also kind of unrealistic. It's just what Me In The Past already had set up.
But I feel like I'm still on the right track here... again, the entire, MASSIVE, industrial, £££££ printer market seems to have confidence in this material. A 2KG load in a 110x164mm area is also kind of unrealistic. It's just what Me In The Past already had set up.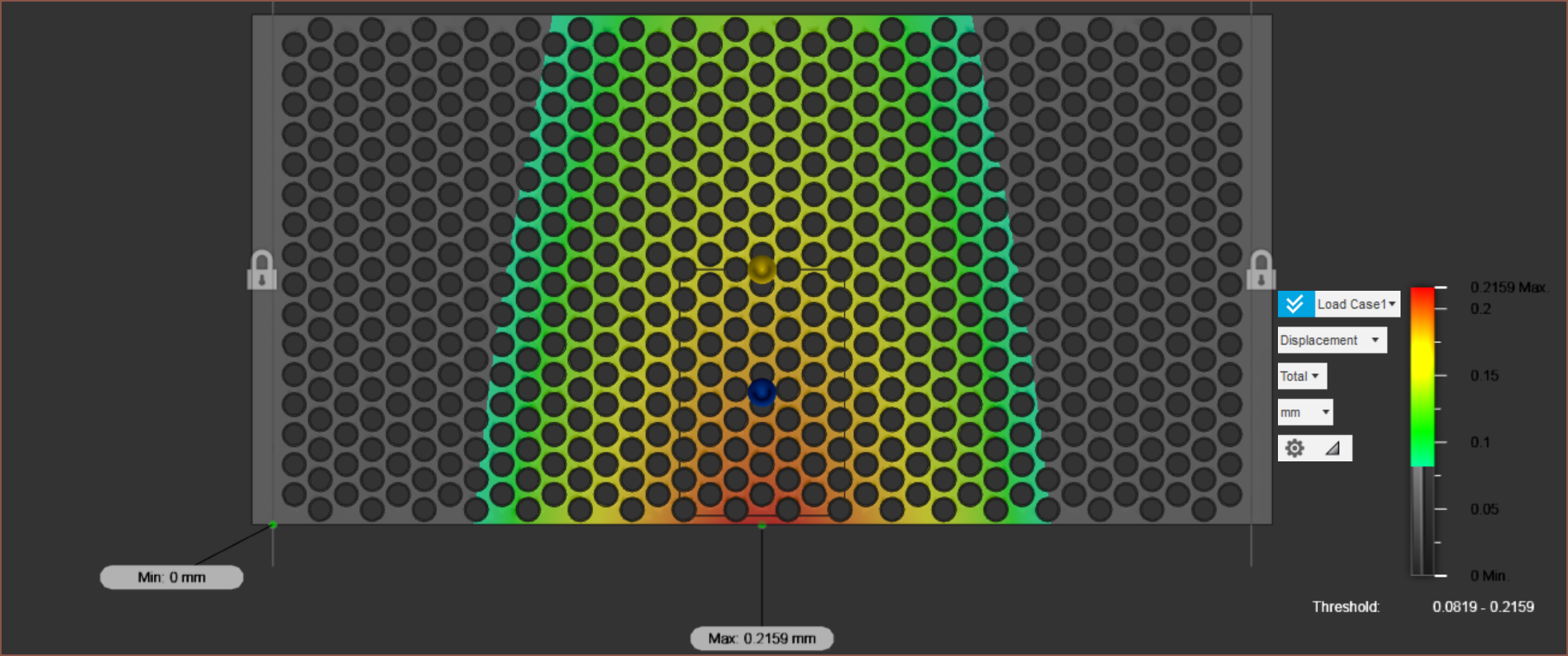 I've done a simulation of a 10N load on one side of a custom tooling plate filled with 610 M16 holes. This is really testing for the possible displacement when the part is pushing against the PET film, but since I have no actual force data, I just thought 10N would be a bit more standardised going forward.
I've done a simulation of a 10N load on one side of a custom tooling plate filled with 610 M16 holes. This is really testing for the possible displacement when the part is pushing against the PET film, but since I have no actual force data, I just thought 10N would be a bit more standardised going forward.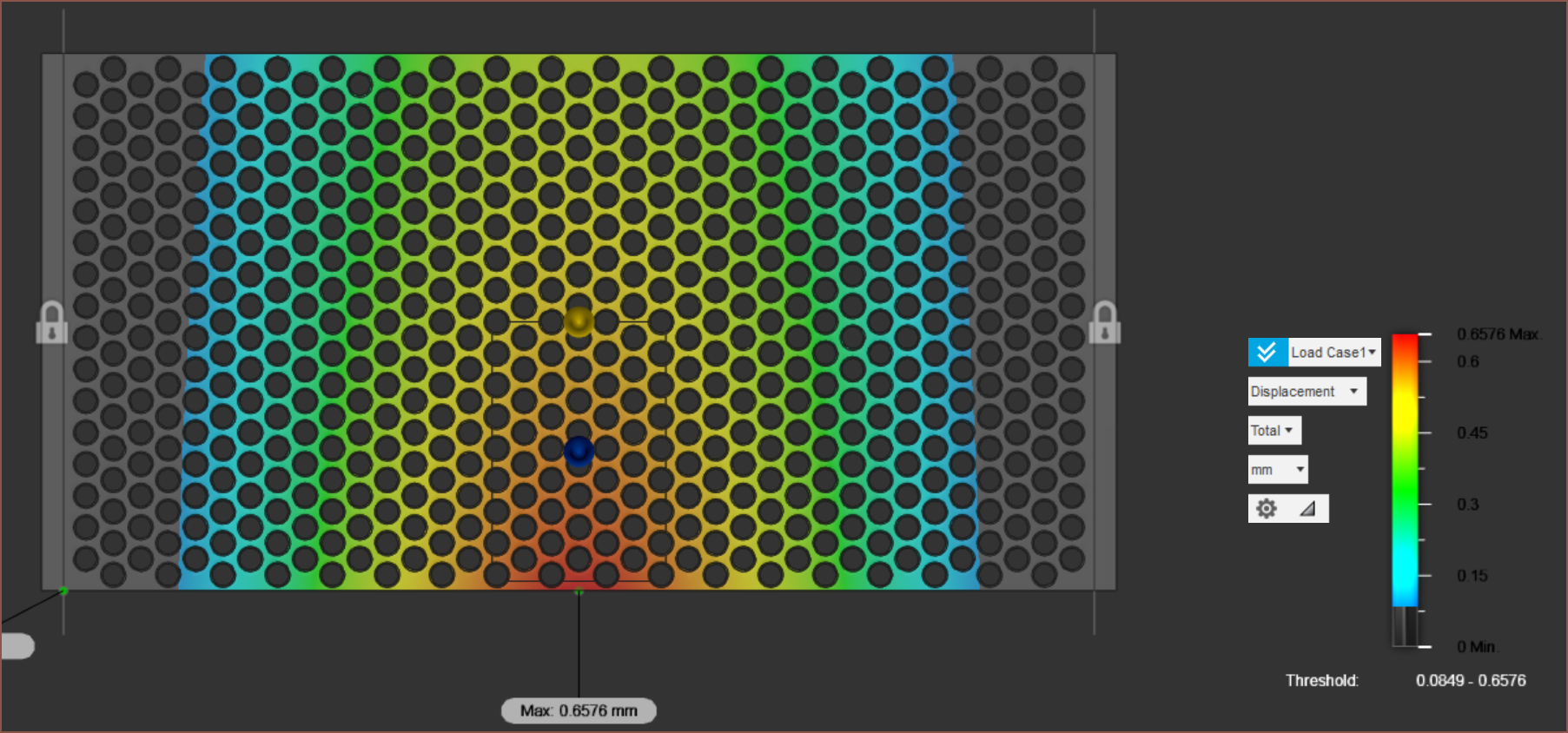 For both I've set the threshold to start from approx 80um, or 1 standard layer height (for this printer).
For both I've set the threshold to start from approx 80um, or 1 standard layer height (for this printer).