-
Project Log 70: DIY Hydrogen Fuel Cell.⁴
08/21/2023 at 11:51 • 4 commentsMonday, 21/08/2023, 08:09.
--------------------------------------------------------
Edit¹:
Well, this is me from the future, if I remember correctly, almost all of this project log is useless.
But hey, I found this video here:
It is about catalytic condensers.
Basically, if you apply a current through certain materials, you will change the amount of electrons on its surface, just like in a capacitor.
This change in electrons makes certains materials act as catalytic materials, just like platinum, palladium and others.
Maybe one could use cheap materials for catalytic condensers for hydrogen fuel cells, the problem is: which ones and how?
The video talks about more or less how these work and its use to produce hydrogen from ammonia, but I don't know how one could make a useful catalytic condenser in a DIY setup.
I'm trying to find more on the subject, but with no success.´
I can only find articles about veeeery specific catalytic condensers, some for acid groups, others for processors (that use platinum for some reason).
I also don't know for the life of me how much energy would these things need to act as catalysts, meaning it will inevitably affect the overall efficiency of the fuel cell.
-----------------------------------------------------------------------------------------------------------------------------------------------
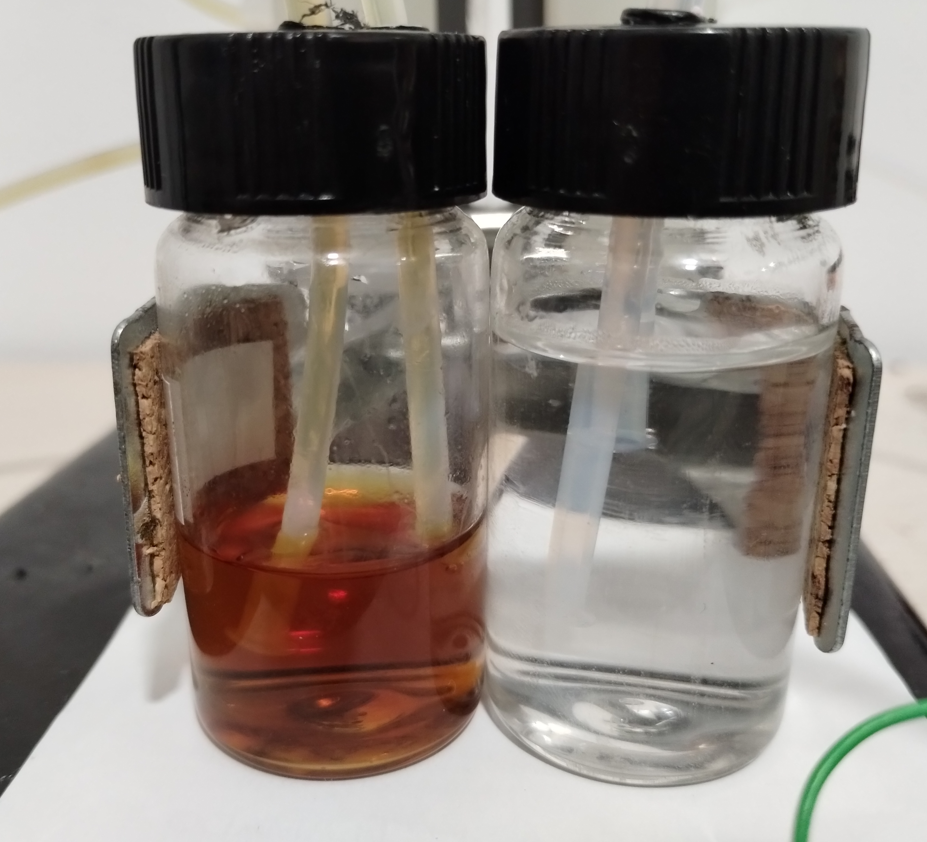
Well, my apologies, but I think I found something interesting. Basically, you can store hydrogen gas in solid Naphthalene.
(I feel like someone told me about this before and I stupidly ignored them, but I don't quite remember)
As you may remember, I kinda gave up on the idea of using hydrogen as a fuel because hydrogen is pretty difficult to store, you either need carbon fiber 700 bar (70 MPa) pressure hydrogen gas tanks (which are expensive) or metal hydrides (which are triple expensive), but I think I found something interesting.
ChatGPT is kinda annoying to work with, because you really need to make the right questions in the right order to get the information that you need.
And it never cared to explain that there are other ways of storing hydrogen on solid compounds besides metal hydrides.
Let's also remember that ChatGPT can be strongly incorrect about a subject.
Although it told me a lot, every time I try to get a useful information, it keeps saying that his knowledge was cut in 2021 and tells me to update to the premium version.
Basically telling me to screw off unless I have money.
For example, it first told me that you could store 66kg of hydrogen gas in 1kg of naphthalene, then I asked if he was correct and then changed to 6% of hydrogen per kg of Naphthalene.
You could also store it on activated carbon and/or titanium powder, but it would be around 1 to 2% per kg.
"Yes, there are liquids that can dissolve and store hydrogen gas. One example is organic liquids that are highly hydrogenated and have a high solubility for hydrogen gas. These liquids are often referred to as "liquid organic hydrogen carriers" (LOHCs). LOHCs are typically organic compounds that can reversibly bind and release hydrogen gas through chemical reactions.
Here's how the process generally works:
- Absorption: The LOHC molecule reacts with hydrogen gas to form a hydrogenated version of the molecule.
- Storage: The hydrogenated LOHC is stable and can be stored at room temperature and atmospheric pressure.
- Desorption: When needed, the hydrogen gas can be released from the hydrogenated LOHC by reversing the reaction, which typically requires adding energy (e.g., heat).
The advantage of using LOHCs is that they offer a way to store and transport hydrogen gas without the need for high-pressure tanks, which are often required for storing gaseous hydrogen. This can enhance the safety and practicality of hydrogen storage and transportation.
Another example is using certain ionic liquids, which are salts that are liquid at relatively low temperatures, as solvents for hydrogen gas. These ionic liquids can interact with hydrogen molecules and store them within their structure. However, research in this area is still ongoing, and there are challenges to be addressed, including finding suitable ionic liquids that exhibit high hydrogen solubility and stability.
It's worth noting that while hydrogen gas can be dissolved in these liquids, the storage capacity may be limited compared to other storage methods like metal hydrides or compressed gas storage. The field of hydrogen storage is an active area of research, and scientists are exploring various materials and methods to make hydrogen storage more efficient, safe, and practical."
"Certainly, here's a list of some common Liquid Organic Hydrogen Carriers (LOHCs) that have been researched for hydrogen storage:
- Dibenzyltoluene (H12-DBT): This is one of the earliest and most well-known LOHCs. It can react with hydrogen to form hydrogenated dibenzyltoluene, and the hydrogen can be released by applying heat.
- Methylcyclohexane (MCH): Methylcyclohexane can undergo reversible hydrogenation to form methylcyclohexane with hydrogen. The process is facilitated by catalysts, and the hydrogen can be released by dehydrogenation.
- Tetrahydroquinoline (THQ): THQ can react with hydrogen to form hydrogenated tetrahydroquinoline, and the hydrogen can be released thermally or by using catalysts.
- N-Ethylcarbazole (NEC): NEC can form hydrogenated N-ethylcarbazole upon hydrogenation. It is also studied as a potential LOHC.
- Perhydrocarbazole (PHC): This LOHC can be hydrogenated to form perhydrogenated carbazole. PHC is under investigation as a hydrogen storage medium.
- Dibenzylmethane (DBM): Dibenzylmethane can react with hydrogen to form a hydrogenated version, and the hydrogen can be released under appropriate conditions.
- Decalin: Decalin, a bicyclic hydrocarbon, can be hydrogenated to form hydrogenated decalin. It has been explored as a potential LOHC for hydrogen storage.
- Indoline: Indoline can react with hydrogen to form hydrogenated indoline, and the hydrogen release can be triggered through different methods, such as using catalysts.
- Cyclohexylbenzene: Cyclohexylbenzene can be hydrogenated to form cyclohexylcyclohexane. It is being investigated for its potential as a LOHC.
- Naphthalene: Naphthalene is another molecule that can reversibly react with hydrogen to form hydrogenated naphthalene, releasing hydrogen through thermal or catalytic processes."
"Creating liquid organic hydrogen carriers (LOHCs) in a DIY way can be complex and potentially hazardous due to the handling of flammable materials and the need for specialized equipment. LOHCs are typically synthesized using various chemical reactions that require careful consideration of safety measures and appropriate facilities. However, I can provide you with a simplified overview of the types of LOHCs and their components. Please note that attempting to create these substances without proper expertise and equipment can be dangerous.
- Toluene-Toluene Dihydrogen Carrier:
- Components: Toluene, hydrogen gas, catalysts (e.g., noble metals like ruthenium or iridium).
- Reaction: Hydrogenation of toluene to produce methylcyclohexane under hydrogen gas pressure. Releasing hydrogen involves the dehydrogenation process.
- Naphthalene-Decalin Hydrogen Carrier:
- Components: Naphthalene, hydrogen gas, catalysts.
- Reaction: Hydrogenation of naphthalene to produce partially hydrogenated naphthalene (decalin) as the hydrogen carrier. Releasing hydrogen involves the dehydrogenation process.
It's important to note that while LOHCs offer advantages in terms of hydrogen storage and transport, their hydrogen storage capacities are generally lower compared to other hydrogen storage methods like compressed hydrogen gas or liquid hydrogen. However, LOHCs are advantageous because they allow for safer storage and transport of hydrogen under ambient conditions, avoiding the need for extreme pressures or low temperatures.
Keep in mind that the exact hydrogen capacity can vary based on factors such as the LOHC formulation, temperature, pressure, and the specific catalysts used in the hydrogenation and dehydrogenation processes."
"The amount of hydrogen that a liquid organic hydrogen carrier (LOHC) can carry is typically expressed as the weight percentage of hydrogen per kilogram (wt% H2/kg) of the carrier substance. The exact capacity depends on the specific LOHC and its chemical structure. For reference, here are the approximate hydrogen storage capacities for toluene and a common toluene-based LOHC, methylcyclohexane:
- Toluene (C7H8):
- Hydrogen Capacity: Toluene itself does not have a high hydrogen storage capacity. It is not considered a practical hydrogen carrier due to its low hydrogen solubility and capacity. The hydrogen storage capacity of pure toluene is negligible.
- Toluene-Dihydrogen Carrier (Methylcyclohexane):
- Hydrogen Capacity: Methylcyclohexane (C7H14) is a hydrogenated form of toluene and is commonly used as a LOHC.
- Hydrogen Capacity: Approximately 6-7 wt% H2/kg.
- Note: This means that around 60 to 70 grams of hydrogen can be stored in one kilogram of methylcyclohexane.
- The hydrogen storage capacity of a Naphthalene-Decalin hydrogen carrier, also known as a Napthalene-Decalin LOHC, is typically in the range of 5-6 wt% (weight percentage) hydrogen per kilogram of the carrier substance. This means that around 50 to 60 grams of hydrogen can be stored in one kilogram of the Naphthalene-Decalin LOHC.
Keep in mind that the exact hydrogen storage capacity can vary based on factors such as the specific formulation of the LOHC, temperature, pressure, and the specific catalysts used in the hydrogenation and dehydrogenation processes. Hydrogen storage in LOHCs offers advantages in terms of safety and ease of transport, even though their hydrogen storage capacities are lower compared to other methods like compressed hydrogen gas or liquid hydrogen."
"To calculate the power in watts that can be generated from the combustion of 6 kg of hydrogen at room temperature and pressure (assuming standard conditions), you need to consider the energy content of hydrogen and the rate at which it is consumed. Hydrogen has an energy content of approximately 141.9 megajoules (MJ) per kilogram.
So, for 6 kg of hydrogen:
Energy (Joules) = Mass (kg) × Energy Content (MJ/kg) Energy = 6 kg × 141.9 MJ/kg = 851.4 MJ
To convert megajoules (MJ) to watts (W), you need to consider the time over which this energy is being released. Watts are calculated as joules per second (1 watt = 1 joule/second).
If you want to know the power generated over a certain period of time (e.g., one hour), you can calculate it as follows:
Power (Watts) = Energy (Joules) / Time (seconds)
Let's assume you want to know the power generated over the course of one hour (3600 seconds):
Power (Watts) = 851.4 MJ × 10^6 J/MJ / 3600 s = 236,500 watts
So, 6 kg of hydrogen at room temperature and pressure could potentially generate approximately 236,500 watts of power for one hour if all the hydrogen were to be combusted completely. Please note that in practice, the actual power output may vary depending on the efficiency of the combustion process and any energy losses."
This means that in 100kg of Naphthalene there is space to more or less 200,000 watts of power.
Of course, it is not as light as Ethanol or gasoline, but it still is more or less 2000 watt hour per kilogram.
Obviously, you need to take into consideration the efficiency of release and adsorbption, the efficiency of the fuel cell and so on. Which would diminish the efficiency way bellow that.
The problem is that I couldn't find many DIY videos about how to do it, and you may need to remember that no energy conversion method is 100% efficient, a DIY hydrogen fuel cell may be in the 40% or bellow that while commercial ones are around 60%
"Hydrogen storage in naphthalene involves a chemical reaction in which hydrogen gas is absorbed by the naphthalene molecule, resulting in the formation of a hydrogenated compound. This process is typically reversible, allowing for the release of hydrogen gas when needed. The mechanism by which hydrogen is stored in naphthalene is through a reversible hydrogenation-dehydrogenation reaction.
Here's a simplified overview of how hydrogen is stored in naphthalene:
- Hydrogenation: During hydrogenation, naphthalene (C10H8) reacts with hydrogen gas (H2) in the presence of a suitable catalyst under controlled conditions. The hydrogen molecules break apart, and the resulting hydrogen atoms bond with the carbon atoms in the naphthalene molecule. This leads to the formation of a hydrogenated naphthalene compound.
Naphthalene + Hydrogen → Hydrogenated Naphthalene
This hydrogenation process allows naphthalene to act as a storage medium for hydrogen. The hydrogenated naphthalene compound is more stable and can store hydrogen in a chemically bound form.
- Dehydrogenation: When hydrogen is needed, the hydrogenated naphthalene compound undergoes a dehydrogenation process. This involves breaking the chemical bonds between the hydrogen atoms and the carbon atoms in the naphthalene molecule. The released hydrogen atoms then recombine to form hydrogen gas.
Hydrogenated Naphthalene → Naphthalene + Hydrogen
The reversibility of this reaction allows for a cycle of hydrogen storage and release. The process involves controlling temperature, pressure, and the use of catalysts to facilitate both hydrogenation and dehydrogenation reactions. By managing these factors, scientists aim to optimize the efficiency of the storage and release processes.
It's important to note that while naphthalene-based hydrogen storage has been explored in research settings, there are practical challenges to be addressed. These challenges include achieving high storage capacity, rapid reaction kinetics, and efficient release of hydrogen gas while maintaining the stability and recyclability of the storage medium. Researchers continue to work on improving the performance of naphthalene and similar compounds as hydrogen storage materials."
"Hydrogenation and dehydrogenation reactions in hydrogen storage materials like naphthalene are typically facilitated by the use of catalysts and controlled reaction conditions. Catalysts are substances that accelerate chemical reactions without being consumed themselves. The process involves carefully controlling temperature, pressure, and the presence of the catalyst to promote the desired reactions.
Here's a general overview of how hydrogenation and dehydrogenation are carried out for hydrogen storage in naphthalene:
Hydrogenation:
- Catalyst: A suitable catalyst is chosen to promote the hydrogenation reaction. The catalyst helps break the strong bonds between hydrogen molecules (H2) and naphthalene (C10H8) and allows hydrogen atoms to bond with the carbon atoms in the naphthalene molecule.
- Reaction Conditions: The hydrogenation reaction is typically performed at elevated temperatures and pressures. The specific conditions may vary based on the chosen catalyst and the desired reaction rate. Common temperatures can range from around 100 to 300°C, and pressures can vary from moderate to high.
- Hydrogen Supply: Hydrogen gas is introduced into the system at the desired pressure. The hydrogen gas will react with naphthalene in the presence of the catalyst, leading to the formation of hydrogenated naphthalene.
Dehydrogenation:
- Catalyst: A different catalyst might be used for the dehydrogenation reaction, as the conditions required for hydrogenation and dehydrogenation might not be exactly the same. The dehydrogenation catalyst promotes the breaking of the carbon-hydrogen bonds in the hydrogenated naphthalene compound.
- Reaction Conditions: Dehydrogenation is typically carried out at higher temperatures than hydrogenation. The temperature range can vary but often falls between 250 to 400°C. The pressure may also be adjusted based on the catalyst and desired reaction rate.
- Heating: The hydrogenated naphthalene is heated to the appropriate temperature. This heat energy provides the activation energy needed to break the carbon-hydrogen bonds and release hydrogen gas.
In both cases, the key is to carefully manage the reaction conditions to achieve the desired reaction rates and maximize the efficiency of the storage and release processes. Catalysts play a crucial role in enabling the reactions to occur at manageable temperatures and pressures, making the process more practical for real-world applications.
It's important to note that the specific catalysts, conditions, and mechanisms used can vary based on ongoing research and development efforts in the field of hydrogen storage. Scientists continually work to discover new and improved catalysts and methods to enhance the efficiency and feasibility of hydrogen storage technologies."
"The choice of catalysts for the hydrogenation and dehydrogenation of hydrogen storage materials like naphthalene depends on several factors, including reaction kinetics, stability, selectivity, and compatibility with the specific compounds involved. Over the years, various catalysts have been explored for these processes, and ongoing research aims to identify catalysts that offer better performance and efficiency.
For hydrogenation and dehydrogenation reactions involving naphthalene, different catalysts can be used:
Hydrogenation Catalysts:
- Transition Metal Catalysts: Catalysts based on transition metals, such as palladium (Pd), platinum (Pt), and nickel (Ni), are commonly used for hydrogenation reactions. These metals can facilitate the dissociation of hydrogen molecules and promote the addition of hydrogen to the carbon-carbon double bonds in naphthalene.
- Supported Catalysts: Catalysts can be supported on various materials to enhance their stability and dispersion. For example, palladium on carbon (Pd/C) or platinum on alumina (Pt/Al2O3) are frequently used hydrogenation catalysts.
- Ruthenium Catalysts: Ruthenium (Ru) catalysts have also been studied for hydrogenation reactions due to their high activity and selectivity.
Dehydrogenation Catalysts:
- Metal Oxides: Metal oxides like chromium oxide (Cr2O3), iron oxide (Fe2O3), and manganese oxide (MnO2) are often used as dehydrogenation catalysts. These catalysts can help break the carbon-hydrogen bonds in hydrogenated compounds during the dehydrogenation process.
- Supported Catalysts: Similar to hydrogenation, supported catalysts can also be used for dehydrogenation. For example, supported metal catalysts like Pt/C or Pd/C can facilitate the release of hydrogen from hydrogenated naphthalene.
- Complex Metal Hydrides: Certain complex metal hydrides can act as both hydrogenation and dehydrogenation catalysts. These materials can reversibly release and uptake hydrogen and are of interest for hydrogen storage applications.
It's important to note that the selection of catalysts and their optimization can greatly impact the efficiency and effectiveness of the hydrogenation and dehydrogenation processes. The goal is to find catalysts that allow for fast and controllable reactions while minimizing side reactions and energy losses. Researchers continue to explore new catalysts and catalyst systems to improve the performance of hydrogen storage materials for practical applications."
"Enhancing the performance of liquid organic hydrogen carriers (LOHCs) like Toluene-Dihydrogen Carrier and Naphthalene-Decalin Hydrogen Carrier can involve the use of various additives. These additives can improve aspects such as hydrogen storage capacity, reaction kinetics, stability, and safety. Here's a list of potential enhancers, along with examples of each type:
Catalysts: Catalysts accelerate chemical reactions and can enhance the efficiency of hydrogenation and dehydrogenation processes.
- Noble metal catalysts: Ruthenium (Ru), Rhodium (Rh), Iridium (Ir).
- Transition metal catalysts: Nickel (Ni), Cobalt (Co).
Co-solvents: Co-solvents can modify the solvent properties of the LOHC, affecting solubility and reaction kinetics.
- Toluene-based LOHC: Adding small amounts of specific solvents like cyclohexane or heptane.
- Naphthalene-based LOHC: Mixing with other aliphatic hydrocarbons.
Chemical Modifiers: Modifiers can alter the chemical structure of the LOHC to improve hydrogenation and dehydrogenation properties.
- Adding alkyl or alkenyl substituents to the aromatic ring of the LOHC molecules.
Stabilizers: Stabilizers prevent unwanted side reactions or decomposition of the LOHC.
- Hindered phenols: Antioxidants like butylated hydroxytoluene (BHT).
- Radical scavengers: Hindered amine light stabilizers (HALS).
Hydrogenation Promoters: These substances enhance the rate or efficiency of hydrogenation reactions.
- Metal hydrides: Sodium borohydride (NaBH4), lithium aluminum hydride (LiAlH4).
- Molecular hydrogenation catalysts: Wilkinson's catalyst (RhCl(PPh3)3).
Dehydrogenation Promoters: Additives that facilitate the dehydrogenation process.
- Metal oxide promoters: Magnesium oxide (MgO), zinc oxide (ZnO).
Thermal Enhancers: Substances that improve heat transfer or thermal stability.
- Thermal conductivity enhancers: Graphene, carbon nanotubes.
- Heat-resistant materials: Silicon carbide (SiC) nanoparticles.
Surfactants and Emulsifiers: These can help disperse or stabilize immiscible components.
- Surfactants: Sodium dodecyl sulfate (SDS), cetyltrimethylammonium bromide (CTAB).
- Emulsifiers: Polyethylene glycol (PEG).
It's important to note that the selection and use of these enhancers require careful consideration of their effects, compatibility with the LOHC, potential for side reactions, and safety. Working with these additives might involve complex chemical processes and may require expertise in the field of organic chemistry. If you're interested in enhancing LOHCs, consulting experts and conducting thorough research is recommended."
This video talks about a supposedly hydrogen breakthrough that allows the use of hydrogen storage on borous nitride powder.
Basically, you "just" put the boron nitride in a tumbling chamber and let it roll for days or weeks, which will build defects on the boron nitride that allows for hydrogen storage.
You could mix both in a single storage, perhaps.
Also, it just came to me that you would could simply make a self-contained hydrogen fuel cell using this naphthalene, just like a battery.
Basically, carrying your own hydrogen and your own oxygen, react both to generate electricity, then when recharging, you would take the water that was made and make an electrolysis reaction, separating the oxygen from hydrogen and containing both gases in their structural storage.
A reversible hydrogen fuel cell, basically.
In an hydroge-oxygen reaction you would need a ratio of 2:1 to oxygen gas, so 1.5kg for the 3kg of hydrogen in naphtalene/titanium/tuolene/boron nitride.
Then you would need a oxide to store the oxygen gas, in this case, pure iron powder.
And you would need a 4:3 ratio of iron to oxygen, so you would need around 3kg to 6kg of pure iron in order to store the oxygen gas in solid form.
Then, once the hydride structure is fully saturated with hydrogen and the oxide structure is fully saturated with oxygen gas, you can start the release of both gases that go into the fuel cell in order to generate electricity.
So, 100kg of naphthalene (without the catalysts) + 3kg of hydrogen + 1.5kg of oxygen + 6kg iron powder (without the catalysts) = 110.5kg in total.
And since the 3kg of hydrogen would have more or less 360 megajoules of energy, or 100,000 Watt-hour, this battery would have around 905 watt-hour per kg.
Of course, not counting the inneficiency of the fuel cell, which in a DIY setup would be around 40%.
Plus, if you count the weight of the catalyst, the weight of the fuel cell itself and the weight of the enclosure (because 3kg of hydrogen gas inside a container is no joke), you would get less than 300 wh/kg of energy density. Which is comparable to lithium-ion batteries (250 wh/kg).
... Which is kinda disappointing... Compared to hydrocarbons/fossil fuels.
But it also shows how hard it is to actually achieve high energy density.
If you can find a material that can absorb twice the amount of hydrogen gas (6% per weight), then you would have 1400 wh/kg of energy density.
But like I said: with the inneficiencies, less than half of that, around 600 to 500 wh/kg.
"Certainly, here are some examples of materials from the categories I mentioned, along with their potential hydrogen adsorption capacities (as of my last update in September 2021). Please note that the numbers provided are approximate and may have changed due to ongoing research and advancements.- Metal-Organic Frameworks (MOFs):
- MOF-177: ~6.0 wt% hydrogen adsorption.
- IRMOF-20: ~5.5 wt% hydrogen adsorption.
- Porous Organic Polymers (POPs):
- COP-150: ~5.6 wt% hydrogen adsorption.
- PAF-1: ~6.0 wt% hydrogen adsorption.
- Hydrides:
- MgH2 (Magnesium Hydride): ~7.6 wt% hydrogen adsorption.
- LiAlH4 (Lithium Aluminum Hydride): ~10.5 wt% hydrogen adsorption.
- Nanoporous Materials:
- MCM-41 (Mesoporous Silica): ~2.5 wt% hydrogen adsorption.
- SBA-15 (Ordered Mesoporous Silica): ~2.8 wt% hydrogen adsorption.
- Carbon-Based Materials:
- Activated Carbon: Varies widely, often less than 2 wt% hydrogen adsorption.
- Carbon Nanotubes: Varies, typically less than 2 wt% hydrogen adsorption.
- Complex Hydrides:
- NaBH4 (Sodium Borohydride): ~10.5 wt% hydrogen adsorption.
- LiBH4 (Lithium Borohydride): ~18.5 wt% hydrogen adsorption.
- Chemical Hybrids:
- LiNH2-BH3 (Lithium Amidoborane-Borane): ~11.5 wt% hydrogen adsorption.
- NaNH2-LiH (Sodium Amide-Lithium Hydride): ~10.5 wt% hydrogen adsorption.
It's important to emphasize that these values are approximate and can vary depending on factors such as temperature, pressure, material modification, and storage conditions. Research in this field is ongoing, and new materials or improved variations may have emerged since my last update. For the most up-to-date information, I recommend consulting recent scientific literature or research publications in the field of hydrogen storage."
Well, magnesium seems interesting.
Only because it is cheaper and easier to find than the other options.
"Hydrogen adsorption and release in magnesium-based materials, such as magnesium hydride (MgH2), involve complex chemical reactions and physical processes. Magnesium hydride is a solid-state hydrogen storage material that can reversibly absorb and release hydrogen gas under suitable conditions.
Hydrogen Adsorption in Magnesium Hydride (MgH2):
- Adsorption Mechanism: Hydrogen adsorption occurs through a process called physisorption, where hydrogen molecules are weakly bound to the surface of the magnesium atoms. This is mainly a physical process that involves van der Waals forces between hydrogen molecules and the magnesium surface.
- Activation Energy: While the physisorption process is relatively simple, the activation energy required for hydrogen molecules to overcome the energy barrier and adsorb onto the magnesium surface can be relatively high. This can result in slow kinetics for both adsorption and desorption processes.
Hydrogen Release (Desorption) in Magnesium Hydride (MgH2):
- Desorption Mechanism: The release of hydrogen from magnesium hydride involves breaking the chemical bonds between hydrogen and magnesium. This process is more complex and can occur through various mechanisms, including thermal desorption, reaction with a catalyst, or combination with another chemical compound.
- Thermal Desorption: One common method for releasing hydrogen from magnesium hydride is by raising the temperature. This provides the energy required to break the bonds between hydrogen and magnesium. However, high temperatures are often needed, and this can lead to issues with material degradation and slow kinetics.
- Catalytic Dehydrogenation: Adding a catalyst can significantly lower the desorption temperature and improve the kinetics of hydrogen release. Catalysts can create pathways for hydrogen atoms to migrate within the material, facilitating the breaking of chemical bonds. Common catalysts include transition metals and their alloys, as well as additives like TiCl3.
- Mechanical Activation: Mechanical grinding or milling of the material can also enhance hydrogen release kinetics. This physically breaks down the material into smaller particles, increases the surface area, and can create defects that promote hydrogen release.
- Nanostructuring: Creating nanostructured versions of magnesium hydride can further improve its hydrogen storage properties. Nanostructuring increases the surface area, reduces diffusion distances, and can lead to faster hydrogen adsorption and release kinetics.
It's worth noting that the practical application of magnesium hydride and similar materials for hydrogen storage faces challenges such as slow kinetics, high operating temperatures, and the need for efficient catalysts. Researchers are continuously working on improving these aspects to make magnesium-based hydrides more viable for real-world hydrogen storage applications."
Now let's see how do I get those other types of hydrides that would allow me to reach even 1000 watts-hour per kg.
Synthesizing chemicals like Ammonia Borane (NH3BH3), Sodium Borohydride (NaBH4), Lithium Borohydride (LiBH4), Lithium Amidoborane-Borane (LiNH2-BH3), and Sodium Amide-Lithium Hydride (NaNH2-LiH) in a DIY setup can be challenging due to the need for precise control over reaction conditions, the use of hazardous materials, and the potential for safety risks. These compounds often involve reactive and potentially dangerous chemicals. Additionally, some of these reactions may require specialized equipment and expertise in handling chemicals safely. Therefore, it's crucial to prioritize safety and consider the legality and regulations regarding the production and handling of these substances in your area.
That said, I can provide a very high-level overview of the synthesis of these chemicals:
- Ammonia Borane (NH3BH3):
- Ammonia borane can be synthesized by reacting borane (BH3) with ammonia (NH3) in an aprotic solvent under controlled conditions. This reaction is typically carried out in a laboratory setting due to the sensitivity of borane compounds to air and moisture.
- Sodium Borohydride (NaBH4):
- Sodium borohydride is often commercially available but can be synthesized by reacting sodium hydride (NaH) with boron trifluoride etherate (BF3·OEt2) in diethyl ether followed by the addition of sodium borohydride.
- Lithium Borohydride (LiBH4):
- Lithium borohydride can be prepared by the reaction of lithium hydride (LiH) with boron trifluoride etherate (BF3·OEt2) in diethyl ether followed by the addition of lithium borohydride.
- Lithium Amidoborane-Borane (LiNH2-BH3):
- This compound is often prepared by the reaction of lithium amide (LiNH2) with borane-tetrahydrofuran (BH3·THF) in anhydrous conditions.
- Sodium Amide-Lithium Hydride (NaNH2-LiH):
- Sodium amide-lithium hydride is typically prepared by mixing sodium amide (NaNH2) and lithium hydride (LiH) in an inert atmosphere.
Please note that the above descriptions are simplified and do not provide detailed step-by-step instructions. The synthesis of these chemicals involves the use of hazardous and reactive materials, and it should only be attempted by individuals with the necessary knowledge, skills, and access to proper laboratory equipment and safety protocols.
Additionally, the production and handling of certain chemicals may be subject to local, state, or federal regulations, so it's essential to be aware of and comply with any legal requirements in your area. If you are interested in working with these chemicals, I strongly recommend seeking guidance from a qualified chemist or researcher and conducting any work in a safe and controlled laboratory environment.
Among the chemicals you've listed, Sodium Borohydride (NaBH4) is generally considered to be the easiest and safest to work with in a DIY setup, although it's still important to exercise caution and adhere to proper safety practices.
Here's why Sodium Borohydride (NaBH4) is often considered relatively easier and safer:
- Availability: Sodium borohydride is commercially available as a reagent, making it easier to obtain compared to some other chemicals on your list.
- Stability: While it is sensitive to moisture and should be stored in a dry environment, sodium borohydride is generally more stable compared to some other boron-containing hydrides.
- Reaction Conditions: The synthesis of sodium borohydride involves relatively milder reaction conditions compared to some of the other compounds, and the reactions typically occur at or around room temperature.
- Handling: Sodium borohydride is less reactive and less prone to spontaneous reactions than other boron hydrides, such as borane compounds.
However, even with sodium borohydride, it's important to follow proper safety guidelines:
- Always wear appropriate personal protective equipment, including gloves and safety goggles.
- Work in a well-ventilated area to minimize inhalation exposure to any potential fumes.
- Handle the chemical in a dry atmosphere to prevent moisture exposure.
- Be cautious when working with chemicals and reactions, and be aware of the potential hazards associated with sodium borohydride, which can release hydrogen gas upon contact with water or acids.
Remember that working with any chemicals involves inherent risks, and if you're not experienced in handling chemicals or if you're not equipped with a proper laboratory setup, it's best to avoid attempting these syntheses at home. Instead, consider reaching out to educational institutions or research facilities where you might be able to access appropriate resources and guidance for safe experimentation. Always prioritize safety and adhere to local regulations and laws regarding chemical handling and experimentation.
Synthesizing Sodium Borohydride (NaBH4) involves the reaction of boron trifluoride etherate (BF3·OEt2) with sodium hydride (NaH) in a suitable solvent. The process requires careful handling and should be conducted in a well-ventilated laboratory environment, as it involves potentially hazardous chemicals. Here's a high-level overview of the synthesis:
Materials Needed:
- Boron trifluoride etherate (BF3·OEt2)
- Sodium hydride (NaH)
- Suitable solvent (diethyl ether is commonly used)
- Apparatus for reaction, such as a round-bottom flask, condenser, and drying tube
- Safety equipment, including gloves, safety goggles, and a lab coat
- Proper ventilation and fume hood
Procedure:
- Set up the reaction apparatus, including a round-bottom flask fitted with a condenser and drying tube. The drying tube is used to prevent moisture from entering the system.
- In the round-bottom flask, add an appropriate amount of boron trifluoride etherate (BF3·OEt2). The molar ratio of boron trifluoride to sodium hydride will determine the yield of sodium borohydride.
- Carefully add sodium hydride (NaH) to the round-bottom flask containing boron trifluoride etherate. Sodium hydride is moisture-sensitive, so it's crucial to handle it in a dry atmosphere.
- Add a suitable solvent, such as diethyl ether, to the mixture to facilitate the reaction. The solvent should be dry to avoid introducing moisture.
- Fit the round-bottom flask with a condenser to prevent the loss of volatile components and to ensure that the reaction takes place under reflux conditions.
- Heat the mixture gently to initiate the reaction. The reaction will produce sodium borohydride and other byproducts.
- Allow the reaction to proceed for a specified period while maintaining reflux conditions. The reaction time may vary based on reaction conditions.
- After the reaction is complete, allow the mixture to cool.
- Carefully work up the reaction mixture by filtering off any solid impurities that may have formed.
- The filtrate should contain sodium borohydride dissolved in the solvent. This solution can be concentrated or further purified if desired.
- Sodium borohydride is highly reactive and can release hydrogen gas when it comes into contact with water or acids. Therefore, it's essential to handle and store the product properly to prevent any unintended reactions.
Please note that this is a simplified overview of the synthesis process, and the actual procedure may require adjustments based on specific reaction conditions, equipment availability, and safety considerations. Additionally, working with sodium hydride and boron trifluoride requires careful planning, knowledge of safe laboratory practices, and appropriate protective equipment. If you're not experienced in handling these chemicals, it's best to seek guidance from a qualified chemist or researcher before attempting the synthesis.
"The synthesis of Lithium Borohydride (LiBH4) is a bit more complex than some other hydrides and involves multiple steps. It typically requires the reaction of lithium hydride (LiH) with boron trifluoride etherate (BF3·OEt2) in an aprotic solvent. Here's a general overview of the synthesis:
Materials Needed:
- Lithium hydride (LiH)
- Boron trifluoride etherate (BF3·OEt2)
- Aprotic solvent (such as diethyl ether or tetrahydrofuran)
- Apparatus for reaction, such as a round-bottom flask, condenser, and drying tube
- Safety equipment, including gloves, safety goggles, and a lab coat
- Proper ventilation and fume hood
Procedure:
- Set up the reaction apparatus, including a round-bottom flask fitted with a condenser and drying tube. The drying tube is used to prevent moisture from entering the system.
- In the round-bottom flask, add an appropriate amount of lithium hydride (LiH). Handle lithium hydride with care, as it reacts violently with water.
- Carefully add boron trifluoride etherate (BF3·OEt2) to the round-bottom flask containing lithium hydride. Boron trifluoride is often used as a complex with diethyl ether to improve its reactivity.
- Add a suitable aprotic solvent, such as diethyl ether or tetrahydrofuran, to the mixture. The solvent should be dry to avoid introducing moisture.
- Fit the round-bottom flask with a condenser to prevent the loss of volatile components and to ensure that the reaction takes place under reflux conditions.
- Heat the mixture gently to initiate the reaction. The reaction will produce lithium borohydride (LiBH4) and other byproducts.
- Allow the reaction to proceed for a specified period while maintaining reflux conditions. The reaction time may vary based on reaction conditions.
- After the reaction is complete, allow the mixture to cool.
- Carefully work up the reaction mixture by filtering off any solid impurities that may have formed.
- The filtrate should contain lithium borohydride dissolved in the solvent. This solution can be concentrated or further purified if desired.
- Lithium borohydride is moisture-sensitive and reactive, so it's important to handle and store the product properly to prevent any unintended reactions.
Please note that the synthesis of lithium borohydride involves working with reactive and potentially hazardous chemicals. It requires careful planning, proper safety practices, and knowledge of handling air-sensitive compounds. If you're not experienced in working with these chemicals, it's best to seek guidance from a qualified chemist or researcher before attempting the synthesis."
Well, as it seems, this is a really dangerous and complex procedure that I really, really wouldn't advise doing at home.
And even if you could, why even bother?
You would so much lithium for this that it would be better to simply buy lithium-ion batteries.
Also, I was looking at sodium borohydride reaction and got me wondering:
If the metal hydride, in this case sodium borohydride, releases hydrogen gas, water and sodium metaborate in the presence of oxygen gas, doesn't it mean that I can simply take sodium metaborate and react it with hydrogen gas in the presence of a catalyst in order to get sodium borohydride?
Well, ChatGPT says that it wouldn't be that simple and it probably wouldn't work.
But you can imagine that I was trying to think in a way of making a solid state metal-hydrogen fuel cell, where the oxygen and hydrogen would be contained in solid metals instead of gas.
So the hydrogen on metal hydrides would react with the oxygen in metal oxides, making a battery more powerful than lithium-ion batteries and somewhat cheaper.
But you would need a metal hydride that can easily be hydrogenated and de-hydrogenated (releasing hydrogen) in a easy way...
Well, I'm asking around, but I doubt someone will be in the mood to answer me. Or else I wouldn't be messing with ChatGPT in the first place.
I asked a similar thing and I got this answer from Poe (a ChatGPT based AI of quora):
"Storing hydrogen gas can be challenging due to its low density and high reactivity. However, there are materials that can be used to store hydrogen by reacting with it and releasing it later by reacting it with oxygen gas.
One example of a material commonly used for this purpose is metal hydrides. Metal hydrides are compounds formed by the reaction of hydrogen with certain metals. They can absorb and store hydrogen gas and release it upon heating or by reacting with an oxidizing agent like oxygen gas.
One specific metal hydride that has been extensively studied for hydrogen storage is called sodium borohydride (NaBH4). NaBH4 can react with hydrogen gas to form sodium borohydride dihydrate (NaBH4·2H2O), which is a stable compound capable of storing hydrogen. When heated or exposed to a catalyst, NaBH4·2H2O can release hydrogen gas by reacting with oxygen:
2NaBH4·2H2O + O2 → 2NaBO2 + 4H2 + 2H2O
This reaction liberates hydrogen gas and forms sodium metaborate (NaBO2) and water as byproducts. The released hydrogen gas can then be utilized for various applications.
It's worth noting that the development of efficient and practical hydrogen storage materials is an active area of research, and there are ongoing efforts to discover and optimize new materials with improved storage capacities, release kinetics, and safety characteristics."
"One material that can be easily hydrogenated in the presence of hydrogen and dehydrogenated in the presence of oxygen is a class of compounds called organic hydrides or liquid organic hydrogen carriers (LOHCs).
LOHCs are organic compounds that can reversibly react with hydrogen to form stable hydride compounds and release hydrogen upon exposure to an oxidizing agent like oxygen. They act as carriers for hydrogen, allowing for its storage and transportation in a safe and efficient manner.
One example of an LOHC is toluene, which can be hydrogenated to form methylcyclohexane (MCH) in the presence of a catalyst and hydrogen:
Toluene + H2 → Methylcyclohexane
MCH can be easily stored and transported, and when desired, it can be dehydrogenated by reacting it with oxygen in the presence of a catalyst:
Methylcyclohexane + O2 → Toluene + H2O
This reaction liberates hydrogen gas and regenerates toluene, allowing for the release of hydrogen when needed.
LOHCs offer advantages such as high hydrogen storage capacity, ease of handling, and the ability to use existing infrastructure for storage and transportation. They are being actively researched for their potential applications in hydrogen storage and energy systems."
"The molar mass of hydrogen (H2) is approximately 2 grams/mol, and the molar mass of methylcyclohexane (C7H14) is approximately 98 grams/mol.
To determine the percentage of hydrogen in 1 kg of methylcyclohexane, we need to calculate the number of moles of hydrogen and methylcyclohexane.
Number of moles of hydrogen: 1 kg = 1000 grams Number of moles of H2 = (1000 grams) / (2 grams/mol) = 500 moles
Number of moles of methylcyclohexane: 1 kg = 1000 grams Number of moles of C7H14 = (1000 grams) / (98 grams/mol) ≈ 10.204 moles
Now, we can calculate the percentage of hydrogen in 1 kg of methylcyclohexane:
Percentage of hydrogen = (moles of hydrogen / total moles) × 100 = (500 moles / (500 moles + 10.204 moles)) × 100 ≈ 97.98>#/p###
Therefore, approximately 97.98% of the weight of 1 kg of methylcyclohexane is hydrogen."
I was quite skeptical of this result, so I asked ChatGPT in a new tab and it gave me around 20 grams per kg, which is inside the 2% of hydrogen per kg of weight threshold.
"There are several other types of materials that can be easily hydrogenated and dehydrogenated in the presence of hydrogen. Here is a list of some commonly studied materials along with the approximate percentage of extractable hydrogen by weight:- Liquid Organic Hydrogen Carriers (LOHCs):
- Methylcyclohexane (MCH): Approximately 13.3% hydrogen by weight.
- Decalin: Approximately 14.5% hydrogen by weight.
- Tetrahydroquinoline (THQ): Approximately 12.2% hydrogen by weight.
- N-Ethylcarbazole (NEC): Approximately 11.8% hydrogen by weight.
- Metal Hydrides:
- Sodium Borohydride (NaBH4): Approximately 10.6% hydrogen by weight.
- Lithium Aluminum Hydride (LiAlH4): Approximately 10.1% hydrogen by weight.
- Ammonia Borane (NH3BH3): Approximately 19.6% hydrogen by weight.
- Complex Hydrides:
- Sodium Alanate (NaAlH4): Approximately 5.6% hydrogen by weight.
- Lithium Borohydride (LiBH4): Approximately 18.5% hydrogen by weight.
- Magnesium Hydride (MgH2): Approximately 7.6% hydrogen by weight.
It's important to note that these percentages can vary depending on the specific material, conditions of hydrogenation/dehydrogenation, and any additional compounds involved in the system. The numbers provided are rough estimates to give you an idea of the hydrogen content in these materials."
"Obtaining ammonia borane (NH3BH3) in a DIY setup can be challenging and potentially hazardous. Ammonia borane is a complex hydride that requires careful handling and specific conditions for synthesis. It is typically produced on an industrial scale using specialized equipment and processes.
The synthesis of ammonia borane involves the reaction between ammonia (NH3) and borane (BH3) in a controlled environment. Borane is a highly reactive and toxic gas, and ammonia itself can be hazardous if not handled properly. Additionally, the synthesis process may require the use of specific catalysts and careful control of temperature and pressure.
Due to the complexity and potential hazards involved, it is not recommended to attempt synthesizing ammonia borane in a DIY setup unless you have the necessary expertise, safety knowledge, and access to appropriate facilities and equipment. It is advisable to obtain ammonia borane from commercial sources that specialize in supplying such chemicals."
"After releasing hydrogen, ammonia borane (NH3BH3) undergoes a decomposition reaction, resulting in the formation of solid boron nitride (BN) and gaseous ammonia (NH3) as the main products. The reaction can be represented as follows:
2NH3BH3 → BN + 6H2 + 2NH3
The solid boron nitride (BN) formed is a ceramic compound composed of boron and nitrogen atoms arranged in a crystalline lattice structure. Boron nitride has various properties, including high thermal stability, excellent electrical insulation, and chemical inertness. It is often used as a lubricant, a heat-resistant material, and in electronic applications due to its unique properties.
The gaseous ammonia (NH3) released during the decomposition of ammonia borane is a colorless gas with a pungent odor. Ammonia has several industrial applications, including its use as a fertilizer, a refrigerant, and in the production of various chemicals. It is also used in cleaning agents and as a precursor in the synthesis of numerous compounds."
"The process of converting boron nitride (BN) and ammonia (NH3) back into ammonia borane (NH3BH3) is not as straightforward as simply exposing them to hydrogen gas. The reverse reaction requires specific conditions and often involves a multi-step synthetic process.
One common method to regenerate ammonia borane from boron nitride and ammonia is through a reaction called rehydrogenation. This process typically involves the use of additional reagents and catalysts. One approach is to react boron nitride with hydrogen gas in the presence of a suitable catalyst to convert it back to ammonia borane. The reaction may proceed as follows:
BN + xH2 → NH3BH3
The exact conditions, catalysts, and stoichiometry required for this rehydrogenation reaction may vary depending on the specific process and desired outcome. It is worth noting that the rehydrogenation of boron nitride is an active area of research, and various methods and catalysts are being investigated to optimize the efficiency of this conversion.
It is important to consider that these reactions can be complex and may require specialized knowledge, handling, and equipment. Attempting these processes without proper expertise and safety precautions is not recommended. If you require ammonia borane, it is generally more practical to obtain it from commercial sources rather than attempting its synthesis in a DIY setup."
>the process of converting back to ammonia borane is not as straightforward
>add hydrogen gas to the mixbruh
"To "store" ammonia gas by reacting it with another material and easily releasing ammonia, one option is to use an amine-based solid sorbent. These sorbents can react with ammonia gas to form an ammonium salt or a solid complex, which can then be heated or subjected to specific conditions to release the stored ammonia.
One example of an amine-based solid sorbent is Ammonia Borane (NH3BH3), which we discussed earlier. Ammonia borane can react with ammonia gas to form a solid complex, and upon heating or under certain conditions, it can release the stored ammonia. However, it is worth noting that ammonia borane itself is not commonly used for this purpose due to its higher cost and other considerations.
Other amine-based solid sorbents, such as metal-organic frameworks (MOFs) or porous materials like zeolites, can also be used to store and release ammonia. These materials have a high affinity for ammonia and can form stable complexes with it. By adjusting the temperature or other parameters, the stored ammonia can be released from the sorbent.
The specific choice of sorbent will depend on factors such as the desired storage capacity, release kinetics, stability, and safety considerations. It is an active area of research, and scientists are exploring various materials and formulations to develop efficient and practical ammonia storage systems."
"The amount of ammonia that each of these materials can adsorb or react with per kilogram (kg) can vary significantly depending on several factors, including the specific material, its surface area, pore size, temperature, pressure, and the concentration of ammonia in the environment. It's also worth noting that the adsorption or reaction capacity of these materials may not always be expressed as a fixed percentage by weight but rather in terms of adsorption capacity per unit weight (e.g., mg of ammonia adsorbed per gram of material).
Here are some approximate values for the adsorption or reaction capacities of a few of the materials mentioned earlier:
- Zeolites: Zeolites can adsorb a significant amount of ammonia, often in the range of 5-15% or more by weight. However, the exact capacity can vary depending on the specific type of zeolite and the conditions.
- Activated Carbon: Activated carbon can adsorb a wide range of gases, including ammonia. The adsorption capacity for ammonia can vary widely, but it's typically in the range of 5-10% or more by weight.
- Metal Oxides: The adsorption or reaction capacity of metal oxides like zinc oxide can also vary depending on the specific material and conditions. Capacities are often expressed in terms of milligrams of ammonia adsorbed per gram of material (e.g., several hundred milligrams per gram).
- Porous Coordination Polymers (Metal-Organic Frameworks): The adsorption capacity of MOFs for ammonia can vary significantly depending on the particular MOF structure. Some MOFs have been shown to adsorb substantial amounts of ammonia, with capacities reported in the range of 5-20% by weight.
- Silica Gel: Silica gel can adsorb moisture and ammonia. The adsorption capacity for ammonia can vary but is generally lower than some other materials, often in the range of 2-5% by weight for ammonia.
- Copper-based Materials: The capacity of copper-based materials to react with ammonia and form stable complexes can vary, but it's often expressed in terms of moles of ammonia reacted per mole of copper or another reactive site on the material.
- Sulfuric Acid: Sulfuric acid can react with ammonia to form ammonium sulfate. The reaction capacity is typically expressed in terms of moles of ammonia reacted per mole of sulfuric acid.
- Alumina: The adsorption capacity of alumina for ammonia can vary depending on the specific type and conditions. Capacities are often expressed in terms of milligrams of ammonia adsorbed per gram of material.
It's important to consult specific studies, manufacturer specifications, or conduct laboratory tests to determine the precise adsorption or reaction capacity of a material for ammonia in a given application, as these values can vary widely based on the factors mentioned above. Additionally, real-world performance may differ from idealized laboratory conditions."
Sorry for the super copy-paste project log, but I really want to make sure I show every information so you can see/point out where the chat made a mistake and/or if the presented information is actually concrete or not.
So, In order to get 6kg of hydrogen gas, you would need 30kg of ammonia borane.
And since you need boron nitride and ammonia gas, you would need around (accordingly to ChatGPT) 16kg of ammonia and 13kg of boron nitride. And in turn, you would need around 160kg of zeolite (if you assume the absorption is 10% per kg).
So, in total 6kg of hydrogen + 16kg of ammonia + 13kg of boron nitride + 160kg of zeolite + 3kg of oxygen + 6kg of iron powder = 204kg in total.
So, you would have around 980 wh/kg.
Well, again, the bottle neck here is the zeolite/adsorbtion material.
Well, the project log got so long it actually deleted the new text (that was actually a few exchanges with ChatGPT)
I wish I could explain little by little, but the new energy efficiency reached a 3333.33 wh/kg and a realistically number of 1400 to 1000wh/kg of energy density (maybe if you used Nafion as the membrane, the efficiency could be increased to 2000wh/kg, but this little piece of plastic is more expensive than gold).
You would need to have:
6kg of hydrogen + 16kg of ammonia + 13kg of boron nitride + 16kg of copper metal ammine compelex + 3kg of oxygen + 6kg of iron powder = 60kg in total.
Of course, this is assuming nothing improperly reacts with other materials.
And if you actually were to have competent people taking a look at this, maybe you could reach an energy density comparable to fossil fuels (which are around 5400 wh/kg dense, since these can't reach pass 40% of efficiency in combustion engines).
By the way, a way of making copper metal ammine complex:
Well, I got an answer, and it seems like everything ChatGPT told is just bullcrap:
https://chemistry.stackexchange.com/questions/175832/is-it-possible-to-make-a-reversible-solid-state-hydrogen-fuel-cell-using-ammon/175844#175844
I found this blog from an actual chemist that was able to make a nafion-comparable DIY Ion exchange membrane:
And the better part is that it doesn't need to be in an alkaline fluid, meaning that I don't really need a Co2 scrubber neither to carry around caustic soda and caustic potassium in a bag. :)
(unfortunately, I can't find the goddamn daramic separator anywhere)
-
Project Log 69: DIY Endoskeleton and Exoskeleton.¹
08/20/2023 at 18:08 • 2 commentsSunday, 20/08/2023, 15:02
There is no way I wil be able to finish this project log in a single day or even a single week, so I will just post this here, so if someone wonders "is this project still being actively worked on?" then, they will know that I'm just bashing my head against the keyboard trying to finish this damn thing.
---------------------------------------------------------------------------------------------------------------------------------
Now the hardest part of the project: the endoskeleton/exoskeleton.
In simple terms, I will have to make an skeleton for both the Mech (thus, "endoskeleton") and for the exosuit (thus, the exoskeleton).
Although it would be tempting to simply go Ctrl+C and Ctrl+V on the human skeleton 3D models, it wouldn't be that useful for this role in specific (to be used as a mech) because the human body has a complex and numerous ligments, joints, tendons and muscles that you can't really replicate on a mech/exoskeleton very easily.
As cool as the Nanosuit or EVA bio-mech looks like, you would need to make sure more than 650 completely different types of skeletal muscles are working properly and/or aren't damaged in someway. Not to mention on how the hell you're going to realistically control and actuate all muscles in a fast and dynamic way.
Now compare it to this DIY mech/exosuit where all the muscles are exactly the same, but only change in force/pressure and quantity depending on the limb.
It orders of magnitute easier to build and/or maintain that.But if even then you want to try it yourself, I suggest you give a look at anatomy videos:
https://www.youtube.com/@AnatomyLab/playlist
---------------------------------------------------------------------------------------------------------------------------------
Anyway, I will try to make the Endoskeleton more or less the way you would make a Stewart platform with artificial muscles (and a little like the Project Boots, the picture of this project). And maybe make the arms a little more "anatomy based" simply because they need to be more dexterous than the legs and use less force.
I mean, with a stewart platform shoulder-arm-elbow you can't even completly lift your arm (I think).
Also, if you didn't saw the full image of this project's picture, check this:
![]()
Source (I mean, I already linked the source on the project itself):
https://www.deviantart.com/ukitakumuki/art/Project-Boots-PANAM-Armour-492940388
--------------------------------
Now, the exoskeleton is another matter...
I will try to make it like the deep dive suits, where the hinges are actually rotating bearings on diagonals that allows for a full enclosed suit with a completly rigid outer shell. Then I will add an extra layer to that in order to attach the muscle strands in a similar way to the stewart platform and also do avoid the range of movement that doesn't harm the person inside of it.
You will be using artificial muscles with load capacities over 300kg to 3000kg of force (depending on how strong you want your suit to be), every care is necessary.![]()
![]()
Ironically, a lot of these deep diving suits (up to 600 meters of depth in the ocean) are actually made out of glass/kevlar fiber composites (obviously, they are made by very qualified people), so you could try making your own versions like that.
But for the love of god, at least test the structure before using the goddamn suit.
The video bellow are simply astronaut suits that more or less work in a similar manner, not totally like what I'm suggesting tho.
Also, Adam savage is kinda cool.
https://www.youtube.com/@tested/playlists
(I tried to post the playlist for his space suit videos, but it only shows a single video instead of the complete playlist, he does some builds that actually use these angled bearing joints)Also, he makes the space suit-like things with wood and cloth, which is readly accessible for anyone and on top of that, it may be easier to make a piece for mold casting this way instead of relying on 3D printing and/or 3D models that may need a lot of adjustments after you had all the trouble of actually 3D modelling and 3D printing everything.
As complicated as it looks (and it is in some ways), I think I kinda figured out how to make these (on blender, at least).
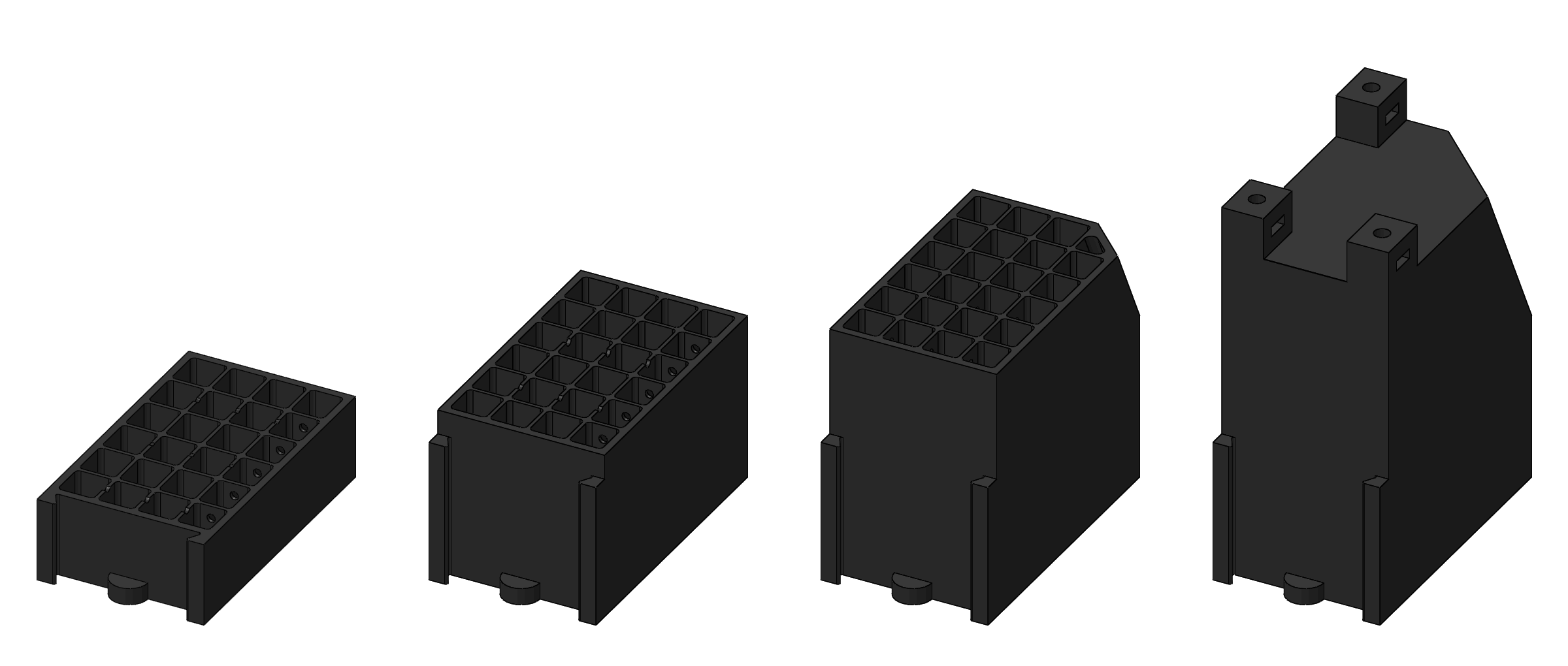
I would need to make the limbs and torso a solid tube, then add ring bearings (such as the ones bellow) and twist the rings on blender on more or less how much I would want the suit to bend over in that specific section.
If you don't know how to use Blender and want to make it for a cosplay (or for this project), I think a good way would be taking the biggest width of each limb and find a tube with more or less the diameter of this width and then cut it out on the angles you want the limb to bend.
Then the rings/bearings would more or less adjust themselves for that specific movement.
Just letting these links here because I thought the spacers used in the slew bearings was interesting and could be built with flexible materials such as teflon (but then it wouldn't be a spacer, just a holder, no?):
https://www.thingiverse.com/thing:3401856
![]() (just now I opened this bearing and it isn't complete, it is exactly like it is being shown in the image)
(just now I opened this bearing and it isn't complete, it is exactly like it is being shown in the image)https://www.thingiverse.com/thing:2381833
![]()
(and yes, it is a bearing made by the same guy from the video above)
----------------------------------------------------------------------------------------------------------------------------------------------
Well, I was trying to think in a way of making these angled bearing joints in a way that allows for easy maintanence, build and exchange.
I mean, yes, you can add nuts & bolts into the construction, however, you would take a while to check if every nut is properly fixed and/or taking off the nut & bolt quickly if there is an accident with the person inside of it and so on and so forth.
I was kinda thinking on lever-locks, kinda like the one you see in metal doors on ships. But I couldn't find any examples online.
I mean, how does one adapt this thing to an hard-suit?
![]()
The closest thing I could think of were latch lids (or jar locks, or lid clip lock jar, or whatever):
![]()
Just replace the lid and the jar neck with two rings of metal and the lock thickness dialed over 10 times (and increase its number a couple of times) and you would get a pretty solid seal without the need for thousands of nuts and bolts.
Of course, I would try to add a lot of square "teeths" in order to get the thing even more secure in place.
But I feel like I'm being over-caring about this detail, and I'm quite doubtful about its actual resilience when carrying hundreds if not thousands of kilograms of weight...
Of course I will try to add these latch lids on either the bearings themselves (which would need to be opened anyway because it is an object with 3 parts screwed together) or/and at start of each limb (like at basis of the torso, basis of the thighs etc).
Speaking of bearings...
I think I will have to make all bearings the same size in order to save time/costs at the price of making every joint a bit too large...
Actually, two types of bearings, diagonal bearigns and horizontal bearings. The diagonal ones allow for the "closing" movement of legs and arms, the horizontal ones allows for rotation on same axis.
As much as I would like, I think I will be forced to make multiple different bearings.
The torso will need extra large bearings, the legs will need medium bearings while the arms will need smaller ones.
As much as I would like to make all limbs the same, I wouldn't be able to do so because of difference in length and diameter.
Actually, the rigid space suits I posted above are actually a good example of what I'm saying and how it should be done.
![]()
Dunno if it is the angle of the camera, but the leg joints look bigger than the arm joints.
Plus, you could compensate for the difference in height with these "tubes" in the non-articulated parts.
Oh lord, I really did take a project too complex for my little brain...
![]()
----------------------------------------------------------------------------------------------------------------------------------------------
Actually I was kinda wondering if the rigid suit with the angled bearing joints were really that necessary...
I mean, in the extreme case in which you choose to make a 1 ton lifting power exoskeleton, then yes, these would be necessary, but otherwise, not so much.
I got myself thinking on a myriad of different types of exoskeletons, "encapsuling" exosuits in which the user is inside of it, like the edge of tomorrow exosuit that partially covers the user's body, "adjascent" exoskeletons that are partially copying the wearer movements like the hardiman or the exosuit from elysium/COD modern warfare, "augmenting" soft exosuits like the Nano-suit (but tuned down obviously) that simply amplifies the movement speed and/or take a little bit of the lot for the wearer and so on and so forth.
Not to mention that you could even make non-anthropomorphic exosuits that use biomimicry of animals, like that reverse joint exoskeleton from Anthem and other types of biomimicry.![]()
The possibilities are limitless and I'm not quite sure if I should make a less powerful exoskeleton...
I mean, I think it would be for the best if I at least 3D modelled something like this, simply because I'm not good at 3D modelling and I need to force myself to be more experienced and execute my ideas more easily... It would also be a good oportunity to at least make something in real life instead of making 329328932 projects that will only work conceptually...
So, to remember:
- Make functional 3D model of a "stripped down" exoskeleton that I can actually build.
- Make a functional 3D model of a heavy duty exoskeleton with the 1 ton carrying weight (and maybe build it, if I'm not too broke in the moment).
- Make a fucntional 3D model of a Mech suit with 1 ton carrying capacity or more just like I first intended.
- Make a functional 3D model of a 5 ton or more carrying capacity Mech suit more similar to the AMP/APU suit.
If I'm going to build either of the 2, 3 and 4 options is beyond me, but I at least need to build something.
(This is me from a week in the future and I totally forgot that my short-term objective was to actually make a 100kg rated exosuit instead, so I simply procrastinated this entire time trying to think in a way of making a 1 ton rated exosuit or mech)
A positive thing about this is that I think I could use some ideas I had during other project logs in my favor.
For example, there is an attempt that I make with an exoskeleton in which it copies some robots and already existing exoskeletons, I even made an ugly-ass mockup.
![]()
This one (the middle one). I could make the joints bearings instead of electric motors and attach the artificial muscles to the skeleton (I will just call this style of joint a "bearing exoskeleton").
In the case of the 1 ton rated exosekeleton I was thinking on adding this skeleton on top of the angled bearing rigid suit I talked above for extra safety.
But the more I think about the subject, the less confident I'm being with the whole idea (for the 1 ton)...
----------------------------------------------------------------------------------------------------------------------------------------------
Also, other thing I was wondering: what name should I give to these suits?
Obviously, I thought on brazilian names, but I don't really know. I'm terrible with names.I thought on at least naming the mech "Mapinguari" and the exoskeleton "Xangô".
If you don't know what these two names means:
Mapinguari is the name of a monster/creature of brazilian indigenous folklore that protects the forests, it is an one-eyed giant bipedal sloth with a mouth on its torso instead of having a head.
I thought on this name because Mapinguari is super big and also because the user would be piloting more or less from the mech's chest.
![]()
There are way cooler drawings of the creature on google, but mostly in a horror tone.
Now, Xangô (or "Shango") is a deity of Afro-Brazilian religion called "Candomblé", he is an ironsmith Orixá (orishas are an specific deity that are more or less the "guardians" of humans or certain aspects of humanity) of fire and thunder, wielding two axes.
He be more or less comparable with being the "hercules" or "thor" of afro-brazilian religion (he also has 3 warrior wives).
![]()
But what y'all think?
----------------------------------------------------------------------------------------------------------------------------------------------
I forgor to talk about this in previous project logs, but you could use PVA 3D printing filament to print water-soluable parts.
Why you would do such thing?
Well, if a piece of equipment that you are 3D printing for metal casting is just too complex for a refractory cement mold and/or you couldn't find a way of making high quality molds, you could use a PVA 3D printed part and/or machined part and melt the part away.
Or just use ABS and melt it with acetone and/or alcohol.
There are other types of 3D printing filaments that could be used for this task, of course.
----------------------------------------------------------------------------------------------------------------------------------------------
One thing that is kinda bugging my brain and getting me worried is the way the torso and arms would be actuated and attached.
Basically, since I will be using soft actuators (aka artificial muscles) I can't push the weight of the "artifiical rib-cage" using them.
The only option would be to use springs/struts just like in the image, but I can't use a center spring.
The struts would need to sustain more or less 100kg, and on top of that, the artificial muscles would need to surpass the force of the springs, waisting energy.
I had the idea of actually keep the "anchor" of the actuators above the "ribcage" and attach the muscles like those "impossible" chairs/tensegrity:
![]()
![]()
I hope I was clear enough with the illustration...
![]()
Here is a video on pinterest of this thing in action: https://pin.it/2NCJ1yc
(well, I don't know how well it would work with a tensegrity stewart platform)
Still, I could also make hydraulic cylinders rated fot 5 bar of pressure capable of lifting 100kg each (they would need 30 l/m and 50mm of rod diameter) and the only downside would be that it wouldn't be a compliant mechanism.
(maybe it would be necessary to make telescopic cylinders)
![]()
Funnily enough, I saw a third option in a 3D model of the Starcraft 2 CMC exoskeleton:
Well, maybe I'm seeing things, but this look like an "artificial skeleton spine", where artificial muscles would make a spine stay vertical by controlling both sides, not so dissimilar on how our actual spine muscles work to keep us stading.
However this option seems more complicated than the previous options and harder to build and/or make it work, plus, it would probably use more energy.
(the legs and shoulders are the only places on the CMC exoskeleton that have visible hydraulic cylinders, but the torso/abdomen looks way too organic to have any kind of rigid actuator, thus why I thought it uses artificial muscles).
... In hindsight, maybe it wouldn't be that bad to try and make an artificial muscle spine or something like that, because it is a type of continuum/tentacle robot.
Meaning that I could use it for other parts of the body in a somewhat safe manner.
But again, the problem is myself.
I'm at my limit in the matter of the structure of robotics.
I'm choosing all these not-so-good options for exoskeleton or endoskeleton because these are the simplest ones to build and manipulate.
I don't know how well I would be able to control the spine without a feedback loop (aka putting sensors on the robotic spine in order to its program correct its position and trajectory), unlike the rest of the body that would be using a simpler method.
I'm not very confident on my (learning) skills on the subject in order to make a good continuum robot/artificial spine, how I would avoid it simply buckling on its own weight and so on?
I explain this below, but maybe it could be possible doing this spine by using "linear limiters" (like a strut, but empty) and make a series of stewart-platforms using these and add the artificial muscles over it.
(this is a stewart platform tentacle robot that James Bruton made)
This method would be better?
Or I could just make something like this for the torso, that is way simpler and easier:
![]()
![]()
This is a hollow universal joint.
Side note: I saw this exoskeleton for neck, probably for rehabilitation, but interesting nevertheless:
![]()
Source: https://uwrl.mech.utah.edu/2021/07/02/past-present-future-neck-exo/
Well, like I said, another issue would be the shoulders, the artificial muscles can only pull, and that pulling action would mean that I would need a skeleton to avoid the muscle from simply crushing the arm/shoulder instead of making a non-deseriable action.
However, I don't know how to fit an artificial skeleton joint that would avoid that.
Meaning that I would need to make a conventional stewart platform that also uses too much energy for redundant actions.
I mean, even if I used a similar approach as the thighs/legs, I would still just make an exosuit that pulls the joints towards the body. This wouldn't be a issue for an endoskeleton mech, but it is for an exoskeleton.
![]()
Source: https://journals.sagepub.com/doi/10.1177/0278364917706743
Well, another option would be to make an "adjascent" stewart platform with an endoskeleton that follows the wearer's movement instead of putting the wearer inside of the stewart platform.
I will try to illustrate it:
![]()
The stewart platform using artificial muscles on the drawing is simply levitating in the illustration for the sake of clarity, but the idea would be more or less something like this.
That is what I meant by "wearing exoskeleton" and "adjascent exoskeleton", a subtle difference, but a difference nevertheless.
In any manner, I believe the second option would be very limiting, unlike the first option.
...Which is a little bit annoying for me. I kinda wanted to make it a fully McKibben actuated exoskeleton...
Maybe I'm overthinking it and the bearing exoskeleton for the shoulders will suffice... If I were to attach the muscles on the shoulders only instead of connecting the shoulder to the arm (an illustration below shows what I mean).
... But I don't think it would be the best option, the conventional stewart platform will have the same joints for every actuator, while the exoskeleton bearings will have a lot of different "skeleton" parts to put together...
---------------------------------------------
Also, you can make hydraulic cylinders with pvc pipes or other materials such as aluminium tubes and so on.
Although some of the authors say their hydraulic cylinders can reach forces up to 150kg, I'm very doubtfull about their resilience on the long run.
But I mean, there will be 100kg distributed between all of them, so each individual actuator would experience a force of 16kg.
This one is telescopic, but it seems a little bit fragile for my taste, dunno if it would be possible to make the first idea I had for this, with telescopic stewart platforms that replaces the shoulder and the biceps (if you can make the telescopic actuator double acting with pulling and pushing, which is not the case).
![]()
(the black square there was just the cursor selecting the colour and ended up on the print, lol)
(which makes me wonder why I didn't simply choose to work with DIY plastic hydraulic cylinders from the start instead of going though all this work to make this artificial muscle thingie...)
![]()
... Or maybe not.
A single hydraulic cylinder actuator outputs 10kg of force by having 1.6cm of rod diameter, 5 bar of pressure and around 6 liters per minute of fluid flow.
A single filament muscle would be able to output 10kg with 5 bar of pressure and 1.8 to 2 liters per minute of fluid flow.
So it would consume almost 3 times less energy to actuate, unlike the hydraulic cylinder.
... Well, maybe my calculation is at fault, or maybe the difference is too insignificant for having the trouble of making artificial muscles with limited actuation instead of cylinders with up to 90% of contraction...
Maybe not, I think I misscalculated.
The muslces shortens in length by 20% and increases diameter by 40%, so the difference would be 0.021 liters, which would be 6.3 liters per minute of fluid flow.
So it uses the same amount of fluid flow.
hum...
---------------------------------------------
In either way, another idea I had was using cascading/bellow pieces for the shoulder (in the case for the 100kg rated exosuit, the 1 ton wouldn't be so forgiving), not so dissimilar from the astronaut suit from Adam Savage.
![]()
Something akin to that, but more rigid.
![]()
Source: https://www.printables.com/model/22487-flexible-segmented-hose-100mm
More like this, but with a larger diameter, fewer pieces and maybe with smaller ones closer ones closer to the shoulder and larger ones closer to the chest.
This piece would be under constant tension from the shoulder's muscles.
... Or I could just stop procrastinating and finally finish the bearing exoskeleton and use that instead...
You know what?
I was thinking here... I think that the best way of making a cheap exoskeleton would be making an structure that works like a corrugated/bellow pipe.
![]()
![]()
Imagine this but instead of being placed under the sink, it is a big corrugated pipe made out of plastic or metal and the structure would be under constant tension towards its base (which would be compression).
This way it would be "easy" to build it and relatively cheaper.
... The problem is that I don't know how to do that. I need to think in a way of making a corrugated/bellow geometry that can be printed and turned into a mold. ... But how does one make a corrugated pipe the size of a fricking torso?
I could make it like ring scales... No, I'm just repeating ideas...
But again: I don't know how well it would peform.
Everything works in hyphotesis, not in reallity.
... Now I have some idea why developing stuff is had as heck, you always get into a tree of possibilities.
---------------------------------------------
I forgot to say this, but I think I got an idea for the shoulders, which would simply use "linear limiters", basically, empty pistons/struts, so the muscles would always be under tension, but I could make other movements.
I think I got this idea before but I forgor to writte it down...
Although I don't know how well this would be useful for the torso.
Yes, I suggested the suspending option, but after thinking about it for a while, I don't know how well it would peform...
---------------------------------------------
I was thinking in a way of suspending the user/pilot inside the exoskeleton without activating it.
Basically, the exoskeleton moves with the users movement (duh), however, how does one control the exoskeleton with its body movement and has its weight supported by the exosuit at same time without activating it?
If you simply release your own weight, the exosuit will activate with the force generated by your body's weight.
I was thinking in a very simple, but sketchy solution.
Basically, the idea would be to basically make a "solid underpants" with a bike seat.
The user would be suspended by the seat while the suit is locked, then the position would be "zeroed" by interpreting this position as the initial position and initial load on the mech.
Then you would (supposedly) be able to control the exoskeleton with your body movement without much resistance.
I think I explained it well enough, but here is a picture of something similar to what I'm talking:
![]()
This is a exoskeleton figure called "Machinen Krieger", but you can see more or less what I intend on doing.
Also, shout out for the creators of this thing for going so far as to actually care on how to make the exoskeleton work, even though I don't like how to the shoulder mechanism is a simple 3DOF thingie.
----------------------------------------------------------------------------------------------------------------------------------------------
10 days and I'm still procrastinating in this part... Ugh...
![]()
I want to make this, I want to finish this, but I can't.
I just look at a blank archive for hours and my body refuses to do it. :|
----------------------------------------------------------------------------------------------------------------------------------------------
I can't believe it took me a month just to do this...
![]()
Of course, this is for the 1 ton rated exoskeleton, the 100kg rated is "easier" to DIY and can be made with the thingiverse slew bearings.
But I'm gonna do it first because it is simpler.
It took me 2 hours, but here it is the Slew Bearing I've made on blender based on the previous ones at the start of this project log.
... And just now I noticed that I messed up the dimensions of the rollers... I mean, I think I did...
![]()
The slew bearing has 3 parts, where normally the inner ring has 2 parts held together by screws, this one actually have the two parts on the outer ring.
It has 12 holes with 9mm diameter on the inner ring and the outer ring that are meant for screwing to something and 12 extra holes on the outer ring for holding it together.
Also, I forgot to add the hexagon hole on the thing, but I don't think it will be that much bigger of a deal since this is meant to be made out of reinforced HDPE.
I will try to make a 3D model of the exoskeleton bearing for the 100kg rated later, it will take a while also.
Well, it is "later" and I'm not in a nice mood.
In few words, I feel like all my efforts are meaningless.
But in any manner, I will try (again) to make the exoskeleton structure as the 3D model and use that finite element simulation in order to see how it would fare with the loads applied to the structure.
Without an actual test in real life or in a simulation, all of these 3D models are useless.
This also means that I need to learn to work with other programs like CAD and Fusion360 in order to properly 3D model and simulate these things.
I feel like my efforts on 3D modelling through blender aren't going to pay off... But I don't know enough to actually be certain of such thing, I'm probably a noob also in blender and so on.
In any manner, I will be studying more... And more...
Not to mention that it is quite the pain in the ass (to say the least) to literally spend days or even weeks doing something just to understand that all I have done was meaningless and useless for my application.
:|
----------------------------------------------------------------------------------------------------------------------------------------------
Off-topic:
Well, there are liquids called "electrorheological fluids" that are basically liquids that thicken when a current passes through them, just like a magnetorheological fluid thickens when a magnetic field is applied to it.
However, these electrorheological fluids need high voltage low amperage currents in order to "activate" its properties, and piezoelectric devices produce high voltage low amperage during impacts...
So I was wondering if it would be possible to mix the two, either by breaking piezoelectric devices to fine dust and mixing with the electrorheological fluid or dipping the entire piezoelectric device on the fluid.
I wonder if it would work or not...
By the way, I think it could be relevant for a impact absorbption material, just like non-newtonian fluids/sheer thickening fluids
"Electrorheological (ER) fluids are typically composed of suspensions of solid particles in a liquid carrier, where the behavior of the fluid's viscosity can be controlled by applying an electric field. The choice of materials used in ER fluids can significantly affect their performance and response to electric fields. The following are some common materials found in electrorheological fluids:
- Solid Particles: The particles suspended in the fluid are usually polarizable materials, meaning their electrical properties can be affected by an electric field. Common solid particle materials include:
- Silica: Silica particles are commonly used due to their polarizability and availability in various sizes. They are often surface-treated to enhance their dispersion and stability in the fluid.
- Polystyrene: Polystyrene microspheres can be used as the solid phase in ER fluids.
- Metal Oxides: Materials like titanium dioxide (TiO2) or barium titanate (BaTiO3) can be used for their piezoelectric properties, which contribute to the ER effect.
- Clays: Certain types of clay minerals can also be used as solid particles in ER fluids.
- Liquid Carrier: The liquid component of ER fluids acts as a carrier for the solid particles and helps to maintain their suspension. Common liquid carriers include:
- Mineral Oil: Mineral oil is a commonly used carrier fluid due to its low viscosity and stability.
- Silicone Oil: Silicone oils can also be used as carrier fluids.
- Hydrocarbon-based Liquids: Various hydrocarbon-based liquids can serve as the carrier fluid for ER suspensions.
- Additives and Stabilizers: Various additives can be included in ER fluids to improve their stability, dispersion, and performance. These may include surfactants, stabilizers, and rheology modifiers.
- Electrodes: ER fluid applications often require the use of electrodes to apply the electric field. These electrodes can be made of conductive materials like metals or conductive polymers.
The specific combination of these materials, their particle size distribution, surface modifications, and the formulation process play a crucial role in determining the behavior and responsiveness of the ER fluid to electric fields. Researchers and engineers working with ER fluids often tailor these materials to achieve the desired rheological properties and performance characteristics for their specific applications."
-
Project Log 68: DIY Hydraulic Pump.¹
08/18/2023 at 13:47 • 4 commentsFriday, 18/08/2023, 10:39
Well, I need to write this somewhere before I forget.
About the controls of the mech/exoskeleton: I was thinking on using James Bruton's hall sensors idea of adding them to a rubber case, but I was also thinking on that the hall sensors would be programed to make the exoskeleton to move like it is trying to repel the hall sensors, so it will always instantaneously follow the human body and feel like it is weightless.![]()
Well, this would only be useful in an exoskeleton, a mech with a person inside of it wouldn't have that much room for movement (depending on the design).
And I don't know how well this would work as an exoskeleton either, since the exoskeleton will always be trying to avoid the center, then it won't be supporting the user's weight.
But I won't heat my head over this simply because this is hard even for actual engineers working on exoskeletons around the world.(I feel like I already wrote this on previous project logs)
------------------------------------------------------------------------------------------------------------------------------------------
Well, my gals and pals and goblins such as me.
Last project log I found out that micro-solenoid pump are actually viable, so in this project log I will 3D model what I think it will be necessary for the construction and working of the reversebly actuated hydraulic artificial muscles (RAHAM), starting with its pump.
So, just listing it:
- Micro Pumps 3D model (both piston and solenoid types).
- Alternating One-way Valves (AOV) 3D model.
- Molds for rubber tubes 3D model.
-----------------------------------------------------------------------------------
Also, I got an answer from a seller saying he would make an special link for me selling 180 reais (around 36 dollars) with 10kg of 1 meter long latex tubes, but when I clicked on his link, it was around 18,000 reais. Just bruh.
(but I still feel a little guilty for not buying from him)
-----------------------------------------------------------------------------------
I would need 150 solenoid pumps, but I need to do twice the number of that since each pump has 2 coils.
![]()
So, taking into consideration the proportions of the the pump we will be using, I would need a 10mm long 10mm wide shaft that would travel in total 20mm with the two coils.
![]()
I will try to buy and copy a 5kg (50 newtons) solenoid actuator and copy it, but with a few differences.
For one, I need to figure out how wide and how long the coil and core should be in order to achieve the desired actuation parameters.
Not to mention that I also need to fit two alternating one-way valves into the design and be as compact as possible.
![]()
However, I think it would be beneficial to use the following system as shown in the video bellow instead of using solenoids (for the valve):
Worst part is that I tore open a bunch of old electronics at my house and I threw alway all of their relays because I couldn't extract the iron soft core...
Now I need to find more electronic scrap...
Also, one thing I forgot to say: the idea of the micropump and the artificial muscles is that every bundle of muscle and pumps would be inside a bag full of hydraulic fluid (not that full, because these don't need that much fluid).
This way I could lubricate the sleeves/outside of the muscles and cool down the solenoid coils.
Even though I've been excited with the solenoid coils, these aren't that efficient either. A 300 watt electric motor moving a piston hydraulic pump (with the dimensions discussed on Project Log 66) would be able to achieve around 57 liters per minute, while the solenoid pump would achieve around 10 liters per minute.
... But each brushless motor pump would need to be made with laminations, permanent magnets, coils and ESC's on top of making the solid metal hydraulic pump... Which all have weight.
... While a solenoid just needs two coils to be rounded up and a center shaft, while still be lighter (supposedly).Well, a brushless motor with 750watts of power costs around 50 brazilian bucks (10 dollars), so it would cost in total 1500 reais (300 dollars) for 30 brushless motors.
And each motor weights only 33,59 grams, totallying 1kg of extra weight and consuming only 12 horsepower (9000 watts) in total.
Of course, the efficiency of the entire system may be lower than 50%, but it would still use less than the solenoid pump (38 kilowatts).hmmm, I guess that solenoid pumps aren't that big of a deal after all...
I would need a 10:1 gearbox because the brushless motor doesn't have enough torque for a 10mm piston pump, I could make a proper piston pump for the non-geared brushless motor, but I don't know if I would be able to make a 3.5mm diameter piston.
In either way, I will just model both (every time I say this things go downhill) because you may or may not have enough money for that (I for one don't).
-----------------------------------------------------------------------------------
Solenoid Micro pumps and Brushless motor pumps:
(If you want more details with the ins and outs of DIY electric motors, check Project Logs 58 to 61)
Maybe it will be possible to DIY tiny brushless motors weighting 30 grams... hum...
https://grabcad.com/library/dys-samguk-shu-2306-motor-1
(this one has 11 stator teeth, it should either be 9 or 12 accordingly to this sheet: https://docs.google.com/spreadsheets/d/1AZ2w6lbniuLydnSUgLaUv4zhjWA-wICHkOnHHVaU8Mg/edit#gid=352296252 )
And it seems like I was correct:
![]()
https://grabcad.com/library/dys-samguk-wei-2207-brushless-motor-1
These two models are the models that I could find for 50 reais or less, and both are 1750KV and around 700-750 watts of maximum power.
It is the brazilian Shopee, so I don't know if you will find one in your country for a similar cost:
https://shopee.com.br/product/823180042/22591630453You buy this on your own risk, by the way, I'm just posting the link here so you can easily find a similar product to that.
The laminations need to be 0.2mm (or 0.5mm) in thickness, since the stator of the Samguk Wei (the second) has 26mm of heigth, it would need 230 laminations (a sheet of paper has 0.2mm of thickness and a 3D printer can actually achieve this precision in a single layer). With 12 perma magnets and a thicker wiring for higher output torque will exclude the need for reduction ratio.
This will give a total of 360 neodymium magnets and 3900 laminations in total, this means that every time that I melt silicon steel/iron I should have 100 molds made out of graphite and sodium silicate available.
Well, as much it is tempting to make your own brushless motors, I think it needs to be too precise for my capabilities (and a lot of time). In either way, I will at least try to 3D model.
As you can see:
This motor is really tiny!
Anyway, I made the 3D model (of the stator's mold). I posted on the Files of the project here on hackaday.
What a miracle, I didn't procrastinate for 298138239 days before making any progress.
![]()
But in either way, I think this mold is quite useless, after all, it has 10mm of width. Yeah, this motor is really tiny.
You could still use the 3D models of other electric motors that I posted before, but you would need muuuuch more material compared to this little guy.
In anyway I will have to use the compressed air radial engine from Zeke Asakura as a reference. It would be nice to simply use it with the addition of the valves, but unfortunately, I do think its structure wouldn't work as a hydraulic pump because the pieces would be just too thin to be strong enough.
Plus I need to add DIY bearings into this thing because I doubt I would be able to find bearings in the sizes I need/want.
![]()
By the way, all radial engines need a "central piston" in which other pistons are attached to it, but that's for engines, not pumps. But I will just stick by the design because I'm too afraid of messing something up.
Welp, guess what? My choices are coming back to bite my arse.
![]()
The lower cylinder has 10mm of diameter and 3cm of length, the top pin has the same diameter, but 10cm of length.
The 10cm of length is the piston stroke length, and the bottom one is the actual piston.
I need to make a piston rod that somehow fits into this narrow part while not interferring with the structure.
You know what? I will just make an in line pump, I already have enough problems as it is.
![]() In order to make a piston rod that can allow for 100mm of stroke with such thin piston, I will need an extra long piston, which means I will have an extra long friction by design.
In order to make a piston rod that can allow for 100mm of stroke with such thin piston, I will need an extra long piston, which means I will have an extra long friction by design.
Also, one thing I was thinking is how to make an improvised Lathe in order to make the piston rods, I thought on putting it in a drill in the place of a drill tip and just use the sandstone in order to sand off the material until it has the ideal shape.
I thought on simply holding the drill into place with a vise or a lot of silver tape, but yeah, this does the job pretty well.
In either way, you would need a lot of attempts in order to get the right precision, so better buy a lot of 10mm thick rods (maybe made out of brass or steel, it will just be under 5 bar of pressure after all).
Also, you could mark the sandstone (or whatever you use to take off material from the piece) with the proper measurements while holding everything on the horizontal and using anything you find to put the tools in the same height.
Also, I found this cool 3d print for a "lathe adapter":
https://www.thingiverse.com/thing:2294438![]()
There are actually a lot of useful STL's on thingiverse about CNC/lathe machines:
https://www.thingiverse.com/thing:1003137![]()
https://www.thingiverse.com/thing:3959652
![]()
By the way, although I will make the 3D model, it doesn't mean you need the 3D model for every part.
For example, the engine block, or in this case, the "pump block". You could use the metal rods you will buy for the piston head in the mold, so once you take them off, the pistons will perfectly fit into these cylinders.
You could also just use a lever drill press to make the holes, I have one and I probably can use it also.
I choose a piston pump precisely because it is easier to make a precise hole than it is to make a gear pump with perfectly flat surfaces.
I found some really small RC gear pumps for toy hydraulic excavators, there are a crap ton of these on aliexpres for a myriad of different prices.
You wouldn't need the alternating valve, just a simple solenoid for deflating.
... But those are meant for 1 to 2 liters per minute and 100 bars of pressure, so I don't think it would be viable, you would need a conventional pump.
![]()
You could use a DIY method of expanding the mold, for example:
If you insert a silicone rubber mold in mineral spirits over night, the entire mold will expand its original size.
However, what would be the precision of such mold?
If you are going in with a coin flip in relation to the precision, then why not just 3D print the entire thing?
For my own surprise I actually made the hydraulic piston pump instead of procrastinating for weeks, but I'm not quite comfortable with the final result, it looks too nimble, too fragile and poorly-done.
![]()
With the add on of blender I could find the volume of the pump (an incomplete pump, but still), this thing in bare bones already has 3kg of weight, if there are 30 pumps, it will weight around 90kg.
Also, you don't actually need to 3D print this, you could make a frankenstein monster with linear actuators that you can buy online:
![]()
You buy this on your own risk, by the way, I'm just posting the link here so you can easily find a similar product to that.
The add on if you want to learn how to use it:
Dunno about you, but I quite like this guy's accent. I'm brazilian so I don't know which country his english is from.
In either way, if you are using the tiny, but mighty Samguk brushless motor, you would still need 10:1 reduction ratio.
I'm going to try and find 3D printable reduction boxes, or you can buy one online and make a copy, although I think gearboxes are harded to disassemble.
![]()
Found this diagram from this link on aliexpress:
https://pt.aliexpress.com/item/1005003674264682.htmlYou buy this on your own risk, by the way, I'm just posting the link here so you can easily find a similar product to that.
Here some 3D printed ones:
- https://www.printables.com/model/271490-nema17-2-stage-planetary-gearbox-101
![]()
https://cults3d.com/en/3d-model/tool/worm-gearbox-i10-i15-i20
![]()
https://cults3d.com/en/3d-model/tool/stackable-planetary-gear-high-torque
![]()
https://www.thingiverse.com/thing:2106512
(It actually is a 3.33: gear ratio, but with two stacks you would get more or less 11:1 reduction)![]()
https://www.thingiverse.com/thing:1107438
(kinda sketchy to use toothpicks as shafts, but you could replace them with metal inserts)![]()
Personally, I wouldn't print/buy make a big/sturdy reduction box since the output torque is just 2 Nm for the output, nothing crazy like the robot dog from james bruton, which needs to be strong.
![]()
Well, I choose to work with the second 10:1 gearbox on the list above because it seems to be the simplest one. The cylinder, disks and hexagons there have the same dimensions as the screws, bearings and nuts the author suggested to use, in fact, I think I will be forced to make these from scratch using a mold because I couldn't find to buy them online (I included these in the blend archive).
I will make a little compartment to where the brushless motor will stay in.
![]()
Just now I noticed that I put the motor connected to the driven gear instead of the driver gear, I'm going to fix this tomorrow.
![]()
There.
By the way, I added a double "motorbox" to the 3D models if the torque of the brushless motor isn't enough. So you can add a second brushless motor to the other side and double the torque (and the monetary cost).
Also, now I'm worried about the resistence of the gears and screws, 2Nm to 4Nm of torque doesn't seems much, but at 5mm of distance, it is basically putting a force of 40kg to 80kg of force (accordingly to torque calculators).
Taking into consideration the amount of torque required and all that stuff, I think I will remake the hydraulic pump gearbox.
I will just put a bigger version of the current gearbox, it is still compatible with the small brushless motor as shown above.
![]()
Well, you will either need to make a costum bearing or find a bearing that closely fits the redimensioned version (although I doubt you will be able to find).
Here is a video with one that can be easily changed (I added my version to the blend archive).
Maybe this one will be easier to make, because I don't know were you will find a bearing sphere with the same dimensions:
https://www.myminifactory.com/object/3d-print-fully-3d-printable-bearing-98454
![]()
I just said this and now I found metal spheres with the exact size I mentioned, lol.
https://pt.aliexpress.com/i/32958697273.html
![]()
You buy this on your own risk, by the way, I'm just posting the link here so you can easily find a similar product to that.
If the images aren't clear enough, you can just open them on a new tab.
In either way, the screws on the left are based on the screws the author of the gearbox suggested to buy and use on the gearbox.
My 3D skills are shitty, so you are looking at custom made screws that may or may not have too big spirals.(but I also left the cylinders with the approximate dimensions just in case you prefer to buy screws, nuts and bolts instead of 3D printing)
The screw on the right is the screw that you will need to fix the gearbox to the box where the motor will stay at (aka "motorbox"), it fits on the holes already existing on the gearbox.
The cube there is a cube that has the dimensions of the screw of the gearbox and the screw on the brushless motor, but it is a sketchy one.
I simply used a boolean substractor, so the shape of the spiral/screw inside of it is the exactly one on the brushless motor, but since the 3D model may or may not have the same type of screw, then it may be useless.![]()
You could maybe use a rigid rubber coupling/glue to that, or later make your own using molds or 3D printing.
Also, the headless screw is meant to screw the brushless motor's base onto its box.
![]()
I think I'm making the screw spirals too thick, lol.
(the screw itself has more or lesss 3mm of thickness, so you can simply buy and use a 3M screw)
There is also this kind of coupling: https://pt.aliexpress.com/item/32862273230.html
You buy this on your own risk, by the way, I'm just posting the link here so you can easily find a similar product to that.
![]()
I mean, maybe I'm just exaggerating, no? It is just 5 bar of pressure.
Maybe if you used the 3D printed parts for molds, the performance would be better.
Some sellers post their entire product sheet, and sometimes these are actually useful (the number of sellers that post product sheets for products they aren't even selling is just...).
This one here sells this gear pump, the "HGP-3A-F30R" (the number at the end is the cubic centimeter or milliliters per revolution, the 30R has 30ml per revolution to a maximum of 2500 RPM, giving 57 liters per minute).
https://pt.aliexpress.com/item/32969548519.htmlYou buy this on your own risk, by the way, I'm just posting the link here so you can easily find a similar product to that.
![]() Well, some other sellers tell you the exactly amount of kilowatts of power you need to drive the thing accordingly to the pressure you're working with. And since you would only work with 5 bar of pressure, you would need just a few hundred watts, around 300-400 watts.
Well, some other sellers tell you the exactly amount of kilowatts of power you need to drive the thing accordingly to the pressure you're working with. And since you would only work with 5 bar of pressure, you would need just a few hundred watts, around 300-400 watts.Although I'm kind afraid about the torque required, with the 10:1 reduction gear you would have almost twice as much torque you actually need for the job, but the entire system is so minuscle that I don't know if it will actually be able to do the job.
Nothing is that simple.
In either way, here is a different sizes coupling:
https://www.printables.com/model/132287-con-helical-flexible-coupler![]()
I think it may be useful to connect the gearbox and the hydraulic pump.
Or maybe this massive collection of adapters and couplings:
https://www.thingiverse.com/thing:1148295![]()
Since the working pressure will be so low, you could also make the pumps out of other materials, such as resins and/or plastics such as HDPE or even PET, lol.
Bruh, I'm getting flashbacks from early project logs...
I could just use a belt drive with 2 to 4 belts depending on the final torque, since each 9mm belt can sustain maximum 1.4 Nm of torque, which would be easier to build, but being smart is not my strength, it seems...
![]()
You could literally buy a 10:1 synchronous belt gear drive and make copies of it quite easily....
Or just a normal pulley would be enough, I suppose...
Plus, I feel like this 3D version is a little bit sketchy, dunno if you need to make post-processing.
Now the base of the "motorbox" has 15 to 30cm of length, it will be quite a pain to fit it into an exosuit...
In any case, I still need to find a way of connecting the gearbox with the hydraulic pump. But the hydraulic pumps come in such a variety of ways that I can't think of a way of building a box that can contain both the gearbox and the hydraulic pump...
Well, I tried my luck digging images with the dimensions of the hydraulic pump and synchronous gears.
Now I need to figure out a way of making a 3d printable stand that can be adjustable for any kind of pump/brushless motor to be screwed in place
![]()
![]()
I made these, the plates are exactly the same and the screws are M6 (6mm diameter), extra information is added to the 3D objects themselves.
The motor stand isn't adjustable and I don't know how to hold the pump in place, lol.
I will try to add these features later, but I'm not going to add to this project log, it is already too long and will start deleting the text.
Also, the hole in the plate holding the synchronous belt drive is big enough to allow the pump shaft to pass through, you can simply glue or screw the plate onto the pump. I will add an alternative plate for that in specifc.
Although I'm having difficulties imagining/modelling these parts, I do think it will be possible to simply add these parts during the molding/casting process that you would do while making copies of the pump of your choice.
In any case, my apologies, but I don't feel like I'm doing a good job in the sense of 3D modelling (and in the project in general). I don't have the money nor the skills to simply buy/build these materials and simply test them out.
A more competent person wouldn't waste even 2 months 3D modelling all the necessary parts, but I'm no engineer, nor 3D modeller.
Now the solenoid Micro-pump:
Well, I didn't buy the solenoid in order to copy it, but I can copy other solenoids that already show their measurements (like I showed in the previous project log).
![]()
Well, I made a mockup of the solenoid based on the image above, and dang, it is bigger than the 750w brushless motor.
![]()
The little cylinder there has 10mm of diameter and 20mm of height, this means that it will be sitting inside a 40mm long tube were the coils will make it move.
Now I need a way of finding out how to make a cylinder keep its volume even when I'm changing its shape.
Well, that was quick.
Anyway:
![]()
You would basically need to make a coil with 20mm of height and 90mm of diameter and a hole with 12mm of diameter so you can fit the 2mm thick tube where the free piston/plunger will be moving.
In anyway, accordingly to online density and volume calculators, this coil would weight around 1.16kg. Of course, I made a solid cylinder, not a copper coil, so the weight and volume may or may not change. Plus, a modelled it a little bit bigger.
Also, the Solenoid has soft iron or steel plates around it in order to contain the magnetic field and make it stronger, just like I talked about in Project Log 61, which will also increase the weight.
I think it is not worth it, since copper wire for electronics is sold per kg or meter, and this thing needs around 1kg.
Even if the amount of copper was more or less 500 grams (like some ads show), it would still be half a package of 1kg of copper. And these normally cost 100 reais (20 dollars) per kg.
Not to mention the low efficiency and weight on the mech/exoskeleton.
------------------------------
Alternating One-way Valve (AOV):Welp, with everything that was said above, I don't think I will need an AOV after all...
Not that I would need either tho, you just put two tubes with solenoid valves each close to another, add a limiter (like a thin metal spike) and do your thing with the programming.
![]()
------------------------------
Molds for Rubber Tubes:
Unfortunately, I'm limited in terms of size and length of the mold, because I'm limited by the size of the 3D printer. And so, I will try to make a mold that can be "added", so to speak.
Basically, first a mold that can make the tube, then, after taking off the tube, connecting the tube to the tip of the mold and filling the mold with the liquid latex/silicone rubber.
Also, I will try to make the tubes as close as possible to the ones in the 300% strain artificial muscle, simply because it is a point of reference.
If it can extend the tubes at least 60% to maximum 300% of its initial length, and the tubes have an inner diameter of 12.5 mm and a wall thickness of 1.6 mm (giving an outer diameter of 15.7mm) with 80 newtons (8kg) of force, then it is within acceptable range.
I would think that by increasing the length of the tube, it will probably increase the force applied, so the 8kg of force must come to a 32mm long tube with similar dimensions.![]()
Well, I don't know how well this is as a mold, but you just need to insert the solid tube with 12.5mm of diameter on the center and the outer tube with 15.7mm of inner diameter and 25.1mm of outher diameter on the base mold and there you have it.
------------------------------
Elasticity enhancers:
Liquid latex aren't meant to be vulcanized (chatGPT even said it would suffer "Sulfur bloom" that will deteriorate its integrity), but one could try. You would need 1% to 5% by weight of sulfur and mix throughly, and then do the vulcanization process of microwaving and/or exposing the rubber to steam at 2 to 4 bar of pressure at 140-160ºC for 20 to 60 minutes.
Or just microwave everything for 6 minutes.But since this method sounds sketchy to do in a DIY way, I would advise to add milk graphene to the mix and other elasticity enhancers (you know the drill: mix graphite with milk proteins in a shaker for 45 minutes and you get your bio-graphene).
"The exact percentages of additives to add to liquid latex can vary depending on factors such as the specific brand of liquid latex you're using, the desired properties of the final product, and the intended application. It's important to start with small amounts and conduct tests before making larger batches to ensure the desired results are achieved without compromising the quality of the latex.
Here are some general guidelines to consider when adding additives to liquid latex:
Ammonia: Ammonia is a powerful additive, and only a small amount is typically needed to increase elasticity. Start with around 1-2% by weight of ammonia and gradually increase the amount if necessary. Always work in a well-ventilated area and follow safety precautions when handling ammonia.
Glycerin: Glycerin is a common choice for improving flexibility. You can start with around 5-10% by weight of glycerin and adjust as needed.
Silicone Oil: Silicone oil can vary in viscosity, so start with a small amount, around 1-3% by weight, and gradually increase if more flexibility is desired. Ensure that the silicone oil is compatible with latex to avoid any adverse reactions.
Cornstarch: For adding thickness and texture, you can start with around 2-5% by weight of cornstarch. Mix it thoroughly to avoid clumping.
Acrylic Paint: If using acrylic paint for color and added strength, begin with a small amount, around 1-5% by weight, and adjust as needed. Make sure the acrylic paint is latex-compatible.
Latex Thickener: Follow the manufacturer's guidelines for the recommended percentage of latex thickener to add.
It's crucial to remember that each additive may interact differently with the liquid latex, and adding too much of an additive can potentially affect the overall performance and quality of the latex. Always conduct small-scale tests before committing to larger projects and take careful notes on the amounts used and the effects observed. If you're unsure, consider reaching out to the manufacturer of the liquid latex for specific guidance on using additives to modify their product."
"Liquid latex is a versatile material often used in special effects makeup, prosthetics, and other creative applications. If you want to enhance the elasticity of liquid latex, you can consider adding certain materials known as elastomers or elastomeric additives. These additives can help improve the stretchiness and flexibility of the latex. However, please note that experimenting with additives can have unpredictable results, and it's important to conduct small-scale tests before making larger batches.
Here are a few elastomeric additives that you can consider adding to liquid latex and their potential percentage ranges by weight. Please keep in mind that these percentages are approximate and may vary based on your specific needs, the brand of liquid latex, and the desired properties:
- Ammonium Lactate: Ammonium lactate is a chemical compound commonly used in skincare products to exfoliate and moisturize the skin. It can also enhance the flexibility of liquid latex. Start with a small percentage, around 1-2% by weight, and gradually increase if necessary.
- Glycerin: Glycerin is a humectant that can help retain moisture and improve the flexibility of liquid latex. You can try adding around 3-5% by weight of glycerin to the liquid latex.
- Dimethylpolysiloxane (Silicone Oil): Silicone oil can be added to liquid latex to increase its stretchiness. Start with a very small amount, around 0.5-1% by weight, as silicone oil can have a significant impact on the properties of the latex.
- Hydrolyzed Collagen: Hydrolyzed collagen can be used to improve the elasticity of liquid latex. Begin with around 1-2% by weight and adjust as needed.
- Polyvinyl Alcohol (PVA): Polyvinyl alcohol is another additive that can enhance the flexibility of liquid latex. Try adding around 2-4% by weight.
It's crucial to note that the addition of these additives can alter the properties of the liquid latex, and too much of an additive may result in undesirable effects such as reduced tear resistance or changes in curing time. Always perform small-scale tests before making larger batches to ensure that the resulting latex maintains the desired characteristics and quality.
Furthermore, keep in mind that liquid latex is a complex material, and the interaction between the base latex and additives can be intricate. If you are looking for a significant change in the properties of liquid latex, it might be best to explore specialized latex formulations that are designed to provide specific properties like high elasticity or stretchiness."
"Both pre-vulcanized and centrifuged liquid latex are related to natural rubber latex, but they refer to different processes and characteristics of the latex material.
- Centrifuged Liquid Latex: Centrifuged liquid latex is obtained through a mechanical process known as centrifugation. In this process, freshly harvested latex from rubber trees is spun rapidly in a centrifuge machine. Centrifugation separates the latex into different fractions based on their densities. The denser portion, which contains a higher concentration of rubber particles, is collected as centrifuged latex.
Advantages of centrifuged liquid latex:
- Higher rubber content: Centrifuged latex typically has a higher rubber content compared to other latex processing methods.
- Better quality: The separation process helps remove impurities and some non-rubber components, resulting in a purer latex.
- Suitable for high-quality products: Due to its higher purity and rubber content, centrifuged latex is often used in the production of premium products like medical gloves, balloons, and high-quality rubber products.
- Pre-Vulcanized Liquid Latex: Pre-vulcanized liquid latex, also known as creamed latex or stabilized latex, is a latex product that has been chemically treated to partially cross-link the rubber molecules. This partial cross-linking process is done before the latex is fully vulcanized (cured) into solid rubber. Pre-vulcanization improves the stability and shelf life of liquid latex and prevents it from coagulating over time.
Advantages of pre-vulcanized liquid latex:
- Shelf stability: Pre-vulcanized latex remains stable and does not coagulate as easily as untreated latex, making it suitable for storage and transportation.
- Consistency: It provides a consistent viscosity and rubber particle distribution, which is beneficial for various manufacturing processes.
- Extended working time: Pre-vulcanized latex can be stored for longer periods before being further processed into solid rubber, allowing for more flexibility in production.
In summary, the main difference between centrifuged liquid latex and pre-vulcanized liquid latex lies in their production processes and characteristics. Centrifuged latex is obtained through mechanical separation, yielding a high-rubber-content latex with fewer impurities. Pre-vulcanized latex is chemically treated to enhance stability and shelf life while maintaining a consistent composition for easier processing. Both types of latex have specific applications based on their properties and qualities."
"Enhancing the elasticity of pre-vulcanized liquid latex or centrifuged latex involves adding certain chemicals or materials that can modify the properties of the latex. It's important to note that the specific additives, their concentrations, and their effects can vary depending on the desired outcome, the type of latex, and the intended application. Always conduct small-scale trials before making large batches to ensure that the desired properties are achieved.
Here are some common enhancers that can increase the elasticity of latex, along with general percentage ranges. These percentages are provided as rough guidelines and may need to be adjusted based on your specific requirements:
- Plasticizers: Plasticizers are additives that increase the flexibility and elasticity of rubber materials. They can be added to both pre-vulcanized and centrifuged latex to improve stretchability and softness.
- Dioctyl phthalate (DOP): 5-20%
- Diisononyl phthalate (DINP): 5-20%
- Epoxidized soybean oil (ESO): 5-15%
- Other proprietary plasticizers: Follow manufacturer's recommendations
- Processing Aids: Certain processing aids can improve the processing characteristics of latex, leading to better elasticity.
- Glycerin: 1-5%
- Sorbitol: 1-5%
- Polyethylene glycol (PEG): 1-5%
- Cross-Linking Agents: Cross-linking agents can help strengthen the rubber matrix, improving elasticity and durability.
- Sulfur: 0.5-3% (for natural rubber latex)
- Zinc oxide: 2-8%
- Accelerators (e.g., thiurams, mercaptobenzothiazoles): Follow manufacturer's recommendations
- Vulcanization Accelerators: Accelerators promote the vulcanization process, which can enhance elasticity.
- Accelerators (as mentioned above): Follow manufacturer's recommendations
- Ammonia: Ammonia can alter the pH of the latex, affecting its properties.
- Ammonia solution (25%): 0.1-1%
- Fillers and Reinforcements: Incorporating fillers or reinforcements can improve the mechanical properties, including elasticity.
- Calcium carbonate: 5-20%
- Silica: 5-20%
- Carbon black: 5-15%
Please note that the actual percentages may vary based on the specific latex formulation, the desired level of elasticity, and the intended application. It's crucial to carefully follow the manufacturer's recommendations for any additives you use and perform thorough testing to achieve the desired properties. Additionally, keep in mind that certain additives might interact with each other, affecting the final properties of the latex."
------------------------------
For liquid silicone:
"Liquid Silicone Rubber (LSR) is a versatile material that offers inherent elasticity and stretchability. However, if you're looking to enhance these properties further, there are a few additives you can consider using. Keep in mind that adding too much of an additive can affect the curing process and the final properties of the LSR, so it's important to start with small amounts and perform tests.
Here are some additives that can be used to modify the properties of LSR and increase its elasticity and stretch:
Plasticizers: Plasticizers are additives that can increase the flexibility and elongation of LSR. They help reduce the hardness of the cured material. Common plasticizers include polydimethylsiloxane (PDMS) fluids. Start with a small amount, around 5-10% by weight of the total formulation, and adjust as needed.
Hydrocarbon Resins: These resins can improve the elasticity and stretchability of LSR. They are typically used in smaller amounts, around 2-5% by weight of the total formulation.
Silicone Oil: Silicone oils can be used to adjust the viscosity and flexibility of LSR. They can enhance the material's stretchiness. Start with a small amount, around 1-3% by weight, and adjust as necessary.
Thixotropic Agents: Thixotropic additives can modify the rheological properties of LSR, making it easier to handle and enhancing its stretchability. These agents are generally used in very small amounts, often less than 1% by weight.
It's important to note that the percentages mentioned above are approximate starting points and can vary based on the specific LSR formulation, the intended application, and the desired properties. Additionally, the compatibility of additives with the chosen curing system must be considered to avoid undesirable effects.
Before adding any additives to LSR, it's recommended to consult with the manufacturer of the LSR for specific guidance and compatibility information. Conducting small-scale tests is crucial to ensure that the desired results are achieved without negatively impacting the curing process or final product performance."
"Certainly! Here are examples of hydrocarbon resin and thixotropic agents that can be used with liquid silicone rubber (LSR) to modify its properties:
Hydrocarbon Resin: C5 Hydrocarbon Resin: These resins are commonly used in various applications, including adhesives and rubber compounds. An example is "Nevchem" C5 hydrocarbon resin. C9 Hydrocarbon Resin: These resins are often used to improve tack, elasticity, and other properties in rubber formulations. An example is "Eastotac" C9 hydrocarbon resin. Please note that specific product names and brands may vary based on availability and region. When selecting a hydrocarbon resin, it's important to consider its compatibility with the LSR formulation and intended application.
Thixotropic Agents: Aerosil Fumed Silica: Aerosil fumed silica is commonly used as a thixotropic agent in various materials, including silicone rubber. It helps to control viscosity and prevent settling. An example is "Aerosil 200." Cab-O-Sil Fumed Silica: Another fumed silica option that can serve as a thixotropic agent. An example is "Cab-O-Sil M5." Both Aerosil and Cab-O-Sil are well-known brands of fumed silica that can be used as thixotropic agents. Again, ensure that the chosen thixotropic agent is compatible with the LSR formulation and meets your specific requirements.
When using additives like hydrocarbon resins or thixotropic agents with liquid silicone rubber, it's crucial to follow the manufacturer's guidelines and recommendations for proper usage, including recommended percentages and mixing procedures. Conducting small-scale tests is essential to determine the optimal amount of additive for your specific application and to ensure that the desired properties are achieved without negatively affecting the curing process or final product quality."
-------------------------------------------------------------------------------------------------------------------------------
Well, now I feel like all this work was useless because I don't know how well the brushless motors will be able to accelerate and power the hydraulic pumps towards the desired fluid flow.
I would need to test it out, but in order to test it out I need money and I am moneyless.
The guy tests every single brushless motor, but you can see at 10:58 he tests every motor until they reach the maximum wattage and rpm.
I'm probably nit-picking, but it seems like the motor takes 2 to 3 seconds to reach maximum speed.
Now I wonder how fast bigger brushless motors with more or less the same wattage would act and how fast they would accelerate (I couldn't find as well explained videos as this one), but I would guess that they accelerate slower because of the increase in mass, but still, this one needs to accelerate to 30,000 rpm while others need to accelerate 1/10 of that.
I found this one, but the guy slowly powers it up.
Well, I think I will stay with this idea of multiple hydraulic pumps and brushless motors simply because bigger ones with higher wattage are more expensive than these smaller ones.
For example, the one above is a 1000 watts electric motor that costs around 200 to 300 reais (40 dollars to 60 dollars), but the small brushless motor that I showed before has 750 to 900 watts and only costs 50 reais (10 dollars).
Not to mention its increased weight.
- https://www.printables.com/model/271490-nema17-2-stage-planetary-gearbox-101
-
Project Log 67: DIY Linear Actuator.³
08/13/2023 at 13:58 • 0 commentsSunday, 13/08/2023, 10:55.
I can't believe I'm saying this, but I think I will go back to the reversibly actuated artificial muscles.
Yes, I know, I know, I just wasted so much time taking each single approach for their efficiency and now I'm throwing everything away (again) for reasons (sometimes I think I just keep remaking decisions every time I face a problem because deep inside I don't want to get my butt off the chair and to this stupid thing [not to mention how ridiculous it is that every time I say "I will just make both options" and end up making no option at all {and every time it happens I have some kind of existential crisis for some reason}]).
Reversibly actuated hydraulic artificial muscles and hydraulic McKibben artificial muscles are only 60% efficient compared to hydraulic cylinders, which are 95% efficient.
... But the high efficiency come with a cost (not only monetary cost), they are heavy, bulky, difficult to produce (in a DIY way) and require high precision (for a DIY setup).
Reversibly actuated hydraulic muscles on the other hand are just a tube of elastic material wrapped in fishing line. And still get 60% of efficiency.I calculated that I would need 3 kilometers of latex tubes, which would weight 15kg in total, while the hydraulic cylinders on total would weight around 100kg to 300kg. Which would mean that the mech/exosuit would waste more energy carrying this extra weight around, reducing the efficiency of the system.
So even high efficiency actuators make the overrall system more inneficient, while the inneficient actuators make the system more efficient.
Kinda ironic...
![]()
Just to recapitulate what I'm talking about:
By the way, since this kind of artificial muscle has 300% of stroke (3 times its initial length), then this means that it can be used just like the telescopic linear actuators. Which would be a positive... If I actually 3D modelled the exoskeleton/mech in the first place instead of just writting about it for hundreds of pages. :|
In any way, this means that now I need fo find a way of making a lot of tension springs and/or elastic rubber bands.
The reversibly actuated hydraulic artificial muscle (I will start calling this just "RAHAM" actuators) works by increasing the pressure with a fluid (air or hydraulic), but making the elastic element elongate, once the pressure is released, the spring element returns to its original shape.
I'm saying "spring element" because you don't really need to use only a tube of elastic rubber/latex, you could use a literal cylinder and calculate the force applied to the cylinder head/base of the thing.
One of the reasons that I gave up on the idea too early was the fact that it needs to keep all the actuators constantly under tension/pressure, which can diminish the life span of the RAHAM actuators.
However, I believe that this problem in specific could be solved by simply enlogating the elastic element bellow its capacity, just like you wouldn't work with an engine on its maximum load for much longer.
However, the only problem with this approach is that I need to find a way of containing the fluid in a flexible but resilient material and a way of "DIYing" the elastic elements.
On the impact-dampening of the hydraulic actuators, I was thinking on simply filling the spring element with air, but I can't do that for a tension spring element.
Spring/rubber bands are accessible, but I would need absurd quantities of such material in a RAHAM mech/suit, so I need to think in a way of making DIY springs, which is a challange on itself. And I think that using springs would increase the overrall efficiency of the system, since it would make everything closer to a hydraulic cylinder instead of an artificial muscle.
![]()
![]()
The source of the above image: https://www.industrialheating.com/articles/97520-c-c-composite-springs-and-their-applications
(it has useful information on the subject)
There are composite springs, but all examples are compressive strings...
Actually, my mistake, it doesn't really matter, because one could use a compression spring like a tension spring, example:
I remember this video from when I wrote about counterbalancing springs, you "just" need to put the compressive spring inside a cylinder connect the cylinder to a base then connect the top of the cylinder to the part that will move.
The cylinder will compress, but it will act like a tension spring.
In either way, I will try to make thinner springs and connect them to two round basis connected by non-expanding flexible material, these basis will be filled with hydraulic fluid and the force that I want to apply will be based on the spring tension and the size of these basis.
Just like an hydraulic cylinder, the more you increase the surface area of the basis, the bigger the force for each bar of pressure. And since the springs (and other things) will be occupying space inside the dang thing, the lesser the fluid flow will be required.
Some tutorials on how to make springs:
(I think this video is more ideal for high precision/quality springs)
Now I need to find a way of making the walls of the RAHAM, if you are using latex tubes instead of springs, this is not a problem, but if you are using springs, it may be...
I'm just having difficulty thinking/imagining how I would make a wall material that could contain the pressure without inflating, but still be flexible enought for being used as a muscle.
Maybe a cascading telescopic solid layer? Like an articulated hose?
![]()
Here some STL liks that may be useful for this:
- https://www.thingiverse.com/thing:5141693
![]()
- https://www.thingiverse.com/thing:44198
![]()
- https://cults3d.com/en/3d-model/various/entonnoir-tube-flexible
![]()
https://www.thingiverse.com/thing:57321
![]()
- https://www.printables.com/en/model/434252-bellow-blasters-enhanced-bellows
![]()
And yes, if useful and possible, the idea is to use these hoses as negative molds for metal versions of the actuator.You could simply buy conventional plastic bellow/corrugated/ribbed/scale hoses and use these as molds for this kind of muscle.
I will try to 3D model my idea later, but basically, I thought on just making a scale-hose, so to speak.
![]()
Somethign with a geometry similar to this one.
It is even easyer to make in a DIY way, I suppose: you "just" make something akin do the image by partially melting tube sections and squeezing these on other tubes.
For some reason there are hoses that work exactly like this (being expandable under pressure):
![]()
So, high strength polyester bellow coat + TPE rubber, gotcha.
... Now how do I make polyester to be ondulated like this?
On images the polyester coat seems like it is too long for the hose at its initial state.
![]()
It even looks like a small intestine lol
-------------------------------------------------------------------------------------------------------------------------------
I asked ChatGPT:
"Yes, polyester clothes are indeed made from a type of polymer. Polyester is a synthetic polymer that is often used to make fabrics and textiles for clothing. It is a type of plastic made from petroleum-derived chemicals through a process called polymerization. The polymerization process involves combining monomers (small molecules) to create long chains of polymers, which can then be processed into fibers and woven into fabrics. Polyester fabrics are known for their durability, wrinkle resistance, and resistance to shrinking and stretching.
Yes, polyester fabrics can melt when exposed to high temperatures. Polyester is a thermoplastic polymer, which means it can be melted and reshaped when heated. The exact temperature at which polyester will melt can vary depending on the specific type of polyester and its manufacturing process, but it generally melts at temperatures above 250 degrees Celsius (482 degrees Fahrenheit).
Exposing polyester fabrics to high temperatures, such as from an open flame, a hot iron, or other heat sources, can cause them to melt and potentially ignite. This is why it's important to exercise caution and follow care instructions when laundering and using polyester clothing or textiles. It's also a reason why polyester clothing is not recommended for certain high-heat environments or activities."
Well, this explains a lot, maybe making this kind of hose is that simple.
-------------------------------------------------------------------------------------------------------------------------------
Also, I forgot a detail that may or may not be useful with these muscles: braiding and/or coiling their bundle.
The only problem that I could think of is that with the increase of length and number of muscles, you may need to significantly increase the fluid flow. If you are using the idea of a single big muscle, connected by springs, then this may not be as useful.
Sorry for the low quality images, but I couldn't find better images.
The source is this link: https://www.liebertpub.com/doi/epub/10.1089/soro.2021.0040
It is pay per view and I'm not paying 51 bucks for that... (I received a free version from the people that worked on the project, it is really a stainless steel microcoil)
![]()
The above image looks kinda mettalic, I wonder if they used springs instead of fishing line to limit the expansion of the muscle strand...
This image bellow is a filament mckibben muscle, but it could be useful nevertheless.
![]()
Source: https://www.liebertpub.com/doi/10.1089/soro.2019.0022
Well, I found another link similar to the first one:
![]()
Image description from the article:
"FIGURE 2. Illustrated fabrication processes of the soft microtubule and
helical coil.
A) Soft microtubule; (1) Uncured silicone elastomer
(EcoflexTM or NuSilTM) is coated on a base plate by spin coater or film
applicator; a rod which is secured in the chuck of a power drill is coated
with a layer of uncured silicone; (2) Heating the rod while rotating to
speed up the curing progress; (3) Removing the rod to obtain the
microtubule. B) Helical coil; (1) A winding machine is used to provide
mandrel rotation while a wire guide is fed by a wire (stainless steel,
brass, or fishing line) to form the helical coil; (2) Heating the coil to
relieve its stress and stabilize its shape; (3) Removing the mandrel and
grinding both its ends to obtain the helical coil. C) Making a fishing line
coil (polyvinylidene fluoride: PVDF) with the help of a carbon fiber rod as
a mandrel, power drill, and heat gun (left panel) and the obtained fishing
line coil (right panel)"This is orders of magnitute easier to make than the other options that I've suggested here (I think).
I don't think you would need a plate with uncured silicon, but rather "just" take a long coil that isn't touching itself in any surface, then "just" dip the coil/wire/rope on curing silicon rubber multiple times until it a thick enough layer is formed on its surface.
Like dipping chicken nuggets on sauce multiple times, lol.
Or even better: slowly passing the wire (that will be the mold, as shown in the picture) through a "U" shaped chamber full of curing silicon, adjusting the speed to the thickness of the forming layer on the surface of the wire on the other end.
Also, one could using really thin music wire and not necessarily concern themselves with the rubber, using an inner bladder like polyester.
Also, there are "liquid rubbers" such as silicon rubber, latex rubber and generic rubber that come in a liquid state (duh) that could be used to create the tubing. You can easily find these onlines as buckets of 1 to 10kg of weight or some times even more.
![]()
![]()
It is hard to tell which ones are the best for elasticity, but a general rule of thumb is to take the latex tube muscle as an example: it has 300% of strain, meaning it can elongate 3 times its initial length before snapping.
You need to ask sellers what is the elasticity of each rubber and some times they will tell you a percentage, for example, they say their rubber has "60% of elasticity", although this is not a young's modulus (elastic modulus), it can tell you that the seller is pretty sure that this rubber can elongate at least 60% of its initial length without snapping.
But like I said before, not snapping is not necessarily good parameter, because it doesn't mean the muscle will survive multiple cycles of elongating and coming back to its original shape.
-------------------------------------------------------------------------------------------------------------------------------
Well, if making hundreds or thousands of springs is not your thing, I could suggest using gas struts, or gas springs:
You would need to find a way of making a flexible gas strut and make that thingie above were you use it as a tension spring.
As convoluted as it is to use a pneumatic spring into a hydraulic actuator that works like a muscle, gas struts have constant force and don't degrade over time for being in a compressed state for long times. Unlike conventional springs and elastics, which tend to slowly tear and suffer from mechanical fatigue.
Not to mention that gas is a very abundant material to work with, unlike latex or music wire, which can be expensive and hard to make for this specific task (since you would need hundreds if not thousands of these).So a flexible gas strut as a tension spring could be an interesting choice.
The two articles bellow don't actually explain how this flexible hydraulic cylidner would be made without inflating the whole thing due to the pressure inside of it.
You could maybe use non-elastic silicon rubber, polyurethane rubber, and/or a composite of either one of these options with some inliner material such as stainless steel, rope, polyethylene rope and so on.
In either option, you would find yourself with a flexible, but not elastic, cylinder that could be easily casted using a mold. And the mold could be made having the flexibility in mind in the first place, like having corrugated surfaces that allows for greater range of flexibility.
Although these would be hydraulic cylinders, you can turn them into a gas strut by making a hole connecting both faces of the piston head and so on.
You don't even need to make a hole through the cylinder head, just connecting the two parts would be enough.
![]()
Maybe it would be useful to use segmented/articulated hoses as the cylinder, of course, with some low-friction material as the inliner and as the outliner, so whatever part that is in contact with each other doesn't wear out that fast and/or helps minimize efficiency losses.
![]()
- https://grabcad.com/library/flexible-coolant-1
![]()
- https://grabcad.com/library/flexible-oil-coolant-pipe-1
![]()
- https://www.thingiverse.com/thing:1754888
![]()
-------------------------------------------------------------------------------------------------------------------------------
"The efficiency of a gas spring and a conventional metal spring can vary depending on several factors, including the specific design, materials used, and intended application. I can provide you with a general comparison, but please note that these values are rough estimates and can vary widely based on the factors mentioned above.
Gas Spring Efficiency: Gas springs, also known as gas struts or gas shocks, are often used to provide controlled motion and damping in various applications. They typically consist of a gas-filled cylinder with a piston and a rod. Gas springs can have relatively high efficiency due to their ability to provide controlled and adjustable force over a range of motion. In general, gas springs are more efficient than metal springs in applications that require precise control of force and motion, such as automotive suspensions, office chairs, and industrial equipment. The efficiency of a gas spring is often around 80-90%.
Conventional Metal Spring Efficiency: Conventional metal springs, such as coil springs, are widely used for their simplicity and reliability in various applications. The efficiency of a metal spring can vary based on factors like the spring design, material properties, and the intended use. Metal springs can experience energy losses due to friction between the coils and other factors. Generally, metal springs might have an efficiency ranging from 70% to 85% or more, depending on the quality of the spring design and manufacturing.
It's important to note that these efficiency estimates are rough and can be influenced by factors such as spring design, materials, surface treatments, and the specific conditions of use. Additionally, the choice between a gas spring and a metal spring will depend on the specific requirements of the application, including factors like damping control, adjustability, size constraints, and cost considerations."
-------------------------------------------------------------------------------------------------------------------------------
Also, something that I forgot to talk about last Project Log (I didn't, the text got so long it deleted itself): gaskets.
Here is a good video on how to make DIY gaskets both for the DIY Iron Air battery and hydraulic parts:
-------------------------------------------------------------------------------------------------------------------------------
Also, I totally forgot about the electromagnetic version of this muscle.
Basically, the idea of a reversibly actuated electromagnetic artificial muscle (RAEAM for short) is to use rubber bands squeezed between electromagnets in order to extend it, and once the electromagnetic force releases the pressure, it contracts.
Just like a dielectric elastomer, but using electromagnets instead of kilovolts.
![]()
One could make dielectric elastomers, but these kinds of actuators are even less efficient than conventional hydraulic artificial muscles.
And I do think I would be able to squeeze a high amount of efficiency out of this method.
However, I do think it would be even easier to mass produce this kind of actuator, specially since you wouldn't need a hydraulic pump for every fiber, resulting in a easily self-contained artificial muscle.
I don't quite remember what was my final conclusion on this subject, but I think I probably got the values wrong.
Also, bar or PSI (pounds per square inch) is a measure of pressure on the surface of something, so in order to squeeze the rubber bands, I would need a force equivalent to the pressure the rubber muscles would be suffering.
1 Bar = 1 Atm (atmosphere) = 1kgfcm² (1 kilogram force per square centimeter)
If the rubber tubes on RAHAM actuators were under a pressure similar to 5 to 6 bar, then I would need to squeeze a square centimeter of rubber band with a force equivalent to 5 to 6 kilograms of force.
The only problem with the RAEAM actuators is the lack of continuity that the dielectric ones don't suffer.
Meaning that in a unsqueezed state, the electromagnets would be closer to each other, but once the pressure is applied, they would be far apart, resulting in "islands" of pressure that could be a problem for the elastic material.
![]()
For solving this in some way, you would need to use coils as electromagnets with or without core.
Something akin to a coil stator of a syncrhonous motor where coils over lap one above another:
-------------------------------------------------------------------------------------------------------------------------------
I will try to continue this Project Log later, but basically, I'm facing yet another dilemma: which reversibly actuated hydraulic artificial muscle (RAHAM) to choose.
- Reversely Actuated Spring Hydraulic Artificial Muscle (RASHAM).
- Reversely Actuated Electromagnetic Loaded Elastic Artficial Muscles (RAELEAM).
- Reversely Actuated Strut Loaded Hydraulic Artificial Muscles (RASLHAM).
(bruh, all of these names sound like egyptian gods or something)
Each type has its own advantages, disadvantages and unique challanges/problems to deal with.
-------------------------------------------------
The problem of the first two is material price tag, since I would need kilometers and/or kilograms of elastic rubber and/or springs, which are cheap individualy, but not easy to find on bulk.
I'm trying to contact a few elastic rubber distributors to see if I can find one that is cheap enough, but I'm not optimistic about the price tag. However, I did find latex rubber bands per kg on the cheap, but I don't know if it would be worth the trouble of working with these normal rubber bands to turn then into fibers or something...
I asked to at least 3 dozens of sellers online and one said that they would sell 10kg of elastic latex rubber for exercize for 180 reais (36 dollars), which I'm skeptical that there is a misunderstanding in communication.
But in either way, if there is a problem and I receive sketchy rubber tubes, I can just ask for refund and/or help from the website admnistration.
-------------------------------------------------
The second one (RAELEAM) has its own problems too, I would need equally an absurd amount of copper wire and magnetic cores.
Well, the copper wire is already sold by kilogram and its fairly cheap, but the magnetic cores would need to be made by hand, not to mention that I would need to build a machine that builds this kind of muscle in the kilometers.
I would also need to make a cooling system since rubber and electromagnets heat up over usage (yes, rubber changes temperature during its cycles of use).
Another problem:
![]()
This is a 5 kg force solenoid.
How would I be able to miniturize this thing for a fiber?
![]()
I found this electromagnet in the pick has a 15kg lifting capacity and has 70mm of diameter and 9mm of height.
So, with that I could maybe figure out a way of scaling down the system.
Another thing that I should've thought is on instead of putting two coils facing each other, put one coil facing a plate connected to the solenoid core.
Once the core is attracted to the center of the coil, it will be squished between the two.
https://www.omnicalculator.com/physics/solenoid-magnetic-field
Accordingly to this solenoid calculator, if I were to have an 30 amp coil with 10 AWG, and a length of 5mm, I would just need 7 turns to achieve 50 tesla of electromagnetic force, which equals to 50 Newtons, which means 5 kilograms of force.
This other calculator says that I would need 1400 turns for a 1cm long solenoid with 300 amps in order to achieve 5 tesla
... Yeah, it seems like I will need to rule out the electromagnetic option. It is just too bulky, and the more amperage that I get, the hotter it gets, and the hotter it gets, the easier to simply melt the rubber off.
But the positive part is that now I know more or less how to make a propper solenoid for the solenoid hydraulic micro-pump...
... Or maybe not...
I was thinking here, maybe this "micro-pump" won't be able to be that micro, I need this crapton of copper for a single 5kg solenoid, imagine a 20kg solenoid that needs to move back and forth hundreds of times per minute?
There is a type of solenoid called "laminated solenoid", which is meant for AC systems, but this thing just bugs my head, it is meant to be high frequency moved or just stay still?
![]()
In any way, something akin to this would need to be added to every artificial muscle (I still didn't calculate how much fluid flow every muscle would need, but you get the idea).
-------------------------------------------------
The third option doesn't have the problem of availability of material and it would be the most efficient one of the bunch, but it has the problem of being extremely complex to build.
Even though I gave the idea of using an outliner and an inliner made out of teflon plastic for the lowest friction possible, I don't know how I would even make dozens or even hundreds of this actuators for a mech or even a exoskeleton.
Of course, at such point you wouldn't actually need to make/add the pneumatic spring, it would just be a conventional pulling hydraulic cylinder like any other, just flexible and not capable of applying pushing force due to it being flexible.
Well, I think here about the problem of this image: the cable doesn't bend in the same manner as the walls.
Of course, you could solve this by either creating rings to conduct the cable or just making a thick cable that will bend in the same proportion as the walls.
One other problem that this could solve is the need for telescopic actuators. You could "just" put a really long actuator strapped at its middle instead of attaching it to each point without much problem; after all, the actuators are maleable and won't block themselves during travel.
-------------------------------------------------
I asked around if it would be possible to melt latex rubber bands into other shapes, so I could solve this problem.
-------------------------------------------------------------------------------------------------------------------------------
Useful video, I believe.
I asked ChatGPT:
"Latex rubber bands are made from natural latex rubber, which has a relatively low melting point. While it is technically possible to melt latex rubber bands, it's important to note that the process may not be straightforward and could have potential safety and environmental concerns.Latex rubber typically begins to soften and degrade at temperatures above its melting point, which is generally around 180-200°C (356-392°F). However, reaching these temperatures could release potentially harmful fumes, and the process might not result in a clean or usable melted material. Additionally, the process could produce noxious odors, and there is a risk of fire if not carefully controlled.
If you're looking to repurpose or recycle latex rubber bands, it's recommended to explore other methods such as reusing them or finding appropriate recycling facilities that can handle rubber materials.
As always, if you're considering any unconventional use of materials or attempting to alter them in any way, it's important to prioritize safety, follow proper guidelines, and be mindful of potential hazards. If you have specific intentions or goals related to melting latex rubber bands, it's a good idea to consult with experts in materials science or chemical engineering before proceeding."
The duration of heat exposure required for rubber vulcanization can vary based on factors such as the type of rubber compound, the specific vulcanization process being used, and the desired properties of the final product. Generally, the vulcanization process can take anywhere from a few minutes to several hours.
For traditional sulfur-based vulcanization, which is a common method, the process can typically take around 20 to 60 minutes at temperatures ranging from 140°C to 160°C (284°F to 320°F). However, modern vulcanization techniques, such as microwave or electron beam vulcanization, can significantly reduce the time required for vulcanization.
It's important to note that over-vulcanization or under-vulcanization can both have negative effects on the properties of the rubber, so careful control of temperature and time is crucial to achieve the desired results. The specific vulcanization parameters should be determined through experimentation and testing based on the particular rubber compound and intended application.
"The microwave vulcanization process for rubber sheets can vary widely based on factors such as the rubber compound, the specific microwave equipment being used, and the desired properties of the final product. Additionally, the thickness of the rubber sheet can influence the required vulcanization time.
Since there isn't a one-size-fits-all answer, I can provide you with a general guideline, but you will likely need to perform experimentation and testing to determine the exact microwave vulcanization time for your specific rubber sheets.
For a thin rubber sheet (1mm thick) used in a slingshot application, a starting point for microwave vulcanization might be in the range of a few minutes. You could start with a microwave power level of around 50-70% and an initial vulcanization time of 2-5 minutes. However, these are just approximate values and should be adjusted based on the results of your tests.
It's important to closely monitor the rubber sheet during the microwave vulcanization process and perform frequent checks to assess its condition. Over-vulcanization or under-vulcanization can affect the final properties of the rubber, so you'll want to find the right balance.
Always prioritize safety during experimentation, follow proper procedures for using microwaves, and be prepared to adjust your approach based on the outcomes you observe. If possible, consult with experts in rubber processing or materials science to get more specific guidance tailored to your slingshot application."
I received an answer:
https://www.ehow.co.uk/how_8420675_melt-rubber-bands.html
Basically, just spray vegetable oil on the pan and set it to low temperature (around 180º, like ChatGPT said).
But it says to use it as an "adhesive", not to reuse it like a different shape of rubber.
... Maybe I'm overthinking it...
Now I "just" need to figure out what is the ideal shape of electrogmanet to squeeze the rubber bands and then how to make a machine that produces both.
Also, it just crossed my mind that I could actually use the homemade graphene to mix up with the molten latex...
I wonder how graphene will impact latex rubber... hmmm
I was asking if it is possible to remelt latex rubber bands, but I was receiving conflicting answers, some said that I needed to devulcanize the rubber first and others said I cannot remelt the rubber because it would just decompose.
Someone said this:"In fact, both answers say you cannot. The first answer just mentions a hypothetical operation, needed for melting, that cannot be done easily, if at all."
The question on stack exchange: https://chemistry.stackexchange.com/questions/175648/can-latex-rubber-bands-be-remelted-into-other-shapes?noredirect=1#comment372257_175648
-------------------------------------------------------------------------------------------------------------------------------
Well, if I cannot remelt rubber bands, then I need to go back to the method one of using silicon rubber for the tubing, I just don't know which silicon is the better: rigid, soft or medium.
It would be great to just buy all of the options and just test it out, the problem is: with what money?
the worst part is that I actually found a liquid latex and liquid silicone buckets and I tested their elasticity, which was actually pretty good.
Now I can't make use of any ot these...
-------------------------------------------------------------------------------------------------------------------------------
Well, I will try to calculate the parameters of the pump.
Assuming each muscle has 150mm of length and elongates to 300mm (30cm), and all of these have 12.5 mm of inner diameter and apply a force of 80 newtons (8kg), and I want to pump it up to 1/5 of a second to achieve the 30rpm speed of the limbs, I would need around 5 liters per minute of fluid flow in a single strand. Obviously, this is to fill the artificial muscles, I could diminish it to 1/3 of a second of filling speed and get 3 liters per minute.
So, assuming the working principle of the solenoid micropump is to be a piston that travels the same distance a conventional solenoid would travel, around 10mm with a force of 5kg in order to achieve 5 bar, I would need a single solenoid with 10mm of diameter to move 90 times per second. If I were to assume the travel is actually 20mm, since two solenoid coils are moving the same free piston, it would move 45 times per second. This is like, 90 cm per second (almost a meter) and 45cm per second.
ChatGPT said that a medium frequency for a solenoid valve is 50hertz (50 times per second).
In order to lift 3000kg, I would need 375 fibers.
But a solenoid micropump goes back and forth, I only said the liter per minute of a single side, so in total, a single micro pump can actually output 10 liters per minute, and thus, I would need 187.5 micro pumps.
... For a single muscle bundle.
A 5kg force solenoid has 500 grams of weight, I would need more or less the double (since each solenoid micro pump has two solenoids), this means that the total would weight 100kg.
https://www.amazon.com/YXQ-JF-1578B-Holding-Solenoid-Electromagnet/dp/B0758CHC7F?th=1
(it actually has 800)
Assuming that I have 30 bundles in total, I would have 3000kg of weight for the hydraulic pumps only....
Well... F8ck.
What a pointless endeavor...
I completly forgot to calculate the linear pump:
![]()
Well, obviously it would be a pain to make these in the hundreds, but it would still be better than to make a fricking electric turbine engine. And at this point, I'm my bar is so low that I would accept the low efficiency of soft magnetic cores.
In any case:
Assuming that the initial length is 15cm and the elongated state is 30cm, I would need to move around 0.001 liters, or 0.737 ml.
Visualization of a single milliliter:
![How much is a 1 mL? - 27F Chilean Way]()
A little drop....Well, frick. How do I calculate this now?
Now that I think about it, I think I have made another mistake, a single solenoid pump definitely can pump this much in less than a second.
... That's why you write the entire equation when calculating stuff, Fulano...
I need time, wait.
So, let's get this properly:
1 strand needs 0.0007 liters in order to actuate, I need it to actuate in 1/5 of a second.
0.0007x5 = 0.0035 x 60 seconds = 0.21 liters per minute.
This means that a single solenoid pump that can achieve 10 liters per minute can fill up 47 strands at same time, since I have around 375 strands, I would need 8 solenoid pumps to fill up all of these.
And since there is 30 of these bundles, I would need 240 micro solenoid pumps in total (assuming that I would have the exact same amount of strands on every bundle).
But basically, I would need 12 groups of 8 5kg solenoids, giving 96 pumps in total, giving 48kg in total.
For the torso and arms, I would need 1/3 of the strands, 125 strands per muscle, and since I would need 3 solenoid pumps per group, having 18 groups in total, I would need 54 pumps, weighting 27kg, meaning that I would have 75kg of weight in total for the pumps.Amem brothers.
Each solenoid consumes 192 watts (I would actually be activating and disactivating two different solenoids, so I don't know how it would affect the final power consumption), so I would need 28,800 watts in total, or 38.4 horsepower.
We are so back into the game, my guys.
Also, a detail:
If you are going to use the twisting/braiding of the muscle strands, you need to remember that when doing it, you're also increasing the length of the muscle, and thus, the amount of fluid it will need.
Which you will need to take into consideration so your mech/exosuit isn't underpowered.
Plus, I would advise you to roll your muscle strands with teflon tape to lower the friction.
--------------------------------------------------
This section is before I noticed I calculated the result incorrectly.
--------------------------------------------------
The only way I would be able to pump this enough air would be using a fricking turbine.
![]()
A single axial air pump can achieve a flow of 80m³/h which is 1300 liters per minute, I would need 14 of these to achieve 18k liters per minute and more 60 times this for 6 bar of pressure. Which would be 300kw.
I was looking here, 18,000 liters per minute of air flow are more or less 1200 cubic meter per hour. Which is a value normally used for industrial fans.
https://vikiwat.com/en/industrial-axial-fan-ywf4e-250s-220vac-50hz-1400m3h.html
![]()
So, basically, I need a 30cm wide fan for this flow of air + a centrifugal compressor with a similar air flow.
https://sewinfla.net/products/sw-950w-air-blower
![]()
This 950 air blower has the same airflow output, but it is an axial fan, but most importantly, it has the shape of an centrifugal compressor. Meaning I could make a centrifugal compressor with same dimensions and somewhat the same flow output.
And/or maybe a multistage axial compressor.
So, 10 stage axial compressor + centrifugal compressor.
One may or may not make a turbine with such configuration in order to drive the electrical turbine.
And yes, the idea is to make a metal casting of all of this bullshit in order to achieve the proper airflow, even if this means making such frankenstein with terrible efficiency.
Not to mention that every day that passes I'm less and less confident that I will be able to make this goddamn project...
I tried to calculate and I would need more or less 150 horsepower in order to fill 12,000 liters per minute to the hydraulic muscles if it were a hydraulic piston pump, which needs way more power to be driven.
But assuming that I'm staying at 3000 rpm and a 30cm diamter axial fan, and that I would need 6 bar of pressure instead of the 9kpa, I would need 60x more torque, and thus, I would need around 25 horsepower to power this thing up.
However, since we are talking about 30% of efficiency, I would need at least 3 times this value, around 80 horsepower, or 59,656 watts.
Well, I don't know how much you should increase the torque and rpm, and how much you should increase.
But in an air compressor, I don't see why increase the torque, I believe you would only need to increase the airflow, and thus, the RPM. Maybe something around 6000rpm and 98 Nm?
... Or you could add 3 more compressors...
----------------------------------------------------------------------------------------------------------------------------------------------
Well, one thing that I forgot to talk about is the other option for the RAHAM and McKibben muscles.
One problem with the RAHAM is inherently related to its way of function: since the rubber part is the responsible for the actuation, then the force of actuating is limited by the strength of the rubber tube instead of the pressure and size of the actuator, unlike the McKibben muscle.
But a major downside of McKibben muscle is that you need braided sleeves, and braided sleeves are expensive and I can't find a 3D printed machine that could make braided sleeves on whatever size you want.
However, I completly forgot about the knitting version of McKibben muscles.
This is relevant because you can make expanding sleeves using sock knitting machines with whatever shape and/or size you want.
Source of both images:
https://www.researchgate.net/publication/334105024_Fabrication_Characterization_and_Control_of_Knit-Covered_Pneumatic_Artificial_MuscleApparently, the article isn't using the knit layer for the sleeve (it actualy does, page 4 and the video below), but for a conducting layer for actuation feedback loop (basically, allowing the program to detect how much it actuated).
(the video of the article)
But I remember seeing one exploring this option and working just fine, but I couldn't find it again...
But nevertheless, the images are very explanatory, you could "just" buy a knitting machine like in the image and knit around 3 kilometers worth of expanding sleeve. :|
You "just" need to tweek the 3D models in order to get a 1inch diameter expanding sleeve in order to get a McKibben muscle with 100kg of pulling force at 6 bar.
Although I don't know much about knitting and braiding, I would suppose that the diameter of the sock knitter is the equivalent to the diameter of the expanded muscle.
But you need to remember that while the muscle contracts in 20% to 40% of its length, its diameter also expands 30% to 40% or more, so you may need way more liquid, and thus fluid flow, in order to get a fast actuation.
I would also advise you to use the LDPE (low density polyethylene) inner bladder because it increases the efficiency of the muscle.
![]()
Source:
https://journals.sagepub.com/doi/10.1177/1045389X14549872Assuming that the muscle has 1 inch of (2.54 centimeters) of inner diameter and 30cm of length, it would increase diameter in 40% and decrease length in also 40%, which would have 3.556cm of inner diameter and 18cm o
Well, the project log got so long it deleted the end ( I had to delete some stuff to fit this here, I hope I didn't delete too much [I deleted a part of ChatGPT explaining devulcanization, because it is not possible with a DIY setup]).
But basically, I wrote that with said dimensions, the artificial muscle would need 8.1 liters per minute and a single solenoid pump would be able to feed 6 of these.
But I don't know what would be its strength, so you would need to build one yourself to find out.Also, I said that the solenoid micropump needs to be proportionally stronger accordingly to the pressure being worked with.
If it is 5bar of pressure, then 5kg of force will be applied to the 10mm solenoid pump, if it is 80 bar of pressure, then 80 of pressure will be applied to the solenoid pump.
However, I couldn't even find 10kg force solenoid, just imagine a 100kg one.
![]()
Also, I tried to calculate more or less how much force you would be able to produce with the filament mckibben muscles (I showed a pic of them more or less at the middle of the project log), and the filament above is capable of achieving 8 newtons of force and it has 10 times less inner diameter than the 300% strain RAHAM, so I would assume that a filament muscle with the same dimensions (12.5mm of inner diameter instead of 1.3) would achieve also 80 newtons of force at 4-5 bar of pressure.
In either way, I believe it will be easier to "mass-produce" it in a DIY setup way using LDPE rolls, cutting and melting it into desired shapes and adding the sleeve all in one go.
Also, I was just thinking here how stupid it is that I made 60+ project logs just to go back to artificial muscles.
Yes, I did learn a lot along the way and now I know for sure how certain things work.
But nevertheless, I can't stop thinking:
Why do I think stupid?
![]()
Me to myself every day.
Well... F8ck.
I forgot that the reversibly actuated artificial muscles (RAHAM) need to carry their own fluid (well, obviously, but my brain didn't compute this), so, it would be a problem like I previously said: the overall efficiency of the system diminishes based on its overall weight because the more weight it has to carry, the lesser its overall efficiency.
And the reversibly actuated artificial muscle (RAHAM), would need in total 0.049 liters of oil.
Well, it wouldn't be a problem if I didn't needed more than 300 of these... Per limb.
In total, there would more than 9000 muscles in total, and thus, the total weight of the system would be 551.25kg due to the hydraulic oil. If you used spacers inside the muscle, then you would need half of this value.
In the case of an exoskeleton with 100kg of carrying weight, it isn't that big of a deal, but for a 1000kg carrying capacity, it definitely is.
Since pneumatics are definitely not an option, I need to just... Deal with it. And make the final hydraulic design with that in mind, because pneumatics are really bad.
Wait, if I'm going through so much trouble trying to make a weight-efficiency in order to increase efficiency, but pneumatics are a bad option, but hydraulics are kinda useful, then why not just use dielectric elastomers? Those were 42% efficient maximum and fairly light.
The 42% is accordingly to ChatGPT, after finally being able to read the article, I noticed that actually they said it has 10% of efficien<
- https://www.thingiverse.com/thing:5141693
-
Project Log 66: DIY Linear Actuator.²
07/27/2023 at 13:57 • 0 commentsThursday, 27/07/2023, 10:48.
Well, I will just post this here, but I will keep editing later (I can barely edit anymore because I already wrote so much stuff).
Just because It would be of great help if someone were to give suggestions.
Even though I stuffed this project log with options, I'm still divided between hydraulics and the hoist mechanism.
Hydraulics are a proven design in the real world and it has a lot of information on the subject, but it needs a lot of precision to avoid leaks. Precision that I may or may not be able to achieve in a DIY setup.
I asked online if making high precision hydraulics using molds would be realistically, people answered that cylinder fail can lead to death and on top of that, casted parts need furthuer machining to meed required tolerances (PS: I don't know what are th required tolerances).The hoist linear mechanism is cheap and easy to make, but it doesn't have a proven design/example on the real world, and thus, I can't find a proper way of calculating its efficiency, and even if the efficiency was to be good, I still don't know how long its mechanical pieces would last...
We are talking about 3000kg of force/weight being deposited in a DIY mechanical system, an hydraulic one would take the force easily, but a mechanical one...
![]()
What do I do now?
----------------------------------------------------------------------------------------------------------------------------------
Well, there was a giant text here talking a myriad of things about linear actuators, but in the end it was the same problem that I always make with my project logs: I keep posting random ideas and random videos that I found and I never actually finish the actual 3D model that I'm supposed to do.
I will try to 3D model something similar to this, then, later I will try to make a telescopic actuator.
---------------------------------------------------------------------------------------------------------------------------------
One thing that is kinda chipping off my mind is the twisting motions that the linear motor would suffer under loads, this is already a significant problem for conventional linear motors, now imagine a telescopic one, were each part would be support by a little bit of contact metal.
How do I avoid such thing? I am overthinking its impacts on the structure? After all, everything will be in a stewart platform with universal joints, and on top of it, all the objects would have at least 10mm of thickness for extra resilience...
I was actually thinking on make something akin to this, but with hoists instead of a belt drive, since belt drives aren't meant for high torque appliactions.
Also, I was wondering if scissor actuators would be a good choice... They are even more compact than telescopic actuators, and quite simple aswell...
![]()
This circular scissor mechanism actuates by rotating one of the two plates at the bottom and/or at the top, increasing or decreasing the angle between the scissor linkages.
Althought I think it is an incredible type of mechanism, I don't really know if it faces the same problems as conventional scissor mechanisms (explained in the paragraph bellow) or if it is simply too complex.
Source: http://robotics.estec.esa.int/ASTRA/Astra2006/Papers/ASTRA2006-2.3.1.01.pdf
I was seriously giving this mechanism a thought, since after messing with an online calculator, I found out that the bigger the amount of degrees (past 45º), the less force you need to lift/ push the load.
However, bellow 45º angle, the more and more force you need to apply in order to lift something, for example, at 5º I would need 35 tons of force to lift 3 tons.
It would only be an efficient option if the device were designed to stay at the start at 45º.
Maybe this is a solution?
Of course, just replace the weird looking disk with a linear actuator.
I couldn't find any information on the subject, but I would guess that it has a relation between torque and linear speed similar to a gear ratio, after all, for every unit of distance you input, it multiplies accordingly to the number of stages, and thus, I would guess that the torque/force is divided by the number of stages also.
I only came to this conclusion because if it wasn't like this, then I would be basically creating energy out of thin air. And that is not possible.
The relation between travel distance and force must have some kind of affect on the mechanism.I asked around and my suspicion was correct, I received some answers stating that the amount of stages proportionally increases the amount of torque required for lifting the load in this configuration, just like the linear distance increases proportionally to the number of stages.
... Although, even with this limitation, I do think it could be a really great actuator for this specific case of a mech/exosuit.
Simply put, I need something close to a telescopic actuator, and all types of telescopic actuators need to be connected with smaller and smaller sections that only increases the weakenesses of the overrall mechanism.
But with a scissor mechanism, on the other hand, I could achieve way bigger lengths without the need for sub-sections... Such mechanism would be able to double and/or even triplicate its length.
The only problem is exactly the initial torque/force required to make it "break" the inital resistance.
... I thought on using spring compensators, but the weight you would need to compensate for would be in the tens of tons...
Also, I was kinda considering electrohydraulic actuators.
I was skeptical of how well I would make the hydraulic system if every actuator were an hydraulic cylinder because of chances of leakeages and loss of efficiency at the hoses and so on.
But I think that using actual electro-hydraulic actuators in which the pump would be directly connected to the cylinders would be way simpler and better overrall.
I mean, an hydraulic cylinder has 95% of efficiency and a hydraulic gear pump has 70% to 90%, with less energy/torque requirements for lower pressures.
The gear pumps in the market can achieve up to 30-40 liters per minute at 1000-1750 rpm and each actuator would need around 10 to 15 liters per minute individually at more or less 100 bar, if you decrease the bar to half and increase the bore diameter, you would need more fluid, but way less torque.
Although it doesn't sound intuitive to replace a mechanical actuator to a hydraulic actuator, you're simply changing the wear and tear of solid metal to an oil.
You would still need to take care of gaskets/seals throughout the armature tho...
Chat GPT and the tolerances in Hydraulic Cylinders:
"The tolerances or margins of error in hydraulic cylinders can vary based on the specific application, manufacturing processes, and quality standards. However, I can provide you with a general guideline on what tolerances might typically be expected for hydraulic cylinders with output forces ranging from 1 to 5 tons (approximately 9.8 kN to 49 kN) in metric units:
Straightness and Alignment: The cylinder's piston rod should be straight and aligned with the cylinder bore. Tolerances for straightness are often expressed in micrometers per meter (μm/m). Common tolerances might be around ±50 μm/m to ±100 μm/m. Cylinder Bore Diameter: The bore diameter of the cylinder needs to be within specified limits to ensure proper sealing and performance. Tolerances might be in the range of ±0.1 mm to ±0.3 mm. Piston Rod Diameter: Similar to the bore, the piston rod diameter needs to be controlled for proper sealing and strength. Tolerances might be in the range of ±0.1 mm to ±0.3 mm. Piston Rod Runout: Runout refers to any wobbling or eccentricity of the piston rod as it moves in and out of the cylinder. Tolerances might be in the range of ±0.05 mm to ±0.1 mm. Sealing and Leakage: Hydraulic cylinders need to maintain proper sealing to prevent fluid leakage. The tolerance for acceptable leakage rates will depend on the application and specific requirements. Surface Finish: The surface finish of the cylinder bore and piston rod can impact sealing and friction. Surface finish tolerances might be in the range of Ra 0.4 μm to Ra 0.8 μm. Pressure Rating: The cylinder should be able to handle the specified pressure without failure. This isn't exactly a tolerance but an important consideration for hydraulic systems. It's important to note that these tolerances are general guidelines and can vary depending on factors such as the intended use of the cylinder, manufacturing methods, quality standards, and the specific manufacturer's practices. When designing or purchasing hydraulic cylinders, it's advisable to consult with the manufacturer or supplier to understand the exact tolerances they adhere to for the desired output force range.
Micrometers (μm) and micrometers per meter (μm/m) are units of measurement commonly used in precision engineering and manufacturing to express very small distances or changes in dimension.
1 micrometer (μm) is equal to 0.001 millimeters (mm), or in other words, 1 μm = 0.001 mm.
Micrometers per meter (μm/m) is a measure of how much a dimension changes over a certain distance. It represents the change in micrometers for every meter of length. So, if you have a tolerance of ±50 μm/m on a dimension, it means that for every meter of length, the dimension can deviate by up to 50 micrometers in either direction.
For example, if you have a straightness tolerance of ±50 μm/m on a piston rod that is 1 meter long, it means that the end of the rod could deviate up to 50 micrometers from a perfectly straight line over the entire length of the rod."
... Crap, I'm doing it again...
---------------------------------------------------------------------------------------------------------------------------------
Well, although I gave up on screw actuators before, I still think it is a good bet to make taking into consideration the amount of weight the actuator will be under.
When it comes to high loads, you have very limited options that allows for high efficiency and high force output (as far as I could find, I may be wrong).
Now, for the linear screw actuator, I will make a linear one on blender that also allows for bearings.
Basically, there is a "Screw" effect built on blender, and I will try to make it the same way one would make slew bearings.
Basically, a roller bearing with the same amount of diameter and height, so it more or less fit inside a square.In this video it shows how it works with ball bearings, but I don't know if it would work for roller bearings...
Better stick to what it already works...
For some weird reason, I had an idea for an equally weird mechanism.
Basically, I was thinking on a mechanical replacement for a hydraulic actuator, so I thought: "Hydraulics are about moving liquid stuff under solid stuff, so why not just use bearings?".
So the idea was to "just" use a sprocket mechanism were ball bearings would fill the space between the sprocket's teeths, filling up the space between the hydraulic champers without the need to high precision/high resilience seals.
I could even use hoses for feeding up the bearings.
But you know, such mechanism just sound proposterous.
But I only thought of that because of the ball screw actuator, simply because I thought it would be easier to make the bearings move instead of the entire thing.
... But as you could guess, I don't know how to calculate the ins and out of such thing.
Well, I also thought on trying to make the screw actuator itself with a reduction ratio of 10:1.
The mathematics elude me, but I know that 30 RPM equals to 0.5 rotation per second, and thus, since I want 15cm per second of linear speed, I would make an spiral that would take 5 rotations per second (0.5 RPS x 10 = 5 RPS, 5 RPS x 60 = 300 RPM) in a 15cm tall and 10cm wide cylinder.
So, with 300 rpm, the output would be 30 rpm and the torque 10 times greater.
Although I don't know how well this logic proceeds.
![]()
I've made it on blender, and funnily enough, it lefts enough space for giant bearings, which I could make buy a single unit and make molds from it.
![]()
By the way, I didn't explain it very well, but basically, you just create a circle and add the modifier, the spring will be made.
That's why it is quite easy to make the profile just like in the video in the beginning, even by an idiot like me.Then I will "just" make the boolean modifier to "carve" the shape in the cylinder in order to make a screw.
---------------------------------------------------------------------------------------------------------------------------------
No matter how much I hink about the subject, I simply can't reach a conclusion. I just don't know what to do, how to proceed and so on.
All alternatives sound really good and I don't know which type I should try out...
Screw linear actuators? Hoist driven linear actuators? Scissor acuators? Hydraulics? Pinion and Racks?
The Screw linear actuator looks really sturdy and resilient, but I don't know if it will be good enough, if it will have too much friction or any other problems...
The hoist/belt driven linear actuator looks like it is the fastest and the easiest to make a telescoping version, but I don't know its efficiency and how well it would actually handle the loads. The armature could be thicker and stronger, but how well it would endure in the long run?
Scissor actuators look way simpler to build and maintain, but I don't know if it would be the best choice...
Hydraulics are simpler, but not easier to build, they need a lot of precision and I don't know what would be its efficiency.
Pinions and Racks are the most (supposedly) efficient option, but I don't know how well these would survive loads from 500kg to 3 tons...
Oh yeah, I forgot about this detail also... The actuators on the arms would be only under maximum 1000kg, but the legs would be suffering 3 times more (or even beyond that, assuming the mech/exosuit jumps and/or falls).
Well... I would guess that the hoist driven is the winner, I suppose, I doubt the screw actuator would be back-driveable and/or even be good with impacts...
---------------------------------------------------------------------------------------------------------------------------------
Well, assuming that the final result would be a cylinder with 10-20cm of diameter and 15cm of height made out of solid aluminium (which won't), it would weight 3 to 13 kg each (10cm diameter to 20cm diameter).
Giving a total of 30 actuators out of these, and you would have a 99kg or 390kg of weight in total.
With the iron-air battery that weights around 200kg, it would already reach 300kg, with the "pilot" with 80 to 100kg, 400kg. lol
---------------------------------------------------------------------------------------------------------------------------------
Why I'm even fricking out this much?
I just said that a 5 ton hydraulic cylinder has a thickness of 1cm. I just need to double or triple the thickness of every part in order to stay within aluminium's strength and achieve the same results.
And I say "just" double the thickness because of this video:
My brain just needs to work properly...
Well, guess what? My brain is not working properly, but I've made a sketch. A crappy one.
![]()
So, each sketch is a possible way of making the linear hoist actuator.
The first one from the left to the right is if every hoist is connected to a single shaft supported by bearings, the pulley wheels on the top, at the side of the rod are responsible for the pushing motion of the actuator, but these are merely for redirectioning the motion of the base hoist.
Although in every version, the center wheel is responsible for pulling the linear actuator back to the base.On the second/middle, the sequence of hoists are connected by hoists instead of transmission gears or a single shaft. This idea makes me doubt the efficiency of transmission of the hoists and may lead to inconsistent loads.
The third, on the right, is the actuator that I first imagined and the reason why I was so doubtful of the hoist actuator, simply because the hoists responsible for the pushing motion aren't centered and on top of that, need two pulley wheels for redirectioning the load/motion.
And as you can guess, it is just an overcomplicated version of the first sketch on the left.
That's the reason why you draw sketches of your idea before actually making a 3D of it, but, as you can guess, I'm not very smort.
---------------------------------------------------------------------------------------------------------------------------------
About the speed of actuation required to a human-like motion of 30 rpm:
Let's remember that each actuator will be at one third of the length of the limb, meaning that I will lose 3 times the torque and increase the speed for 3 times.
Mechanical advantage of a lever is kind like a gearbox.Meaning that even though the linear speed is 15cm per second, the speed of the entire limb will be different.
So, if we take a RPM to linear speed calculator and just insert the triple of 15cm per second, 45cm/s, we would achieve an rpm of around 14 rpm, meaning that we "only" have to input twice the initial value.
Meaning that each part would "just" need 12 horsepower instead of 6 or 5, giving 36 horsepower in total for the entire thing instead of 189hp.
Meaning² that the 200 kw iron-air battery will last for around 7 hours instead of 10.
![]()
---------------------------------------------------------------------------------------------------------------------------------
Well, in any way, I think I will be going on with the electro-hydraulic idea simply because I think it will be the easier to find information about.
I mean, the most promising idea is the linear hoist mechanism for its simplicity, but I can't find the actual efficiency of such system for the life of me.
In any case, even though I gave up on hydraulic piston pumps before, I do believe that I was thinking of those in the incorrect manner.
Basically, the bigger the area of the piston, the more force needs to be applied to the thing.
So, the "ideal" hydraulic piston pump would be to make those really thin and move really fast.![]()
For example, a piston with 50mm (5cm) of diameter would need to fight the force of the fluid at 100 bar, which would be applying the equivalent of around 2000kg of force.
However, a piston pump with 10mm (1cm) of diameter would only face a resistance of around 80kg at the same 100 bar of pressure.I would need to make this piston pump to rotate with around 40 Nm of torque (which is really close to gear pumps I can find on the market) at 1000 RPM (4kw or 5hp), a single piston would achieve around 8 liters per minute, but if I make a multiple piston pump of 5 piston heads, I would achieve around 40 liters per minute.
However, with that I create another problem: now multiple pistons will also be under force in order to make the fluid to flow.
Assuming that "just" 3 of those pistons were being pushed in order to pump, I would need around 120 Nm of torque (3 times more), meaning that now I'm at 12kw or 16hp.
Of course, there are some caveats to this.
I'm assuming that the piston has a radial crankshaft in which every piston is attached to a distance of more or less 5cm from the center, meaning that I need more torque and less speed, but if I were to change such distance or the configuration of such displacement, I could change the requirements.
Of course, tripling the RPM instead of the torque will still give 12kw/16hp, but that is in a radial configuration.
I didn't think of a conventional axial configuration because it needs really high tolerances.
![]()
An axial piston pump separates the high pressure from the lower pressure side only using a low tolerance flat plate, which I'm dobtful I would be able to replicate in a DIY setup.
However, I could try the wobbling version:
However, I don't quite like the wobbling of the plate itself, but I think I got a better version:
This engine is kinda like a wobbling plate, but without the complicated bearing for the wobbling plate.
And if you didn't watch the video from the guy, basically, he says (while showing details from the video) that this kind of combustion engine has poor torque at lower speeds because of the lack of mechanical advantage, which is great for a pump to win the force of the pressure.
The only problem that I know of is that this kind of mechanism needs the wobbling disk to have a fixated diameter, or else the bearings will be forced against a fairly narrow wave, which can wear down the surfaces.
This guy made a bycicle like this and he mentions it:
By the way, I forgot to talk about the efficiency of the hydraulic piston pump.
In resume, if I would need a 60 rpm disk with 10cm of diameter, I would need 1500 Nm of torque, which would be around 12 horsepower or 9,000 watts.
But as you could see in the final result I previously talked about, I would need a hydraulic pump that uses 1000 rpm and around 120 Nm of torque, giving a final potency of 16 Horsepowr or 12,000 watts.
This means that this hyphotetical pump loses around 34% of efficiency, giving a total of around 66% of efficiency.
I know that the 9000 watts is the theoretical maximum efficiency, and nothing is 100% efficient, but this is quite disapointing to me, to be honest.
Even with the weird plate pump, I still think the final result won't change much.
Besides, we are not even counting the inneficiencies of the electric motor or the real inneficiencies of the final thing, with its seals and tolerances that I may or may not mess up.
Also, I don't know if such statement would be true or not, after all, radial pumps are said to be 95% efficient and axial pumps 90% in general (for some reason the source is on the citations).
The hydraulic gear pumps also have a similar problem as in the axial piston pump in which the high pressure side and the low pressure side are separated by a low tolerance flat surface.
It is said that their efficiency is more or less around 85%, not great, not terrible.
![]()
However, I think it is for the better if I at least try to copy the gear pumps that I can easily find online instead of the untested design of an axial wobble plate pump.
Maybe I'm just imagining its working principle incorrectly.
On slower animations you can see that only one piston is being fully driven per revolution, such as this one:
Unfortunately, I really can't find an affordable piston pump, axial or radial. These cost around 600 dollars up to 1000 dollars, and since 1 dollar is more or less 5 reais, then you can imagine how expensive it is for me.
I think that for a radial pump, I would be forced to modify a radial piston engine instead of the previous conventional radial pump.
Because the distance of travel is strictly proportional to the diameter of the central bearing, while in an engine, even a radial one, the distance of travel is proportional to the diameter of the crankshaft.
This means that in a conventional radial pump, I would only have a limited amount of piston travel, meaning that I would have a limited amount of fluid flow while not benefiting from the mechanical advantage, needing more torque and more speed to rotate.
![]()
But even still, I'm conflicted between the piston pump and the gear pump.
The gear pump has a proven design that I can easily copy and find off-the-shelf pieces, but it has lower efficiency compared to a piston pump.
The piston pump needs to be built from scratch, may need custom or unique pieces that I may or may not mess up, but it would be easier to garantee/build the sealing in a cylindrical shape, unlike the high precision flatness of the gear pump (supposedly).
Also, I was thinking on instead of using one-way valves, using mechanically activated valves.
The only reason for that would be to make the pump reversebly operated, so if I want the hydraulic cylinder to extend or retract, I would just revert the electric motor instead of relying on a solenoid valve.
Solenoid directional valve for hydraulic system, which would be necesary to change the flow from connecting to the pump, the tank and the two parts of an actuator.
---------------------------------------------------------------------------------------------------------------------------------
Also, I forgot to talk about the new power requirement.
The 4500 watts (6hp) will be used to apply 3000kg to each of 3 actuators on the legs to be able to lift 1 ton of weight on the body and/or the carrying capacity.
The upper body will only need to apply 1 third of that, 1500 watts (2 hp) and the arms aswell..
Giving a total of 22500 watts (30hp) per hour.
If you add the extra cost of one of the legs/arms moving without weight, let's say, half of this wattage, it would be 33750 watts (45 horsepower).
If you add the inneficiencies, let's say 20% to 30%, you would need 40,500 watts/54 hp to 43,875 watts/58.5 hp.The 200,000 watts iron-air battery would last for around 5 hours.
Of course, this doesn't count the attempts of efficiency, such as letting the torso with more or less passive suspension and/or the reversibility of the compressor between the high pressure parts of the actuator. But I would bet these would save around 5-10% at best.
---------------------------------------------------------------------------------------------------------------------------------
Well, I was thinking on how I would make an hydraulic pump that could change the fluid flow depending in which direction it works, but I couldn't think on anything but gear pumps, and actually, I think hydraulic gear pumps aren't meant for this kind of job.
I would either need a complicated (and expensive) direction control valve or a servo ball-valve in which the direction of flow would change on how much one turns the valve:
![]()
However, I'm still not satisfied.
So I thought on the concept of an "alternating one-way valve" that is way simpler.
![]()
Well, I hope it is clear, but the image is just an illustration, on an actual alternating one-way valve, the size would be way smaller.
(I think this guy made a better version than mine, lol)
I would need to put two of these in order to achieve the same thing, I believe.
It is still way better than my original idea.
I need to find a way of making hydraulic hoses on the cheap and DIY.
I thought on using conventional rubber hoses as a liner and then adding metallic fibers as an improvised braided sleeve, adding layers of rubber and at each tip, the walls of the hose would turn into a flat pancake with a hole in the middle.
Then at the ends of what would be the hydraulic connections, a screwing hollow nut would be added, so the "pancake" would be compressed between two metal nuts, making a strong seal.(I need to draw this)
![]()
I know I said that I wanted to avoid hoses because of the loss of efficiency and complexity of manufacturing the hoses and hydraulic accumulators, but making 30+ electric motors with hundreds, if not thousands of magnets is quite a pain the ass.
So better making it like that...?
Anyway, about the single electric motor driving a single pump for the sake of simplicity of actuators.
Each actuator would have the electricity evenly distributed to the system, meaning that every fluid flow, rpm and torque of each actuator will be automtically and proportionally divided.
So, how do I achieve the best fluid flow for the entire system? Yes, I can add a hydraulic accumulator that will be opened to each actuator, avoiding unnecessary expend of energy, however, what if the motor can't provide enough flow?
I was kinda thinking here on how much fluid flow and pressure I would be able to achieve with the final 58.98 horsepower, and basically, I would need a radial hydraulic piston pump in which each piston has 20mm of diameter, a 100mm of stroke and a pressure of 90 bar or less, I would achieve 450 liters per minute of fluid flow.
Now I will try to see how much fluid flow the "divided system" (the electro-hydraulic actuators were the electric motor and pump are directly connected to the hydraulic actuators) achieves:
1- each pump will be driven by at maximum 40nm-50nm of torque and maximum 1000 RPM.
Assuming that the piston pump has 10mm of inner diameter and 100mm of stroke, each piston would have 0.008 liters.
0.008 liters times 5 pistons times 1000 RPM = 43 liters per minute.2- On one leg there will be at least 3 pumps working at same time, so 130 liters per minute in one leg.
3- On the arm and torso I would need less torque, but the same RPM, so still 43 liters times 3 plus the same for the torso, resulting in 260 liters per minute + 130 = 390.
Even though the other half will be working with half the wattage, the torque will be lesser, but the rpm, and thus, the fluid flow, will be the same, so, 130 + 130 + 130 = 390.
So, in total 390 + 390 = 780 liters per minute in total.
... Dang... I guess that is really a big difference, huh? No "central pump" idea then.
-----------------------------------------------------------------------------------------------------------------------------------------
By the way, I need to make every bolt, nut and screw custom made, since I have no fricking idea of what is the standard issue for hydraulic cylinders and even if I had, I wouldn't be able to buy, neither make copies precise enough for this work.
I also need to make the hydraulic pump and all of its components.
About the electro-hydraulic actuator:
In this specific version I won't make a proper 3D model of a telescopic cylinder simply because I need to have any kind of change in the overrall shape to be "laser cutable" so to speak.
If there is a "bump" on the design, the bump will be a totally different object smashed on the original object, and thus glued to the final mold. Of course, I will try to make a less... Convoluted piece after I'm finished, but I'm making no promises.Besides, I will try to make everything with a thickness of at least 10mm, just like the steel 5ton-rated hydraulic cylinder.
Also, while I was looking at hydraulic cylinders on GrabCad, I saw some models which had sensors for pressure inside of the cylinder, which I thought it was a cool idea.
So I will try to make/add both sensors for pressure and maybe for linear positioning, the pressure is the easiest one, the sensor for positioning, not so much.Basically, I will make a hole with a smaller piston, so the force applied to the little piston will be proportional to the pressure inside of it.
For example, if this micro-piston has 8.5 mm of diameter force of 18.0198 kg will be applied to it when the system reaches 90 bar of pressure, so I could use a cheap load cell for this task.![]()
Well, since the encoder is a wire-based one, I don't see why not just put it on the outside, lol.
Explaining in a simple way: telescopic hydraulic cylinders have a big empty space under the stages, so instead of letting these spaces empty, I will add an extra column in the middle, so I need less fluid flow to fill the actuator up.
![]()
Of course, in the image the last stage is a solid piston for the sake of simplicity, but I will try to make a hollow one for the aforementioned reason.
Also, the increase in surface area may result in less pressure and thus, less heat. So I can keep the system in a closed-loop without the fear of overheating the oil.
Open-loop = after the oil exits the actuator it goes to a oil reservoir, the closed-loop don't have that and may need active cooling for the oil, reducing efficiency of the overrall system.Also², I was thinking on adding a car-spring hydraulic accumulator connected to the central pump and a smaller springed hydraulic accumulator on each side of the hydraulic cylinders for damping impacts.
So, the "central" hydraulic accumulator is for saving energy when the mech/exosuit isn't moving and the smaller hydraulic accumulators are meant to work a damping mechanism for impacts, not impacts on the piston, but "fluid impacts" so to speak.
Let's say, if I jump or fall over a hydraulic cylinder, the piston will compress the fluid inside the cylinder, absurdely increasing the inside pressure of the thing, going beyond the internal pressure in which the mechanism was made to withstand.
With a hydraulic accumulator directly connected to the cylinder, the impact will be damped by the spring/gas, since these are compressible, unlike the fluid (if you don't know, fluids aren't compressible, that's why hydraulics are so powerful).Although, I don't like the idea of three hydraulic accumulators on total (more parts = more pieces to make), so I think I will make a double hydraulic accumulator with the spring mechanism in the center (I say "spring mechanism" because car dampers are basically pneumatic-hydraulic hybrid springs).
![]()
So, well, the idea is to put this double hydraulic accumulator between the hydraulic input of both ends and connected to the single pump, but I forgor to draw it like that.
![]()
Or I could just use a less complicated version of this:
![]()
This video kinda looks interesting, instead of a basis from where the cylinder rises, the cylinder goes towards both directions, making a somewhat simpler telescopic cylinder.
![]()
Also², couldn't I just add a car spring to the axis instead of add an extra thing to the system?
... I feel like I'm just getting more and more complicated on the subject of electro-hydraulic actuators. The electric-mechanical version of this system wouldn't even need half of the extra stuff these need...
---------------------------------------------------------------------------------------------------------------------------------
Dunno if anyone cares, but I just saw this actuator and it blew my mind:
The electromagnetic coupling would actually use a little bit of energy, since locking electromagnets can lift hundreds of kg with a few watts and the seals would be easier to make, since I don't have to make a hole on it in order to pass the piston rod.
However, I don't know how a telescopic version of this would work...
Also, there are hydraulic, pneumatic and electrical rodless cable cylinders, the pneumatics are 20 to 30% efficient, hydraulic is 80-90%, electrical 90-95%. :|
![]()
In order to make these telescopic, one would need to attach a new rodless actuator to the moving table.
![]()
Like this, I suppose...
---------------------------------------------------------------------------------------------------------------------------------
The 10:1 maximum reduction ratio in an electro-mechanic system serves precisely to act like a spring action for the system, but in a electro-hydraulic system, I would need an actual spring action hydraulic accumulator and/or a snubber with extra seals.
With an electro-hydraulic system I would need solenoids, valves, pumps actuated by electric motors and a myriad of different seals and the structural integrity on top of all of that, in an electrico-mechanical version I just need to worry about bearings and the structural integrity of the system in which would be directly coupled by electric motors.
The positives of an electro-hydraulic system compared to the electrical counter part is that the hydraulic system does not need energy just to stay still, doesn't need reduction gears and doesn't need to deal with the inertia of reverting the system.
In fact, I think I got the whole pump concept wrong, for example, one could use a smaller, but way faster brushless motor for a more compact system (of course, with the proper consideration for cavitations and overheating).
I would guess that it would be a great system for a heavy duty mobile application, but is lifting 3 tons a heavy duty application?
I don't even know what to do right now.
I wasted so much time questioning which direction to go that I could've finished something by now.
A lot of youtubers (and friends of mine) always say that mistakes and the time spent learning about new things is very useful.
But to be honest, I just feel dumb and like I wasted time looking into options that clearly wouldn't work.
It makes me wonder if I'm being too harsh on myself tho...
![]()
---------------------------------------------------------------------------------------------------------------------------------
Also, now that I have a little more knowledge on hydraulics/pneumatics in general, I went back to check out the MckIbben muscles and see how much energy those would use.
Well, I took the 20%-30% efficiency ratio for the pneumatic ones, because pneumatics really are inefficient in general.
For what I could calculate, I would more or less use half of the wattage for more or less the same amount of work and fluid flow than a conventional hydraulic cylinder.
I would basically use 40-50 bar of pressure (taking the Hacksmith video on McKibben muscle) to apply 1000kg of force, meaning that I would need 120 bars of pressure in a single muscle for a 3000kg force muscle.
(well, I guess that the low efficiency matches, since I would need such amount of pressure, and thus, power/torque/energy to apply the same amount of force)
In any way, Even though I absolutely love artificial muscles, I would only move 7 cm in length, while a telescopic hydraulic cylinder would be travelling around 20cm or more in a smaller package.
The advantage is that hydraulic muscles are light (even lighter than aluminium cylinders), relatively simple to make and somewhat safer to use around humans (I think).
Still, I would need 2250 watts for every 1 ton McKIbben muscle if such muscle were to be used with a pump directly connected to it.
So, counting the wattage in only one side of the mech/suit would be the same stewart platform scheme for every limb, so 9 muscles using 2250 watts each for the lower body + the 3 muscles using 2250watts each on the torso and the 3 muscles on the arms using the same amount of energy:
I would basically be using around 33750 watts/45 horsepower in total.
Its efficiency is 66% compared to the hydraulic cylinder, and both values are meant to be the ideal result of energy conversion, if not 100%, and even then, the muscle lacks compared with conventional actuators. In reality, its efficiency would be way lesser. Thus, meaning that the value of 20% to 30% efficiency is correct.
Or my calculation may be incorrect, since I'm assuming that 100kg of force at 4-5 bar of pressure is the ideal efficiency, after all, it was based on a pneumatic McKibben muscle.
I already posted this article on various project logs, but I don't know what was the final energy efficiency, what he talks about is "190% of Transduction efficiency", which I don't quite understood what this means. Maybe that it is 1.9 times more efficient than a 30% efficient muscle? Meaning 57% efficiency?
This one says that the above article said it achieved 80% efficiency, maybe it is a bad interpretation?
It seems like reversibly actuated muscles are way more efficient (achieving 88% efficiency without counting losses) than McKibben muscles. Source (it is said to be pneumatic, dunno if an hydraulic version would be even better or not).
This one is hydraulic and it is said to be 61% efficient and it uses silicone tube, I would bet that by wrapping everything on teflon (or other low-friction material) you could increase the efficiency.
For how much? I don't know.
It would need to be more anatomical and complex, and well... I already got messed up by its complexity in early project logs...
![]()
Holy crap, artificial muscles really are cool...
Also, while looking online for new Hydraulic McKibben muscles I saw a self-contained hydraulic muscle where a screw actuator would push the fluid into the muscle.
One could add the linear screw pump inside the muscle (assuming the muscle is big enough).
![]()
There were other links/papers/websites suggesting that it would be better if there were a single linear pump for an entire bundle of thin muscles in which the pump would be enveloped/hidden/protected.
Also, I found this flexible hdyraulic cylinder, one could turn it in a flexible hydraulic pump if the wire were pulled by an electric motor.
Source: https://iopscience.iop.org/article/10.1088/1742-6596/1820/1/012068/pdf
But at that point, wouldn't be easier to "just" attach the electric motor directly to the limb?
I think I would need a micro piezoelectric hydraulic pump...
![]()
Or maybe a solenoid micro pump... humm
(I posted a gif showing said pump, but it seems that I wrote so much stuff in this Project log that it is already deleting text)
![]()
I was thinking here, depending on how you work with this, you could put the solenoid pump on two muscles and due to the alternating one-way valves (that would also be solenoids), you could simply activate both muscles at same time with a single pump.
On top of that the whole thing could be inside a bag full of hydraulic oil, which would help cool down the solenoids and the fluid.
And this gif kinda gives me an idea how directional valves work, the thing with solenoids is that the core will always be magnetically attracted to the center of the coil, so you need multiple coils which would attract the core in different positions.
Also, I was kinda wondering how well it would work if you replaced the core with a permanent magnet...
This micro pump can still be used in either artificial muscles or cylinders.
So I think this little tangent was worth the trouble, I guess...
-
Project Log 65: DIY Iron-Air Battery.²
07/21/2023 at 21:53 • 0 comments21/07/2023, Friday, 18:50.
Well, hello, this is me from the future and I need to add some informations about Iron-Air battery.
The theoretical energy density of iron-air battery is in the range of 1200 wh/kg and I optimiscally assumed that I could achieve at least 1000 wh/kg, which may or may not be too unrealistic.
From what I could find, even in the best laboratory attempts, the iron-air battery "only" achieved at best 750 wh/kg of energy density and conventional attempts achieved "only" 300 wh/kg (still higher than lithium-ion batteries [250 wh/kg], but far away from 1000wh/kg).
Even if I were to crush catalytic converters to use as catalysts, this is still a DIY setup and I doubt I would achieve crazy values such as 700 to 1000, which even scientists had difficulty achieving.
You could use this battery idea or you could look for other options.
I will get a look around and maybe change to lithium-air (achieved around 1500 wh/kg) batteries or aluminium air batteries (achieved 1300 wh/kg).
The aluminium air battery can be made in the exactly same way as the iron-air battery, although I would advise you to have great care with aluminium powder, it can expontaneously combust into thermite reaction, which can melt even tungsten.
However you don't need to make the aluminium anode out of aluminium powder, aluminium foil is enough.
By the way, I posted a few other fuel options for alkaline fuel cells (suggested by ChatGPT). You could even use ethanol.
The only problem is that ethanol is still a hydrocarbon, and once it reacts with the oxygen and generates electricity, it will also release the carbon dioxide molecules, which can poison the alkaline fuel cell.
The only way to use hydrocarbon fuels (fossil fuels) is by using the Steam Reforming process, but I can't find a way of miniaturizing it, neither making it safe to use.
I say this because ethanol is quite cheap and can be found/made almost anywhere, although high quality ethanol may not be that cheap.
It makes me wonder if increasing the water content per ethanol would help dissolve the CO2 generated in the water and avoid the Co2 poisoning of the KOH electrolyte...
---------------------------------------------------------------------------------------------------------------------------------------------
This is such a little bit of information that I tried to simply add to the Project Log 63, but it seems like I've been doing it so much that I can't even add text to that Project Log anymore, the website justs bugs out (I think I will do the same to this one).
By the way, I won't make the "69" joke when I reach the Project Log 69.
I'm not trying to post random posts about different things just to make a bulk. I'm just an unorganized idiot.
-------------------------------------------------------------------------------------------------------------------------------
One thing I also forgot to talk about in the previous Project Log about the Iron-Air battery is the vacuum box.
You don't really need actual vacuum to work with pure iron powder, you could use an argon and/or helium filled glove box in order to work with these highly reactant materials (like pure iron powder).
I just say this because it is very hard to maintain actual vacuum and inflating a giant transparent plastic box may be easier to build and use.
You could just use helium cans for party balloons or argon gas for wine storage:
![]()
![]()
However the last option may not be as cost-effective as helium gas, since this argon for wine is still as expensive as an argon tank.
-------------------------------------------------------------------------------------------------------------------------------
I was trying to think in a way of mass producing the cells of the Iron-air batteries in a DIY setup.
Of course, this isn't that easy, but I got some ideas while searching on the internet.
More specifically, I was searching for 3D printable presses that I could use for the soft magnetic composites for the stators of the electric motors.
One of these presses wasn't meant for actually crushing things, but for gold stamping on paper. It looked like a cloth wringer, and that's exactly how I would "mass produce" the pieces of the Iron-air battery.
![]()
I would take the goop that would be the membrane and "just" press it through the machine multiple times, making a thin and uniform membrane that would look more like a long and transparent plastic. Then I would roll it and apply the solutions I described in previous project logs.
Then I would do the same to the iron electrode and air electrode, but I don't know how well it would work, sinc ethe iron electrode is a good and the air electrode needs to be cooked at 500ºC.It would basically be like using a rolling pin to make the stuff.
Althought I don't think I would be able to make a wringer press, I think I could use a rolling pin.
-------------------------------------------------------------------------------------------------------------------------------
... To be honest, I don't feel like I thought this through (for a change).
When making the membrane, it takes up to 24 hours to dry out, and I don't what would happen if you were to take the goop while drying and then mess with it. Like molding it into shape and so on.
This person kinda does it, but it is for a totally different reason, it is for glue, not for an Ion Exchange Membrane. I don't know how well messing with this slime would be to the overall efficiency/performance of the Iron-Air battery.
-------------------------------------------------------------------------------------------------------------------------------
Well, I've been talking so much about how to make each part of an Iron-Air battery that I totally forgot about its structure.
Luckly, there are some open source 3d models on GrabCad.
... For fuel cells.
Well, like I said before, an Iron-air battery is basically an hydrogen fuel cell, but without the hydrogen, so these are useful the sasme way.
![]()
![]()
Images from this one: https://grabcad.com/library/pem-fuel-cell-1
![]()
This one is an HHO fuel cell tho, but you can modify it: https://grabcad.com/library/hho-generator-an-alternative-fuel-1
![]()
Source: https://grabcad.com/library/proton-exchange-membrane-fuel-cell-1
There are more on GrabCAD, but these are the best ones I could find.
Besides, I will try to make my own 3D model later on blender.
-------------------------------------------------------------------------------------------------------------------------------
"In the presence of Sodium Hydroxide (NaOH) and Potassium Hydroxide (KOH), some conductive metals are more resistant to corrosion than others. Among the commonly used metals, the following are known to be relatively resistant to corrosion in alkaline environments:
- Stainless Steel: Certain types of stainless steel, especially those containing high amounts of chromium (e.g., 316 stainless steel), offer good resistance to corrosion in both Sodium Hydroxide and Potassium Hydroxide solutions.
- Nickel: Nickel and its alloys, such as Monel (a nickel-copper alloy) and Inconel (a nickel-chromium alloy), exhibit good corrosion resistance in alkaline solutions.
- Titanium: Titanium is generally resistant to corrosion in alkaline environments, including those containing Sodium Hydroxide and Potassium Hydroxide.
- Tantalum: Tantalum is highly resistant to corrosion in a wide range of chemical environments, including strong alkaline solutions.
- Hastelloy: Hastelloy is a family of corrosion-resistant alloys that contains varying amounts of nickel, molybdenum, and chromium. Some grades of Hastelloy offer good resistance to alkalis.
It's important to note that even these resistant metals may experience some level of corrosion over extended exposure to strong alkaline solutions, but their resistance is notably better compared to other commonly used metals like carbon steel or aluminum.
Always consider the specific concentration and temperature of the alkaline solution, as well as the duration of exposure, as these factors can influence the corrosion resistance of metals. If you require a high level of resistance, it's advisable to consult with materials engineers or specialists to select the most appropriate metal for your specific application."
-------------------------------------------------------------------------------------------------------------------------------
Me:
What are cheap sources of precious metals that can easily be purified?
For example, titanium by itself is expensive, but titanium dioxide is cheap and can be exposed to reduction reaction by exposing it to hydrogen gas at high temperatures.
ChatGPT:
While I can provide general information, I want to emphasize that working with precious metals and their extraction involves specialized knowledge and can be potentially hazardous. Always ensure you have the proper equipment, safety measures, and knowledge before attempting any purification processes.
That said, here are a couple of examples of inexpensive sources of precious metals and potential purification methods:
- Silver Recovery from Photographic Films and X-ray Plates: Photographic films and X-ray plates contain a thin layer of silver compounds. The silver can be recovered through a process called electrolysis, where the film is immersed in a solution and an electric current is passed through it. The silver dissolves and deposits onto a cathode.
- Copper Anode Slimes for Gold and Silver: During the electrorefining of copper, slimes containing small amounts of gold and silver can be generated. These slimes can be processed to extract the precious metals. One method involves treating the slimes with nitric acid to dissolve the silver and gold, then precipitating them using other chemicals.
- Electronic Waste (E-Waste) for Precious Metals: Electronic waste, such as discarded computer components and printed circuit boards, can contain valuable metals like gold, silver, and palladium. Various methods, including chemical leaching and electrolysis, can be used to recover these metals from e-waste.
- Catalytic Converters for Platinum Group Metals: Catalytic converters in vehicles contain platinum, palladium, and rhodium. Although the extraction process can be more complex, these metals can be recovered from spent catalytic converters through smelting and refining.
- Sewage Sludge for Precious Metals: Sewage sludge can contain trace amounts of precious metals, including gold and silver, due to their presence in household waste. Researchers have explored techniques like bioleaching to extract these metals from sewage sludge.
- Gold and Silver from Ore Leaching Residues: After traditional gold and silver extraction processes, residues may contain trace amounts of these precious metals. Additional processing steps, such as cyanide leaching, can help recover these residual metals.
Remember, the purification of precious metals requires specialized knowledge and equipment. Additionally, legal and environmental considerations are important when dealing with these materials. Always research and adhere to local regulations and safety guidelines before attempting any extraction or purification processes.
There are several methods used for extracting platinum and other precious metals from catalytic converters and other sources. These methods can vary in complexity, efficiency, and environmental impact. Here are a few alternative methods:
- Pyrometallurgical Methods:
- Smelting: High-temperature smelting can be used to melt down the catalytic converter material, separating the metals based on their melting points. This method is commonly used in industrial settings.
- Hydrometallurgical Methods:
- Acid Leaching: Apart from aqua regia, other acid solutions like sulfuric acid or hydrochloric acid can be used to selectively dissolve platinum and other precious metals.
- Alkaline Leaching: Alkaline solutions like sodium cyanide can be used to leach out platinum and other metals. However, this method can be hazardous due to the use of toxic chemicals.
- Ionic Liquids: Specialized ionic liquids can be used to selectively dissolve platinum and other metals while minimizing the environmental impact.
- Biotechnological Methods:
- Biomining: Certain microorganisms can be used to selectively extract metals from ores and waste materials. This method is being researched for its potential application in recovering precious metals.
- Electrometallurgical Methods:
- Electrolysis: Electrolytic methods involve passing an electric current through a solution containing platinum, causing the metal to deposit onto an electrode. This can be used for refining purposes.
- Solvent Extraction and Precipitation:
- Solvent Extraction: Organic solvents can be used to selectively extract platinum from a solution. The extracted platinum is then recovered from the solvent.
- Precipitation: Chemical agents can be used to selectively precipitate platinum from a solution, allowing for its separation.
- Ion Exchange:
- Ion Exchange Resins: These resins can selectively adsorb platinum ions from a solution, allowing for easy separation and recovery.
It's important to note that these methods are often used in combination, and the choice of method depends on factors such as the composition of the catalytic converter material, the desired purity of the recovered metals, and environmental considerations.
Due to the complexity and potential hazards associated with these methods, it's strongly recommended that individuals without proper training and equipment do not attempt to extract precious metals from catalytic converters or other sources. Instead, catalytic converter recycling companies and specialized precious metal refining facilities should be consulted for safe and responsible metal recovery.
Electrometallurgical methods, including electrolysis, can indeed be used to extract platinum and other metals from solutions containing dissolved metals, such as those obtained from crushed catalytic converters. However, the specifics of the process, including the choice of electrolyte (the fluid used in the process), depend on various factors and require a good understanding of electrochemistry.
In the context of catalytic converter recycling, the following steps could be involved in an electrolytic extraction process:
- Dissolution: The catalytic converter material is first dissolved using an appropriate chemical process, such as acid leaching, to create a solution containing platinum and other metals.
- Electrolysis Setup: The solution is then used as an electrolyte in an electrolysis setup. Electrolysis involves passing an electric current through the electrolyte, causing metal ions to migrate and deposit onto an electrode (cathode).
- Electrodeposition: In the electrolytic cell, a suitable electrode material (often a conductive metal like graphite or platinum) is used as the cathode. When the current flows through the cell, platinum ions in the solution will migrate towards the cathode and be reduced (gain electrons), leading to the deposition of platinum metal on the electrode surface.
- Collection and Purification: The platinum deposited on the cathode can be collected and further purified through additional refining steps.
The choice of electrolyte depends on factors such as the concentration of platinum and other metals, the desired deposition rate, and the overall electrochemical conditions. Common electrolytes include various acid solutions or even ionic liquids, which offer unique properties for specific applications.
It's important to note that while electrometallurgical methods can be effective for metal recovery, they require careful control of process parameters and a good understanding of electrochemistry to achieve desired outcomes. Handling electrolytic processes also requires safety considerations due to the potential for chemical reactions and the generation of gases at the electrodes.
As previously mentioned, attempting these processes without proper knowledge and equipment can be dangerous and environmentally harmful. If you have catalytic converters or other sources of precious metals that you wish to recover, it's recommended to work with specialized recycling companies or experts who have the necessary expertise in metal extraction and refining techniques.
The choice of acid for use in metal extraction processes, such as recovering platinum from catalytic converters, can vary based on factors like the specific application, the nature of the materials being processed, and the desired outcomes. In the context of platinum recovery, aqua regia and hydrochloric acid are commonly used.
Hydrochloric Acid (HCl): Hydrochloric acid alone is also used for dissolving platinum and other precious metals. While it may not be as aggressive as aqua regia, it can still effectively dissolve platinum and form soluble chloro-platinum complexes.
The choice of electrolyte for an electrolytic extraction process, such as recovering platinum from solutions obtained from catalytic converters, depends on factors such as the specific electrochemical conditions, the type of electrodes being used, and the solubility of platinum compounds. In general, electrolytes used for platinum recovery may include various acid solutions or ionic liquids. Here are a few examples:
- Sulfuric Acid (H2SO4): Sulfuric acid is a strong acid commonly used as an electrolyte in various electrochemical processes. It can be used for platinum recovery if suitable conditions are established. Sulfuric acid can help dissolve platinum compounds and facilitate the migration of platinum ions during electrolysis.
- Hydrochloric Acid (HCl): Similar to sulfuric acid, hydrochloric acid can be used as an electrolyte. It can help in dissolving platinum and promoting platinum ion migration during electrolysis.
- Ionic Liquids: Ionic liquids are molten salts that are liquid at or near room temperature. They have gained interest as electrolytes due to their unique properties and the ability to be tailored for specific applications. Some ionic liquids may be designed to selectively dissolve platinum compounds and allow for efficient electrodeposition.
The choice of electrolyte should be made based on a thorough understanding of the electrochemical behavior of platinum and other materials involved. Additionally, safety considerations, environmental regulations, and proper waste disposal methods should be taken into account when working with electrolytes, especially those that contain hazardous chemicals.
It's important to emphasize that working with electrolytes and electrochemical processes requires expertise in electrochemistry and the proper handling of chemicals and equipment. If you're interested in platinum recovery or any other metal extraction process, it's strongly recommended to seek guidance from professionals or specialized companies that have experience in these areas.
Although each video is really useful for extracting these types of material, I would advise to not do it.
You could simply clean up the catalytic converters using either proper cleaners and/or vinegar bath.
The catalytic converter comes in a ceramic matrix honeycomb tructure for ideal surface area contact for the catalytic reactions that occur, you could either crush it to a fine powder or cut it in order to add to the iron electrode slime in order to use it as a catalytic converter.
Not everyone (including me) has the capacity to actually melt this thing just to remelt it with the iron, not to mention that other videos suggest using nitric acid, which is highly toxic and dangerous to use.
So I would advise using a proper cleaner or just a DIY method to get the "juice" that you need.
This guy uses a cleaner called "purple power", it is an "industrial strength" cleaner.
This one just uses a vinegar bath.
And this one uses a lacquer thinner, but I think it is a little bit expensive, a single bottle is like, 100 reais (+/- 20 dollars), although thte guy said at the end of the video it didn't work, I wonder if it would work if you let the catalytic converter submerged in a bath made out of this.
Besides, other people use carburator cleaner to clean the catalytic converter.
-------------------------------------------------------------------------------------------------------------------------------
Me:
"How many liters of pure oxygen at ambient pressure and/or at 4 bar of pressure in order to fully oxidize 200kg of pure iron?"
The reaction between iron (Fe) and oxygen (O2) to form iron oxide (Fe2O3), commonly known as rust, can be represented by the following balanced chemical equation:
4 Fe + 3 O2 -> 2 Fe2O3
From the balanced equation, we can see that 4 moles of iron react with 3 moles of oxygen gas to produce 2 moles of iron oxide.
First, let's calculate the molar mass of iron (Fe) and oxygen (O2):
- Molar mass of Fe: 55.85 g/mol
- Molar mass of O2: 2 * 16.00 g/mol = 32.00 g/mol
Now, let's calculate the moles of iron in 200 kg:
Moles of iron = Mass / Molar mass Moles of iron = 200,000 g / 55.85 g/mol ≈ 3581.74 moles
Using the stoichiometric ratio from the balanced equation, we can calculate the moles of oxygen required:
Moles of O2 = (3/4) * Moles of iron ≈ (3/4) * 3581.74 ≈ 2686.30 moles
Now, let's calculate the volume of oxygen gas required at both ambient pressure and 4 bar pressure. The ideal gas law equation is:
PV = nRT
Where: P = pressure (in atmospheres or bar) V = volume (in liters) n = moles of gas R = ideal gas constant (0.0821 L.atm/mol.K or 0.0831 L.bar/mol.K) T = temperature (in Kelvin)
Assuming room temperature (around 298 K), we can calculate the volume of oxygen required at both ambient pressure and 4 bar pressure:
For ambient pressure (1 atm): V_ambient = (2686.30 moles * 0.0821 L.atm/mol.K * 298 K) / 1 atm ≈ 65,733.62 liters
For 4 bar pressure: V_4bar = (2686.30 moles * 0.0831 L.bar/mol.K * 298 K) / 4 bar ≈ 16,456.74 liters
So, you would need approximately 65,733.62 liters of pure oxygen at ambient pressure or 16,456.74 liters of pure oxygen at 4 bar pressure to fully oxidize 200 kg of pure iron. Please note that this calculation assumes ideal behavior of gases and does not take into account any potential side reactions or impurities."
-------------------------------------------------------------------------------------------------------------------------------
I'm asking this because a CO2 scrubber will only add unnecessary weight to the system, and it would a pain in the butt to make it work with a compressor.
So I think it would be for the best if I were to simply make a self-contained vessel in which the iron-air battery could be in the presence of pure oxygen.
Not to mention that the production of hydrogen and its reaction with the iron oxide wouldn't generate extra water.
It would more or less look like this:
Being honest, I don't like the content of this guy that much because he always take the proposterous claims of cash-grab companies as true. So he basically have a video about a "revolutionary" technology every week.
However, it is a NASA battery, so maybe it has some value on it.
-------------------------------------------------------------------------------------------------------------------------------
Me:
"What fuels can and cannot be used on alkaline fuel cells?
For example, iron-air batteries are basically an alkaline fuel cell were iron is used instead of hydrogen."
"Alkaline fuel cells (AFCs) are versatile in terms of the fuels they can potentially use. They are not limited to hydrogen like some other types of fuel cells. However, the choice of fuel can affect the efficiency, performance, and overall operation of an alkaline fuel cell. Here are some fuels that can and cannot be used in alkaline fuel cells:Fuels that Can be Used in Alkaline Fuel Cells:
- Hydrogen (H2): Hydrogen is the most common and efficient fuel for alkaline fuel cells. It produces electricity through the electrochemical reaction of hydrogen ions and oxygen, resulting in the formation of water as the only byproduct.
- Ethanol (C2H5OH): Ethanol can be used as a fuel in alkaline fuel cells. It undergoes oxidation at the anode to produce electricity. Ethanol fuel cells have been researched and can potentially offer advantages in terms of availability and ease of handling compared to hydrogen.
- Methanol (CH3OH): Methanol can also be used as a fuel in alkaline fuel cells. Similar to ethanol, methanol undergoes oxidation at the anode to generate electricity. However, methanol fuel cells often face challenges related to the crossover of methanol through the electrolyte, which can reduce efficiency.
- Formic Acid (HCOOH): Formic acid is another potential fuel for alkaline fuel cells. It can be oxidized at the anode to produce electricity. Formic acid has attracted interest due to its high energy density and potential for use in portable and backup power applications.
- Zinc: Zinc-air batteries are a well-known type of metal-air battery. Zinc undergoes oxidation at the anode and oxygen from the air is reduced at the cathode.
- Aluminum: Aluminum-air batteries have also been investigated. Aluminum reacts with oxygen to generate aluminum hydroxide, releasing energy in the process.
- Lithium: Lithium-air batteries have potential for high energy density, but they face challenges related to the stability of the electrolyte and cathode materials.
Fuels that May Have Challenges in Alkaline Fuel Cells:
- Hydrocarbons (e.g., gasoline, diesel): While it is theoretically possible to use hydrocarbons as fuels in alkaline fuel cells, these fuels often require reforming processes to extract hydrogen, which can introduce complexity and reduce overall efficiency.
- Ammonia (NH3): Ammonia has been investigated as a potential fuel for alkaline fuel cells. However, its high toxicity and challenges associated with handling and storage have limited its practical use.
- Other Organic Compounds: While various organic compounds can undergo oxidation in alkaline environments, their practical use as fuels in alkaline fuel cells may be limited by factors such as reaction kinetics, crossover issues, and overall efficiency.
- Methanol (CH3OH): Methanol is one of the most widely studied organic compounds for use in fuel cells, including AFCs. It is a simple alcohol that can undergo electrochemical oxidation at the anode to produce electricity. Methanol fuel cells have been explored for applications such as portable electronics and backup power systems. However, they can face challenges related to fuel crossover, which can reduce overall efficiency and pose safety concerns.
- Ethanol (C2H5OH): Ethanol is another alcohol that has been investigated for use in AFCs. Similar to methanol, ethanol can be oxidized at the anode to generate electricity. Ethanol fuel cells have the advantage of using a less toxic and more readily available fuel source compared to methanol.
- Formic Acid (HCOOH): Formic acid is a simple carboxylic acid that can serve as a fuel for AFCs. It can undergo oxidation at the anode to produce electricity and water. Formic acid has attracted attention due to its high energy density and potential use in portable and backup power applications.
- Glycerol (C3H8O3): Glycerol is a triol (a compound with three hydroxyl groups) that can be derived from the biodiesel production process. Glycerol has been explored as a potential fuel for AFCs, as it can undergo electrochemical oxidation at the anode to produce electricity.
- Ethylene Glycol (C2H6O2): Ethylene glycol is a diol (a compound with two hydroxyl groups) commonly used as antifreeze. It has been investigated as a potential fuel for AFCs, with its oxidation at the anode contributing to electricity generation.
- Lactic Acid (C3H6O3): Lactic acid is a carboxylic acid produced during fermentation processes. It has been studied as a potential fuel for AFCs, where it can undergo electrochemical oxidation at the anode.
The example you provided of iron-air batteries is an interesting one. Iron-air batteries operate similarly to alkaline fuel cells but use iron as the fuel source instead of hydrogen. In an iron-air battery, iron undergoes oxidation at the anode to generate electricity, and oxygen from the air is reduced at the cathode to form iron oxide (rust). Iron-air batteries are known for their potential high energy density and could offer advantages in terms of cost and safety compared to some other energy storage technologies.
It's worth noting that research and development in the field of fuel cells are ongoing, and new fuels and technologies continue to be explored. The feasibility and practicality of using specific fuels in alkaline fuel cells may vary based on technological advancements and specific application requirements.
"In an alkaline ethanol fuel cell, the primary reactions involve the oxidation of ethanol to produce electricity, along with the generation of carbon dioxide (CO2) and water. The CO2 generated as a byproduct needs to be managed to prevent undesirable interactions with the electrolyte (often a potassium hydroxide, KOH, solution). One way to handle the CO2 is to use a carbon dioxide absorber or scrubber within the system. Here are a few options to consider:
- Ammonia Solution (Ammonia Scrubbing): Ammonia (NH3) can react with carbon dioxide to form ammonium carbamate, which is soluble in water. This reaction helps to remove CO2 from the system. The ammonium carbamate can then be further processed or neutralized as necessary.
- Soda Lime: Soda lime is a mixture of sodium hydroxide (NaOH) and calcium oxide (CaO). It's commonly used to absorb carbon dioxide from exhaled air in medical applications. The sodium hydroxide in soda lime can react with carbon dioxide to form sodium carbonate, which is water-soluble and doesn't interfere with the KOH electrolyte.
- Amine Solutions: Certain amine compounds can react with carbon dioxide to form solid or liquid compounds that can be removed from the system. For example, monoethanolamine (MEA) can react with CO2 to form a water-soluble compound that can be separated from the electrolyte.
- Solid Sorbents: There are various solid sorbent materials designed to capture and store carbon dioxide. These materials can be integrated into the fuel cell system to absorb the CO2 and prevent its interaction with the electrolyte.
- Carbonate Formation: If carefully controlled, the carbon dioxide could potentially be allowed to react with any excess potassium hydroxide (KOH) in the system to form potassium carbonate (K2CO3), which is more soluble and less likely to cause issues with the electrolyte.
It's important to note that the specific choice of materials and methods will depend on factors such as the operating conditions of the fuel cell, the concentrations of CO2 generated, the compatibility of the chosen materials with the fuel cell components, and the overall system design.
Before implementing any CO2 capture or neutralization method, it's advisable to conduct thorough testing and analysis to ensure that the chosen approach effectively prevents undesirable interactions between CO2 and the electrolyte while maintaining the fuel cell's performance and stability."
------------------------------------------------------------------------------------------------------------------------------
By the way, something that I forgot to talk: gas diffusion layers.
Well, at first I thought "yeah, it is just a porous layer, that's it", but it is not that simple.
My fear is that the carbon material (like the carbon sponge I suggested making) may poison the Potassium Hydroxide electrolyte, because CO2 can poison it, so why not a literal sponge made out of carbon?
So I would suggest using the room-temperature sintering process and a wire mesh for that.
Translation: you just take the "ingredients" required for each electrode, such as the catalytic powder and polyvinil alcohol (basically transparent PVA glue) mix both on Acetone and/or Ethanol, spray it on the wire mesh and wait the acetone/ethanol drying out.
Although I'm not very confident with this method, you could still use Sodium Silicate mixed with the catalystics and other materials (such as the conducting material) and the "sacrificial material", then put it in a furnace/oven so the sacrificial material evaporates/burns out leaving only the useful stuff that you want.
------------------------------------------------------------------------------------------------------------------------------
"During the sintering process, sacrificial materials are used to create voids or channels within a material that will be removed during sintering, leaving behind a porous structure. These sacrificial materials should have a lower melting point, sublimation point, or burn out at a temperature lower than the sintering temperature of the primary material. Here's a list of potential sacrificial materials you can consider:
- Organic Materials:
- Starch: Starch-based materials can burn out at relatively low temperatures, leaving behind voids.
- Cellulose-based materials: These can also decompose at lower temperatures.
- Salts:
- Ammonium salts: Ammonium compounds like ammonium bicarbonate or ammonium chloride can decompose and release gases at moderate temperatures.
- Sodium bicarbonate: Also known as baking soda, it releases carbon dioxide upon heating.
- Potassium carbonate: This can decompose and release carbon dioxide at elevated temperatures.
- Polymers:
- Polyethylene glycol (PEG): PEG can melt and evaporate at relatively low temperatures.
- Polyvinyl alcohol (PVA): PVA can be used as a water-soluble sacrificial material.
- Polystyrene microspheres: These can be used to create pores in the material.
- Metals:
- Zinc powder or particles: Zinc can sublime at high temperatures, leaving behind pores.
- Tin powder or particles: Tin can also sublime at elevated temperatures.
- Ceramic Materials:
- Calcium carbonate: This can decompose to calcium oxide and carbon dioxide at higher temperatures.
- Calcium sulfate: Also known as gypsum, it can decompose to calcium oxide and sulfur dioxide.
- Foaming Agents:
- Blowing agents: These are compounds that release gases upon heating, causing the material to expand and form voids.
- Natural Fibers:
- Wood fibers: These can burn out at elevated temperatures.
- Waxes:
- Paraffin wax: Paraffin can melt and evaporate at relatively low temperatures.
Remember that the choice of sacrificial material depends on the specific application, the sintering temperature of the primary material, and the desired properties of the final product. It's important to conduct thorough testing and optimization to ensure that the sacrificial material effectively creates the desired porosity or channels without negatively affecting the structural integrity of the final product. Additionally, ensure proper ventilation and safety precautions when working with materials that release gases or fumes during processing."
Like I said, there are a lot of methods you could use.
------------------------------------------------------------------------------------------------------------------------------
I found this blog from an actual chemist that was able to make a nafion-comparable DIY Ion exchange membrane:
And thus, I guess I could in fact achieve something closer to 50% instead of 30-40% with the other type of membrane.
And the better part is that it doesn't need to be in an alkaline fluid, meaning that I don't really need Co2 scrubber neither to carry around caustic soda and caustic potassium in a bag. :)
The recipe:
The process for preparing these membranes is as follows:
- Prepare a solution by adding 15g of PVA to 200mL of water (solution A).
- Place solution A in a fridge for 48 hours, with occasional stirring/shaking. Surprisingly, cold conditions are much better for dissolving PVA because they discourage agglomeration.
- Wait till solution A is fully homogeneous, keep longer in fridge and shake/stir as needed.
- Prepare another solution by using 0.5mL of phosphoric acid (81%), 0.5g of citric acid and 15mL of solution A. This solution is stirred until everything is completely homogeneous (solution B).
- Dip a filter paper in Solution B. I used Stony Lab 101 but other fine grain filter papers should work just as well. Make sure all excess has dripped off and tap with paper towels to remove any excess.
- Place on a hot plate at 80C for 3min
- Flip it to the other side for another 3 minute.
- Use a brush to paint solution B on the filter paper while on the hot place.
- Wait for 3 minutes.
- Flip the filter paper and paint the other side, wait another 3 minutes.
- Repeat steps 8-10 three times.
- Increase the temperature to 150C.
- Flip the membrane every 10 minutes for one hour or until the membranes appear fully black. Put a petri dish on top if needed to keep the membrane flat.
- Allow the membrane to cool to room temperature.
- Place the membrane in a solution with 10g/L of potassium or sodium carbonate to neutralize any remaining acid, they can be stored in a 0.5M NaCl solution.
The membranes that result from this process are black in nature. However they do not feel like charcoal and do not crumb easily. Instead, they have the feeling of a piece of plastic film, which is exactly what we are looking for. Several papers discussing citric acid crosslinking of different polymers do have resulting black films, so this isn’t necessarily a bad thing.
The other type of membrane made with the membrane from lead acid batteries (that are cheaper to make:
An improved DIY cation exchange membrane with less degradation using a Daramic PE microporous separator as base
11 Replies
In my previous posts about cation exchange membranes, I created a membrane using cross-linked PVA over a cellulose support. For this purpose, I used a filter paper and then applied successive layers of a solution with PVA, phosphoric acid and citric acid, which I then heated to 150C to create the final cross-linked membrane. This procedure created a membrane that had high permselectivity, decent in-plane conductivity and that could be produced for very low cost.
The problem however, came from the fact that the membrane degraded in the presence of Mn3+ , which was generated when the Mn|Fe chemistry I am testing is cycled. The degradation became apparent as the red color of the Mn3+ faded with time, although no crossing of the Mn3+ across the membrane happened. There were also a lot of bubbles generated on the membrane on the Mn side, which is further evidence supporting this degradation mechanism.
![]()
These two solutions have been pumped continuously through a flow battery cell with the crosslinked PVA/daramic separator. After The left solution is 0.25M Fe-EDTA, the right solution has only distilled water. There is no evidence of any cross-over of Fe-EDTA after 24 hours. I think that this degradation happened mainly because of the cellulose, which is the most reactive part of the structure. To try to alleviate this problem, I decided to move away from the cellulose support and try to cross-link the PVA over a more stable substrate. To achieve this I performed the same cross-linking process, but this time doing it over a daramic polyethylene separator as support.
The Daramic is a microporous polyethylene separator – commonly used in lead acid batteries – which can be purchased for very little cost (only a few dollars per square meter). The daramic has a well defined pore size that can be filled with the PVA solution. Upon heating and reapplication of the solution, the pores can be filled with the cross-linked cation exchange material, with the daramic matrix providing the main source of structural support.
![]()
This is how the Daramic membrane looks after the PVA has been applied and crosslinked within its pores. After the material has been saturated, heated to dryness and resaturated/redried multiple times with the polymer solution (10mL 14% H2SO4, 15g PVA, 8g citric acid, 250mL of water), the Daramic is then heated to 150C for one hour to finalize the process. The Daramic film created is black and has a permselectivity greater than 95%, measured in a cell with 0.1M KCl | 0.5M KCl. The first image in this post also shows how absolutely no cross-over of an Fe-EDTA salt is seen after running by this PVA+Daramic separator for more than 24 hours. When using just the Daramic microporous separator, cross-over is seen within minutes.
The great news is that the Daramic support is made of polyethylene, so it is very unreactive. The crosslinked PVA is also way less reactive than the cellulose, enough so that it now doesn’t react with Mn3+. I generated some of this material through electrolysis of an Mn-EDTA solution, and the crosslinked daramic didn’t bubble or degrade the Mn3+ after a couple of hours.
Sadly my potentiostat broke due to a small lab accident (spilled liquid over it), so I am waiting for a new potentiostat to be delivered to perform the first cycling experiments using this new cation exchange separator.
Well, I asked a couple of questions with the author in the website (you can even see it on his website), but it seems like it may not be the best option (as it is now).
In his words, it is a Nafion comparable membrane in the matter of permeability, not conductivity and durability.
I think you/I will need to make do with that old idea of simply mixing membranes and passing them through a crosslink/chemical bath.
For example, I can only find PBI resins for reverse osmosis membranes, but I would need to make a phosphoric bath in order to properly turn those into a good proton exchange membrane.
Plus, I would need to mix other types of membranes, such as PES-based membranes that are normally sold as syringe filters.
I will try to find a way of making these membranes more conductive, but I'm not very confident.
"To increase the electrical conductivity of a DIY membrane based on PVA (Polyvinyl Alcohol) and PVP (Polyvinylpyrrolidone), you can consider incorporating certain conductive additives. Here are a few options you can explore:
- Graphene: Graphene is a highly conductive material consisting of a single layer of carbon atoms. Adding graphene to the PVA/PVP membrane can significantly enhance its electrical conductivity.
- Carbon nanotubes: Carbon nanotubes (CNTs) are cylindrical carbon structures with excellent electrical conductivity. Incorporating CNTs into the membrane can improve its conductivity.
- Conducting polymers: Polymers such as polyaniline, polypyrrole, and poly(3,4-ethylenedioxythiophene) (PEDOT) are known for their inherent electrical conductivity. Blending these conducting polymers with PVA/PVP can enhance the overall conductivity of the membrane.
- Metal nanoparticles: Adding metal nanoparticles, such as silver (Ag) or gold (Au), to the membrane can improve its electrical conductivity. The nanoparticles can create conductive pathways within the membrane matrix.
It's important to note that the choice and concentration of the conductive additive will depend on the specific requirements of your application. Additionally, the fabrication process of the membrane and the dispersion of the additives within the PVA/PVP matrix can also impact the final conductivity. Experimentation and optimization may be necessary to achieve the desired conductivity while maintaining good membrane permeability."
Assuming that ChatGPT isn't talking crap, then I could "just" mix this to the lead-acid separator and increase its conductivity and durability at same time, since I can just make milk graphene and/or buy conductive silver paste from electronic stores.
Obviously, an KOH based membrane/electrolyte wouldn't have this issue, since it is already fairly conductive and efficient
![]()
It is in brazilian portuguese, but basically, the electrodes are submerged in an electrolyte while being separated by the microporous Separator.
You may not even need a membrane in this case, but the only reason I want to avoid alkaline fuel cells is precisely because it is based on highly acidic materials such as Potassium Hydroxide, Hydrochloric Acid and Sodium Hydroxide.
All are fairly cheap to buy and relatively easy to maintain, but still, acidic stuff, acid burns, hazardous fumes etc.
Now the remaining question is: how many cells I will need for 10kw to 20kw per hour, totallying 100kw to 200kw?
For now I can only think of total weight.
For example, some hydrogen fuel cells that I can find online, such as the one below, has 4kg of weight and delivers 1,000 watts per hour while consuming 14 liters of hydrogen at 5bar of pressure.
![]()
You buy from them on your risk, I'm just showing the fuel cell as a reference.
So, if I wanted 10kw of power per hour, I would need to take 40kg of material and make the most amount of fuel cells as possible.
Not very precise, but it is a good rule of thumb.
I've sent an email to the company asking how many cells are there in each 1000 watts stack, but I would bet that there are at least 2,000 to 5,000 individual cells.
(I received an answer and they said it has 60 cells in total, totally different than what I expected, huh)
Just calculating the efficiency of the previously mentioned fuel cell:
So, taking into consideration the energy density of hydrogen at 681 bars of pressure being 39,405.6 wh/Liter, so, at 100 times less pressure, one would have 394 watt hour per liter, giving 5516 wh/l in total.
So this fuel cell would be around 20% efficient. -
Project Log 64: DIY Linear Actuator.¹
07/21/2023 at 13:35 • 7 comments21/07/2023, Friday, 10:16.
For some reason this last week got me too lazy to do anything at all...
Well, I will just leave this here and see what I can think of...
----------------------------------------------------------------------------------------------------------
Well, I wrote the DIY iron-air battery with a "¹", because I thought I would be able to understand and replicate the papers that I saw...
But, as you can imagine, I did read stuff, and it all came to: either I don't have the equipment to replicate their methods, either they didn't talk about their methods.Soooooooo... It is what it is, I suppose.
----------------------------------------------------------------------------------------------------------
Well, even though I'm trying to make the "sketch" of the mech with these project logs since Project Log 54, I don't quite know where to go from here.
https://hackaday.io/project/188391-diy-mechexoskeleton-suit/log/220205-project-log-54-just-one-last-tryI think I will make this project log about the linear actuators of the mech/exosuit.
Like in project log 58, were I talked about zip chain actuators for both flexible and rigid linear actuators, I believe I will stick to that idea.
https://hackaday.io/project/188391-diy-mechexoskeleton-suit/log/220958-project-log-58-diy-electric-motor
One thing I never liked about the hoist/winch mechanism is it lack of efficiency, which the zip chain would (supposedly) solve.But now I think I got myself in another little conundrum.
You see, since the zip chain actuator is, well, a chain actuator, the logics of torque, speed and so on will still be applied to it.
And thus, I can reach a point that I don't really need the reduction gear from James Bruton which I was thinking on using.Which needs to be calculated, and right it is Sunday, and I'm not in the mood, lol.
----------------------------------------------------------------------------------------------------------
PS: I talked about the rack and pinion to the ChatGPT because it is easier to calculate and it is basically the same thing.
![]()
I asked ChatGPT:
"ChatGPT
To determine the number of teeth required for the rack and pinion mechanism, we need to consider the relationship between rotational motion and linear motion.For a gear, the linear speed (V) can be calculated using the formula:
V = π * d * RPM / 60
Where:
V is the linear speed
d is the diameter of the gear
RPM is the revolutions per minuteIn your case, with a gear diameter of 10 cm and an RPM of 30, the linear speed would be:
V = π * 10 * 30 / 60 = 15π cm/s ≈ 47.1 cm/s
Now, if you want a 1:1 output, the linear speed of the rack (which is the same as the pinion's linear speed) should be equal to 47.1 cm/s. Therefore, you need to choose the number of teeth on the rack and pinion such that the linear speed matches.
Let's assume the number of teeth on the pinion is P and the number of teeth on the rack is R. The gear ratio (GR) can be calculated as:
GR = R / P
For a 1:1 output, the gear ratio should be 1. Therefore:
1 = R / P
Now, to achieve a 10:1 output, the gear ratio would be 10:
10 = R / P
To find the number of teeth, we need to consider the pitch radius (radius corresponding to one tooth) of the gear. The pitch radius (Rp) can be calculated as:
Rp = d / 2
Where:
Rp is the pitch radius
d is the diameter of the gearIn your case, the pitch radius would be:
Rp = 10 cm / 2 = 5 cm
Now, we can calculate the number of teeth using the following formulas:
For 1:1 output:
P = RFor 10:1 output:
P = R / 10The number of teeth can be calculated using the formula:
T = 2 * π * Rp / pitch
Where:
T is the number of teeth
Rp is the pitch radius
pitch is the pitch of the teeth (distance between adjacent teeth)The pitch can be calculated as:
pitch = linear speed / RPM
Let's calculate the number of teeth for both scenarios:
For 1:1 output:
pitch = 47.1 cm/s / 30 RPM = 1.57 cm/toothP = R = 2 * π * 5 cm / 1.57 cm/tooth ≈ 6.37 teeth
Since the number of teeth cannot be fractional, you might need to round up or down to the nearest whole number. In this case, you could use 6 teeth for both the pinion and rack.
For 10:1 output:
pitch = 47.1 cm/s / 30 RPM = 1.57 cm/toothP = R / 10 = 2 * π * 5 cm / 1.57 cm/tooth ≈ 0.637 teeth
Again, rounding up or down to the nearest whole number, you could use 1 tooth for the pinion and 10 teeth for the rack.
Please note that these calculations assume an idealized scenario, and in practice, you might need to consider factors such as backlash, tooth strength, and smoothness of operation in your gear and rack design."
----------------------------------------------------------------------------------------------------------
Well... I didn't understood a hint on what the heck ChatGPT was talking, but I think I kinda got the gist of it.
Basically, if I were to make a 10:1 ratio, I would need to take into consideration both the diameter and number of teeth.
If the gear/pinion has a number of teeth "X" (let's say, 10 teeth), the pinion and the rack should have the dimensions (size, length etc) allowing for the rack move a "Y" amount of length and the pinion rotate a "Z" amount of times to allow everything to rotate the distance you want.
A giant 2 meter wide gear/pinion with 10 teeth would move way faster at a rack with 20 teeth and 1 meter of length (assuming the physics would work out for this hyphotetical example) rather than a gear with 10cm of diameter and 20 teeth in a rack with 100 teeth and merely 30cm of length.
I guess one easy way of making a rack and pinion would be to use the circunference of a circle multiplied by the times you want the reduction to occur and then add the same number of teeth that would allow for the reduction.
So, a 10:1 reduction ratio would force me to take a 2cm diameter pinion, which would be 6.28319cm, then insert 5 teeth on the gear and other 50 teeth on the rack with 62.8319cm of length. (I think).
... Or not, bruh, this is wrecking my brain.
----------------------------------------------------------------------------------------------------------
I did found a promising open source zip chain actuator, the problem is that I'm starting to doubt whenever or not this aproach is really practical.
https://www.thingiverse.com/thing:1283288
![]()
I think I will be forced to keep up with the old hoist/winch mechanism... But I don't trust on its efficiency... y=y
By the way, the article chooses the C option. But I would keep with the B option, a compound pulley loses 5% to 15% of efficiency per pulley, and the third kinda is a compound pulley.
The problem with telescopic cable-driven actuator is not lifting, it is pulling. You need a double actuation for this to be useful, and how do you do that?
The article just showed: put a hoist connected to the tip and another connected to the pulley system.
----------------------------------------------------------------------------------------------------------
Also, I just saw this eccentric gear and I quite liked it.
Although you can't really use planar laser cutting for it, I do like its simplicity.
It is a 1 teeth gear with a 10 teeth bigger gear, giving it a 10:1 gear reduction ratio in an apparently studier and simpler gear than a cycloidal gearbox or a conventional spur gearbox.This guy teaches how to program/calculate an eccentrical cycloidal gear.
However, I would advise you to make a version that is way thicker and with a double helical shape.
----------------------------------------------------------------------------------------------------------
By the way, one important thing: all these actuators will be using bearings and all of these bearings need to sustain the entire weight of the suit.
I was thinking on using car bearings, but these are kinda expensive to simply go buying around, but I have an idea.
Basically, cross roller bearings are a well-used type of bearing that is normally meant for heavy duty applications, even the Hacksmith used those on the hands/arms of their 6 ton lifting power loader.
I will be using this guy's tutorial.
Of course, you can just buy ball bearings on the internet, these are kinda cheap and come in the hundreds.
I'm leaving this here to make use of it later, for some reason I feel way more indisposed than usual right now...
----------------------------------------------------------------------------------------------------------
Bruuuuh... I'm really not on the mood right now to 3D model the actuator... But I think I will stay with the linear hoist actuator... Or not... Every time I think about it I feel like I'm overlooking a lot of stuff, every time I think I should switch to hydraulics or the reversebly actuated pneumatic artificial muscle instead...
I say this because the linear actuator will be under compression, but an hydraulic actuator will transfer the loads to the HDPE composite as tension on its walls, which is the strength of the HDPE.
Actually, no...
I just researched the overall characteristics of HDPE and UHMWPE (or HMPE) and it showed extremely different characteristics from which I remember seeing/posted here before.
Unfortunately, I didn't straight up wrote the values, but it were close to 90 MPA, now I can only find links saying that HDPE can only hold up to 26 MPA of tensile strength and up to 30 MPA of compressive strength.
------------------------------------------------------------------------------------------------------------------------------
Well, while I got disappointed with my own mistake of simply ignoring the problems until they hit my face, I got wondering how I could surpass said problems.
If you're not catching my drift, it is the fact that the HDPE and/or UHMWPE plastics, although very useful, are still plastics. So they may or may not be capable of being used as the main structure of the Mech/Exosuit.
If you convert the compressive/tensile strength that these have of +/- 30 MPa to bar or KgfCm², you would only get a maximum strength of 300 kg for every part.
Of course, this proportion was taken out of my ass and may not be in accord with reality, but you must remember that PSI (pound per square inch) and KgfCm² (kilogram force per square centimeter) can be seen as the simple force applied to a certain area.And as such, you could (probably) take the material characteristics and "translate" it to the maximum force said material would be ale to withstand in the given situation.
If I want this material to withstand 3000 kg, I would need it to be, supposedly, 10 times thicker than one would normally need for a steel material, for example.
(I think)
Steel has a tensile strength of 400 to 550 MPa and a compressive strength of 250 to 400 MPa (for structural steel).
A 5 ton hydraulic cylinder that works at a pressure of 16 MPa (160 bars) has 10mm of wall thickness and weights around 10kg.Even if I don't actually make an hydraulic cylinder out of HDPE, I would still need to make things with more or less 100mm (10cm) of thickness for structural resilience.
... I think.
------------------------------------------------------------------------------------------------------------------------------
Also, I was thinking on a way of making steel/metal parts in general in a DIY setup and on the cheap. Although I don't know how well I would be successful on such endeavor.
So, the idea would be more or less like this:
1: Make iron oxide
2: Transform the Iron oxide into pure iron powder with the reduction reaction.
3: Mix said powder with the ideal proportion of iron and carbon to generate steel.
4: Place the mixture in a container with little oxygen/air.
5: Place the thermite around this container and in a place away from people.
6: Activate the thermite and melt the metal
7: Transfer the liquid steel to the desired mold.The idea would be to use the thermite reaction involving iron oxide and pure aluminium powder in order to reach the necessary temperatures.
However, the problem is how to transfer the heat from the reaction to the thing you want to melt without having both liquid metals mixing with each other and making useless slag.
My idea was to use either copper or even sand, since sand is a good thermal "battery", so to speak.
Basically, homemade thermites aren't that hot/powerful, so I thought that maybe the copper would survive, since it would only transfer the heat instead of being the thing that melts.Plus, some electric kilns work by inserting the electric heating element on the walls of the kiln, heating its insides and then the crucible with the material to be melted. It wouldn't be much different from this idea.
(there are more videos on this series, by the way)
And even then, I doubt I would be able to make pieces with enough precision and strength.
But hey, if you want to do it, go for it.
------------------------------------------------------------------------------------------------------------------------------
Also, dekutree64 just gave an interesting suggestion that I didn't consider while writing this project log: using aluminium.
Aluminium melts at "only" 660 ºC, unlike steel, that needs twice or trice this temperature to be molten and is way easier to handle.
This kiln is way easier to build and use than previously mentioned electric kilns (the guy easily melts aluminium), besides, I would bet that if you take a really buffy microwave, you would be able even melt steel.
But I would try to make an "open kiln", let's say, tearing open a microwave and "glueing" the magnetron to the ceramic wool with the silicon carbide crucible inside of it rather than making all this work for a small crucible that would fit inside a microwave.
You would be able to make something more akin to an actual kiln this way.
And maybe you wouldn't even need to make a silicon carbide kiln, using silicon carbide plates/blocks/pieces like the heating element on conventional electric kilns.
Like this one, he cut/broke a silicon carbide griding disk for the heating element.
------------------------------------------------------------------------------------------------------------------------------
Also, like Dekutree64 mentioned in his comment: you could use scrap aluminium for that.
However, you would need to be careful to actually take aluminium instead of Tin or stainless steel. And you would also need to take off the paint and the plastic inliner on soda cans, the best way I could find was to just heat the can until the plastic and the paint just peel off.
You could do it after cutting everything in little pieces (not powder, pieces) and throghouly washing it until it is relatively clean.
------------------------------------------------------------------------------------------------------------------------------
Although it wouldn't be that stronger than extruded aluminium, you could use a few "cheats" to heat treat it in order to increase its strength.
For example, in this video the guy shows a few heat treatments in order to make aluminium castings stronger. Not to mention that you could add a little bit of silicon metal and/or other materials in order to make something as strong as aerospace aluminium.
------------------------------------------------------------------------------------------------------------------------------
ChatGPT:
"It seems like there might be a slight mix-up in the alloy designations you provided. The common aerospace aluminum alloys are 6061 and 7075, not 7071. Let's take a look at the materials found in these two popular aerospace aluminum alloys:
- Aluminum 6061: Aluminum alloy 6061 is a versatile and widely used material in aerospace applications due to its good combination of strength, workability, and corrosion resistance. It typically contains the following elements:
- Aluminum (Al): The primary element, constituting the majority of the alloy.
- Magnesium (Mg): Typically around 1.0% to 1.2%. It provides strength and increases the alloy's heat-treatability.
- Silicon (Si): Usually around 0.4% to 0.8%. It aids in improving the alloy's casting properties and contributes to strength.
- Iron (Fe): Usually less than 0.7%.
- Copper (Cu): Typically around 0.15% to 0.4%. It enhances strength and corrosion resistance.
- Zinc (Zn): Usually less than 0.25%.
- Titanium (Ti): Sometimes present in trace amounts for grain refinement and control.
- Aluminum 7075: Aluminum alloy 7075 is known for its exceptional strength-to-weight ratio and is commonly used in aerospace and high-performance applications. It typically contains the following elements:
- Aluminum (Al): The primary element, making up the bulk of the alloy composition.
- Zinc (Zn): Typically around 5.1% to 6.1%. It is a significant alloying element that enhances strength.
- Magnesium (Mg): Usually around 2.1% to 2.9%. It further improves the alloy's strength and contributes to its heat-treatability.
- Copper (Cu): Typically around 1.2% to 2.0%. It provides additional strength and hardness.
- Chromium (Cr): Sometimes present in small amounts, aiding in improving corrosion resistance.
Both 6061 and 7075 aluminum alloys are widely used in the aerospace industry for various components, such as aircraft structures, wings, fuselage parts, and more, due to their favorable mechanical properties and lightweight characteristics. The specific composition and processing of these alloys can vary depending on the intended application and desired properties."
------------------------------------------------------------------------------------------------------------------------------
So, in resume, you would need a few grams of each material for your homemade 6061/7075 aluminium alloy.
Also, what defines aluminium 6061 and 7075 grades are more related to its heat treatment rather than its alloying, but you can only heat treat to this extent due to its alloying.
"The tensile strength of pure aluminium is around 90 MPa but this can be increased to over 690 MPa"
Source: https://www.azom.com/article.aspx?ArticleID=2863
(I searched other sources and the compressive strength increases to a similar extent, around 600 MPa)
------------------------------------------------------------------------------------------------------------------------------
"Aluminum alloys 6061 and 7075 are both popular and widely used in various industries due to their excellent mechanical properties and high strength-to-weight ratio. They undergo different heat treatments to enhance their properties, making them suitable for specific applications. Below are the common heat treatments for each alloy:
Heat treatments for Aluminum 6061:
- Annealing (O Temper): This is the softest and most ductile condition of 6061 aluminum. It involves heating the alloy to around 775°F (413°C) and then allowing it to cool slowly in the furnace. This treatment reduces internal stresses and improves workability.
- Solution Heat Treatment (T4 Temper): The alloy is heated to around 990°F (532°C) for a specific period and then quenched rapidly in water. This treatment dissolves the alloying elements and prepares it for precipitation hardening.
- Precipitation Hardening (T6 Temper): After the solution heat treatment, the material is aged at around 320°F to 350°F (160°C to 177°C) for several hours. This results in the precipitation of strengthening phases, such as Mg2Si, which significantly increases the alloy's strength.
- Artificial Aging (T651 Temper): In this process, the material is artificially aged after the solution heat treatment, which results in improved mechanical properties, especially for thicker sections. The aging is typically done at around 350°F (177°C) for a few hours.
Heat treatments for Aluminum 7075:
- Solution Heat Treatment (T6 Temper): Similar to 6061, the 7075 alloy undergoes solution heat treatment by heating it to around 990°F (532°C) and then quenching it rapidly in water. This treatment prepares the alloy for precipitation hardening.
- Precipitation Hardening (T6 Temper): After the solution heat treatment, the material is aged at about 250°F to 300°F (121°C to 149°C) for several hours, leading to the precipitation of strengthening phases like MgZn2. This significantly increases the alloy's strength.
- Artificial Aging (T651 Temper): As with 6061, artificial aging is applied to 7075 to further improve its mechanical properties, especially for thicker sections. The aging is typically done at around 250°F to 300°F (121°C to 149°C) for a few hours.
It's essential to note that the specific heat treatment processes and parameters can vary slightly depending on the manufacturer and application requirements. Proper heat treatment significantly impacts the mechanical properties of these aluminum alloys, allowing engineers to tailor their performance to meet specific design needs."
------------------------------------------------------------------------------------------------------------------------------
I tried to search for glass fiber aluminium composites, but I couldn't find anything besides actually "gluing" fiberglass/carbon fiber with epoxy on alumnium plates.
![]()
I could only find a few papers on the subject, such as this one (you may need to use the sci-hub to read the entire article:
https://www.sciencedirect.com/science/article/abs/pii/S0925838819325083The articles concludes that the composite was stronger than monolithic aluminium parts.
I think this article is also interesting:
One of the metal matrix composites were made using aluminium metal and aluminium oxide (alumina) powder.
By the way, I think that is hard to find fiber glass aluminium composites because the fiber glass needs to be porpusefuly made for high temperatures, such as silica-alumina ceramic wools for kilns/furnaces.
But I don't know if these kinds of fibers would increase the mechanical strength of such composite, after all, that's not the use for such fiber.
Regular fiber glass can only withstand temperatures to a few hundred degrees, so does basalt fiber and carbon fiber. Also, carbon kinda "kills" aluminium metal, so you wouldn't be able to use carbon fiber either (I think).
You could also use Steel wires/cables for the composite, since these have a waaaay higher melting point.
Kinda silly how I didn't think of such thing before.... humm
I found this article here:
https://www.researchgate.net/publication/279284161_Composites_of_Aluminium_Alloy_Matrix_Reinforced_by_a_Steel_Mesh
------------------------------------------------------------------------------------------------------------------------------
You can still use aluminium for a stator, but it is not well suited for high torque applications (accordingly to Chat GPT).
"Aluminum alloys used for stators in electric motors are typically chosen based on their specific mechanical and electrical properties. Some of the commonly used aluminum alloys for stators include:
- Aluminum 3004: This alloy offers good formability and high strength, making it suitable for stator components that require shaping or bending during manufacturing.
- Aluminum 5052: This alloy has excellent corrosion resistance and good weldability. It is often used in stators that may be exposed to harsh environmental conditions.
- Aluminum 6061: This alloy is known for its excellent machinability and good strength-to-weight ratio. It is used in stators that require high mechanical stability.
- Aluminum 6063: This alloy is prized for its extrudability and is often used in applications where intricate shapes or custom profiles are needed.
- Aluminum 7075: This high-strength alloy is used in applications requiring superior mechanical properties and performance under high loads or stresses.
- Aluminum 8000 series alloys: These alloys, including 8011 and 8079, are commonly used in electrical applications due to their excellent electrical conductivity.
The choice of the specific aluminum alloy will depend on factors such as the motor's operating conditions, mechanical requirements, and environmental exposure. Additionally, in some cases, the alloy may be customized with additional elements to achieve specific performance characteristics.
It's important to note that while aluminum alloys offer advantages such as lightweight and good thermal conductivity, they may not be as suitable for high-power or high-torque applications compared to other materials like iron-based alloys (e.g., silicon steel) or soft magnetic composites (SMCs) due to their lower magnetic permeability. Therefore, the selection of the appropriate alloy should align with the specific requirements of the motor design and intended application."
Also, something I think it would be relevant, since one would probably take aluminium from scrapyards, normally in the form of soda cans:
"Soda cans are typically made from aluminum alloys that are specifically designed for easy fabrication, low cost, and good formability. The most common aluminum alloy used for soda cans and many other daily objects is known as 3004 alloy. The composition of 3004 aluminum alloy is as follows:
- Aluminum (Al): 95.8>#/li###
- Magnesium (Mg): 0.8>#/li###
- Manganese (Mn): 1.3>#/li###
- Silicon (Si): 0.3>#/li###
- Iron (Fe): 0.7>#/li###
- Others: 1.1>#/li###
This alloy is part of the 3xxx series of aluminum alloys, which are known for their excellent formability and corrosion resistance. It can be easily shaped into thin sheets to create cans, making it a popular choice for beverage packaging.
When melting aluminum scrap from soda cans or any other aluminum objects, it's essential to ensure the material is clean and free from any contaminants, such as paint, coatings, or other non-aluminum materials, which could affect the quality of the castings. Additionally, it's important to take proper safety precautions when melting aluminum, as it involves high temperatures. Make sure to work in a well-ventilated area, wear appropriate protective gear, and follow proper procedures to prevent accidents and ensure a successful casting process."
------------------------------------------------------------------------------------------------------------------------------
"Titanium Aluminides (TiAl): These intermetallic compounds offer a unique combination of low density and high strength at elevated temperatures, making them useful for aerospace and automotive applications."
You can find titanium dioxide for a really cheap price online (compared to its metallic counterpart), it is normally used as a pigment, basis for makeup, food additive and/or abrasive element.
"The reduction of titanium oxide (TiO2) with hydrogen gas (H2) typically occurs at elevated temperatures in a controlled atmosphere. The process involves removing oxygen from the titanium oxide to produce titanium metal. This reduction reaction is commonly used in the production of titanium and its alloys. The conditions under which this reduction occurs are as follows:
- Temperature: The reduction of titanium oxide with hydrogen gas usually occurs at temperatures in the range of 800°C to 1,200°C (1,472°F to 2,192°F). The specific temperature can vary depending on factors such as the type of titanium oxide being reduced and the desired reaction kinetics.
- Atmosphere: The reduction is typically carried out in a controlled atmosphere of hydrogen gas. The presence of a reducing gas like hydrogen prevents the re-oxidation of the titanium during the process.
- Pressure: The reduction process can be conducted at atmospheric pressure or at slightly elevated pressures, depending on the specific setup and requirements of the production process.
- Reaction Time: The duration of the reduction process can vary based on factors such as the temperature, particle size of the starting materials, and the desired extent of reduction. Generally, the reduction time can range from several hours to several days.
- Catalysts: In some cases, catalysts may be used to enhance the reduction reaction kinetics and lower the required temperature. For example, iron powder or other transition metal powders can act as catalysts in the reduction of titanium oxide.
It's important to note that the reduction of titanium oxide with hydrogen is an energy-intensive process and is typically carried out in specialized equipment such as fluidized bed reactors or vacuum furnaces. The resulting titanium sponge produced from this reduction process is further processed to obtain usable titanium metal or used as a feedstock for producing titanium alloys.
The reduction of titanium oxide is a fundamental step in the production of titanium, which is a critical material in various industries, including aerospace, automotive, medical implants, and more."
Titanium aluminides are a class of intermetallic compounds that consist primarily of titanium and aluminum. They are known for their lightweight, high-temperature strength, and good corrosion resistance, making them valuable for aerospace and other high-performance applications. The exact composition and processing steps can vary depending on the specific alloy and its intended use, but I can provide a general overview of the process.
1. Alloy Composition: The composition of titanium aluminides typically includes a range of elements to achieve the desired properties. In addition to titanium (Ti) and aluminum (Al), other elements such as niobium (Nb), tantalum (Ta), and vanadium (V) may be added to enhance certain characteristics. The specific percentages of each element can vary widely based on the alloy's intended properties.
2. Melting and Alloying: The process of making titanium aluminides generally involves melting the constituent metals together in a controlled environment, such as a vacuum arc furnace or an induction furnace. The steps involved are as follows:
a. Preparation of Raw Materials: High-purity titanium, aluminum, and any other alloying elements are weighed and mixed according to the desired composition.
b. Melting: The raw materials are loaded into a crucible within the furnace. The furnace is then heated to temperatures exceeding the melting points of the metals. Once the metals are molten, they are thoroughly mixed to ensure homogeneity.
c. Alloying: Alloying elements are added to the melt as needed to achieve the desired composition. The melt is stirred or agitated to ensure proper mixing.
3. Casting: After the alloy is properly mixed and homogenized, it can be cast into the desired shape. There are various casting methods that can be used, such as:
a. Ingot Casting: The molten alloy is poured into a mold to solidify into a large ingot. The ingot can later be processed into various forms, such as sheets, bars, or other shapes.
b. Directional Solidification (DS): This technique involves controlled solidification of the alloy in a specific direction, which can lead to improved microstructure and properties.
4. Hot Working: Titanium aluminides often undergo hot working processes to refine the microstructure and improve mechanical properties. Hot working typically involves processes such as:
a. Hot Rolling: The alloy is heated to elevated temperatures and then passed through rolling mills to reduce its thickness and improve its mechanical properties.
b. Hot Forging: The alloy is heated and shaped using mechanical force to achieve the desired form and properties.
5. Heat Treatment: Heat treatment is a critical step to optimize the microstructure and properties of titanium aluminides. This typically involves:
a. Solutionizing: The alloy is heated to a specific temperature to dissolve any precipitates or impurities, followed by rapid cooling to trap the desired microstructure.
b. Aging: The alloy is held at an intermediate temperature to allow controlled precipitation of strengthening phases within the microstructure.
The specific details of each step, including temperatures, times, and cooling rates, can vary depending on the alloy and its intended properties. Researchers and engineers continually work to optimize these parameters to achieve the best balance of mechanical, thermal, and corrosion properties in titanium aluminides.
I apologize for not providing specific percentage ranges in my previous response. The exact composition of titanium aluminides can vary widely depending on the specific alloy and its intended application. However, I can provide you with a general idea of the typical composition ranges for some common titanium aluminide alloys:
- TiAl (Gamma Titanium Aluminide):
- Titanium (Ti): Approximately 40-48>#/li###
- Aluminum (Al): Approximately 52-60>#/li###
- Ti3Al (Alpha-2 Titanium Aluminide):
- Titanium (Ti): Approximately 89-92>#/li###
- Aluminum (Al): Approximately 7-10>#/li###
- Other elements (e.g., trace amounts of oxygen, nitrogen)
- TiAlNb (Titanium Aluminide with Niobium):
- Titanium (Ti): Varies, but often around 45-48>#/li###
- Aluminum (Al): Varies, but often around 51-54>#/li###
- Niobium (Nb): Typically around 2-5>#/li###
- Other elements (e.g., trace amounts of vanadium, iron, etc.)
- TiAlTa (Titanium Aluminide with Tantalum):
- Titanium (Ti): Varies, but often around 40-45>#/li###
- Aluminum (Al): Varies, but often around 50-55>#/li###
- Tantalum (Ta): Typically around 4-8>#/li###
- Other elements (e.g., trace amounts of niobium, chromium, etc.)
- TiAlV (Titanium Aluminide with Vanadium):
- Titanium (Ti): Varies, but often around 35-40>#/li###
- Aluminum (Al): Varies, but often around 58-63>#/li###
- Vanadium (V): Typically around 1-3>#/li###
- Other elements (e.g., trace amounts of niobium, chromium, etc.)
It's important to note that these composition ranges can vary depending on the specific alloy variant, the intended properties, and the processing techniques used. The addition of other elements and trace impurities can further affect the alloy's properties and performance. Engineers and researchers adjust these compositions to achieve the desired balance of strength, ductility, high-temperature stability, and other properties for specific applications.
------------------------------------------------------------------------------------------------------------------------------
Nickel salts are chemical compounds that contain nickel ions (Ni2+) combined with various anions (negatively charged ions). These salts are formed through reactions between nickel and different acids or bases. Nickel salts have a wide range of applications in various industries, including chemical manufacturing, electroplating, pigments, and catalysts. Some common examples of nickel salts include:
- Nickel Sulfate (NiSO4): This is one of the most commonly used nickel salts. It's used in electroplating processes to deposit nickel onto surfaces, as well as in the production of nickel-cadmium batteries and as a precursor for other nickel compounds.
- Nickel Chloride (NiCl2): Nickel chloride is used in electroplating and as a catalyst in chemical reactions. It's also used in the manufacture of certain nickel alloys and as a source of nickel for other compounds.
- Nickel Carbonate (NiCO3): Nickel carbonate is used in the production of nickel-based catalysts, as a precursor for other nickel compounds, and in ceramics and glass manufacturing.
- Nickel Nitrate (Ni(NO3)2): Nickel nitrate is used in nickel plating, as a catalyst in organic reactions, and in the preparation of other nickel compounds.
- Nickel Acetate (Ni(CH3COO)2): Nickel acetate is used in electroplating, as a mordant in textile dyeing, and in certain chemical reactions.
- Nickel Oxide (NiO): While not strictly a "salt" in the traditional sense, nickel oxide is a compound containing nickel and oxygen. It's used as a pigment and in ceramic applications.
These nickel salts and compounds can be sourced from various industrial processes, including the production of metals, pigments, catalysts, and chemicals. They are used in a variety of applications due to the unique properties of nickel, such as its resistance to corrosion, electrical conductivity, and catalytic activity.
When considering the extraction of nickel from salts, it's important to note that the concentration of nickel in these compounds can vary, and the economics and feasibility of extraction depend on factors such as the specific salt, the extraction methods, and the intended end use of the extracted nickel.
The process of converting nickel salts back into pure nickel metal involves a reduction reaction. Reduction is a chemical process in which a compound gains electrons, leading to the removal of the oxygen, chlorine, or other non-metallic elements from the compound. The specific method used to reduce nickel salts to pure nickel metal can vary depending on the type of salt and the desired end product. Here are general outlines of how some common nickel salts can be reduced to obtain pure nickel metal:
- Nickel Sulfate (NiSO4):
Nickel sulfate can be reduced to pure nickel metal using a process called electrolysis. In this method, an electrolytic cell is set up with a nickel sulfate solution as the electrolyte. A direct electric current is passed through the solution, causing the nickel ions (Ni2+) to gain electrons and deposit onto a cathode as pure nickel metal. The reduction reaction at the cathode is:
Ni^2+ + 2e^- → Ni
- Nickel Chloride (NiCl2):
Reduction of nickel chloride can also be achieved through electrolysis. The setup is similar to that of nickel sulfate reduction. During electrolysis, the nickel ions in the solution gain electrons at the cathode and deposit as nickel metal:
Ni^2+ + 2e^- → Ni
- Nickel Carbonate (NiCO3):
Nickel carbonate can be thermally decomposed to produce nickel oxide (NiO) and carbon dioxide (CO2) gas. The nickel oxide can then be further reduced to nickel metal using a suitable reducing agent, such as hydrogen gas (H2) at high temperatures. The reduction reaction is as follows:
NiO + H2 → Ni + H2O
- Nickel Nitrate (Ni(NO3)2):
Nickel nitrate can also undergo thermal decomposition to form nickel oxide (NiO), which can then be reduced to nickel metal using a reducing agent like hydrogen gas:
NiO + H2 → Ni + H2O
It's important to note that the reduction of nickel salts requires careful control of reaction conditions, such as temperature, pressure, and the choice of reducing agent, to ensure efficient and complete conversion to pure nickel metal. Additionally, safety precautions must be taken when working with high temperatures and potentially hazardous chemicals.
The choice of method may depend on factors such as the starting material, the desired purity of the final nickel metal, and the scale of the operation. Always ensure that the reduction process is conducted in compliance with safety guidelines and regulations.
------------------------------------------------------------------------------------------------------------------------------
Inconel and titanium were innacessible materials for me, but with this, now I think it would be possible to not just make inconel and titanium aluminide (both are equally excellent), but that maybe now the turbine/turboshaft engine is now a viable option in a DIY setup.
Even the gears and bearings would be able to withstand such insane conditions...
![]()
------------------------------------------------------------------------------------------------------------------------------
Magnesium Reduction:
In this method, silicon oxide (silica) is reduced using magnesium metal as the reducing agent. The reaction takes place at high temperatures in a controlled environment. The magnesium reacts with the oxygen in silicon oxide, forming magnesium oxide and leaving behind pure silicon.
Converting silicon carbide (SiC) to pure silicon involves a process known as carbothermic reduction. Silicon carbide is a compound composed of silicon and carbon, and carbothermic reduction involves using a carbon source to reduce the silicon carbide to elemental silicon. Here's an overview of the carbothermic reduction process for producing pure silicon from silicon carbide:
- Preparation of Silicon Carbide: Silicon carbide is typically produced by reacting silica (sand) and carbon in an electric furnace at high temperatures. The reaction produces silicon carbide crystals. The silicon carbide is then further processed to obtain a suitable feedstock for carbothermic reduction.
- Carbothermic Reduction Reaction:
The carbothermic reduction of silicon carbide involves heating the material in the presence of a carbon source, usually in the form of coke or charcoal. The carbon reacts with the silicon carbide, leading to the reduction of silicon carbide to silicon and carbon monoxide gas:
SiC + 2C → Si + 2CO
- High-Temperature Furnace: The carbothermic reduction reaction is carried out in a high-temperature electric arc furnace or similar equipment. The furnace is heated to temperatures ranging from about 2000°C to 2500°C (3632°F to 4532°F).
- Formation of Molten Silicon: As the reaction progresses, the silicon carbide is reduced, and molten silicon collects at the bottom of the furnace. The carbon monoxide gas is released as a byproduct.
- Separation and Collection: The molten silicon is then collected from the furnace. The collected silicon may be cast into ingots or other forms for further processing.
- Purification and Refining: Similar to the reduction of silicon oxide, the obtained silicon from carbothermic reduction may undergo purification and refining processes to remove impurities and achieve the desired level of purity.
It's important to note that the carbothermic reduction of silicon carbide is an energy-intensive process and requires specialized equipment and facilities. The quality and purity of the final silicon product are critical, especially for applications in the electronics and semiconductor industries.
The choice of method for producing pure silicon depends on factors such as the starting materials, energy efficiency, environmental considerations, and the intended use of the silicon. Careful attention to safety, environmental regulations, and proper handling of materials is essential when carrying out carbothermic reduction or any other industrial process.
------------------------------------------------------------------------------------------------------------------------------
-
Project Log 63: DIY Iron-Air Battery.¹
07/14/2023 at 20:59 • 0 commentsFriday, 14/07/2023, 17:53.
Although I talk a lot how Iron-air batteries are really similar to alkaline hydrogen fuel cells, I didn't look too much on scientific articles building iron-air batteries and neither would ChatGPT, since its data-base is still stuck in 2021 and it constantly says that "metal-air batteries are still in development".
How can it be so sure how these batteries are made if it doesn't even have access to information?I will try to research a bit on the subject, but I doubt I will bring answers that soon, after all, every paper would make its own iron-air battery on their own way.
Also, sorry for literally just copy pasting a lot of ChatGPT's texts on this Project Log, it is a little lazier than my usual self.
_____________________________________________________________________
Well...
Sh1t, I can't believe I went through all that trouble on researching hydrogen fuel cells and it was all for nothing.At least, I think, I could use the proton exchange membrane for something else, like a battery.
Not to mention that battery packs are expensive as heck.
The "best" prices I could find on aliexpress was more or less 400 reais (80 dollars) for every kilowatt. I need 18,000 watts per hour, so 180,000 watts in total.
-----------------------------------------------------------------------------------------------------------
I was seriously considering Redux Flow batteries.
Basically, it is more or less just like a fuel cell, just replace the air and hydrogen with two chemical liquids. It is "cheap" and simple to make on a large scale (if you're not using a vanadium-based flow battery).
However, this kind of battery is "only" 10 to 50 watthour per kg, while a lithium ion battery is 100 to 250 watt hour per kg.That is why it is a great option for grid scale energy storage, unlike lithium ion batteries.
I remember I saw a redux flow battery using lead acid, like car batteries, but as far as I remember, it wasn't that different from conventional car battery.
-----------------------------------------------------------------------------------------------------------
Well, cutting the crap out, one type of battery that is definitely worth making DIY is metal air batteries. These kinds of battery are as energetically dense as gasoline.
For example, Iron air batteries have a *theoretical* energy density of 1200 Wh/kg, so does *theoretically* aluminiun-air batteries with 1000 wh/kg and the highest of all, Lithium air battery with a *theoretical* energy density of 11,000 watthour per kg.
Gasoline has an energy density of 13,000 watthour per kg, however, if you take into consideration the difference between the efficiency of energy conversion of 30% to 40% in combustion engines, then the energy density lowers to 5200 watt hour per kg, while batteries are around 90% to 99% efficient.So, *theoretically*, I wouldn't need to make a DIY lithium-air battery with 11,000 wh/kg, "just" half of it.
... But, as you could observe, the word "theoretical" was thrown around too much for my taste. These batteries, although have their "theoretical" high number, only achieve around 1000-1500 wh/kg.
One interesting thing is that in the video there is an illustration of an iron-air battery and it is strangely similar to an hydrogen fuel cell, lol
I need to study more about the subject, but I think I can do basically the same thing as I was planning on doing for the hydrogen fuel cell... hmmm.
-----------------------------------------------------------------------------------------------------------
Goddammit, for some reason my brain is not working at all!
I can't focus on anything, my thoughts are a haze of random stuff...
I want to ask on websites like Stack Exchange how to make a Lithium-air battery, but I can't formulate a proper question that doesn't sounds like "hey guys, I don't wanna search/study how it should be done because I'm lazy, so tell me step-by-step how to do it, lol"
-----------------------------------------------------------------------------------------------------------
I asked to ChatGPT about the Lithium-air, Sodium-air and iron-air batteries:
ChatGPT
Lithium-air batteries, also known as lithium-oxygen batteries, are a type of rechargeable battery that utilize oxygen from the air as the cathode reactant. They are still under active research and development, and their commercialization is currently limited. However, I can provide you with information about the electrolytes commonly used in lithium-air battery research.In lithium-air batteries, the electrolyte typically consists of a lithium salt dissolved in an organic solvent. The choice of electrolyte is crucial for achieving high energy density and overall battery performance. Commonly used lithium salts include lithium bis(trifluoromethanesulfonyl)imide (LiTFSI), lithium perchlorate (LiClO₄), and lithium hexafluorophosphate (LiPF₆). These salts are chosen for their high solubility in organic solvents and compatibility with the other battery components.
As for the organic solvents, researchers often use aprotic solvents such as dimethyl sulfoxide (DMSO), tetraethylene glycol dimethyl ether (TEGDME), or mixtures of these solvents. Aprotic solvents are preferred because they have a wide electrochemical stability window and can provide good lithium-ion transport.
It's important to note that lithium-air battery technology is still in the experimental stage, and there is ongoing research to address various challenges, including the development of more efficient and stable electrolytes. Therefore, the specific choice of electrolyte may vary depending on the research group and the specific objectives of the study.
Iron-air and sodium-air batteries are also types of metal-air batteries that utilize iron and sodium, respectively, as the anode material and oxygen from the air as the cathode reactant. Let's take a look at each of these batteries and the electrolytes used in them:
Iron-Air Batteries:
Iron-air batteries are electrochemical cells that use iron as the anode and oxygen from the air as the cathode to generate electrical energy. Iron reacts with oxygen to form iron oxide (rust) during discharge and is regenerated during the charging process.
In traditional iron-air batteries, the electrolyte used is typically an alkaline solution, commonly potassium hydroxide (KOH) or sodium hydroxide (NaOH). These hydroxide electrolytes facilitate the electrochemical reactions and provide ionic conduction between the anode and cathode. The alkaline electrolyte also helps in controlling the pH and preventing the formation of passivating layers on the anode.Sodium-Air Batteries:
Sodium-air batteries are similar to lithium-air batteries but use sodium as the anode material instead of lithium. These batteries employ oxygen from the air as the cathode reactant, similar to other metal-air batteries.
Regarding the electrolytes used in sodium-air batteries, the research and development in this area are still ongoing, and various types of electrolytes have been investigated. One approach involves using aprotic organic electrolytes similar to lithium-air batteries, where sodium salts are dissolved in organic solvents. Commonly used sodium salts include sodium bis(trifluoromethanesulfonyl)imide (NaTFSI) and sodium hexafluorophosphate (NaPF₆). Aprotic solvents like DMSO or ethers are often employed.However, it's worth noting that the development of efficient electrolytes for sodium-air batteries is still an active area of research, and there is no universally established electrolyte system for these batteries yet.
As with lithium-air batteries, it's essential to consult the latest scientific literature and research advancements to stay updated on the specific electrolyte choices and advancements in iron-air and sodium-air batteries.
-----------------------------------------------------------------------------------------------------------
Well, wanting it or not, I think I will be forced to work with Iron-air batteries, since these are the cheapest and the simplest.
I would still literally be using the same materials as an alkaline hydrogen fuel cell.
-----------------------------------------------------------------------------------------------------------
ChatGPT:
"Iron-air batteries consist of several key components, each utilizing specific materials. Here's a breakdown of the materials used in each part of an iron-air battery:
Anode:
The anode in an iron-air battery typically employs pure iron (Fe) or iron powder. The choice between pure iron and iron powder depends on the specific design and requirements of the battery. Pure iron provides a solid metal surface for the electrochemical reactions, while iron powder offers a larger surface area, enhancing the battery's performance.Cathode:
The cathode in an iron-air battery consists of a porous material that acts as an air electrode. This material allows the necessary oxygen from the air to react with iron during discharge. Commonly used materials for the cathode include carbon-based materials, such as activated carbon, graphite, or carbon black, which provide a conductive matrix for the electrochemical reactions.Electrolyte:
The electrolyte in an iron-air battery is crucial for facilitating the movement of ions between the anode and cathode during the charging and discharging processes. It enables the flow of current by carrying charged species. Iron-air batteries typically employ an alkaline electrolyte solution, which is a combination of water and potassium hydroxide (KOH) or another alkali metal hydroxide.Separator:
A separator is used to physically separate the anode and cathode, preventing direct contact while allowing the movement of ions. Commonly, a microporous material such as a polymer membrane is used as a separator in iron-air batteries. The separator needs to be chemically stable and have good ionic conductivity.Current Collectors:
Current collectors are used to collect the electrical current generated during the battery's operation. These collectors are typically made of conductive materials such as copper or aluminum. They provide a path for the flow of electrons between the battery electrodes and the external circuit.It's important to note that the specific materials and designs of iron-air batteries may vary based on the intended application and the particular advancements made in the field. Ongoing research and development may introduce new materials or modifications to improve the performance and efficiency of these batteries."
"There are several ways to enhance each part of an iron-air battery by utilizing specific materials. Here are some examples:
Anode Enhancement:
Surface Modification: Coating the pure iron anode with a protective layer, such as iron oxide or iron carbide, can enhance its stability and prevent corrosion during operation.
Alloying: Adding small amounts of other metals to the iron anode, such as nickel or cobalt, can improve its electrochemical performance and durability.
Nanomaterials: Incorporating iron nanoparticles or nanowires can increase the surface area and improve the kinetics of the iron oxidation reactions.
Cathode Enhancement:
Catalysts: Introducing catalysts, such as transition metal oxides (e.g., manganese oxide) or carbon-based materials (e.g., carbon nanotubes), can enhance the oxygen reduction reaction kinetics at the cathode, improving the battery's overall performance.
Porosity Control: Optimizing the pore structure of the cathode material can improve the access and diffusion of oxygen, leading to enhanced discharge rates and capacity.
Electrolyte Enhancement:
Additives: Incorporating additives to the electrolyte, such as conductive polymers or organic compounds, can enhance the ionic conductivity and stability of the electrolyte solution.
pH Control: Adjusting the pH of the electrolyte can impact the battery's performance. Buffering agents or additives can help maintain the desired pH level.
Separator Enhancement:
Ion-Selective Membranes: Implementing ion-selective membranes within the separator can enhance the battery's selectivity, improving its efficiency and preventing unwanted side reactions.
Porous Materials: Using separators with improved porosity and permeability can enhance ion transport and minimize internal resistance.
It's important to note that the selection of specific materials and enhancement techniques may vary depending on the desired performance metrics, cost considerations, and the current state of research and development in the field of iron-air batteries.""Certainly! Here's a list of enhancing materials for each part of an iron-air battery:
Anode Enhancement:
Iron oxide coating
Iron carbide coating
Nickel alloying
Cobalt alloying
Iron nanoparticles
Iron nanowires
Cathode Enhancement:Manganese oxide catalyst
Carbon nanotube catalyst
Silver catalyst
Palladium catalyst
Platinum catalyst
Porous carbon material
Electrolyte Enhancement:Conductive polymers
Organic additives
Lithium hydroxide (LiOH)
Sodium hydroxide (NaOH)
Potassium hydroxide (KOH)
Ionic liquid electrolytes
Separator Enhancement:Ion-selective membranes (e.g., Nafion)
Microporous polyethylene separator
Polypropylene separator
Ceramic separators (e.g., alumina or zirconia)
Glass fiber separators
Composite separators (e.g., polymer-ceramic hybrid)
It's important to note that the suitability and effectiveness of these materials may vary depending on the specific design and requirements of the iron-air battery. Additionally, ongoing research and development in the field may introduce new materials or modifications that further enhance the performance of iron-air batteries."
"Yes, graphene can be used to enhance the anode of an iron-air battery. Graphene, with its high electrical conductivity and large surface area, can improve the electrode kinetics and stability of the anode.
For cathode enhancement, "porous carbon material" can refer to various carbon-based materials with a porous structure, such as activated carbon, carbon black, or carbon nanotubes. These materials provide a high surface area and facilitate efficient oxygen diffusion and reaction.
Regarding electrolyte enhancement, some examples of conductive polymers that can be used include polypyrrole (PPy), polyaniline (PANI), or poly(3,4-ethylenedioxythiophene) (PEDOT). These polymers can enhance the ionic conductivity of the electrolyte.
The choice of organic additives for electrolyte enhancement depends on the specific requirements of the battery. Examples of organic additives that can be used include organic salts, such as tetraethylammonium tetrafluoroborate (TEABF4) or lithium bis(trifluoromethanesulfonyl)imide (LiTFSI). These additives can improve the stability and conductivity of the electrolyte.
Ionic liquid electrolytes are a type of electrolyte composed entirely of ions in a liquid state at room temperature. Examples of ionic liquids that can be used include 1-ethyl-3-methylimidazolium bis(trifluoromethanesulfonyl)imide (EMIM TFSI) or N-butyl-N-methylpyrrolidinium bis(trifluoromethanesulfonyl)imide (BMP TFSI). Ionic liquid electrolytes offer high conductivity and thermal stability.
Yes, Teflon (polytetrafluoroethylene, PTFE) can be used as a separator material in iron-air batteries. PTFE is chemically inert, electrically insulating, and has good thermal stability, making it suitable for use as a separator material in various battery systems, including iron-air batteries."
"esides lithium hydroxide (LiOH), you can consider using other hydroxides for enhancement in certain battery systems. Some examples include:
Sodium Hydroxide (NaOH): Sodium hydroxide is commonly used in alkaline battery systems as an electrolyte additive or in the construction of alkaline battery electrodes. It can enhance the conductivity and performance of certain battery chemistries.
Potassium Hydroxide (KOH): Potassium hydroxide is another commonly used hydroxide in alkaline battery systems, similar to sodium hydroxide. It can be employed as an electrolyte additive or in electrode materials to improve battery performance.
Barium Hydroxide (Ba(OH)2): Barium hydroxide is utilized in certain types of batteries, such as nickel-iron (Ni-Fe) batteries. It can enhance the electrolyte conductivity and contribute to the overall performance of the battery.
Zinc Hydroxide (Zn(OH)2): Zinc hydroxide is often employed in zinc-based battery systems, such as zinc-air batteries. It plays a crucial role in the zinc electrode reactions and helps maintain the battery's performance.
It's important to note that the choice of hydroxide depends on the specific battery chemistry and design requirements. The selection of the appropriate hydroxide should consider factors such as compatibility, desired performance characteristics, and safety considerations for the particular battery system."
"In the context of an iron-air battery, iron powder can be suspended on a carbon matrix through a process called electrode fabrication. This involves mixing the iron powder with a carbon-based material to create a composite electrode.
Here's a general overview of how iron powder is typically suspended on carbon:
- Selection of Carbon Material: A suitable carbon-based material is chosen, such as carbon black, graphite, or carbon nanotubes. These materials are often chosen for their high conductivity and compatibility with the battery system.
- Mixing: The iron powder and carbon material are mixed together in a proper ratio. This can be done using various techniques, such as ball milling, ultrasonication, or mechanical mixing, to ensure a uniform distribution of iron powder within the carbon matrix.
- Binder Addition: A binder material is often added to the mixture to improve its adhesion and structural integrity. Common binder materials include polymeric substances like polyvinylidene fluoride (PVDF) or carboxymethyl cellulose (CMC).
- Solvent Addition: A solvent, such as N-methyl-2-pyrrolidone (NMP) or water, is added to the mixture to form a slurry. The solvent helps in achieving a suitable consistency for electrode coating or shaping processes.
- Coating or Shaping: The slurry is applied onto a current collector, typically made of conductive material like copper or aluminum foil. Various methods can be used for electrode coating, such as doctor blade coating, tape casting, screen printing, or vacuum filtration. Alternatively, the slurry can be molded into specific shapes using techniques like pressing or extrusion.
- Drying and Compression: The coated or shaped electrode is then dried to remove the solvent, leaving behind the solid electrode material. Compression techniques may be employed to ensure good contact between the iron powder and carbon matrix, enhancing the overall performance.
By suspending iron powder on a carbon-based matrix, the resulting composite electrode benefits from the high electrical conductivity of carbon while utilizing the reactivity of iron during the battery's electrochemical reactions."
-----------------------------------------------------------------------------------------------------------
It is literally the same crap as the alkaline hydrogen fuel cell, lol.
It even needs a Co2 scrubber. Bruh.Also, assuming that this iron-air battery has 1000 wh/kg, this means that I would need around 180kg of iron powder in order to achieve the 180,000 watts.
Also, I forgot to talk about this, but the way you "charge" the battery is by using a pure hydrogen generator and making that same reduction reaction with iron oxide and hydrogen, were the hydrogen reacts with the oxide, leaving pure iron behind.
The problem is: as you could see in the video, you need the iron oxide and hydrogen to be at high temperatures.
How you would do that in the battery without damaging the other components?
Another thing that kinda bugs me is the maintenence of the potassium hydroxide ion exchange membarne, like shown in the alkaline hydrogen project logs, it uses a membrane soaked with the liquid and it needs to be continiously be in that state.
I'm having some difficulty thinking on how to make the channels to pump the electrolyte without dissolving all the other parts.
Maybe I would need a peristaltic pump (that doesn't need to enter in contact with the liquid), on top of that I think I would add metal or plastic wires through in the alkaline membrane in order to make microchannels that would passively allow for the flow of electrolyte.
-----------------------------------------------------------------------------------------------------------
"To protect the materials in an iron-air battery and mitigate unwanted reactions during charging and discharging, various materials and techniques can be employed for each part of the battery. Here are some examples:
- Anode Protection:
- Coatings: Applying protective coatings, such as iron oxide or iron carbide, on the iron anode can help prevent direct contact with the electrolyte, reducing undesired reactions.
- Passivation Layers: Forming passivation layers on the anode surface can provide a protective barrier, limiting the exposure of the iron to the electrolyte. Passivation can be achieved through controlled oxidation of the anode surface.
- Cathode Protection:
- Protective Layers: Applying protective layers or coatings on the cathode surface can help prevent side reactions or undesired interactions with the electrolyte or ambient air.
- Gas Diffusion Layers: Utilizing gas diffusion layers in the cathode design can promote efficient oxygen diffusion while minimizing undesired reactions.
- Electrolyte Protection:
- Additives: Incorporating additives or inhibitors in the electrolyte solution can help mitigate unwanted reactions or side reactions.
- pH Control: Maintaining the appropriate pH range of the electrolyte can help minimize undesired reactions and optimize battery performance.
- Separator Protection:
- Coatings or Surface Modification: Applying coatings or modifying the surface of the separator material can enhance its stability, chemical resistance, and prevent unwanted interactions with other battery components.
- Functionally Graded Materials: Using functionally graded materials as separators can provide enhanced protection by having varying properties across the thickness of the separator.
It's worth noting that the specific protective materials and techniques may vary depending on the battery design, operating conditions, and the specific challenges faced by the iron-air battery system. Ongoing research and development in the field aim to address these challenges and improve the performance, stability, and safety of iron-air batteries."
Passivation layers are thin protective films that form on the surface of a material to prevent further reactions with the surrounding environment. In the context of an iron-air battery, passivation layers can be formed on the anode surface to protect it from unwanted reactions with the electrolyte.
For passivation layers on the anode in an iron-air battery, materials commonly used include:
- Iron oxides (such as Fe3O4 or Fe2O3)
- Iron carbides (such as Fe3C)
These materials can form stable and protective layers on the anode, preventing direct contact with the electrolyte and minimizing undesired reactions.
For protective coatings on the cathode, various materials can be used, including:
- Polymer coatings (such as polyvinylidene fluoride, PVDF)
- Conductive polymer coatings (such as polyaniline)
- Inorganic coatings (such as thin layers of oxides or nitrides)
These coatings can provide a protective barrier for the cathode, reducing side reactions and enhancing stability.
Gas diffusion layers (GDLs) are typically made of porous and conductive materials that facilitate the movement of gases, particularly oxygen, to the cathode. Common materials used for GDLs include:
- Carbon-based materials (such as carbon paper, carbon cloth, or carbon felt)
- Graphite materials
- Porous metal foams
These materials have high porosity and good electrical conductivity, allowing efficient gas diffusion while providing structural support.
For electrolyte additives, various options can be considered depending on the specific requirements of the battery. Some examples include:
- Conductive salts (such as LiCl or LiTFSI) to enhance the ionic conductivity of the electrolyte.
- Stabilizers or inhibitors (such as additives that reduce side reactions or improve the stability of the electrolyte components) to mitigate undesired reactions.
- Redox mediators (such as ferrocene derivatives) to enhance the electrochemical performance or extend the battery's cycle life.
For pH control in the electrolyte, acid or base substances can be used to adjust the pH level to a desired range. Common materials for pH control in the electrolyte include:
- Acids (such as sulfuric acid or phosphoric acid) to lower the pH.
- Bases (such as potassium hydroxide or sodium hydroxide) to increase the pH.
The specific material and method of using these materials for pH control would depend on the battery design and requirements. It's important to carefully consider the compatibility and concentration of these materials to avoid adverse effects on the battery's performance and stability.
"The ideal pH of an iron-air battery's electrolyte can vary depending on the specific design and requirements of the battery. However, in general, iron-air batteries typically operate in alkaline conditions.
A commonly used pH range for the electrolyte in iron-air batteries is around 13 to 14, which corresponds to highly alkaline conditions. This high pH helps facilitate the desired electrochemical reactions and maintains the stability of the components involved.
The alkaline environment in the electrolyte promotes the reduction of oxygen at the cathode and the oxidation of iron at the anode, allowing for efficient charge and discharge processes. Additionally, the high pH helps mitigate undesired side reactions and provides good conductivity for the ions involved in the battery's operation.
It's important to note that the specific pH range within alkaline conditions may vary depending on the battery design, electrolyte composition, and desired performance metrics. Optimal pH levels can be determined through experimentation and optimization for a particular iron-air battery system."
"If the charging process of the iron-air battery involves a high-temperature reaction between iron oxide and hydrogen, it would indeed require careful consideration to avoid damaging the other components of the battery. Here are a few approaches to address this challenge:
- Segregation of Components: Isolate the high-temperature reaction from the other battery components by physically separating them. This can be achieved by incorporating separate compartments or chambers within the battery design, ensuring that the high-temperature reaction occurs in a dedicated space away from sensitive components.
- Thermal Management: Implement effective thermal management strategies to control and dissipate the heat generated during the high-temperature reaction. This can involve the use of cooling systems, such as heat sinks, fans, or liquid cooling, to maintain the temperature within acceptable limits for the other battery components.
- Heat Shielding: Utilize appropriate insulation or heat shielding materials around the high-temperature reaction zone to minimize heat transfer to the surrounding battery components. These materials should have good thermal resistance and low heat conductivity to protect the adjacent parts.
- Material Selection: Choose materials for the battery components that can withstand the high temperatures involved in the charging process. For example, using heat-resistant materials for separators, current collectors, and other critical components can help prevent damage or degradation.
- Optimal Operating Conditions: Fine-tune the operating conditions of the high-temperature reaction to minimize any adverse impact on the other components. This can involve optimizing parameters such as temperature, pressure, and reaction kinetics to achieve the desired charging process while maintaining the integrity of the battery.
It is important to note that the specific design and engineering considerations would depend on the detailed requirements and constraints of the iron-air battery system. Extensive testing, modeling, and optimization may be required to develop a robust and efficient charging process while ensuring the overall stability and longevity of the battery."
Me:
How can I lower the temperature for the reaction between iron oxide and hydrogen? A catalyst? What kind of catalyst?-
ChatGPT:
Lowering the temperature for the reaction between iron oxide and hydrogen can be achieved by utilizing catalysts. Catalysts can facilitate the reaction by lowering the activation energy required for the reaction to occur. In the context of the iron oxide and hydrogen reaction, a suitable catalyst can help reduce the necessary reaction temperature.One example of a catalyst commonly used for this reaction is iron-based catalysts, such as iron nanoparticles or iron-based alloys. These catalysts can enhance the reactivity of iron oxide and hydrogen, promoting the reaction at lower temperatures. Iron-based catalysts have shown promising results in facilitating the reduction of iron oxide by hydrogen.
Several iron-based catalyst alloys can be utilized for the reduction of iron oxide with hydrogen. Some common examples include:
- Iron-Nickel (Fe-Ni) Alloy: Iron-nickel alloys, such as various compositions of Fe-Ni, can serve as effective catalysts for the reduction of iron oxide. These alloys can enhance the reaction kinetics and lower the required reaction temperature.
- Iron-Cobalt (Fe-Co) Alloy: Iron-cobalt alloys, like different compositions of Fe-Co, can also exhibit catalytic activity for the reduction of iron oxide. These alloys offer favorable catalytic properties and can promote the reaction at lower temperatures.
- Iron-Copper (Fe-Cu) Alloy: Iron-copper alloys, such as Fe-Cu alloys, have been explored as catalysts for the reduction of iron oxide. These alloys can enhance the reaction efficiency and provide catalytic activity for the desired hydrogenation process.
- Iron-Palladium (Fe-Pd) Alloy: Iron-palladium alloys, like Fe-Pd alloys, can be utilized as catalysts for the reduction reaction. The presence of palladium in the alloy composition enhances the catalytic activity, enabling efficient reduction of iron oxide with hydrogen.
Other potential catalysts for this reaction include transition metal catalysts, such as nickel (Ni), cobalt (Co), or copper (Cu), or even catalysts based on noble metals like platinum (Pt) or palladium (Pd). These catalysts can improve the reaction kinetics and reduce the required temperature.
The choice of catalyst depends on factors such as the specific iron oxide used, the desired reaction conditions, and the compatibility with the overall battery system. Extensive research and experimentation are typically conducted to identify the most effective catalyst and optimize the reaction conditions for efficient and controlled charging of the iron-air battery.
Creating a carbon matrix at a DIY setup can be challenging and may require specialized equipment and safety precautions. However, I can provide you with a general outline of the process. Keep in mind that producing high-quality carbon matrix materials often involves precise control of temperature, atmosphere, and other parameters, which may be difficult to achieve in a DIY setting.
Materials you will need:
- Carbonaceous material: You can start with a carbon source like activated carbon, charcoal, carbon black, or graphite.
- Binder: A binder material is necessary to hold the carbon particles together. A common choice is polyvinyl alcohol (PVA).
- Solvent: You'll need a solvent to create a slurry with the carbon and binder. Water is a typical choice if you use PVA as the binder.
- Substrate: A suitable substrate, such as filter paper or cloth, where you'll deposit the carbon slurry.
Steps to make the carbon matrix:
- Prepare the slurry: Mix the carbonaceous material (activated carbon, charcoal, etc.) with the binder (PVA) in a suitable ratio. Add the solvent (water) gradually while stirring to achieve a homogenous mixture.
- Apply the slurry to the substrate: Dip or spread the substrate (e.g., filter paper or cloth) into the slurry to coat it evenly with the carbon-binder mixture. You can use a brush or a doctor blade to ensure uniformity.
- Drying: Allow the coated substrate to dry at room temperature or use gentle heat. Make sure the drying process is slow and controlled to avoid cracking or damage.
- Carbonization: Once the slurry is dry, you'll need to carbonize the coated substrate to convert the binder and carbonaceous material into a carbon matrix. This step requires very high temperatures (typically 500°C to 1000°C) and is best done in an inert atmosphere or in a controlled environment to prevent oxidation.
Please note that the carbon matrix produced through this DIY method may not have the same quality and characteristics as commercial carbon matrices used in advanced applications. Advanced carbon materials often require specialized processing techniques and equipment to achieve the desired properties.
If you're looking to use carbon matrix materials for specific applications, it is recommended to source them from reputable suppliers or research institutions that can provide materials with consistent quality and performance. Working with high temperatures and potentially hazardous materials can be dangerous, so always prioritize safety and consider seeking assistance from experts if needed.
In iron-air batteries, the anode is typically made using iron-based materials, and the specific configuration can vary based on the battery design and application. There are several common approaches to fabricating the anode in iron-air batteries:
- Iron Powder Anode: In some iron-air batteries, iron powder is used as the anode material. The iron powder can be mixed with a binder, such as polyvinylidene fluoride (PVDF), to create a paste-like mixture. This mixture is then coated onto a current collector, such as a conductive metal foil or carbon-coated substrate, to form the anode.
- Iron Mesh or Iron Plate Anode: Another common approach is to use an iron mesh or iron plate directly as the anode. In this case, the iron mesh or plate serves as the current collector, and it doesn't require a separate coating process like the iron powder anode. The mesh or plate is often cleaned and prepared to ensure good electrical contact and stability during battery operation.
- Iron Foam Anode: Iron foam is a porous and three-dimensional structure made of interconnected iron filaments. Iron foam can also be used as the anode material in iron-air batteries, providing a larger surface area for electrochemical reactions and potentially improving the battery's performance.
- Iron-Containing Compounds: Some iron-air batteries may use iron-containing compounds as the anode material, such as iron oxides or iron sulfides. These materials can undergo reversible chemical reactions during battery operation, releasing and absorbing oxygen as part of the discharge and charge processes.
It's important to note that the selection of the anode material and configuration depends on various factors, including the specific iron-air battery chemistry, desired performance characteristics, and the intended application. Different approaches may be taken to optimize energy density, charge-discharge rates, and overall battery efficiency.
Additionally, the choice of the anode material can also influence the battery's overall lifespan and cycling stability. Iron-air batteries, like other rechargeable battery technologies, are subject to performance degradation over time, and research focuses on improving cycling stability and overall lifetime.
As the development of iron-air batteries is an ongoing and evolving field, newer materials and manufacturing methods may have emerged since my last update. For the most up-to-date information, it's best to consult recent research literature and battery manufacturers working in the iron-air battery space.
-----------------------------------------------------------------------------------------------------------
Bruh, not even ChatGPT knows how to make the iron-air battery rechargeable.
I would either need to seriously rethink its entire structure for the recharge process or utilizing the goddang platinum that I was trying so hard to scape from so fricking hard.
If the recharging process is structural, meaning that I would literally build the iron-air battery to open up for the reaction to occur, it would be really fricking hard to plan and to build.
I don't even know where to start.It would need to be constructed like a goddamn disc jukebox...
Maybe without a disc elevator, but inside a giant box that would need to be flooded with hydrogen gas at high temperatures...
-----------------------------------------------------------------------------------------------------------
"While the thermic reduction of iron oxide using carbon monoxide is one of the most common reactions for converting iron oxide into iron, there are other room-temperature reactions that can achieve this conversion. Here are a few examples:
- Hydrogen Reduction: Iron oxide can be reduced to iron by reacting it with hydrogen gas (H₂) at room temperature. The reaction is as follows:
FeO (s) + H₂ (g) → Fe (s) + H₂O (g)
This reaction is commonly employed in certain industrial processes and can be facilitated by using catalysts.
- Aluminum Reduction: Iron oxide can be reduced to iron by reacting it with aluminum metal (Al) at room temperature. The reaction is highly exothermic and requires careful handling:
Fe₂O₃ (s) + 2Al (s) → 2Fe (s) + Al₂O₃ (s)
This reaction is commonly known as the thermite reaction and is often used for welding and metal casting.
- Biological Reduction: Some microorganisms, such as certain bacteria, are capable of reducing iron oxide to iron under specific conditions. This biological reduction can occur at room temperature and is often associated with processes like microbial corrosion or biomineralization.
It's important to note that while these reactions can, in principle, occur at room temperature, they may require specific conditions, such as the presence of catalysts or microorganisms, to proceed at a reasonable rate. In industrial settings, elevated temperatures are often employed to accelerate the reduction process."
"Biological reduction of iron oxide to iron typically occurs under specific environmental conditions that are favorable for the growth and metabolism of certain microorganisms. These conditions can vary depending on the specific bacteria involved, but some general factors that promote biological reduction include:
- Anaerobic Environment: Biological reduction of iron oxide to iron usually occurs in environments devoid of oxygen or with low oxygen concentrations. Oxygen inhibits the activity of iron-reducing bacteria, so anaerobic conditions are necessary for the reaction to take place. This can be achieved in sediments, groundwater, or other oxygen-limited environments.
- Presence of Electron Donors: Iron-reducing bacteria require a source of electrons to drive the reduction reaction. Common electron donors used by these bacteria include organic compounds such as acetate, lactate, or other short-chain fatty acids. These compounds are metabolized by the bacteria, releasing electrons that are used in the reduction process.
- Availability of Iron Oxide: Iron-reducing bacteria require a source of iron oxide to carry out the reduction reaction. This can be naturally occurring iron oxide minerals in the environment or anthropogenic sources of iron oxide.
- Suitable pH and Temperature: Iron-reducing bacteria have specific pH and temperature ranges within which they can thrive. These ranges can vary depending on the bacterial species involved but are typically in the neutral to slightly acidic pH range (around 6.5 to 7.5) and moderate temperatures.
- Nutrient Availability: Like other microorganisms, iron-reducing bacteria require essential nutrients such as nitrogen, phosphorus, and trace metals for their growth and metabolism. Adequate availability of these nutrients is necessary for the biological reduction process.
It's important to note that the biological reduction of iron oxide by microorganisms is a complex process influenced by various factors, including the specific microbial community, environmental conditions, and the availability of electron donors and acceptors. The efficiency and rates of biological reduction can vary depending on these factors, and the reaction may occur over extended periods of time."
-----------------------------------------------------------------------------------------------------------
Well, it would be nice to have a battery that self recharges using modified microorganisms...
I think I found a good solution for the recharging process using hydrogen gas to convert iron oxide back to pure iron.
The iron powder would need to be suspended in another ion-exchange membrane, like an iron-gel composite, and once the the battery is fully discharged, and thus, the iron powder fully converted in iron oxide powder, you would need to insert hydrogen gas in the air electrode.
The electrolyte gel would act like an ion-exchange membrane, allowing the transportation of the hydrogen to the iron powder, which would react with Iron oxide, making pure iron and water.
Since the entire thing is a gel, it would then form blobs of water that would (probably) dissolve into the fluids of the electrolyte fluid that also pumps around the ion-exchange membrane.I believe that an iron-air battery exactly like an alkaline hydrogen fuel cell (with cascade slots) would ocuppy too much space, I think you would still need to use the swiss roll battery style for the entire thing. Just like a conventional baterry.
![]()
![]()
Although apparently simpler, I don't know how to do such thing in a DIY setup...
Again, "probably", I don't yet know if it would work, but at least it is an interesting option to work from, since, you know, I don't have any other options left.
-----------------------------------------------------------------------------------------------------------
"I apologize for the confusion. To further enhance the efficiency and reliability of an iron-air battery, here are additional suggestions for enhancers or protective layers:
- Oxygen Reduction Catalyst: Implement an efficient catalyst at the cathode to enhance the oxygen reduction reaction. Materials such as platinum (Pt), palladium (Pd), or other transition metal-based catalysts can improve the cathode performance and increase overall battery efficiency.
- Oxygen Evolution Catalyst: Utilize a catalyst at the anode to promote the oxygen evolution reaction. Suitable catalysts, such as metal oxides or perovskite materials, can enhance the anode kinetics and reduce overpotential during charging.
- Surface Coatings: Apply protective coatings on the electrode surfaces to prevent undesired reactions or side reactions with the electrolyte. Examples include thin films of polymers, oxides, or protective layers formed through chemical or electrochemical deposition.
- Passivation Layers: Create passivation layers on the anode and cathode surfaces to protect against degradation and unwanted reactions. These layers can be formed through controlled oxidation or through the application of protective films.
- Ion-Selective Membranes: Integrate ion-selective membranes within the separator to enhance ion transport and prevent unwanted species crossover between the anode and cathode. These membranes can improve battery efficiency and reduce the risk of side reactions.
- Composite Electrodes: Develop composite electrodes by combining iron-based materials with other compounds or materials. This approach can improve the performance, stability, and conductivity of the electrodes.
- Advanced Electrolyte Formulations: Explore advanced electrolyte formulations that incorporate additives or functionalized salts to improve ionic conductivity, stability, and suppression of side reactions. These formulations can enhance battery performance and extend cycle life.
- Separator Coatings: Apply coatings or surface modifications to the separator material to enhance its stability, electrochemical performance, and resistance to degradation. These coatings can also prevent unwanted reactions with other battery components.
Implementing these enhancers or protective layers can help improve the efficiency, stability, and overall performance of the iron-air battery, reducing potential failings and enhancing its longevity. It's important to note that the specific choice of materials and methods would depend on the battery design and optimization through experimentation and testing."
"Certainly! Here are a few more suggestions to enhance the efficiency and reliability of an iron-air battery:
- Porous Electrodes: Design the anode and cathode with a porous structure to increase the surface area and promote efficient gas and ion diffusion. This can enhance the battery's performance and overall energy efficiency.
- Advanced Current Collectors: Utilize high-performance current collectors, such as conductive carbon-based materials or metal foams, to improve current collection and reduce resistance within the battery system.
- Redox Mediators: Incorporate redox mediators in the electrolyte to facilitate electron transfer and enhance the battery's electrochemical reactions. Redox mediators can improve the battery's efficiency and cycling stability.
- Active Material Modifications: Explore surface modifications or doping techniques to enhance the properties and performance of the active materials used in the anode and cathode. This can improve their reactivity, stability, and cyclability.
- Gas Diffusion Enhancers: Introduce additives or materials that enhance the diffusion of oxygen or other gases at the cathode, such as mesoporous materials, to improve the battery's overall performance.
- Microfluidic Systems: Implement microfluidic systems within the battery design to improve reactant distribution, promote uniform reactions, and minimize concentration gradients. This can enhance the battery's efficiency and reduce the occurrence of localized cell imbalances.
- Self-Healing Mechanisms: Explore the incorporation of self-healing materials or mechanisms within the battery system to repair any physical or chemical damage, improving the battery's longevity and reliability.
- Electrode Surface Modification: Apply surface coatings or functionalize the electrode surfaces to enhance their stability, reduce degradation, and promote efficient charge and discharge processes.
- System-level Optimization: Optimize the overall battery system through system-level design considerations, such as balancing component sizes, optimizing electrode/electrolyte thickness ratios, and carefully designing the cell geometry to maximize performance and efficiency.
Each of these enhancements requires thorough research, development, and testing to ensure their compatibility and effectiveness in the specific iron-air battery system. Continuous innovation and optimization can lead to further improvements in the efficiency, reliability, and overall performance of iron-air batteries."
"A redox mediator is a compound that facilitates electron transfer between the active materials in a battery. It acts as a shuttle, helping to transport electrons between the anode and cathode, thereby improving the overall efficiency and performance of the battery.
Various substances can be used as redox mediators, depending on the specific battery chemistry and design. Some examples include:
- Quinones: Compounds like anthraquinone, benzoquinone, or hydroquinone can serve as redox mediators in certain battery systems.
- Organic Molecules: Organic compounds, such as viologens (e.g., methyl viologen) or ferrocene derivatives, can act as redox mediators due to their reversible redox behavior.
- Transition Metal Complexes: Complexes of transition metals, like iron, cobalt, or copper, can function as redox mediators by undergoing reversible redox reactions.
Doping a material involves introducing impurities or foreign atoms into the crystal lattice of a host material to modify its properties. To dope a material in a DIY setup, you would typically need to acquire the desired dopant compound and incorporate it into the material during its synthesis or fabrication process. The specific material and dopant will depend on your objectives and the desired properties you aim to achieve.
Creating mesoporous materials in a DIY setup can be challenging as it typically involves specialized techniques and equipment. However, one approach you can consider is using a template-based method. This involves mixing a precursor material with a template, such as micelles or colloidal particles, and subsequently removing the template to leave behind the desired mesoporous structure. Extensive research and experimentation are usually required to optimize the synthesis conditions and obtain well-defined mesoporous materials.
For self-healing mechanisms, one approach is to incorporate microcapsules filled with healing agents into the electrode or separator materials. When damage occurs, the microcapsules rupture, releasing the healing agents that can repair the damage by filling in gaps or restoring the integrity of the material. The selection of suitable healing agents will depend on the material being used and the nature of the damage.
Electrode surface modification can be achieved through various methods, including:
- Chemical Vapor Deposition (CVD): Deposition of a thin layer of desired materials onto the electrode surface using chemical reactions in a controlled environment.
- Physical Vapor Deposition (PVD): Deposition of materials through processes such as sputtering or evaporation in a vacuum environment.
- Electrochemical Methods: Utilizing electrochemical techniques like electrodeposition or electrochemical polymerization to modify the surface of the electrode.
- Wet Chemical Methods: Immersing the electrode in a solution containing suitable materials or precursors to achieve surface modification through chemical reactions.
The specific materials used for electrode surface modification will depend on the desired objectives, such as improving stability, enhancing conductivity, or facilitating specific electrochemical reactions. Examples include conductive polymers, metal oxides, or protective coatings like graphene or carbon nanotubes.
It's important to note that advanced techniques and equipment are often required for successful material doping, mesoporous material synthesis, self-healing mechanisms, and precise electrode surface modification. If you are considering these approaches, it's advisable to consult scientific literature, seek expert guidance, or collaborate with researchers familiar with these techniques to ensure safe and effective implementation."
Also, I think I found a way of making these thousandas of membranes for the iron-air battery.
Basically, the biggest concern I had was with the ion-exchange membrane, I didn't had any idea on how to make it in bigger quantities and then impregnate all of the membranes with KOH.
Basically, the idea is to simply follow that tutorial I posted, but instead of inserting the membrane on the Crosslink fluid and then on the alkaline fluid, you "just" stack the membrane on the battery.
And then, since the battery will supposedly have a liquid circulation system for the electrolyte, you can just pump the Crosslink fluid, extract it and then finally pump the electrolyte in order to impregnate the membranes.This would be way more practical than wait x amount of hours for every step.But you would still need to find a way of heat it up to 60ºC just like in the tutorial.
(this one, the others are just for anyone who wants a different type)Also, I think you could instead of inserting pure iron powder on the membrane, insert instead iron oxide and once everything is ready, connect the hydrogen generator to the air port and "recharge" the battery by converting the iron oxide inside the membrane into pure iron, resulting in more water on the membrane.
Since you need sodium hydroxide/potassium hydroxide to make an hydrogen generator, the full battery cycle is selfcontained.
I *think* that, since the oxygen generated by the division of water into pure hydrogen will be used to transform iron oxide into pure iron, the oxygen gas left in the chamber would be used to convert iron into iron oxide. Generating electricity.But I'm not so sure on how exactly one would avoid the automatic reaction of iron with the oxygen in the chamber/battery.
The whole idea of a self-cointained iron-air battery would be to avoid the use of a Co2 scrubber, but I don't know it would work.By the way, again, let's remember how to generate pure hydrogen and pure oxygen in different chambers:
The only thing that I don't like is how the hydrogen and oxygen are only separated by gravity/water, any tilting on the equipment and you have yourself in a kaboom situation.
Also, this device takes 25 minutes to make 1 galloon of hydrogen, if you were to react with the 200kg of iron oxide powder in the fuel cells, you would need around 22 gallons, which would take 9 hours to recharge the battery with only one hydrogen generator.
So, you would need around 9 of those to reduce the time for recharging to one hour, I suppose.This one is in brazilian portuguese, but you can translate the subtitles on youtube, and on this one, the hydrogen and oxygen are separated in different chambers.
The other videos are just other options and/or perspectives on the subject.
----------------------------------------------------------------------------------------------------------
Also, I was trying to think on how the actual frick I will store and/or manipulate the iron powder (or just the metal powder in general) without literally rusting everything.
Even at ambient conditions, the iron oxide powder rapidly reacts with the air.Of course, I could just ignore it for the iron-air battery, since it can revert the iron oxide back into iron during recharging, but I can't do that for the stator of the electric motors, that need pure iron powder.
I would need to find a way of making a vacuum glove box so I can work with everything without the risk of messing up its elements.
Oh, by the way, I think this is how you make carbon black/carbon vulcan/conductive carbon for Fuel Cells and/or Batteries (the guy made a full series on the subject):
By the way, I was thinking on using glitter sprayer for cakes as the sprayer for both the Iron-Air battery electrodes and the electric motor soft magnetic composite stator.
-
Project Log 62: DIY Hydrogen Tanks, do not do it.
07/13/2023 at 15:28 • 0 commentsThursday, 13/07/2023, 11:58.
I do NOT advise you to follow my ideas and you should NOT try this at home.
Before you seriously think on doing such thing at home, just remember the carbon fiber submarine.
You may not fear death, but are you ready to die like a joke?
You should buy properly built hydrogen tanks from proper suppliers.
I ultimately decided to not proceed with this idea of hydrogen fuel cell with hydrogen tank.
I prefer to work with car batteries and/or battery packs that you can buy online and so on.
![]()
Unfortunately, I would be forced to keep the suit plugged in on the place/house and/or to generators.
__________________________________________________________________________________________________________________________________________
So...
I know I said on Project log 59 that "i'm not in the mood to make DIY high pressure hydrogen tanks and risk my life for a fancy toy", but...![]()
--------------------------------------------------------------------
Anyway, being serious now:
I thought on making high pressure (300 bar/4500 PSI) hydrogen cartridges.
A simple CO2 cartridge can do this amount of damage:
![]()
The author of the photo said they forgot the cartridge inside their car in a sunny day, the temperature of a gas is proportional to its pressure.
Now imagine a 300 bar cartridge.
I was thinking on these DIY cartridges with inner diameter would be more or less the size of a marble and the thickness of the walls would be around 15cm.
However, that would be super over kill and it would be almost impossible to fit all hydrogen cartridges on the mech/exosuit in a safe way free of leakages.
So, I gave up on the idea.
--------------------------------------------------------------------
Actual properly made carbon fiber high pressure hydrogen tanks need a liner made either out of polyethylene or a certain grade of steel:
However, this kind of manufacturing is both for price and weight saving, you could make a way thicker one with polyethylene itself as the matrix and steel mesh/fiber/cloth as the composite.
Plus, it could be useful to use a relief valve/safety valve for, well, safety.
You can calculate the amount of force it will be applied to each part of the insides of the pressure vessel, after all, pressure is literally measured in PSI = Pounds per Square Inch, or Kgf/cm² = Kilogram Force per Square Centimeter.
So, if you want to make a safety valve for 300 bar, you could make a DIY one (or multiple) by calculating how much force these valves should be able to withstand before it gets too much pressure.
--------------------------------------------------------------------
Also, while I was researching for 3D printed gas tanks.
https://www.reddit.com/r/3Dprinting/comments/mwzcrh/ever_3d_printed_air_tanks/
https://cvra.ch/blog/2016/airtank
![]()
These links shows a post about 3D printed compressed air tanks, and the comments are really useful advice.
The first advice is: *Do NOT make this at home. It is dangerous.*
Plus, I do not intend on making it 3D printed, but I can use the 3D printed stuff for a mold.
In the second link it shows a 3d printed compressed air tanks meant for a contest for maximum 4 bar of pressure, the guy used a somewhat honey comb structure to increase the material withstand the loads, which was an idea I had before.
I could use steel meshes, Aramid (kevlar) fibers, Carbon Fiber or Glass fiber ropes to reinforce the Hydrogen Cartridge.
I was looking here and a couple of meters of carbon fiber yarns are kinda cheap, actually, around 50 reais (10 dollars).
![]()
It is more or less the same thing that companies use to wind around the liner of carbon fiber tanks.
However, again, I wouldn't trust these commercially available carbon fibers for high pressure air tanks.
I'm not saying the sellers on ebay or whatever website you bought them are trying to scam you, but there is a good reason you always choose to buy from the suppliers: the suppliers know very well the characteristics of each carbon fiber they're selling.While online sellers are just re-selling materials that they don't know very well its properties and origins, they are just selling cheap carbon fiber for DIY projects, not for high pressure hydrogen tanks.
I also thought on using actual high pressure hoses for either pneumatics or hydraulics as the tanks itself.
But it would be way more expensive than the properly made tank.--------------------------------------------------------------------
I was thinking on using a manual or hydrualic pump for testing the resistance, fatigue, tensile strength and all that stuff before I actually insert any kind of gas on the thing.
However, you would need a properly made lab for testing all kinds of relevant characteristics for a material, which would increase the cost, work and chances of something going wrong.
--------------------------------------------------------------------
I do not have the money, neither the skills, and I would strongly suggest to you not try this at home.
-
Project Log 61: DIY Electric Motor⁴.
07/11/2023 at 20:57 • 2 commentsTuesday, 11/07/2023, 17:54.
Well, I believe this will be my last project log on "theorics" of electric motors, and if you didn't notice, that's more or less "my last attempt", first I will list everything I need to do, then later I will make project logs on me doing the stuff.
Anyway, to the topic:
In the last Project Log I talked about how to make the stator and/or the rotor, but I didn't talk about how to make the winding, and that includes the motor phase and arrangement. So this will be a short Project Log (or so I believe).
Basically, every motor brushless motor has a sequence of turns (clockwise and counter-clockwise) of copper in its stator.
That is determined by the number of teeth on the stator and number of magnets on the rotor.I think this link that DekuTree64 suggested may be useful: https://www.bavaria-direct.co.za/scheme/calculator/
PS: poles is just another name for magnets.Since I will be using the eagle power 3D model (that unfortunately has 39 magnets on its rotor instead of 40, like the real one), which has 36 stator teeth and 40 magnets, needing the following arrangement:
![]()
https://grabcad.com/library/x8308s-outrunner-motor-1Of course, you could simply use the other U-motor that I posted: https://grabcad.com/library/t-motor-u8-lite-1
It has 42 magnets and 36 stator teeth.Also, these videos may help:
Just like in the first video, I would advise for a Y terminations, with higher torque with less rpms.
Relevant link/article: https://things-in-motion.blogspot.com/2019/01/selecting-best-pole-and-slot.html
It gives a lot of relevant information taht may or may not be mentioned in the videos, however it got my head scratching because in the document it links showing how many slots you would need for every magnet, I guess I don't understand brushless motors well enough to actually talk about every aspect of it. lol
---------------------------------------------------------------------------
The number of turns of each stator teeth is kinda hard to find, I couldn't find an specific calculator online, but I got advised both by ChatGPT and the Quora AI to use 20 to 24 turns on each stator teeth.
I asked around and I'm waiting the answers come by, which may or may not appear, but I believe this is a correct number of turns per stator:
"Most RC brushless motors range between ten and twenty-seven copper windings, or motor turns. The number of turns affects the motor's electrical resistance."
Source:
https://clutchrc.com/rc-motor-turns-to-kv/#:~:text=Most%20RC%20brushless%20motors%20range,affects%20the%20motor's%20electrical%20resistance.---------------------------------------------------------------------------
Tutorials on hall sensors for brushless motors may be useful, after all these would help the ESC to properly power each stator teeth.
Edit¹:
Also, don't forget about the halbach array, it can improve the performance of your electric brushless motor significantly.
https://things-in-motion.blogspot.com/2018/12/the-advantages-and-disadvantages-of.html
https://things-in-motion.blogspot.com/2019/07/bldc-pmsm-end-turns-and-torque.html
https://things-in-motion.blogspot.com/2019/03/basic-bldc-pmsm-efficiency-and-power.html
(this blog has a lot of relevant and useful information for your DIY brushless motor)
![]()
As far as I am aware, the K=4 halbach array is the best for electric motors.
This video may also be useful.
Edit²:
Just now I found this video:
In simple terms, neodymium magnets kinda have a "ranking" system, and the strongest you can find online is N52 neodymium magnets.
Now, in the video the guy shows a different kind of use for permanent magnets, in his case, he put a small space between two magnets facing each other, not very useful in an electric motor.
However, he wraps steel wire around the magnets and for some reason it increases its magnetic strength.
You could do that to the permanent magnets on the rotor of the brushless motor in order to increase its magnetic strength even more.
Also, you may not even need wires:
---------------------------------------------------------------------------
Chat GPT explains:
"Wrapping steel wire around neodymium N52 magnets can increase the magnetic field strength due to a phenomenon known as "magnetic flux concentration" or "magnetic flux guiding." When a magnetic field passes through a material with high magnetic permeability (such as steel), the magnetic lines of force tend to concentrate or follow the path of least resistance provided by the material.
Here's why it happens:
- Magnetic Permeability: Steel has a much higher magnetic permeability than air or other non-magnetic materials. This means that it can conduct magnetic flux more effectively, allowing the magnetic field lines from the neodymium magnet to flow more easily through the steel.
- Flux Concentration: When you wrap steel wire around the neodymium magnet, the magnetic field lines tend to concentrate within the steel due to its higher permeability. This results in a stronger magnetic field in and around the steel-wrapped magnet.
- Closed Loop: The steel wire acts as a closed-loop path for the magnetic field, providing a continuous path for the magnetic flux to flow around the magnet. This helps prevent the magnetic field from spreading out and redirects it back into the magnet, effectively increasing the magnetic field strength.
As for the type of wire used, different materials will have varying effects on the magnetic field strength:
- Ferromagnetic Materials: Ferromagnetic materials like iron or steel have high magnetic permeability and are effective at concentrating magnetic flux. Steel wire is a common choice due to its availability and affordability. Thicker steel wires or multiple layers can further enhance the flux concentration.
- Non-Magnetic Materials: Non-magnetic materials like copper or aluminum do not significantly affect the magnetic field strength. In fact, they may slightly decrease the field strength by providing an alternative path of lower permeability.
In summary, wrapping steel wire around neodymium N52 magnets increases the magnetic field strength due to magnetic flux concentration and providing a closed-loop path for the magnetic field. While steel wire is an effective choice, other ferromagnetic materials with high permeability can also be used to further enhance the magnetic effect. When experimenting with different materials, it's essential to consider the safety implications and handle strong magnets with care to avoid accidents or injuries."
"The number of laminations in a brushless motor can vary based on design considerations and specific requirements. Generally, brushless motors with low RPM and high torque are designed to have a higher number of laminations in their stator cores. This is because a higher number of laminations can help reduce core losses and improve the efficiency of the motor.It's not uncommon for such motors to have a stator core with around 18 to 36 laminations or even more. The exact number of laminations can depend on factors such as the motor size, the desired torque characteristics, the choice of materials, and the manufacturing techniques used."
"The frequency (Hertz) at which brushless motors operate can vary widely depending on their design, application, and intended use. There is no one-size-fits-all answer to this question because brushless motors can be designed to operate at different frequencies based on factors such as motor size, desired speed range, torque requirements, and efficiency considerations.
However, here are some general guidelines for the frequency range of brushless motors across various applications:
- Low RPM, High Torque Applications: Brushless motors designed for low RPM and high torque applications, such as industrial machinery and robotics, might operate in the range of a few hundred Hertz (e.g., 100-500 Hz) or even lower. These motors are optimized for torque production at low speeds.
- Medium RPM Applications: Many brushless motors used in consumer electronics, automotive systems, and other applications fall into the medium RPM range. These motors might operate in the range of a few thousand Hertz (e.g., 1000-5000 Hz).
- High RPM Applications: Brushless motors used in high-performance applications, such as drones or high-speed industrial tools, can operate at much higher frequencies. These motors might operate in the range of tens of thousands of Hertz (e.g., 10,000-50,000 Hz) or even higher.
It's important to note that the motor's operating frequency is closely related to its speed, as well as the number of pole pairs and the design of the motor controller. The motor controller generates the appropriate frequency signals to control the motor's operation and achieve the desired speed and torque characteristics.
For a specific application, the operating frequency of a brushless motor will be determined by the motor's design and the requirements of the system it's being used in. If you have a particular application in mind, it's best to consult with motor engineers or manufacturers to determine the appropriate operating frequency for your specific needs.
The operating frequency (Hertz) of a brushless motor can influence the design considerations, including the number of laminations used in the motor's stator core. The relationship between frequency and laminations is tied to the concept of core losses, which are losses of energy in the magnetic core of the motor due to factors like hysteresis and eddy currents.
Here's how the operating frequency can impact the number of laminations:
- Higher Frequency and More Laminations: When the operating frequency of the motor is higher, there is a greater potential for increased core losses due to eddy currents. Eddy currents are circulating currents that can form within the magnetic core of the motor and result in energy losses. To mitigate these losses, more laminations are often used in the stator core. Each lamination layer is insulated from the others, which helps to break up the pathways for eddy currents and reduce their effects. More laminations effectively increase the resistance to eddy current flow and help improve the motor's overall efficiency.
- Lower Frequency and Fewer Laminations: In motors that operate at lower frequencies, such as those designed for high torque at low speeds, the risk of significant eddy current losses might be lower. Therefore, these motors might use fewer laminations in their stator core to minimize manufacturing complexity and costs while still achieving acceptable efficiency.
It's important to note that the number of laminations is just one factor in motor design that affects efficiency, performance, and losses. Other factors include the choice of core materials, the geometry of the motor, the winding configuration, and the quality of manufacturing processes. Engineers and designers carefully balance these factors to create a motor that meets the specific requirements of the application while minimizing losses and maximizing efficiency.
Also, just now I stopped to consider the amount of magnets that I would need.
Assuming that I would only need one line of magnets, I would need around 1200 neodymium magnets for every brushless motor in the mech/exosuit.
Not counting the fact that these motors are 5 times longer than their original counterpart and the fact that I will be using halbach array, which ads even more magnets to the motor.
Neodymium magnets are cheap, but in these quantities, it is really, really costly.
---------------------------------------------------------------------------
Well, I talked about it in other Project Logs, but I believe it would be better to just organize everything in a single place:
By the way, I was thinking on using glitter sprayer for cakes as the sprayer for both the Iron-Air battery electrodes and the electric motor soft magnetic composite stator.
One thing I also forgot to talk about in the previous Project Log about the Iron-Air battery is the vacuum box.
You don't really need actual vacuum to work with pure iron powder, you could use an argon and/or helium filled glove box in order to work with these highly reactant materials (like pure iron powder).
I just say this because it is very hard to maintain actual vacuum and inflating a giant transparent plastic box may be easier to build and use.
You could just use helium cans for party balloons or argon gas for wine storage:
![]()
![]()
However the last option may not be as cost-effective as helium gas, since this argon for wine is still as expensive as an argon tank.
Also, I think a good option for a DIY laminated stator would be to take iron and/or silicon steel powder and melt it in paper thin laminations on a microwave kiln.
Magnetic Soft Composites are really easy to make and use, but its biggest flaw is that since it is basically powder glued together, it will leave microscopic voids filled with either air and/or the glue itself, such as the resin.
That's why (I think) companies still use laminations even though magnetic soft composites are waaaaay easier to make in a production line (you literally just pour stuff in a mold and wait it to dry out).
Silicon carbide powder is really cheap, I could find 1 to 5 kg for just around 50 reais (10 dollars).
Well, I don't think this tube furnace is as easy to make as the previous kilns, but the previous kilns weren't meant to reach 1200 ºC or more, this one can easily melt steel.
Of course, you would need to make it a little bit different for this specific need, like removing the quartz tube from the equation, but using this method you will be able to purify titanium dioxied into pure titanium using the hydrogen reduction reaction (I talked about the hydrogen reduction reaction of other metals besides iron on newer project logs).
This video is in brazilian portuguese, but it is very easy to follow.
You just make a concrete bucket, put coal in the lower half and blows air using a hair dryer and bam, you have a aluminium melting furnace.
---------------------------------------------------------------------------------------------------------------------------------------------
Something interesting that I found while watching this video, the rotor with permanent magnets have the permanent magnets quite straight while the rotor is round and it doesn't loses too much of its magnetic properties.
(around 0:55 seconds of the vid)
Me:
On a IPMSM electric motor, the magnets are embed on the rotor
How does the material turn the straight magnetic field of the magnets into round magnetic fields by applying a solid piece of metal over them?
ChatGPT:
In an Interior Permanent Magnet Synchronous Motor (IPMSM), the magnets are embedded within the rotor. The purpose of the solid piece of metal over the magnets, often referred to as a rotor sleeve or rotor core, is to shape and control the magnetic field generated by the magnets.When permanent magnets are embedded in the rotor of an IPMSM, they naturally create a straight magnetic field aligned with their axis. However, in order to achieve efficient and controlled rotation of the motor, the magnetic field needs to be properly shaped into a rotating or circular pattern. This is where the rotor sleeve or core comes into play.
The rotor sleeve is typically made from a ferromagnetic material, such as iron or steel. These materials are highly permeable, meaning they can easily conduct and concentrate magnetic flux. When the permanent magnets on the rotor generate a magnetic field, this field interacts with the ferromagnetic rotor sleeve.
The ferromagnetic rotor sleeve essentially channels and guides the magnetic flux lines from the straight orientation of the embedded magnets into a circular or rotating pattern. This happens due to the characteristics of ferromagnetic materials:
- Permeability: Ferromagnetic materials have a much higher permeability compared to air or other non-magnetic materials. This allows them to effectively concentrate the magnetic flux lines, enhancing the strength of the magnetic field.
- Magnetic Domains: Ferromagnetic materials are composed of tiny magnetic domains that can align with an external magnetic field. When the permanent magnets create a magnetic field, the domains within the rotor sleeve align and amplify the field.
- Closed Path for Flux: The rotor sleeve forms a closed magnetic circuit with the embedded magnets, providing a path for the magnetic flux to flow. This closed path helps shape the magnetic field lines into a circular pattern.
As a result of these properties, the ferromagnetic rotor sleeve effectively transforms the straight magnetic field generated by the embedded magnets into a circular magnetic field that rotates along with the rotor. This rotating magnetic field interacts with the stator windings (the stationary part of the motor) to create the torque necessary for the motor's operation.
In summary, the ferromagnetic rotor sleeve in an IPMSM plays a crucial role in shaping and directing the magnetic field generated by the embedded permanent magnets, allowing the motor to efficiently convert electrical energy into mechanical motion.
Brushless motors do not necessarily require curved permanent magnets to be efficient. The efficiency of a brushless motor depends on various factors, including the design of the motor, the quality of materials used, and the manufacturing process. Curved permanent magnets, also known as arc-shaped magnets, are commonly used in certain types of brushless motors, such as outrunner motors commonly found in RC (remote control) applications. These curved magnets can provide certain advantages, but they are not the only factor influencing motor efficiency.
The shape of the permanent magnets and stators can indeed affect the motor's performance, but the impact of this factor is not necessarily harmful or negligible. The design of the motor should be carefully optimized to ensure efficient use of space and minimize gaps that could reduce performance. However, modern engineering and design techniques can help mitigate these concerns.
Some potential advantages of using curved magnets in brushless motors include:
- Improved Torque: Curved magnets can provide a more uniform magnetic field distribution, which can lead to smoother and more efficient torque production.
- Higher Power Density: Arc-shaped magnets can allow for a higher magnetic flux density in the air gap, potentially leading to increased power output for a given motor size.
- Reduced Cogging: Cogging is a phenomenon where the motor experiences small torque fluctuations as it rotates. Curved magnets can help reduce cogging effects, leading to smoother operation.
- Enhanced Cooling: The curved shape can facilitate better airflow within the motor, aiding in cooling and potentially allowing the motor to handle higher power levels.
However, it's important to note that not all brushless motors require curved magnets to achieve good efficiency. Motors with straight permanent magnets and flat stators can still be designed and optimized for high efficiency, provided that other design aspects are carefully considered.
In summary, while curved permanent magnets can offer certain advantages in specific motor designs, they are not an absolute requirement for motor efficiency. The overall motor design, materials used, manufacturing quality, and other factors play crucial roles in determining the efficiency and performance of brushless motors.
I'm only worring about this because I would need custom-made permanent magnets or quite literally saw them on a new shape.
![]()
The round stator teeth and the straight magnets don't really fit very well, so I would assume that these gaps decrease power/efficiency, but hey, it is a "I think", probably the difference isn't that important.
_________________________________________________________________________________________________________________________________________
However, one thing that I kinda don't like about it is the lack of adaptability, which you could simply skip (which I would advise you to) this whole process.
The idea would be to individually wind every stator teeth and use hall sensors both on the rotor and on the stator, so you could use a program to efficiently power every stator teeth the exact way you want, and on top of that, you could do the same for an electromagnetic rotor instead of a rotor with limited number of permanent magents.
This way you could (hyphotetically) change the number of poles, magnets and winding configuration instantly with a program.
The problem is that I don't know what kind of program you would need to use for such thing.
_________________________________________________________________________________________________________________________________________
OFF-TOPIC:
I was giving a serious thought on flying mechs and shared it on a discord server about airplanes, and a guy gave me a good idea, actually.
Basically, the problem with flying mechs is that they either don't care about aerodynamics and use infinite rocket fuel cheat code. The ones that actually try to be physically possible are literal planes with legs or mechs with helicopter rotors (the last not being all that bad tho in my opinion, of course).
So the guy suggested either using the "Sombrero" mech from Armored Core for Answer as a basis or a lifting body with limbs approach.
The sombrero mech is a literal fricking wing with arms and legs:
Now, the lifting body aproach is more or less the same idea, but there are some interesting possibilities with that.
![]()
![]()
![]()
(the last pic is a lifting body aircraft drone called "bird of prey", it was said to be so stable that it didn't need fly-by-wire)
The lifting body can either be wide and blocky, be round and triangular or long and sharp.
You could literally make every limb with these kinds of shapes and surfaces, which kinda hammers home how mechs can have wacky weird shapes.![]()
![]()
You wouldn't fly like a fricking super saiyan like most mech media shows you (such as Armored Core for an Asnwer, the mechs are like, travelling at the speed of light), but you would be able to fly without need to surpport the entire weight of the mech upwards like in the case of a helicopter rotor or an infinite rocket booster (you could still use a rocket booster tho).
DIY Mech or Exoskeleton suit.
Mechs are not viable, nor cheap, so I will try to design and build one alone anyway.
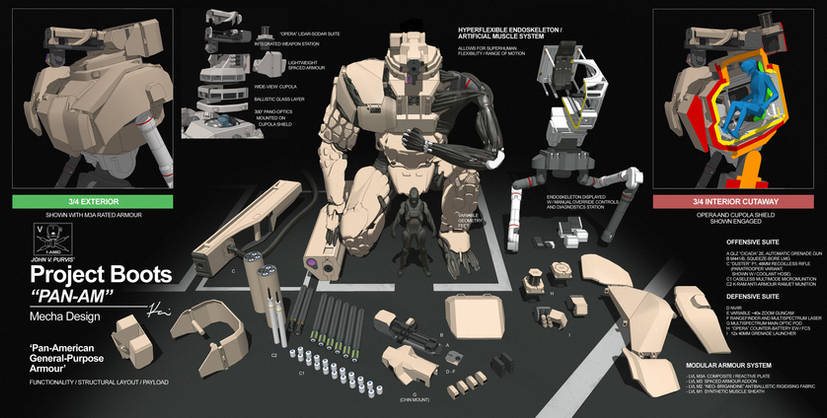


 (just now I opened this bearing and it isn't complete, it is exactly like it is being shown in the image)
(just now I opened this bearing and it isn't complete, it is exactly like it is being shown in the image)










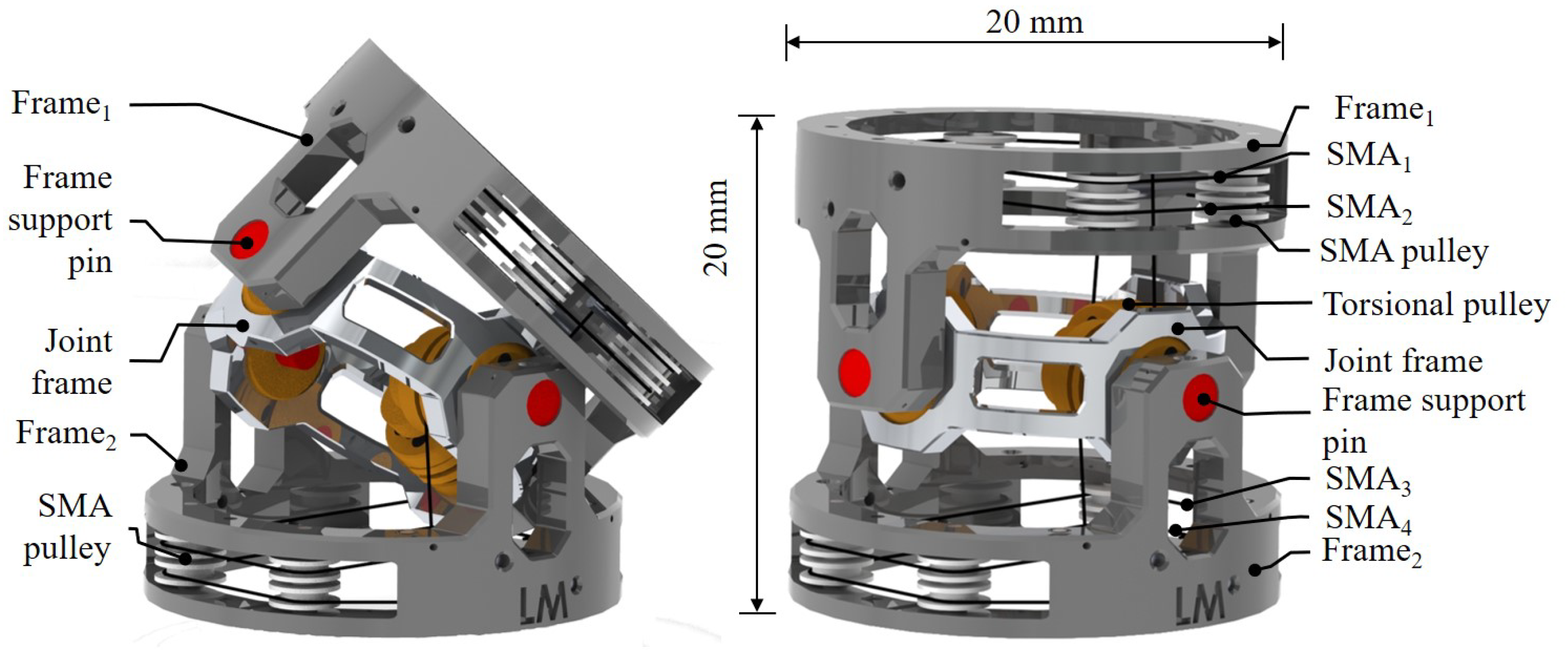
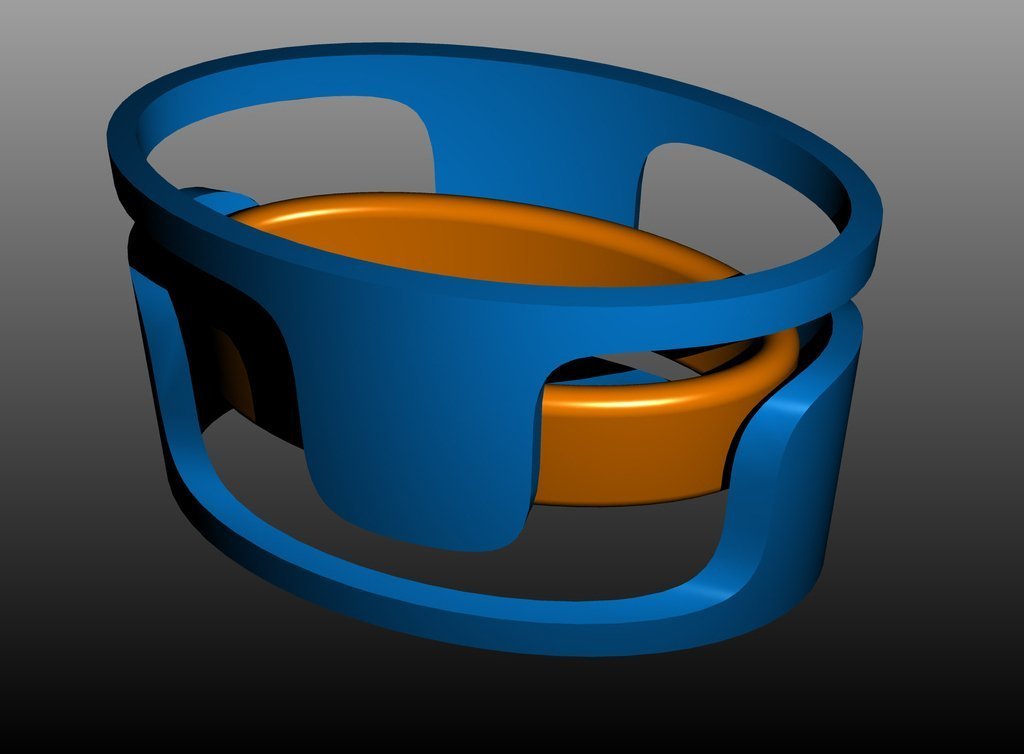






















 In order to make a piston rod that can allow for 100mm of stroke with such thin piston, I will need an extra long piston, which means I will have an extra long friction by design.
In order to make a piston rod that can allow for 100mm of stroke with such thin piston, I will need an extra long piston, which means I will have an extra long friction by design.














 Well, some other sellers tell you the exactly amount of kilowatts of power you need to drive the thing accordingly to the pressure you're working with. And since you would only work with 5 bar of pressure, you would need just a few hundred watts, around 300-400 watts.
Well, some other sellers tell you the exactly amount of kilowatts of power you need to drive the thing accordingly to the pressure you're working with. And since you would only work with 5 bar of pressure, you would need just a few hundred watts, around 300-400 watts.