I've fixed the levelling Z height and determined that the PETG sticks at 84C instead of 72C on my machine. I tried a 1 : 1 mix of black and magenta but that just made a colour similar to "#222" when compared to the all-black clip I printed with R0. Unexpectedly, the black channel choked and so I was able to issue an M165 to change the mix to 1 : 1 white/magenta. Noticing how fast the colour changed, I wanted to see if I used yellow instead of white.
Part of the reason I'm using 4-bit-per-channel colour is partially a form of "rounding", since I don't have the tools to precisely measure colour and physical objects will look different based on the kind of light that hits it anyway (the "mint" filament looks closer to cyan under a daylight-white light source). My estimate for these 2 new colours is "#C9B" for the pink and "#A74" for the grapefruit-yellow.
As for actually calibrating input shaping, it was inconclusive. I also noticed slow-growing blobs from the Coaxial8or.
I decided to use the zeta x and y gcodes instead to calibrate each axis individually. It was inconclusive on the first few rounds as I had set the speed to 30% to test the waters. I found that I got the pattern to reliably stick at 0.2mm layer height and 1.5x extrusion multiplier, as well as limiting the test frequency to 36Hz.
Y axis test on the bed
While printing, I could see and hear when the Y axis hit the resonant frequency. The issue was that it seemed like it was in 2 different points depending if the resonant frequency was increasing or decreasing.
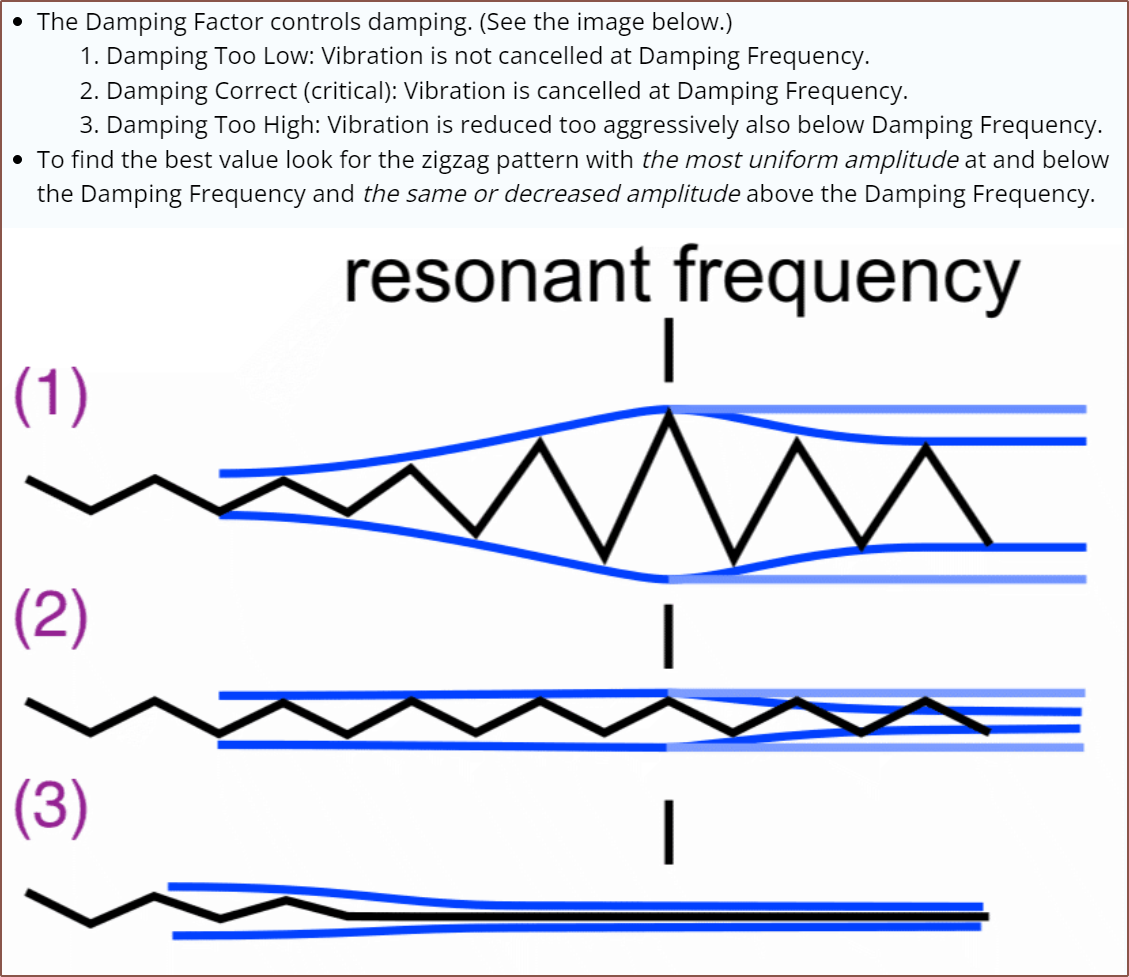
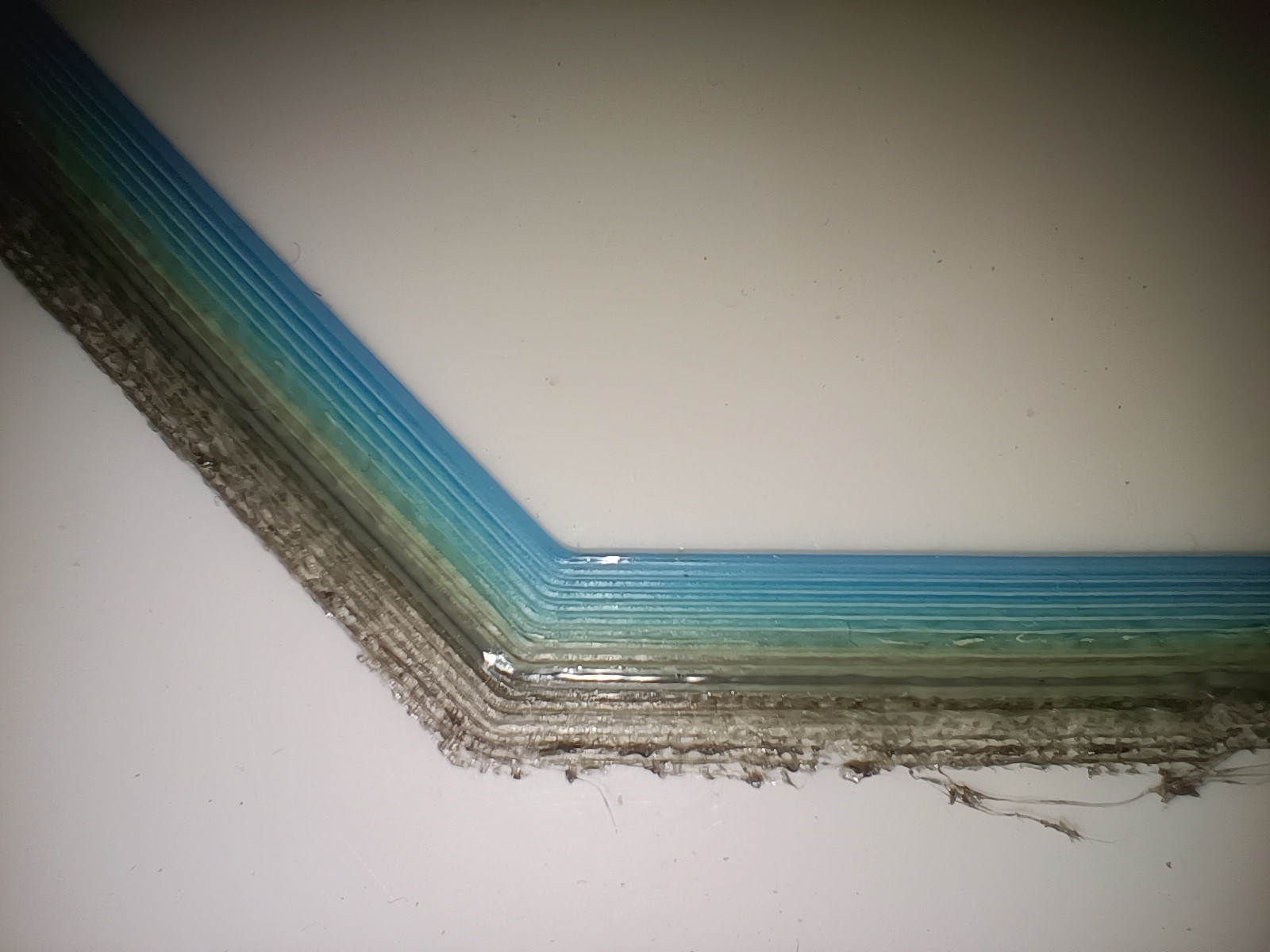
As you can see from Marlin's diagram, It seems that I'm looking for the most "jagged" looking line throughout and the resonant frequency is the largest V or ∧. Unfortunately, the test pattern doesn't make that easy. I eventually came to the hypothesis that, in reality, the sharp point will actually curl up as the nozzle moves back towards the centerline. Taking the spring steel off the bed, I angled it around to see that one sharp point in a few of the lines was slightly raised compared to others, and I took that as the resonant frequency (highlighted in green below). I also thin 0.7 zeta looks the closest to the ideal (highlighted in blue below):
I do wish that the pattern could be clipped and scaled another 2X (thus 4mm is 1Hz, starting from 10Hz for example), since the really low frequencies overextrude. Another idea would be an option to print an S shape, 1-layer-thick raft so that the test was less susceptible to bed adhesion issues, but that may decrease contrast of the pattern.
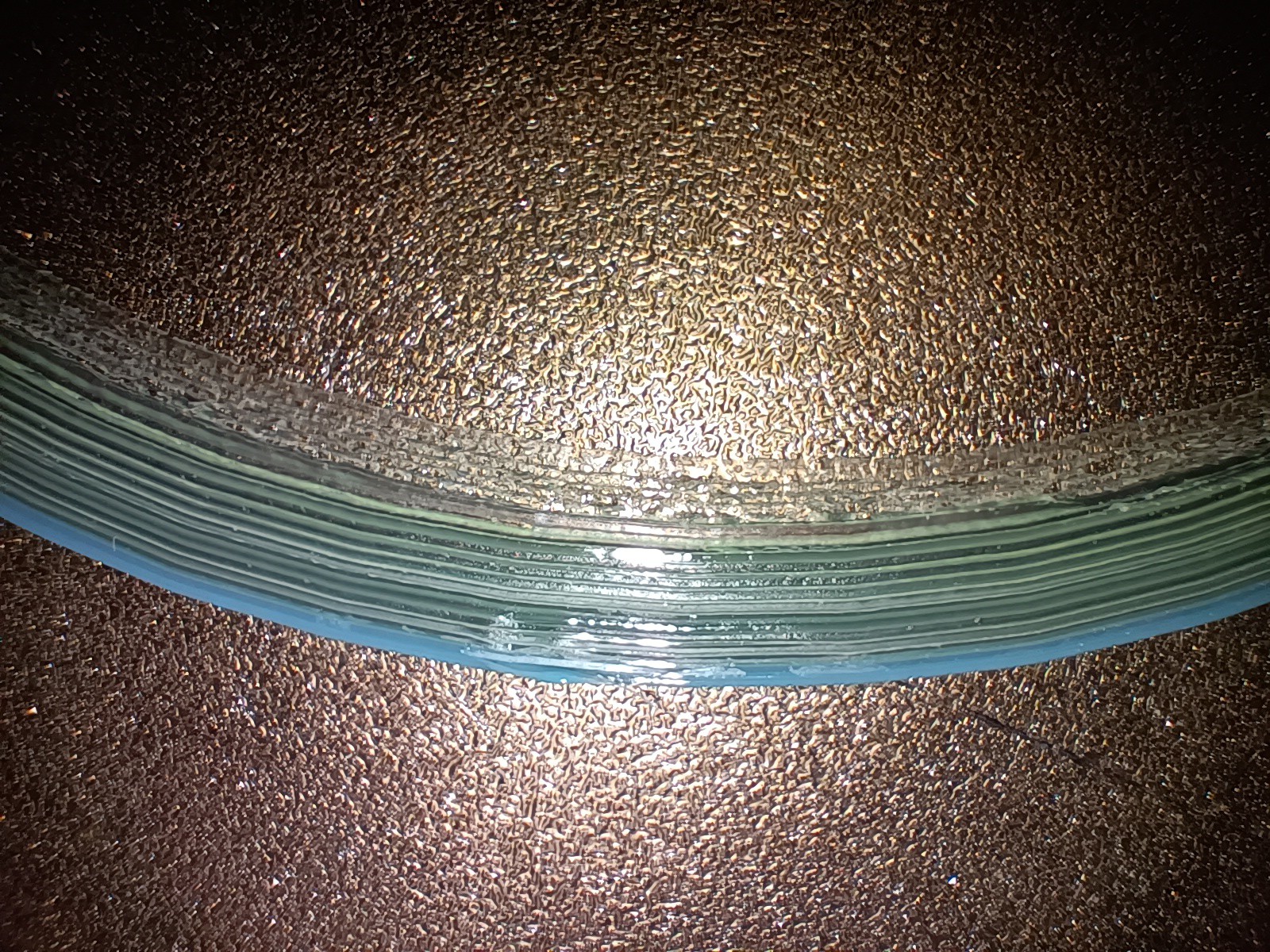
The X axis was even harder to determine and it's possible that I only barely caught it in the 36Hz window:
X axis test, taken off the magnetic plate to improve contrast.
My results from this test:
#if ENABLED(INPUT_SHAPING_X)#define SHAPING_FREQ_X 31.6#define SHAPING_ZETA_X 0.6 #endif#if ENABLED(INPUT_SHAPING_Y)#define SHAPING_FREQ_Y 18.3 #define SHAPING_ZETA_Y 0.7
[...]
#define SHAPING_MIN_FREQ 15.0 // Default is 20 and line commented out
I decided to round up the zeta factor to the nearest 0.1
This utilises the filament_notes field to store the mixes, and uses the toolchange-gcode to make filament name comments:
; Filament: [filament_preset_[next_extruder]]
With this, PushPull should work correctly. Before, the mix was changed only after the tool was, so the first change to a new virtual tool would have an incorrect PushPull event. Additionally, a user wouldn't be able to change the mixes during the print.
Marlin feature idea - AutoMix
While my gcode changes hopefully reduce my issue list, it likely isn't sustainable for more than a handful of virtual filaments and it would be more ideal for the slicer to just tell the firmware what colour and transparency is desired. For this, it would need to know:
AutoMix channel?
If no, there should be a settable mix. E.g. 50% ABS channel, 45% AutoMix, 5% TPU channel = tinted ABS
Material Colour: RGBA hex
No I'm not expecting 16.7 million colours from the c8or.
4 bits per channel is already loads for FFF 3D printers: 4096 colours, 16 levels of opacity.
Firmware will need some understanding to know "#0000" and "#FFF0" are both equivalent to "full transparency"
Potentially a Look Up Table (LUT) for gamma
The WhiteBlack test print is slightly darker than the midpoint "#888F" grey, seeming closer to "#666F".
Hopefully it's as simple as printing a 1 : 1 mix of 2 materials, inputting the resultant colour and then generating a LUT curve that passes through it, similar to pressure curves for stylus tablets:
With this feature, the firmware can be the one to worry what channel white filament is in and the ratios needed to produce "#9A9F". This would also open the realm to automatic backup channels, such as loading 3 half-spools of black filament for a large print.
Understandably, the order of filaments is still important for the end result to look correct. Perhaps there should be a warning if one of the Automix colours has notably higher luminosity than a channel that's further into the extruded material.
I've got a list of problems, but "Does it coaxialise?" isn't one of them, guys!
8-minute level test
(or, 7m 57s to be more accurate)
Some days ago (this was supposed to be a log, but I forgot), I started a circular bed levelling test print. The idea was that it'll stop faster if I cancelled the print. I forgot that FFF is now in the arc-printing era and, as such, it still took a while between pressing the cancel button and the printer actually stopping.
This time, the reason for cancellation is because the CR600S suddenly had trouble extruding and it was reflected in the print looking like the nozzle was suddenly too close to the bed.
I confirmed that I had .51mm, an expected thickness, and then 0.08mm. Still, it was a promising test as I couldn't see any leaks.
I've got an idea to improve the fan holder cover so that the hotend is better attached. At the moment, I can see that the hotend slightly sags forward.
Input shaping test
All these 2D prints have shown promise to coaxialise, but I wanted to know for certain. I preferred if I could print something more useful than a test cube, and so I had the idea to tune input shaping.
The first time was trying to use the quick test print gcode generator, but Reality has to defy expectations somehow and so M501 crashes the printer. This is the command that loads saved values. M500 and M503, to save settings and restore default settings, works without issue.
The actual gcode is 2D only though, and since I'm already experiencing bed adhesion issues, it was understandable that it didn't work.
I decided to disable my pushpull code just so that I could work on a firmware that was less likely to have things go wrong. It didn't help with M501, but turning it off helped me notice that the start gcode is commanding a massive retraction between the prime line and main print. I didn't know this happened the first time and so Ch1, filled with white, wasn't extruding. I used an allen key to push the material in and then reinstalled the bowden to rectify this.
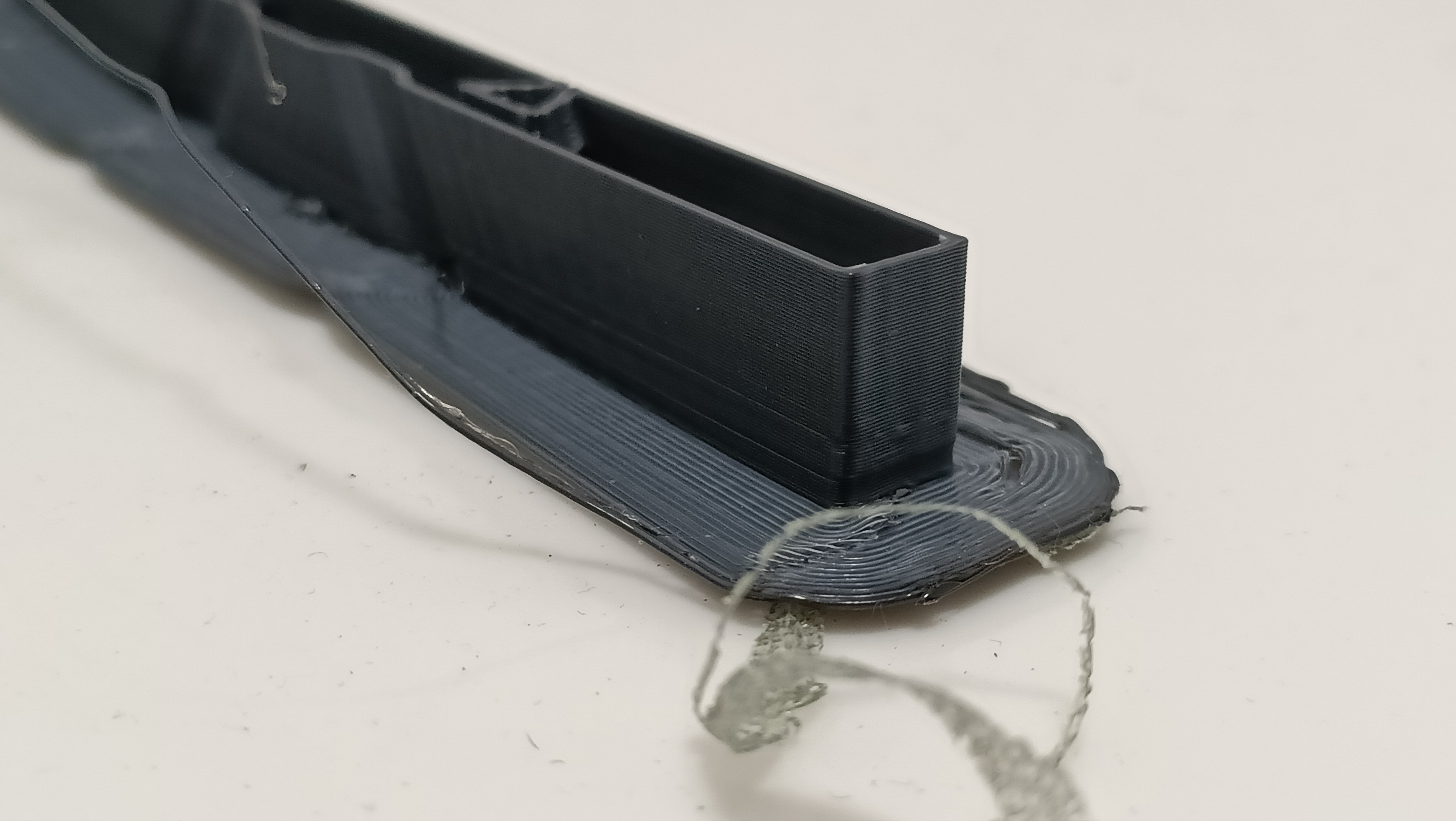
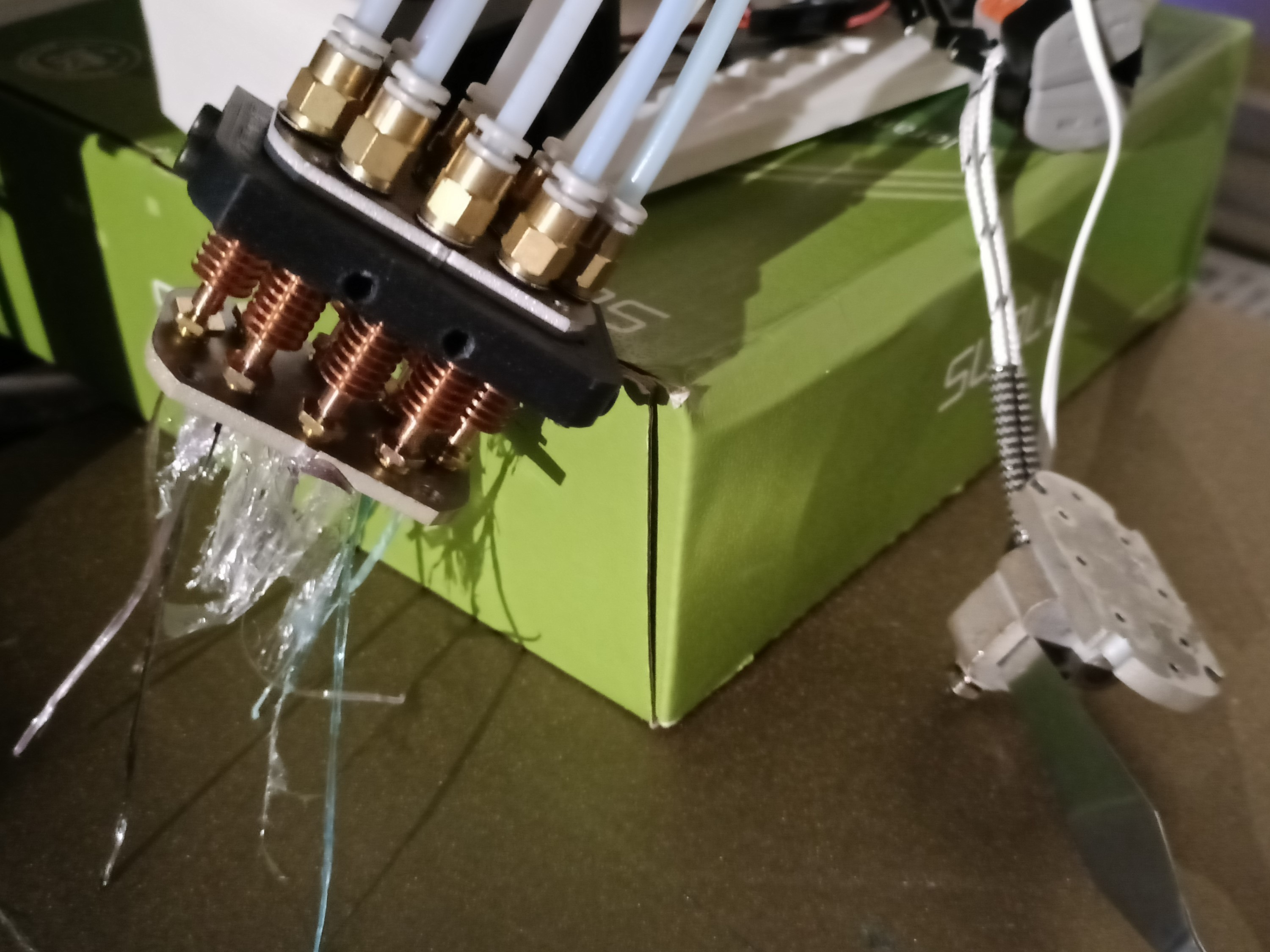
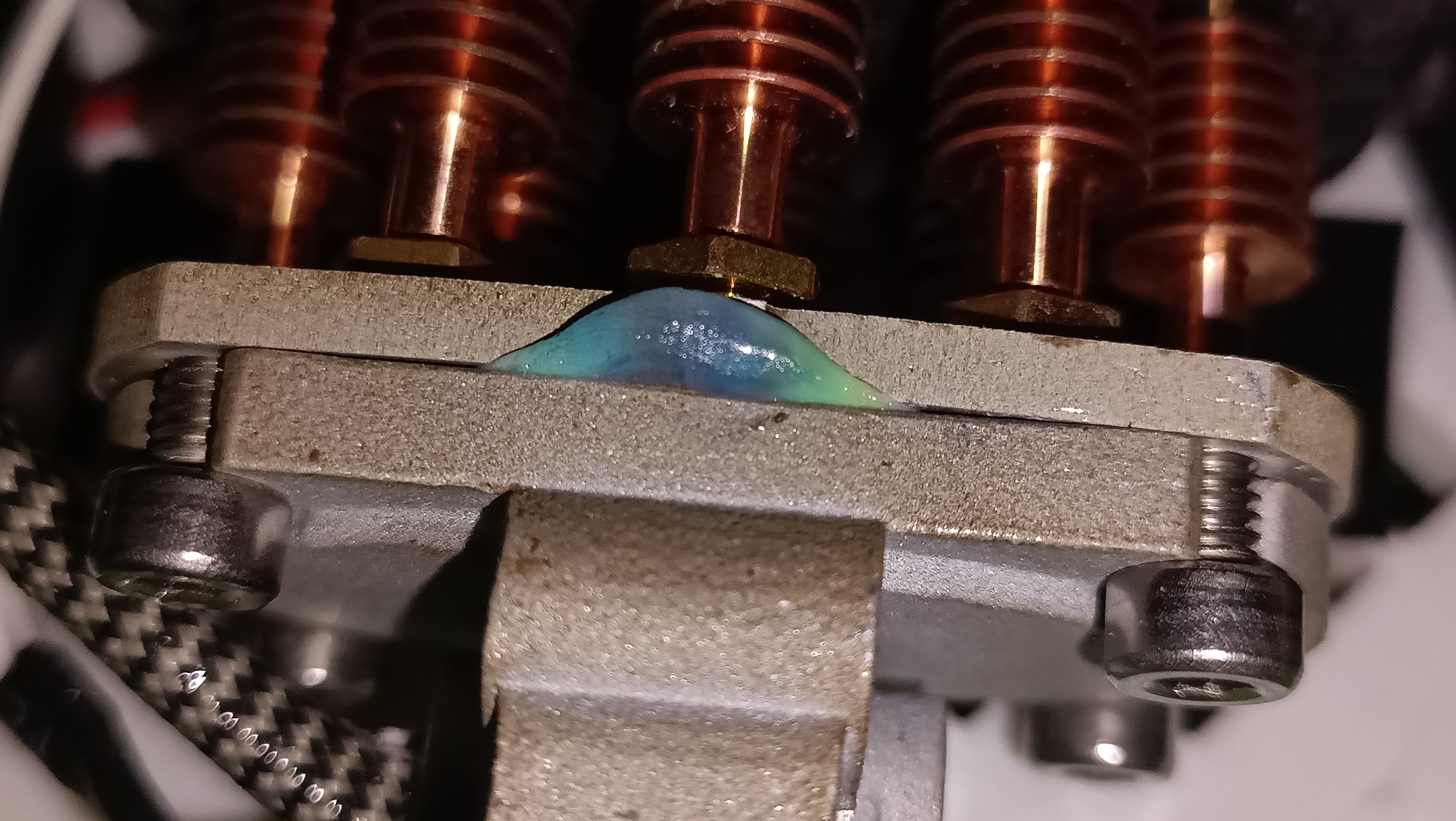
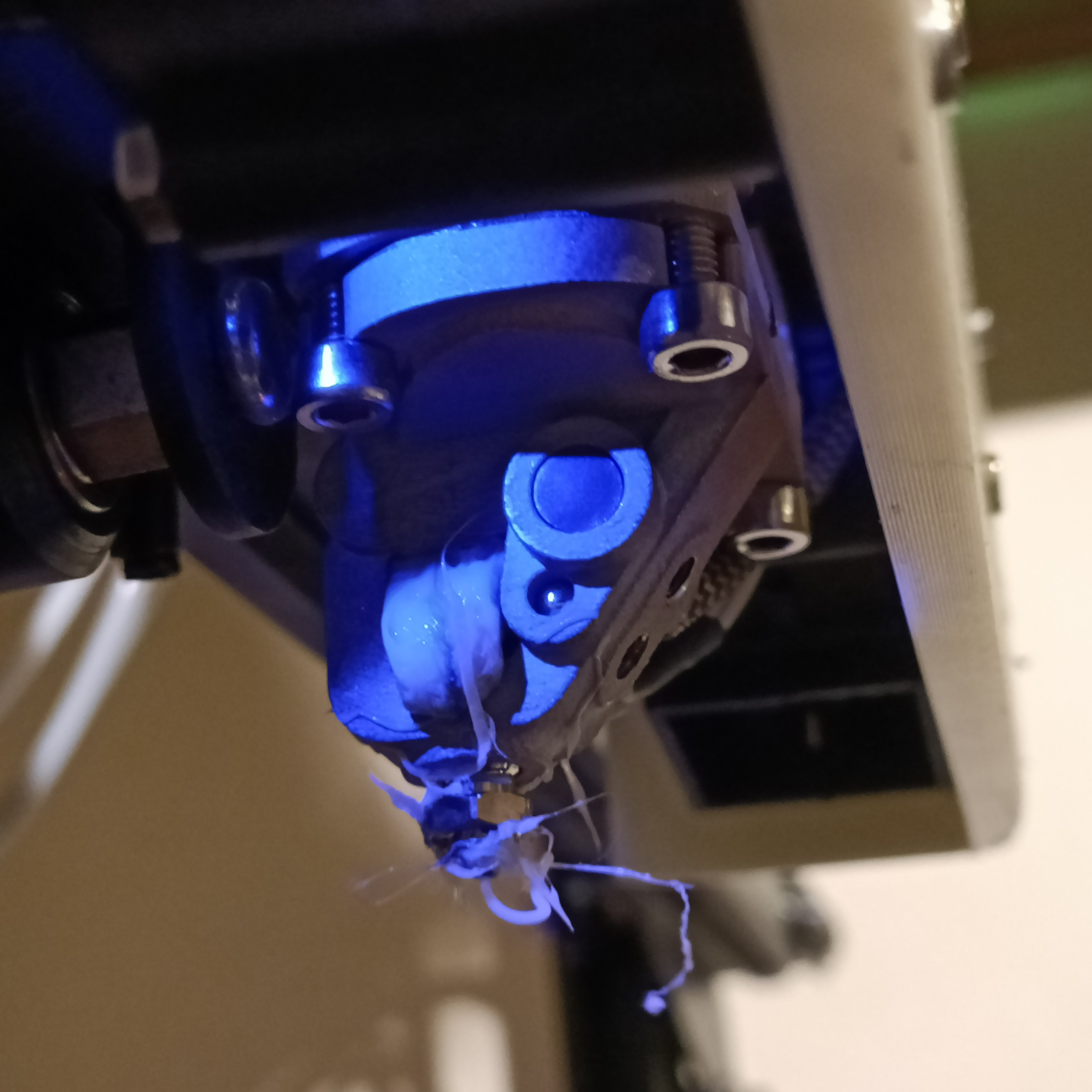
The second print was when I noticed the retraction issue so I quickly reseated the filament before it could re-block again. Material started to extrude, but for the most part, it wasn't sticking to the bed. Shockingly enough, it stuck enough to not immediately fall off the bed. I also saw a transparent-blue blob at the front of the Coaxial8or, but it wasn't growing quickly, so I let it continue until I thought it would be a waste of filament to print any more. The image below shows the print when I decided to cancel.
Transferring heat from the high-wattage heater cartridge
The levelling tool on the TFT24 menu does not move Z to 0.0
The most important thing works, which is getting a consistent grey from white and black filament:
I suspect the lighter streaks on the brim is because one side of the nozzle is closer to the bed than the other.
Unlike LK99, this should be a valid independent replication of Nozzleboss' and CNCKitchen's findings in that FFF filaments can be "mixed" by coating one in the other and relying on subsurface scattering to blend the colours.
Unintended stripy-toothpaste effect can potentially be a thing of the past, which has been a known issue since the RepRap Diamond Nozzle was commercialised in 2015 (and possibly earlier)!
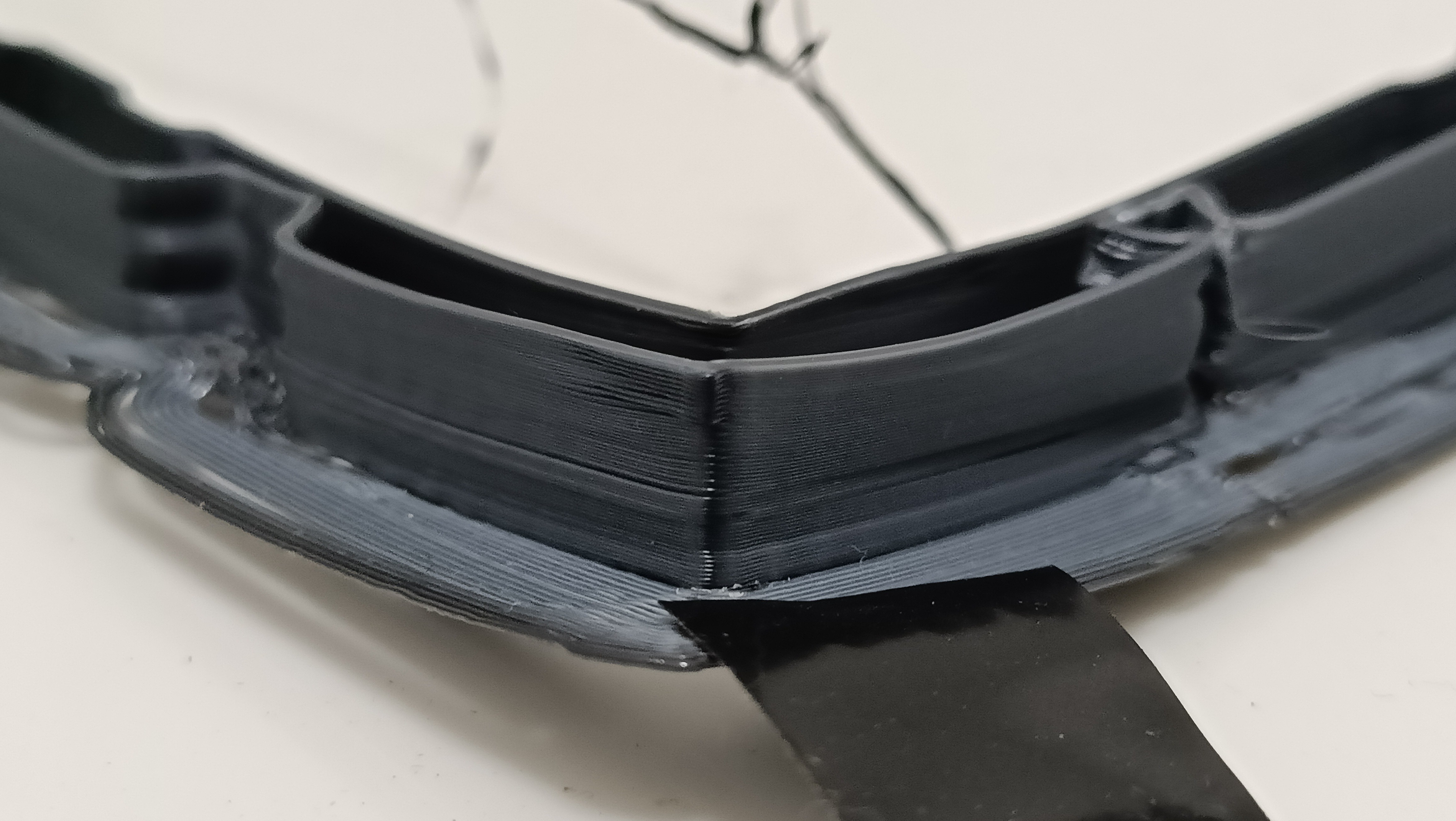
I've decided to rename the "hotend holder" to "heatsink holder" since that is more accurate.:
As you can see, I've had to change how I design the holder because I need to take into account the size of the allen wrench.
Anyway, following on from the previous log, putting the heatsinks into the bowden couplers was such an ordeal that I decided that I was going to redesign the heatsink holder instead of run a new test print.
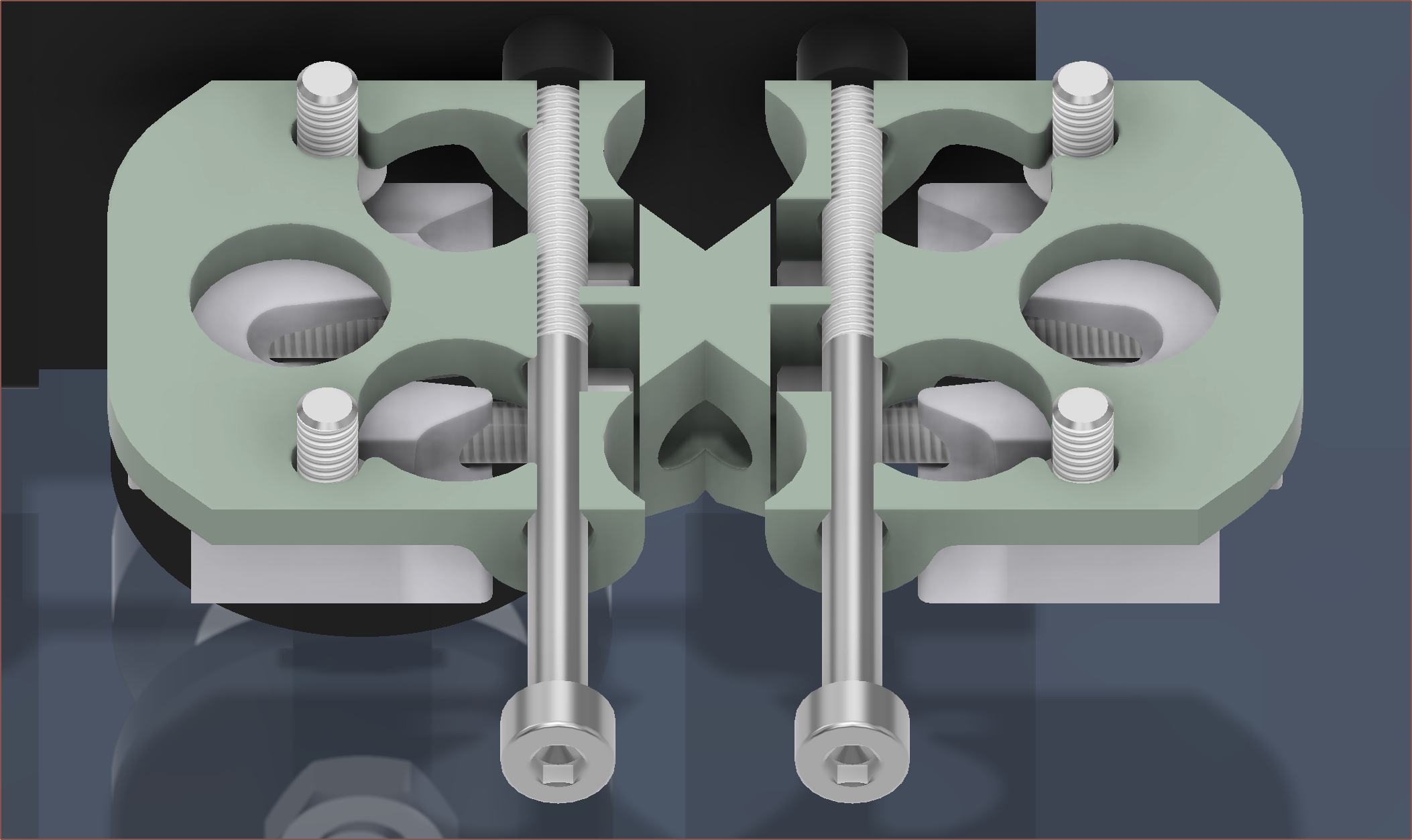
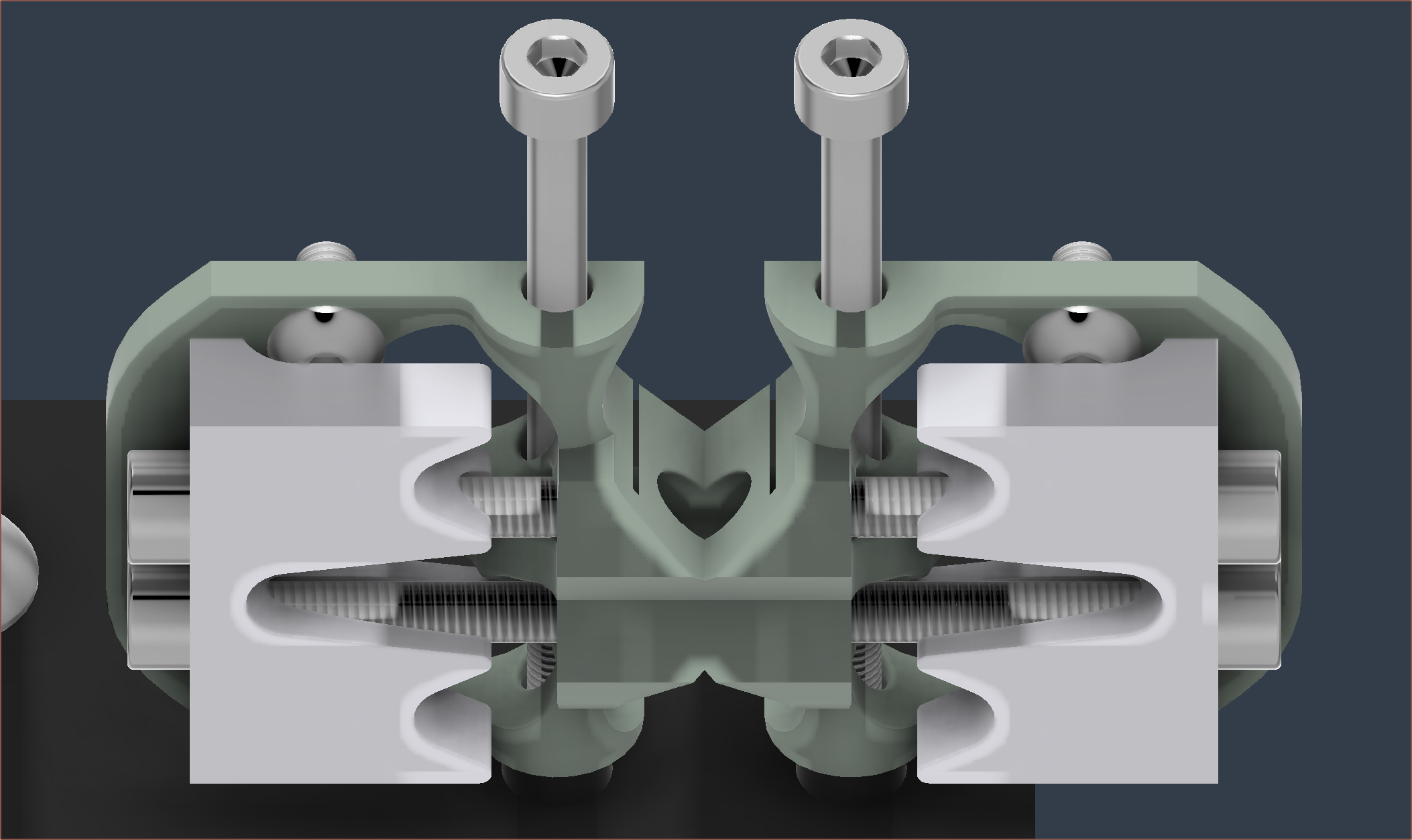
It took 3 hours of thinking, but I was able to arrive at a solution that doesn't have any geometric intersections and allows me to have full access to the heatsinks before installing the assembly to the holder:
The hope is that the aluminium plate provides stiffness and the white parts clamp the heatsinks with enough force that they stay in place. I don't know if a printed part will provide enough friction, but if it works it means that I no longer have to damage the surface of the copper with the grub screws.The potential problem is that it's likely going to be somewhat difficult to print on FFF. It should be possible though, but it's certainly a stress test.
Also note that I've designed it so that there's no front/back orientation. Over the course of this project, I've accidentally put the heatsink holder on backwards.
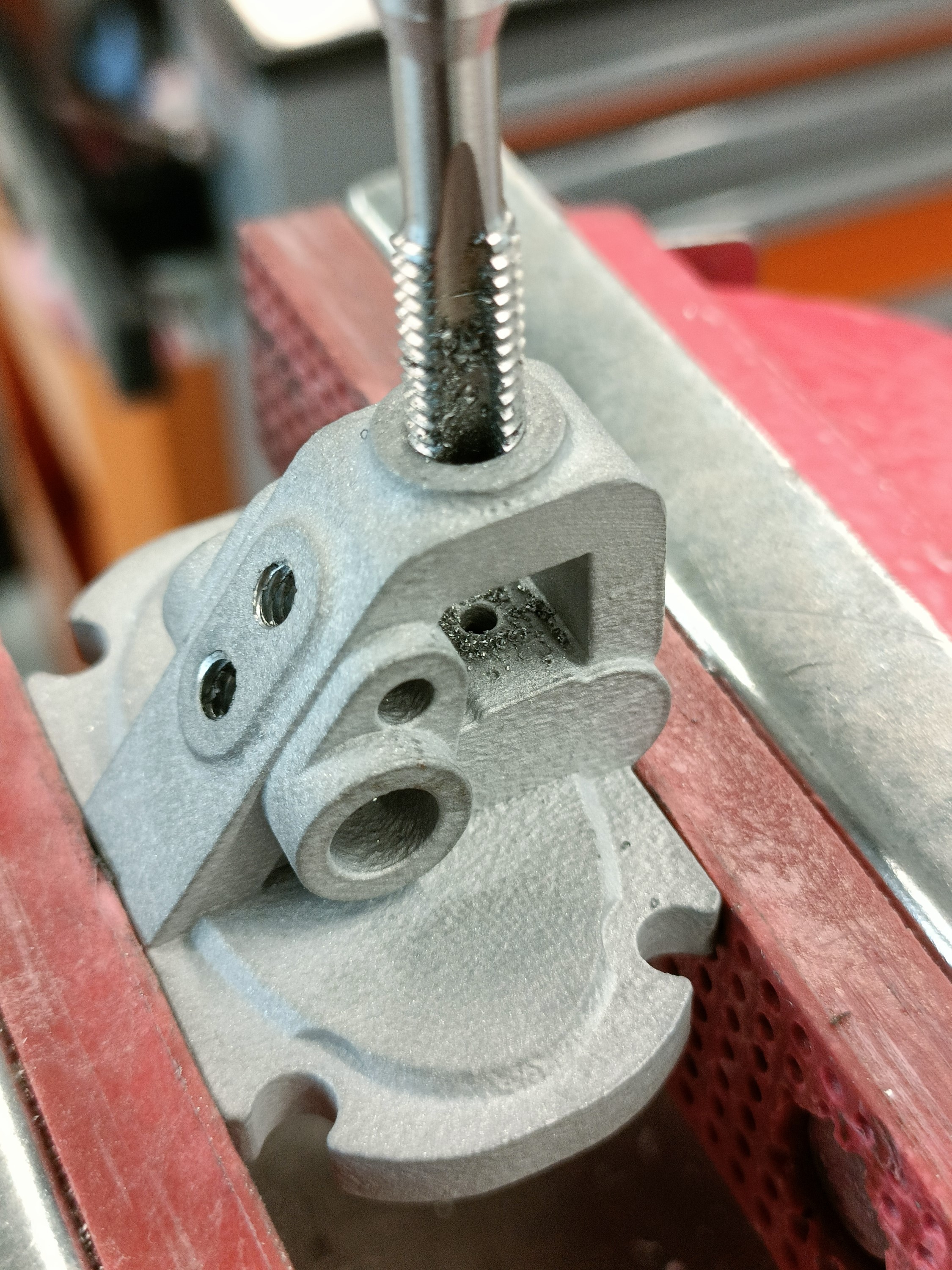
I'm not sure how this steel got its name, but it's "mild" neither in appearance nor strength. Its laser-cut edges are a lovely, shiny black and it took 90 minutes to slowly tap the threads:
Somewhat unfortunately, a shaving got squashed into the aluminium template plate and I never noticed until well after I finished tapping.
Tapping
As expected, it was recommended to use grease to tap the threads, since this is steel:
The technician said that I'd be able to feel when I need to back up the tap and they were right. There's noticeably more force to tap, and I could feel when the chips were adding more friction. I didn't know how long the aluminium threads would last so I only did 4 holes per thread.
I'm not sure if it's because I'm tapping through steel or because of the grease, but tapping produced salt-like grains of steel:
I also used an M6 bolt to ensure quality and retap holes that needed it.
Testing before install
When I tried a spare heatbreak with this steel clamp plate on Coaxial8or R1, there was no bending whatsoever! It also highlighted that I could use 4mm thick steel, which I predict would be more reliable for the following reasons:
Potentially easier to tap perpendicular to the face
longevity of the heatbreak threads
Stiffer plate, further increasing the sealing force exerted on the input face.
Thus, I updated R3. I also changed the design of the cartridges, mainly because the thermistor doesn't go all the way though R2 and the difference between the 11mm main body is minimal.
Installation
I had the idea that I could leave the filaments inside and use them to help unblock the heatbreaks after separation. It totally works.
For PETG, it seems that the Coaxial8or needs to be at 150C for separation to occur.
The filaments expand slightly, meaning that it was very difficult to pull them out of the heatbreakes. Instead, using the extruder or pliers to push the filaments out was very effective.
Actually screwing in the new heatbreaks was straightforward. Putting them back on the bowden couplers was not. I tried to use the filaments to guide the assembly, but it didn't work. Thus I fell back to the traditional way of assembly.
I found out that putting a square-sized cut of fabric tape on the bowden tubes greatly increased the amount of grip I have on them, making it much easier to disconnect them.
Unfortunately, I also discovered that it's barely an inconvenience to insert the heatsinks into the coupler plate when the hotend holder is not installed. When the hotend holder is installed, it is of great difficulty to install. Hence, the hotend holder is in the way and is in dire need of being redesigned.
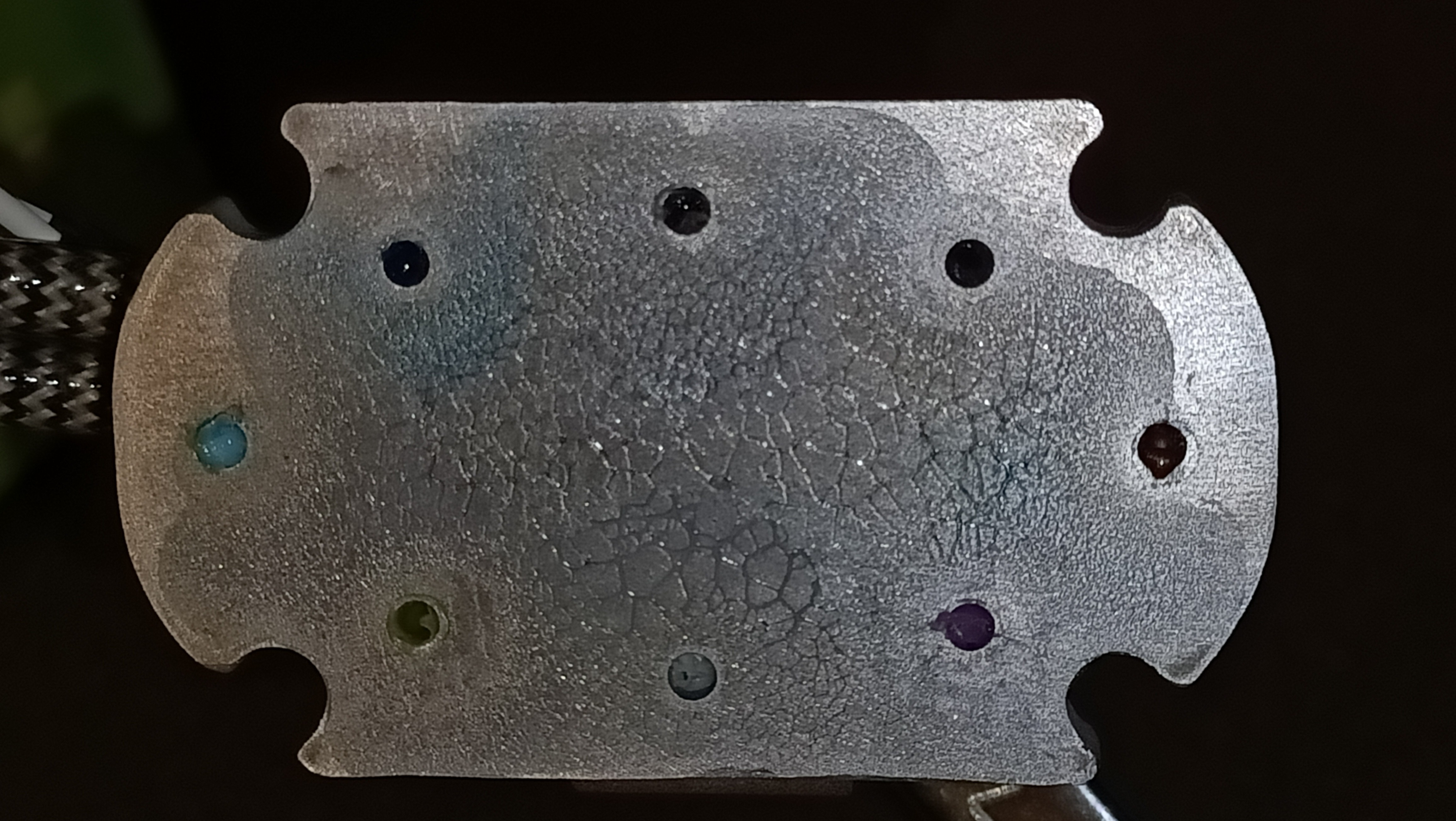
I tried a print without the gasket and I got leaks specifically in Ch1 and 8, so a new clamp plate in steel is needed:
The images below is the result I got though, which does seem promising. I decided to only print with the top extruders (Ch1, 4, 5, 8) and the colour change does seem faster than R0:
In other news, I tried to use foil to reduce the amount of air between the cartridge and c8or, but was unsuccessful:
Folded the top edge so that I had a straighter edge to work with.This is about half length, which was much to much.I removed most of the foil, and even then the cartridge wouldn't insert.
This log is going to be a bit larger than I would've intended
because Hackaday.io has caught a bad case of the 500's for the past week:
New heater wire
I cut the cartridge 40mm from the black/white tubing, and then
stripped the wire ends by 20mm:
The hope is that, with the short wire length, it's sheathed with fiberglass and the fact that this wire would have air blowing over it, this wire will handle the 8A of current.
I did the same 20mm splice with the AWG15 wire and actually did the twisting
right this time:
Lastly, I put what felt like copious amounts of solder (because
there was just a lot needed) and then heatshrunk over:
Since the outer fiberglass insulation is so thick, I used yellow
ferrules and double crimped them. Next, I twisted the wires but had to leave a
portion that was untwisted so that I could squeeze the wires through the
extruders. Perhaps I should've twisted before doing the ferrules, because the
outer fiberglass of one side has seemingly shrunk:
The tape is to stop the fiberglass from fraying.
It's fine though because there's still mica and another layer of
fiberglass before the conductors. It's just not as confidence-inspiring to look
at.
Temperature calibration
Powered on the printer and the hotbed was reading -4. Decided to ignore that and run MPC autotune. I was able to get an initial reading before Repetier Host ghost-disconnected. (I still haven't tracked down why I'm getting this issue.)
At least it was enough to see 2 things: I'm still getting the same divot in the same 150C area, and the heater power at temperature is 50%. The latter means that I perfectly estimated that I'd need a 200W cartridge and the former likely meant that it was the thermistor table at fault.
I changed both thermistors back to the ol' reliable "1" in Marlin and now the reading was smooth, but I also had to retune MPC:
The new MPC tune gave a heat capacity of 40.73, up from 9.55 when I calibrated the CHC Pro. It's not directly comparable since the power put into the CHC is temperature-dependent, but it's a tad over 4x which is in the ballpark of the volume differences between it and the Coaxial8or.
The next day, I fixed the bed thermistor crimp. The wire was fine so it meant that there just wasn't enough of it to crimp strongly, thus I doubled the stripped length and folded it on itself before recrimping.
Extruder order
I also decided to swap the extruder order while putting the bowdens back. Now Ch1 is the outermost filament. I then loaded the material I had on hand.
It was only after putting in TPU last that I realised why Me In The Past decided to have Ch8 be where it was (as well as limited wire length). However, it would be a good order if I wanted a TPU core like that one CNC Kitchen video. Thus, it's a bit like a PCB stackup in that, for a 4 layer board in Fusion for example, layers 1, 2, 15 and 16 are important.
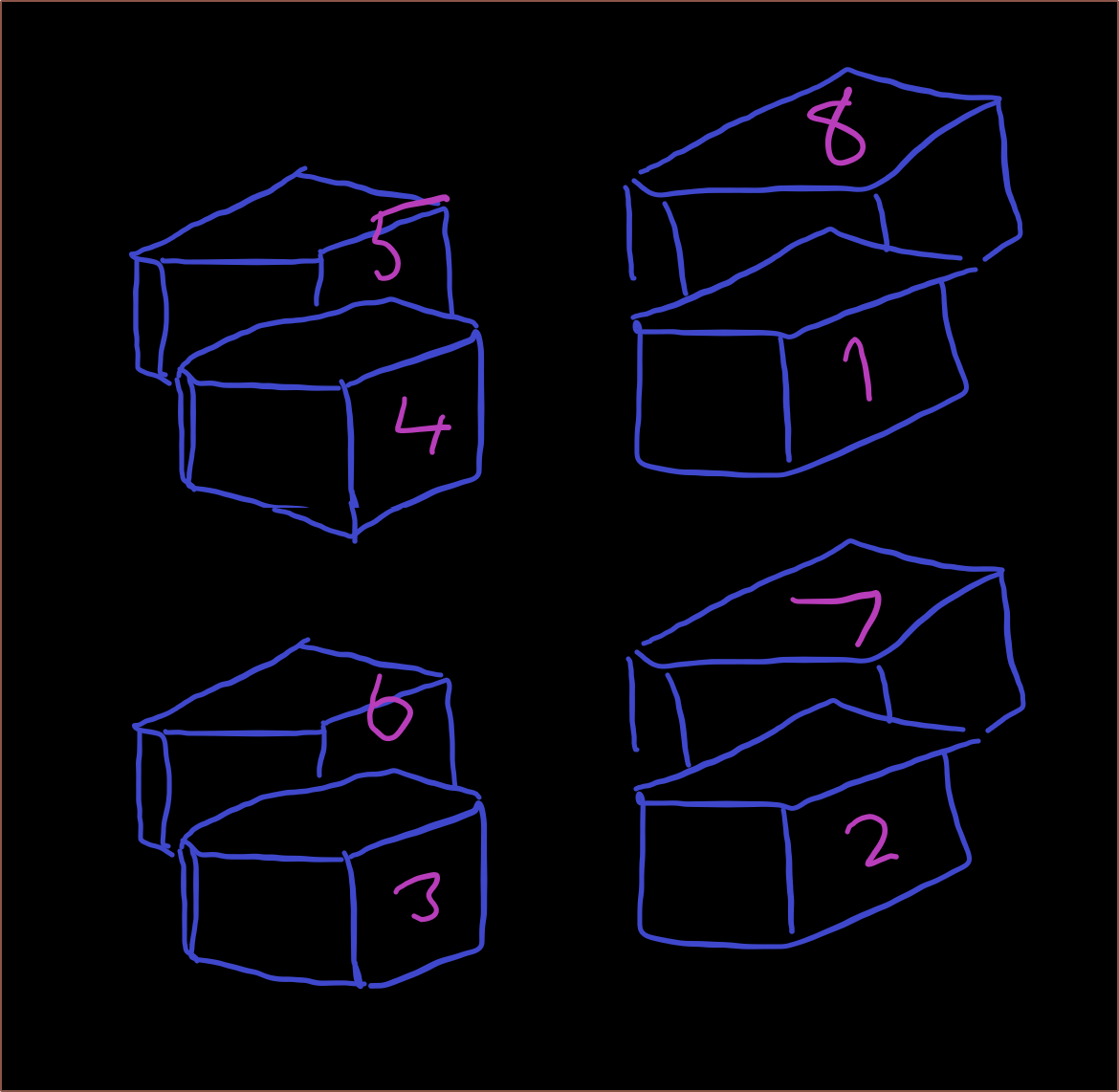
For the Coaxial8or, it's 1, 2, 7 and 8. Therefore, I'm considering switching the extruder wiring so that E0, E1, E6 and E7 are the four extruders with the shortest bowdens, and in a clockwise up-down-down-up fashion (see doodle below) instead of the up-down-up-down configuration currently. For now though, I've just left them since I'd have to take out the bowdens and put them back in and these pneumatic fittings aren't ideal.
With this, 1 and 8 are on the top, which is both easier to see and access than the bottom. Additionally, the middle-of-the-pack ch4/5 are also easily accessible. Thus, this configuration acts somewhat similarly to if there were only 4 channels in the same clockwise fashion.
Material and Prusaslicer setup
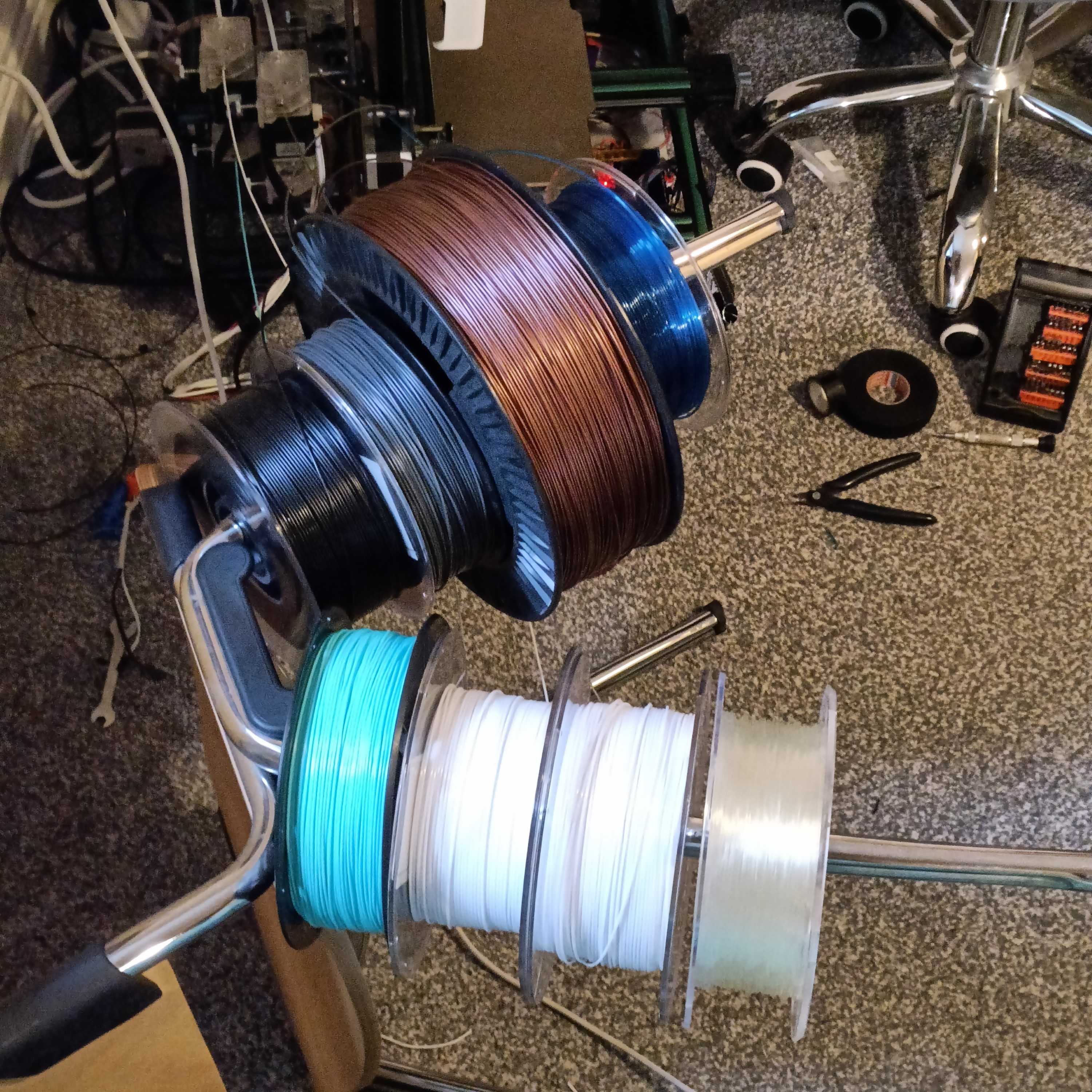
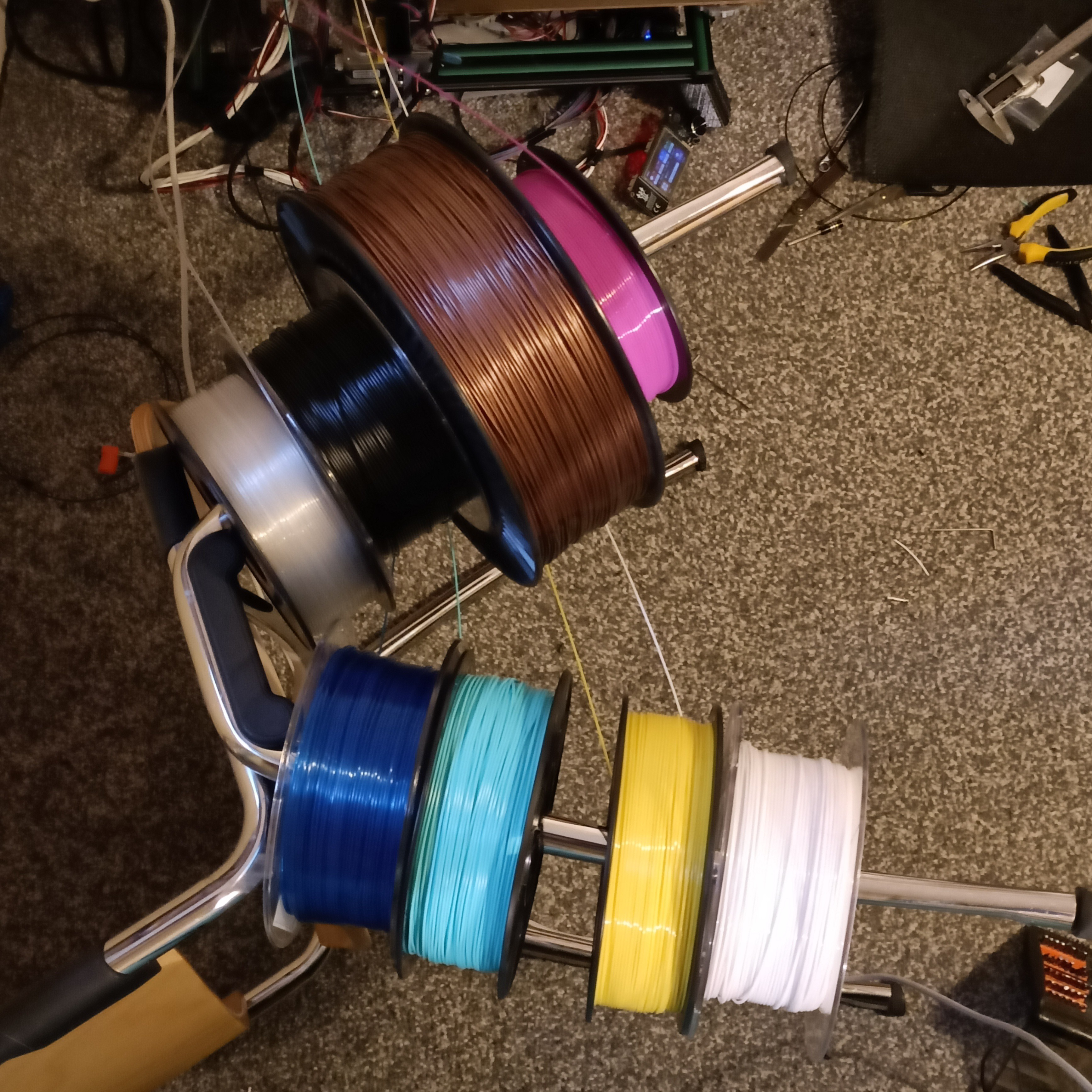
Instead of leaving the spools on the floor, I had the idea to use the legs of a chair as filament holders and it worked nicely:
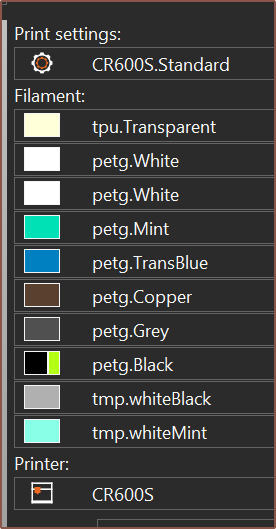
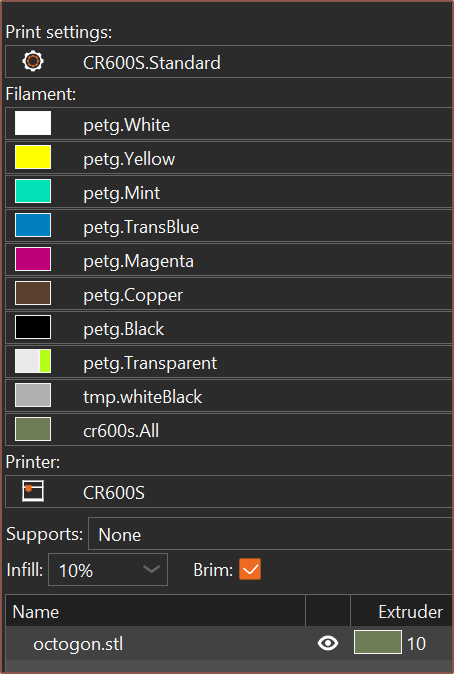
I then added these into PrusaSlicer. I also added the name of the filament in its start gcode to potentially aid in diagnostics. I tried to use macros but couldn't get them to work.
First test print
The next day (on the 21st of September), the rest of the filament came in so I swapped one of the white rolls for yellow so that every input is unique. Worst case scenario is that I at least know what channel leaked.
This first test print is a simple octogon in pure white just so that the hotend can get filled with material and I can see if the nozzle is high enough from the bed.
Filament started coming out. It started as black but then changed to white, which could be due to the black filament or residue powder. Filament seemed to be pressed yet peeling off the bed. I measured it to be 0.3mm when it should be 0.5. Soon I got extruder skips and decided to cancel the print because:
Filament indeed is coming out!
My bed indeed is too close for some reason.
Skipping steps means there's no leaks, right?
Reality:
Me who just spent £50 on new material when even the basics aren't going right:
It's instant damage out here:
Well I got the idea to cool down, flip the cover around, heat to 100C and then start pulling things off.
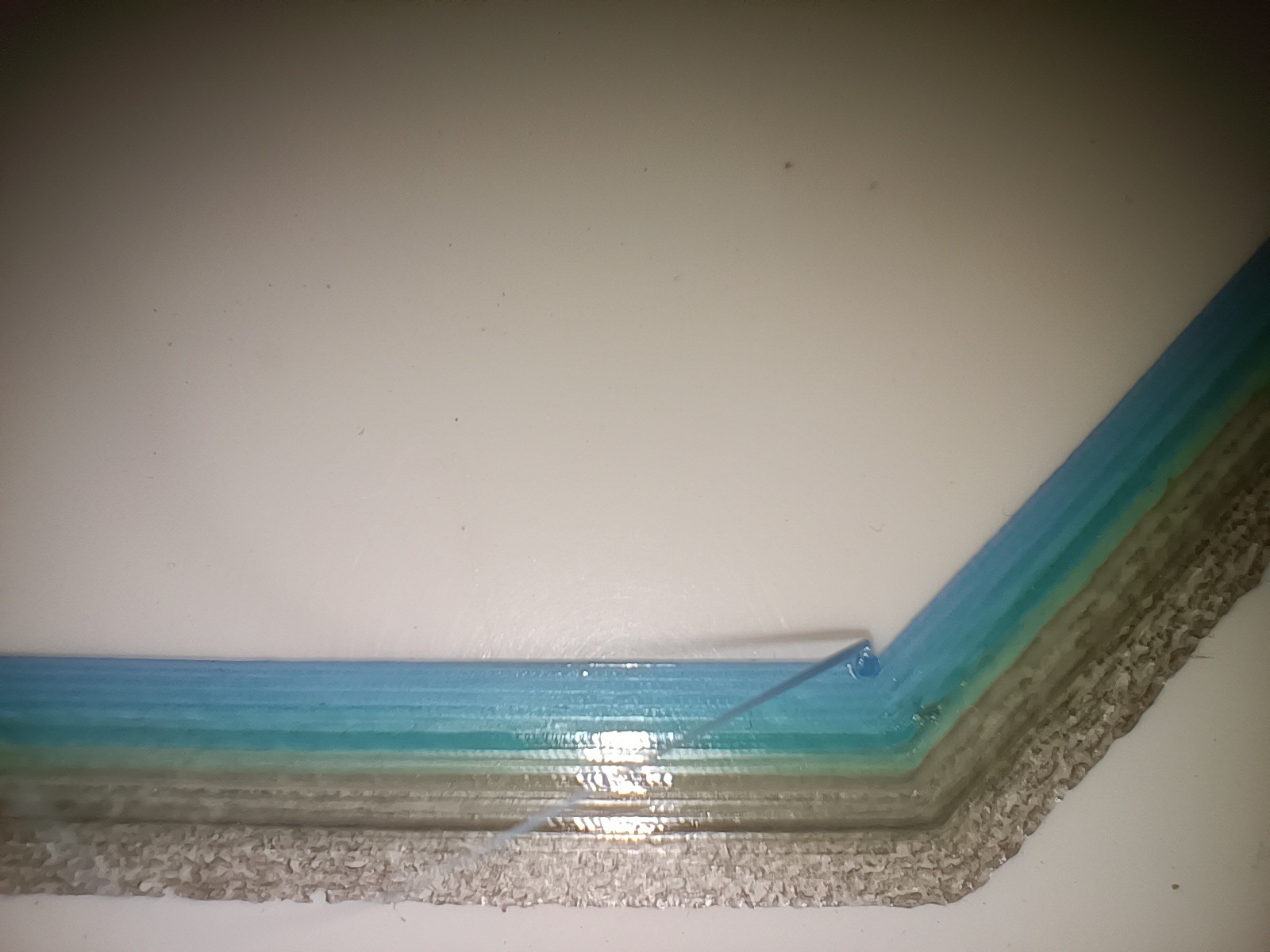
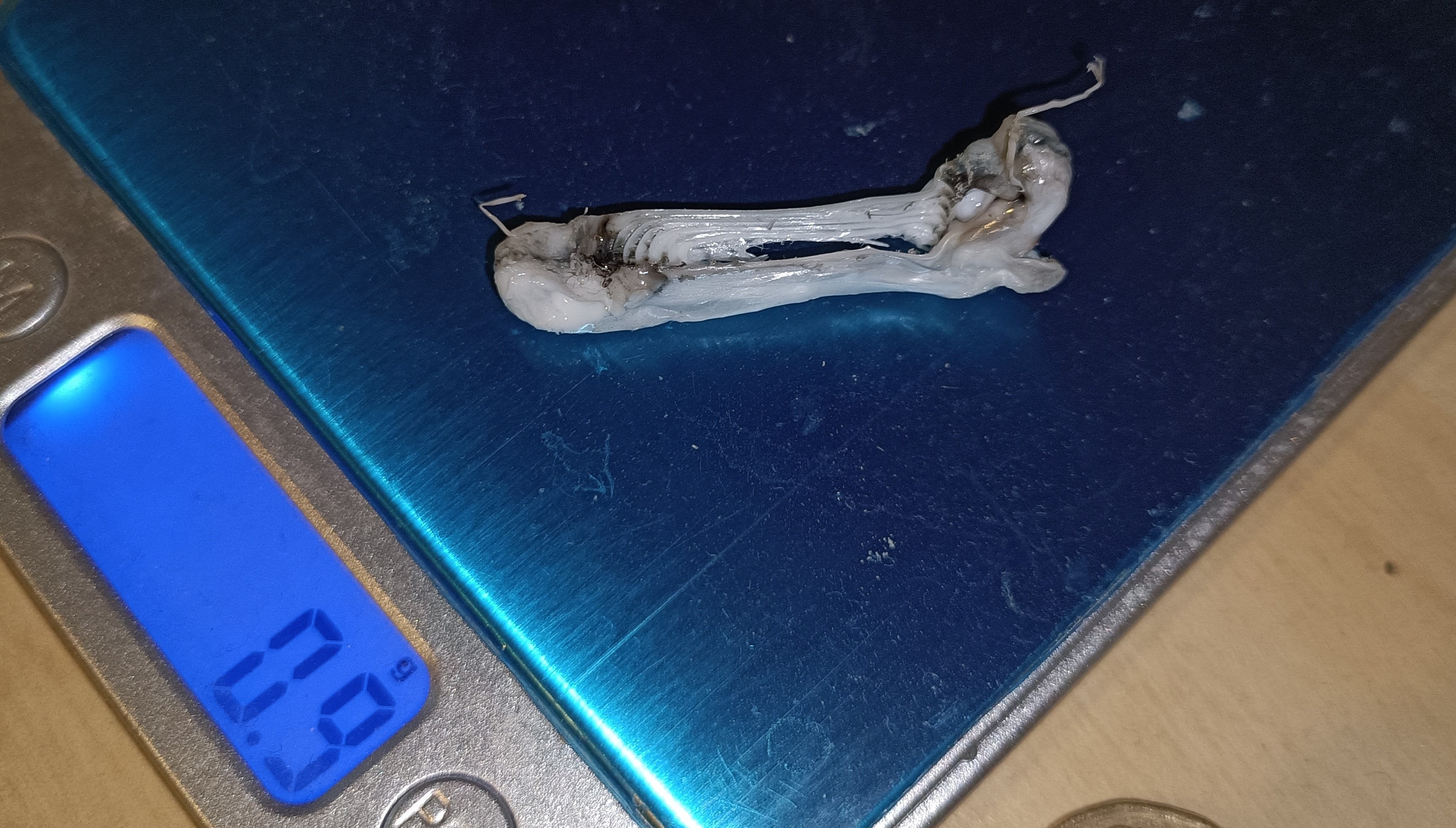
The PETG whisps pulled cleanly off the hotend and the outer parts of the c8or. I then turned the nozzle and felt no resistance, so I presume that thermal expansion meant that it was unseated. The nozzle is nice and clean:
The blob was then able to come out with no residue left on the c8or:
You can see the threads where the material melted on the nozzle.
Heater cartridge failed
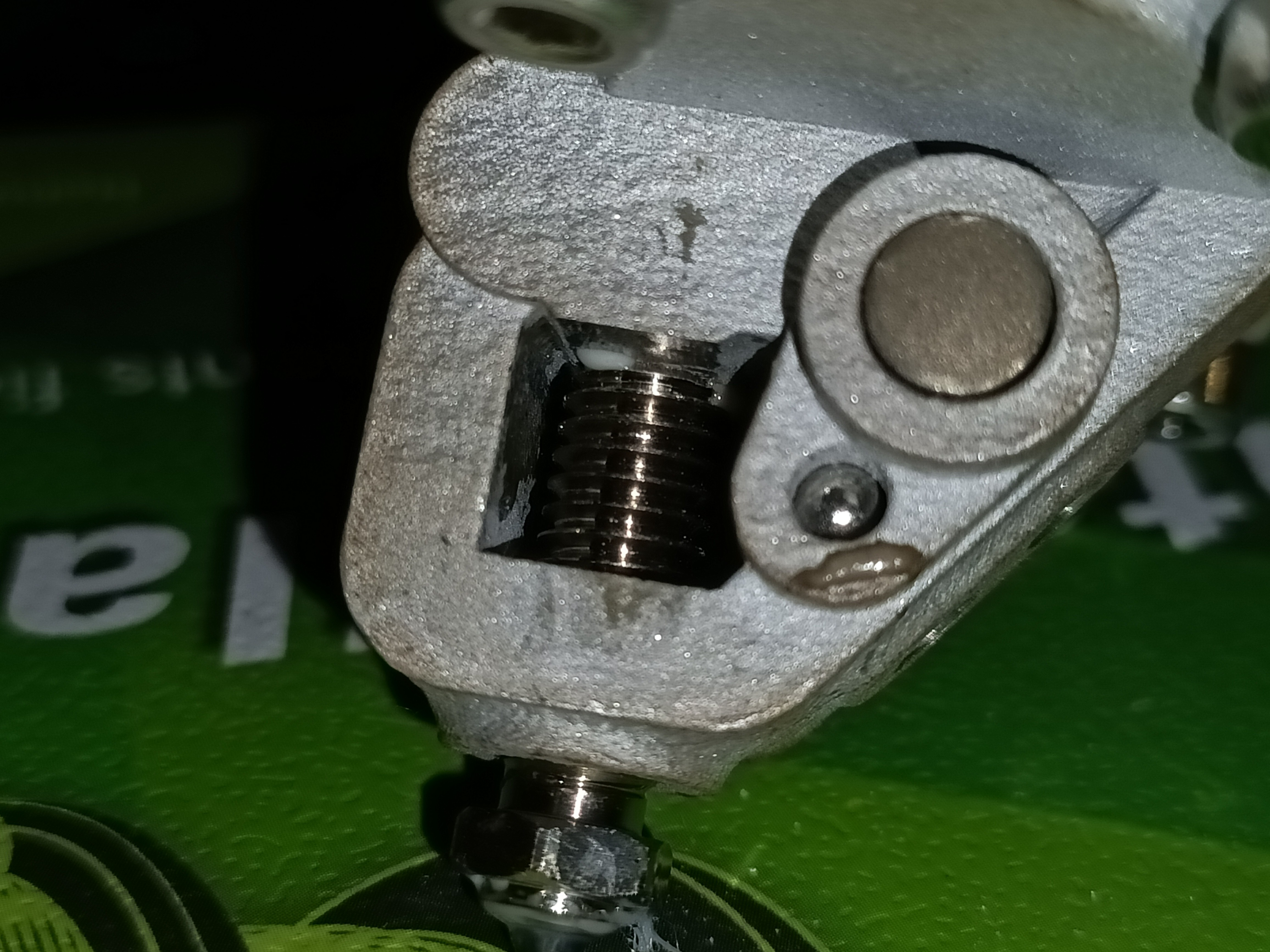
Had lunch, then heated the c8or to 250C to tighten things at temperature, such as the apparently-leaky Channel-5. Next thing I know, I've got a kill() message on the touchscreen and see that my temp is sub-200 degrees. I command a reheat but there's no power being taken from the PSU and the temperature is still falling, so I wait for a cooldown and get a measurement.
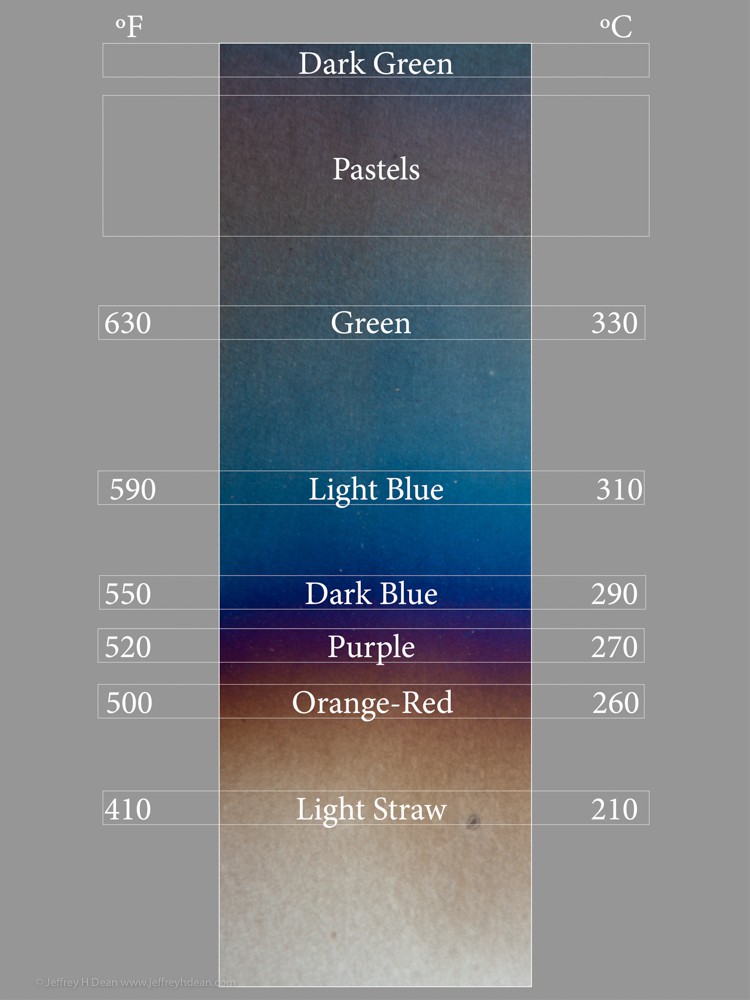
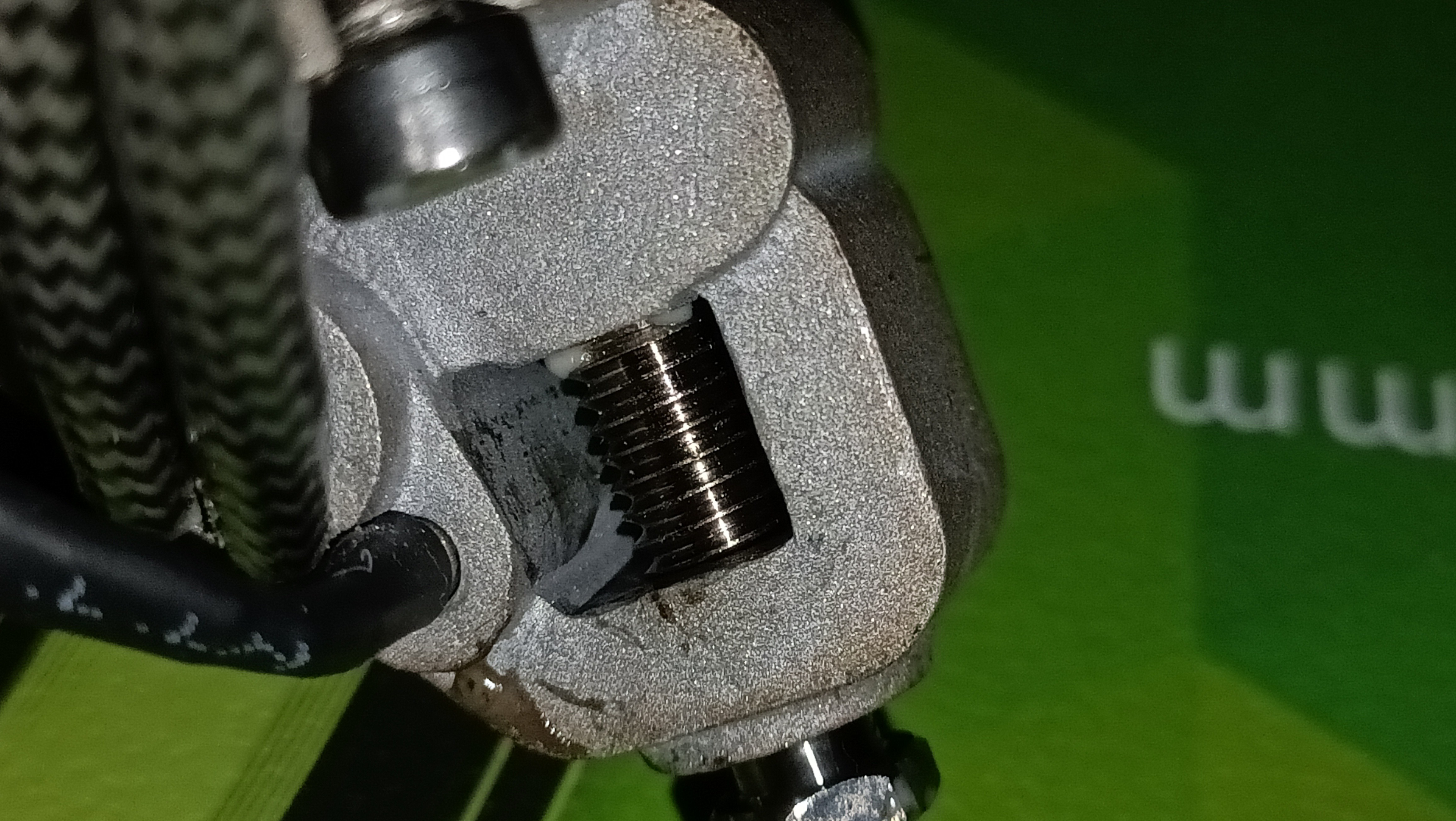
Next morning, I had measured it to be an expectable 2.9 Ohms. Now, it's 4000 Ohms across the PCB terminal blocks, which is just from the PCB itself. The actual resistance of the cartridge is now at least 0.3 megaohms. I have worried that the airgap could be an issue, since I never expected to need to put 200W into this hotend. It's very easy to visually see which side was connected to the walls and which side was held by the grub screw:
Looking at the following steel chart, it seems that the surface peaked at over 300C, with some of the thermal energy being conducted through the grub screw.
I assume that a thermal interface compound might be needed to conduct better than the air gap.
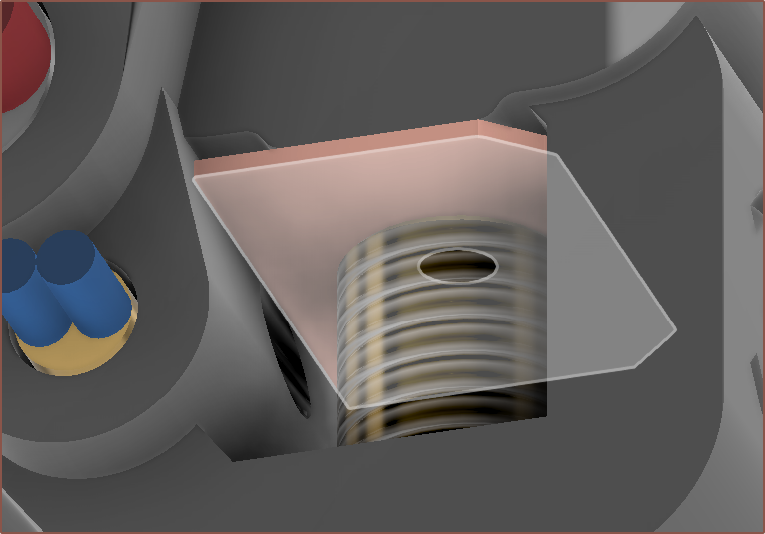
It might be possible to design R3 to clamp around like a volcano hotend (see below) but I'm not sure on if the c8or will flex correctly. Due to the lack of space, the clamp might have to compress both the cartridge and thermistor at the same time.
For now, I will see how long a new cartridge lasts before making conclusions.
Connectors
On the next day, since the cartridge longevity has now come into question, I stripped off a bit of cartridge wire and installed it into a lever connector to see if it clamps securely, which it does. Thus, I cut 80mm of length of a new cartridge and installed it into 2 lever connectors taped together:
80mm is a bit short, but it should be fine for the ideal connector I could order:
On the other hand, after putting everything back together again, 80mm might actually be perfect since it helped keep the other wires neat. The new cartridge is 3.3 ohms, corresponding to 175W.
Speaking of connectors, I was able to find another M6 PTFE connector that looks nice and has a hexagonal hole so an allen key can be used to tighten it. I'm hoping that these are easier to connect/disconnect than the ones I have now.
As somewhat expected, the current connectors is easily the reason behind a lot of tediousness currently.
Thoughts on fans
Considering there is so many wires and tubes already, I'm considering ducting the airflow through tubes, though I know from #TrueTent TempLab [gd0143] that it will reduce the airflow.
I'm also considering putting both fans on the right side of the hotend to further 2-dimensionalise it.
While trying to load filament, Ch3 had the most material in it by far. It's also the one furthest away from the fans. I've taped over the grill to make sure I'm not losing air pressure prematurely.
Next attempt at the octagon
I flashed the new extruder locations after moving the cables around, as well as tightened the heatbreaks and nozzle:
Decided that I want to focus on the main use case: 6 spools into 600 virtual filaments.
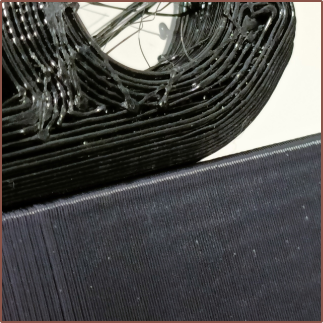
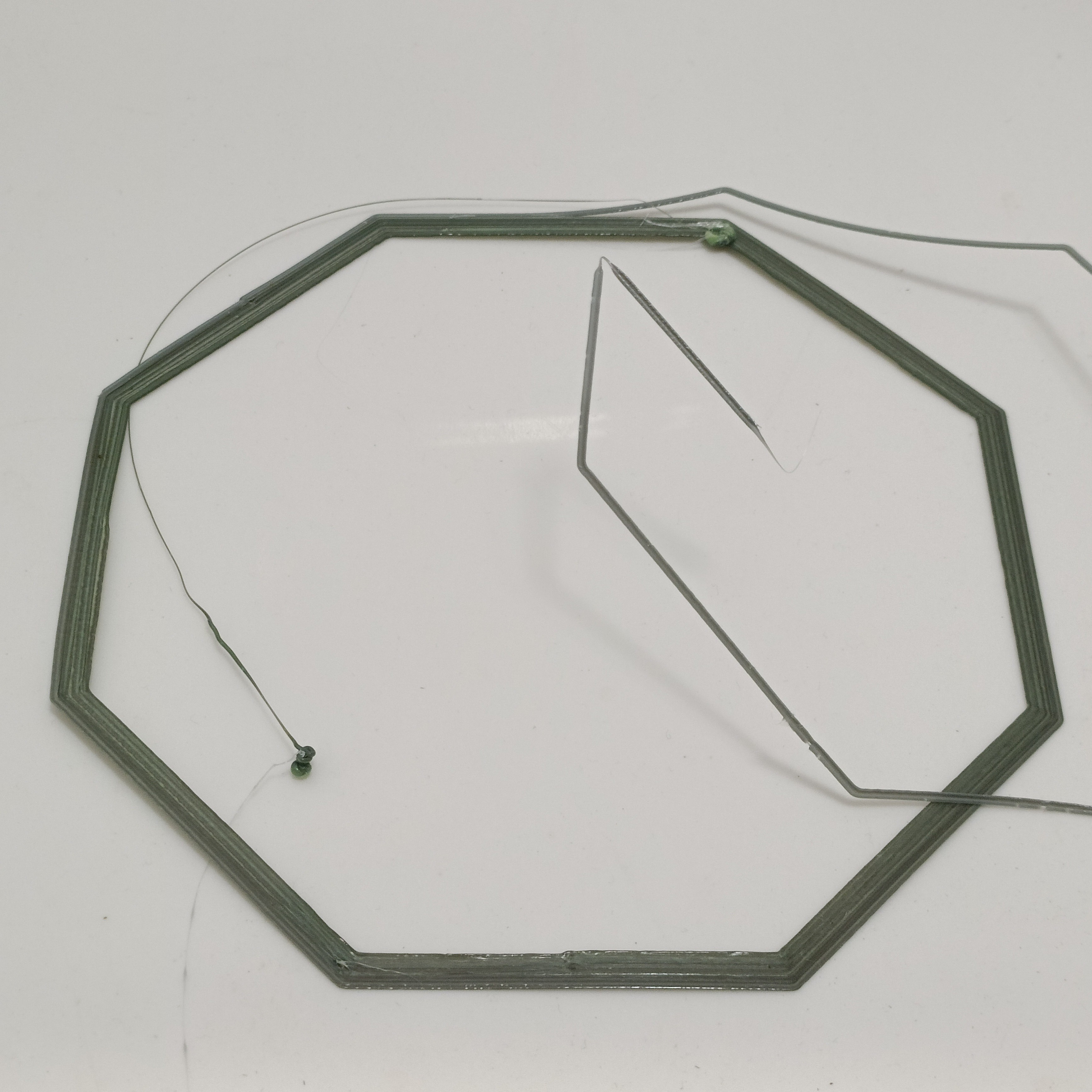
I only got 5 minutes into the print before I decided to cancel. Material wasn't sticking to the bed, and its temperature felt colder than I'd expect for 70C. It's also so I could detect and catch leaks early. The result is promising that the material looks the same in all 8 directions:
Just like paint, mixing a bunch of colours = muddy green it seems. That blob is because "G28 X Y" wasn't understood by the printer for some reason. It doesn't seem like the TFT24 cancel gcode is working correctly because it didn't turn off the heaters either.
Leaks and seals
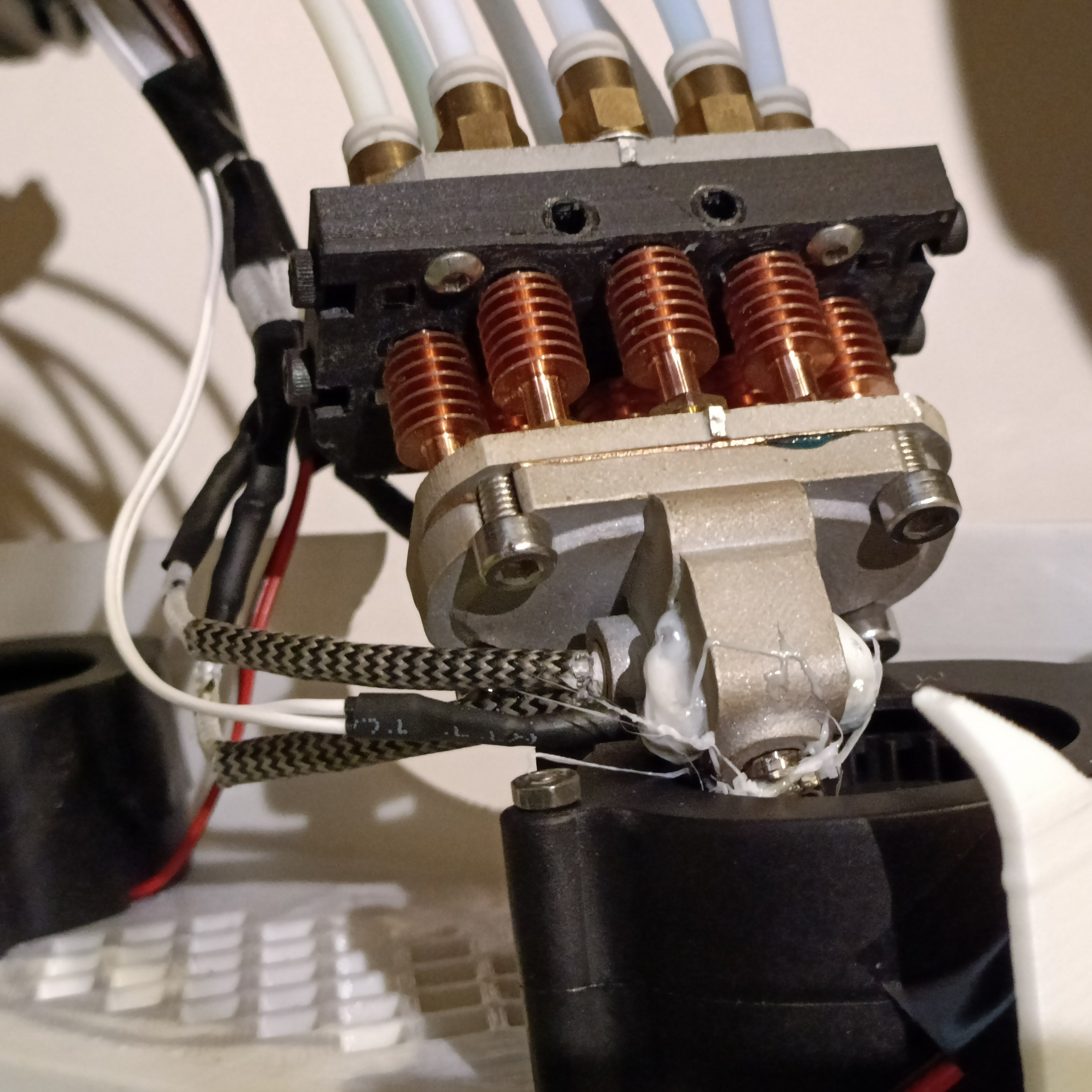
I have minor leaks around the hotend and major leaks at Ch 1, 8:
This is the kind of leak I'm probably getting on the 4-in-1-out Coaxial Hotend and Coaxial8or R0 but it would've taken much longer to detect.
Thus, my next course of action is to get a new clamp plate out of steel and perhaps a copper gasket for the output:
The chamfer is to show directionality. The output hole is slightly offset from the center. I tried a uni-directional slot cutout but I don't want to add extra variables that could affect the result so I'm going with directional for now.
The next sealing strategy is to use Kapton tape, which has a continuous operating temperature of 250C and should allow printing of all but perhaps Nylon (CC3D PBT Pro sounds like a good alternative from reviewers) and Polycarbonate (and ultra high temp materials that would exceed the thermistor). I've got 5mm tape so I could try it.
Removing the gasket
I noticed that both input leaks are happening under the copper plate. Perhaps it's causing the leaks in the first place. My hypothesis is that 0.7mm is too thick of a gasket for this application.
I was able to use the cover as a hotend holder:
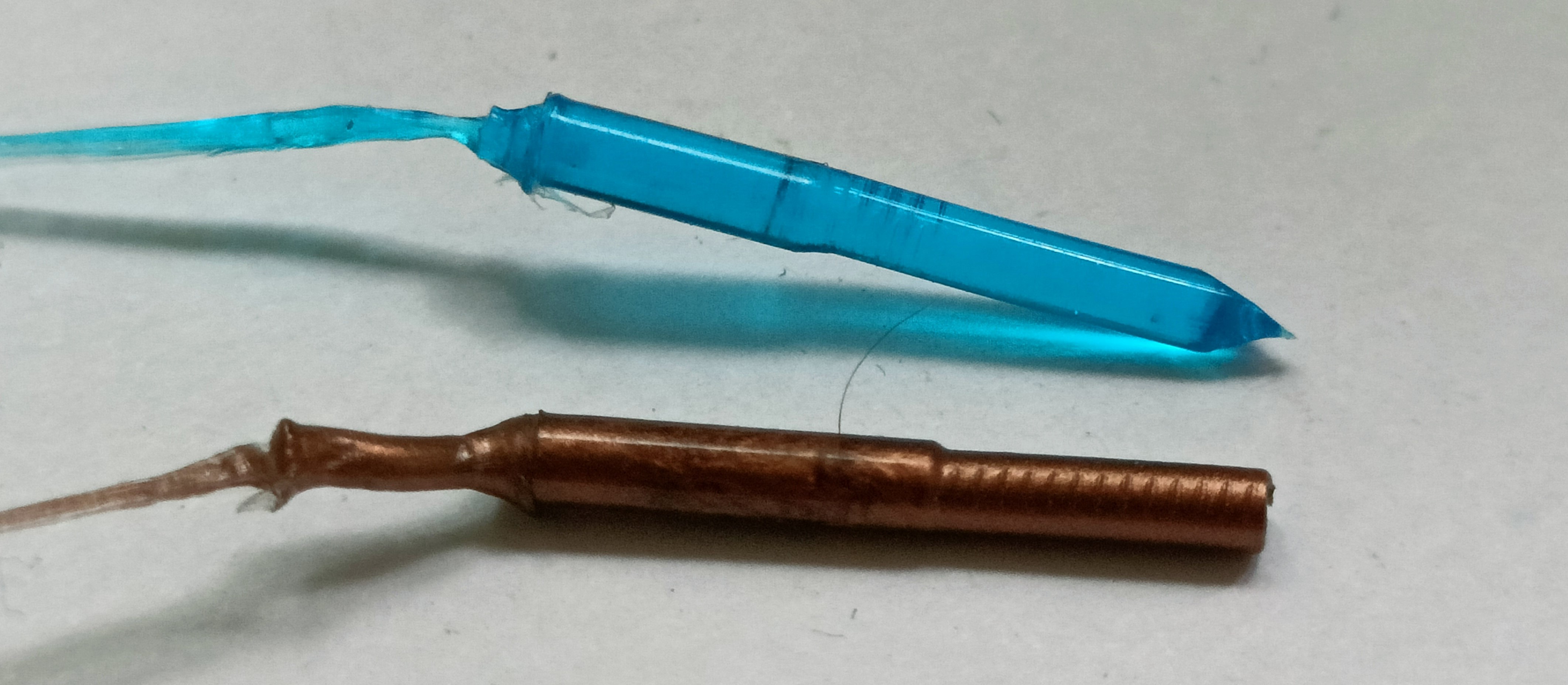
Heated to 220C, unloaded all filament, cooled to 130C and pulled the c8or apart from the clamp plate. There was material in the heatbreaks and I was able to remove all but 2 channels (TransBlue and Yellow). The modal length is 8.5mm, with 7mm, 11mm and 12mm lengths being cyan, white and transparent respectively. It seems this is approximately where the first copper fin starts.
After failing with pliers, I was able to use a nozzle wrench to hold the block by the nozzle and a part removal spatula to separate the gasket.I'm now considering adding a hexagonal extrusion so that the c8or can be held like this for tightening at temperature.Indeed, it's the seal between the gasket and the c8or that doesn't work, not the seal between the gasket and heatbreaks.
In actuality, it might be that the heatbreaks actually come with a built in "sealing washer" and so an additional gasket is counterproductive:
These mozzle heatbreaks I've got really are like an all-in-one solution, combining a heatbreak, heatsink and washer in one package! Other than reducing things that could fail, having the heatsink integrated ensures the best thermal transfer from filament to air without the need for thermal paste.
Cleaning attempt
I tried to heat the block to 180C so that I could wipe off the material, but instead, material from the chanels started expanding out (creepily) and so I turned off the heat. I wondered if I could use this to my advantage and pull the rest of the material with the small blobs that came out, but it just pulled out material from within the c8or.
I was going to try and use emery cloth, but the thermistor is stuck inside for some reason. In contrast, the heater cartridge was actually loose and came out without even unscrewing the grub.
I tried melting a strand of filament on the thin film of plastic but it didn't pull off with the filament.
I was starting to render R2 when I remembered that I was able to deboss my logo onto the Unibody Coaxial Hotend and saw that there was ample flat space to add it now.
Thus, that's what I've done. I've also extended the M4 hole for the thermistor so that it's easier to tap.
What it looks like:
What it feels like (because I decided to loop EO - German (0.9x speed) while modelling after it recently popped in my mind):
The technician sanding the milled face on emery cloth gave me an idea. I should've taken a picture, but I had put the unmilled input face against my calipers. While I could see gaps of light, the average was flat, not warped. Thus, it might be possible to manually polish the face similar to sharpening a knife:
I'm also considering adding an M3 thread in the center of the coupler plate so that a safety thermistor can be secured, though it's probably better to instead use a thermal fuse. The scewable ones only go down to 95C though:
Thus, the best solution is likely sticking a metal fuse to the plate using dual-sided 3M 468MP:
I'm also considering remaking the clamp plate out of (stainless) steel as it's 3 times as stiff as aluminium. The current plate seems a tad flexible for my tastes.
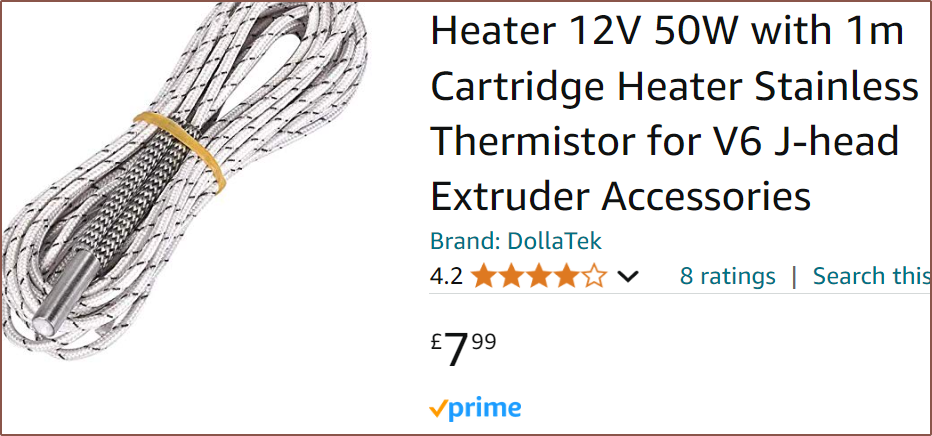
In a way, because of the black lines, it actually looks higher power than the 70W cartridges.They look pretty nice and the quality seems indistinguishable from the 70W cartridges. The only sign is the "12V 50W" written on them and the fact that these measure 2.9 ohms instead of the 8-or-so. I also confirmed that the conductor is 0.5mm
After all these years, I've finally figured out that it's best to use wire snippers to strip this braided insulation. In the past I've tried using my dedicated wire stripping tool and it's just ended in frayed insulation.
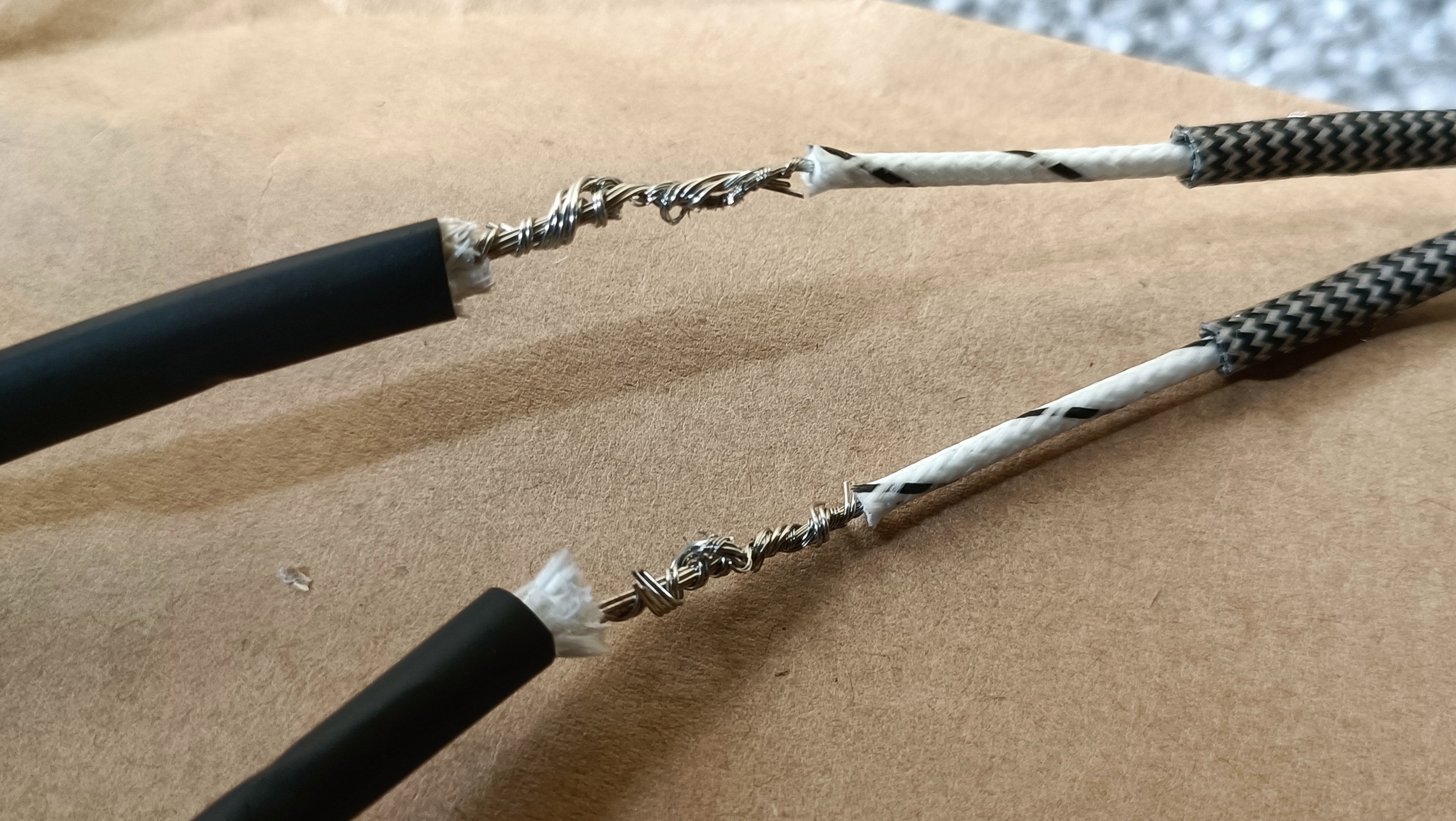
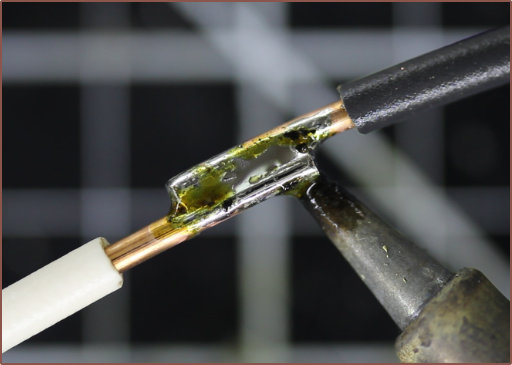
As I want the highest confidence connection between the short 1 metre cable and the extension cable (from the other 70W cartridge that got drenched in plastic), I tried a new (for me) way of wrapping the conductor strands together. For starters... I actually wrapped the conductor strands together. Usually, I just try and get the wires close together and solder between them:
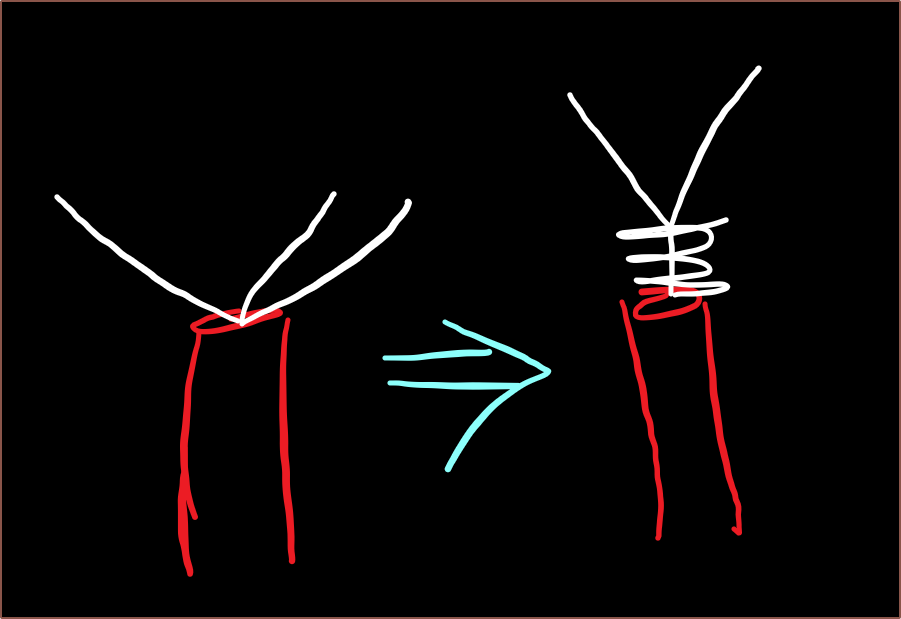
I saw the strat on facebook but I couldn't re-find it and so I memorised it incorrectly. Essentially, you make a Y shape out of the strands on both and then intermesh them. Well, that's how I remembered it and it was obvious that it wasn't that because there'd be no space for the wires to wrap. It's only now that I'm writing this that I remembered that you're supposed to take one of the outer strands and wrap it around the first two:
I think you can then twist together each strand from the two wires between each other and then wrap the whole thing around itself.
Well the twist I ended up with looks like this:
Top is unsoldered, bottom is soldered.It seemed to solder nicely by first heating the wires and then adding solder to it.
Rewiring
So I take out the old cartridge and, to keep the thermistor from touching the heatblock, I had thread it inbetween the cartridge wires yesterday. That meant that I had to remove the thermistor too.
So I do that, unthread, insert, screw the grub and start tugging to make sure that thermistor isn't going anywh--
*pop.sfx*
"W-why did I hear a pop sound?"
Have you ever read a review, thought "I guess?" or "What are they even talking about?", then some X event happens to the product you bought and you instantly think back to the review? Well I remember reading a review that went something like:
2 star: It's hollow inside
Me in The Past: Why does that matter?
Why it matters:
Well, as it turns out, the thermistor is only held in by the brass crimp on the insulation. It's free-roaming otherwise. At least I found this out now when I'm re-wiring, and not when a 200W cartridge is installed on a hotend moving at 200mm/s. That also explains why the thermistor readings seemed kind of delayed when I did an initial test heat to 40C yesterday (with a finger on the block to feel if it was getting warmer).
I tried cleaning the old thermistor from R0 but the PETG was unscathed.
So that's now another -£6.99, but this event is the reason I wanted to spend a bit extra on fast delivery; I don't know how many hurdles are going to springboard out of the ground and I'd rather not incur an 8-day delay every time the Coaxial8or needs a new part.
At least these thermistors are 2 metre. Unsurprisingly, reviewers are loving the length and there's no "it's too short" reviews to be found.
These thermistors should hopefully be better since, like the cartridges, it's made of stainless steel. This means it shouldn't crush when I tighten the grub screw. It also looks like it'll actually entirely fit in the slot, unlike the one that just broke.
I also decided to get more filament colours, as well as ABS so that I can test to see if I can encase it in a thin coating of PETG and print it on an open printer without delamination. I got silver to be able to test the goal of being able to buy one material spool and then colour it as it prints.
Wait! Pause!
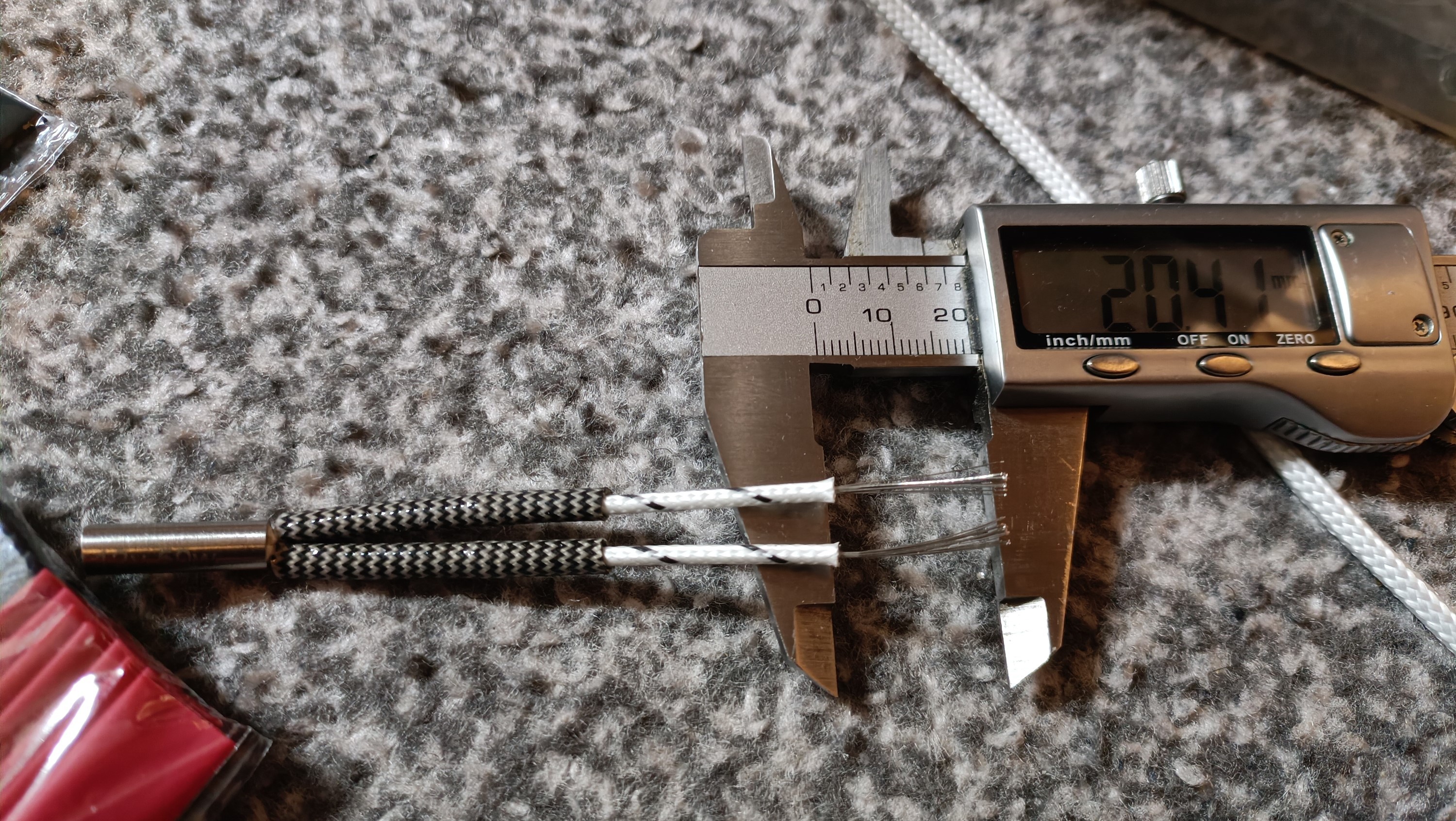
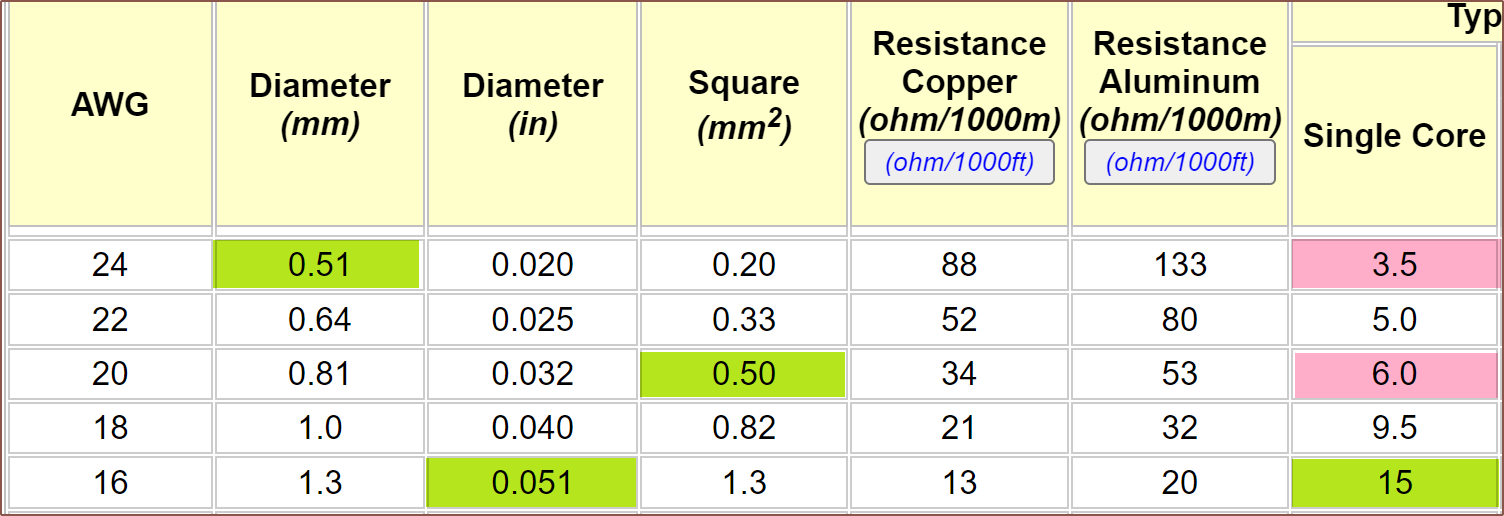
While finishing up on this log, I was going to mention that the wire is 0.5mm diameter. When I looked up the current carrying capacity yesterday, it couldn't've given me the 0.5mm2 current carrying capacity because that's still too low, but the 0.5in diameter is an actually decent value:
This does seem to make a lot more sense, considering how much current the 70W would usually see:But does that mean that the preinstalled wires for the 50W cartridges are under specced? Or perhaps a silicone + fiberglass insulation allows higher current to be used compared to traditional PVC?By this logic, AWG18 could work too.
In any case, 200W is hotbed-levels of power.
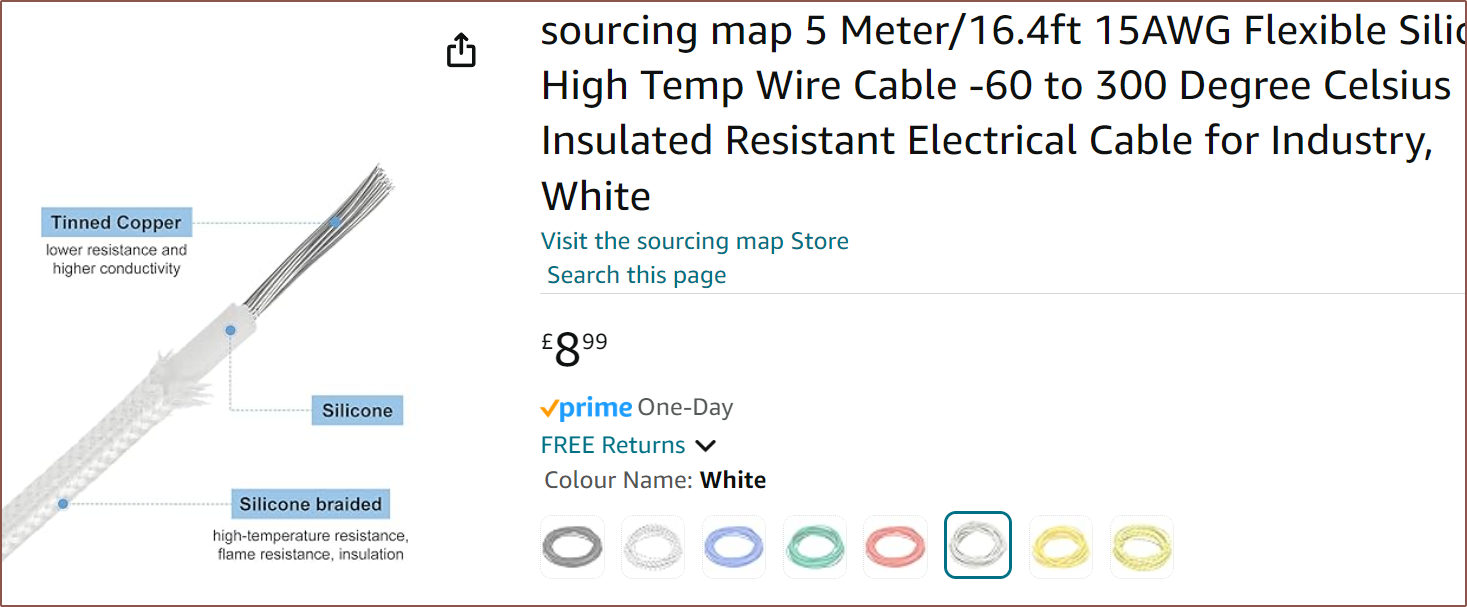
The best-value, fiberglass sheathed silicone wire I've found is 8.99 for 5M of 15AWG:
For an extra 50p, you can get 14AWG in all the other colours. For 50p less, 17AWG is available.At the same time, there is 4M of 15AWG wire for £6.99 that has an even higher temperature rating, but I don't have any experience with Mica:I guess there's a first for everything.
As you can see, I've been able to assemble the Coaxial Hotend once again after 5 entire months.
The print
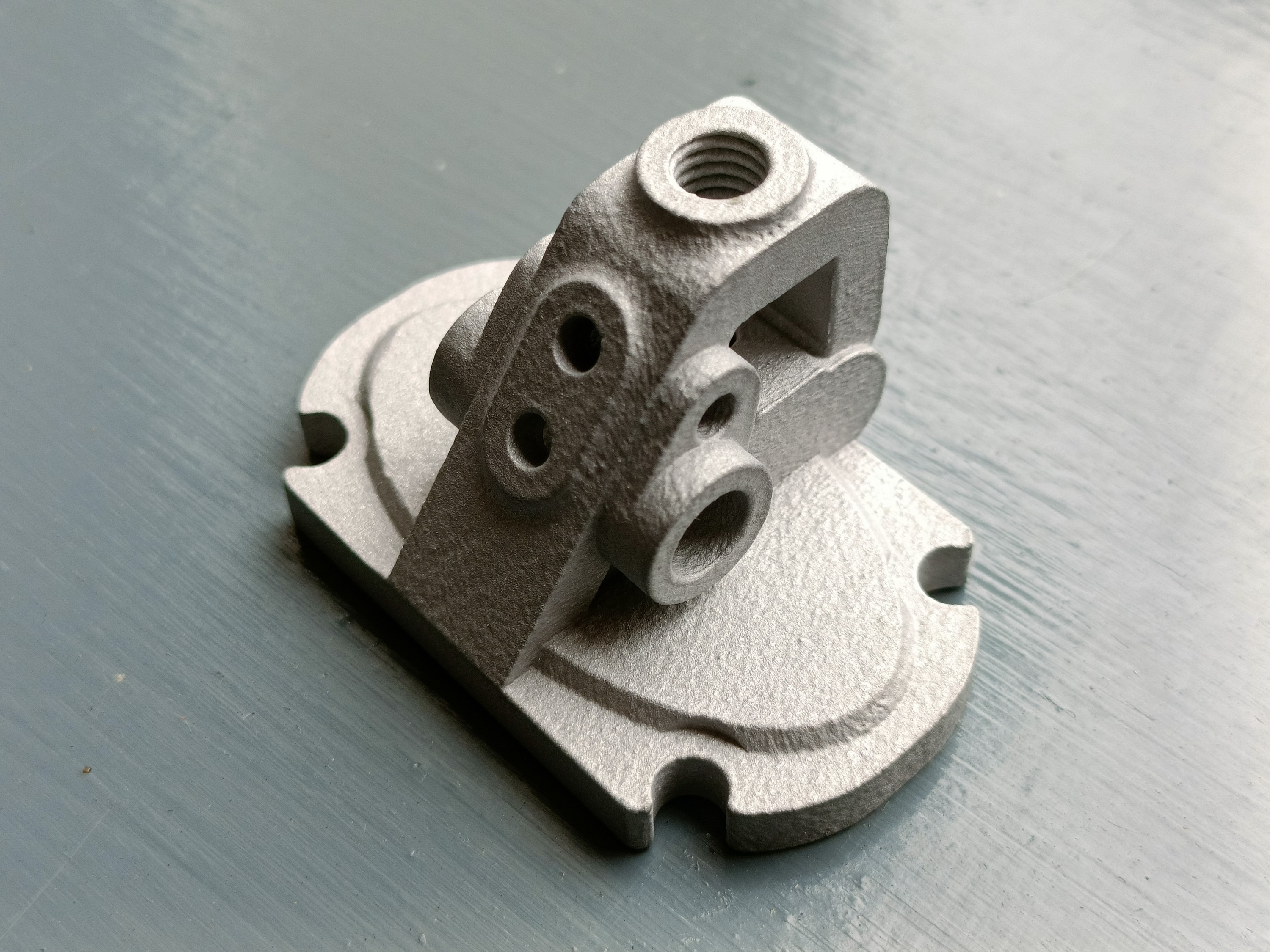
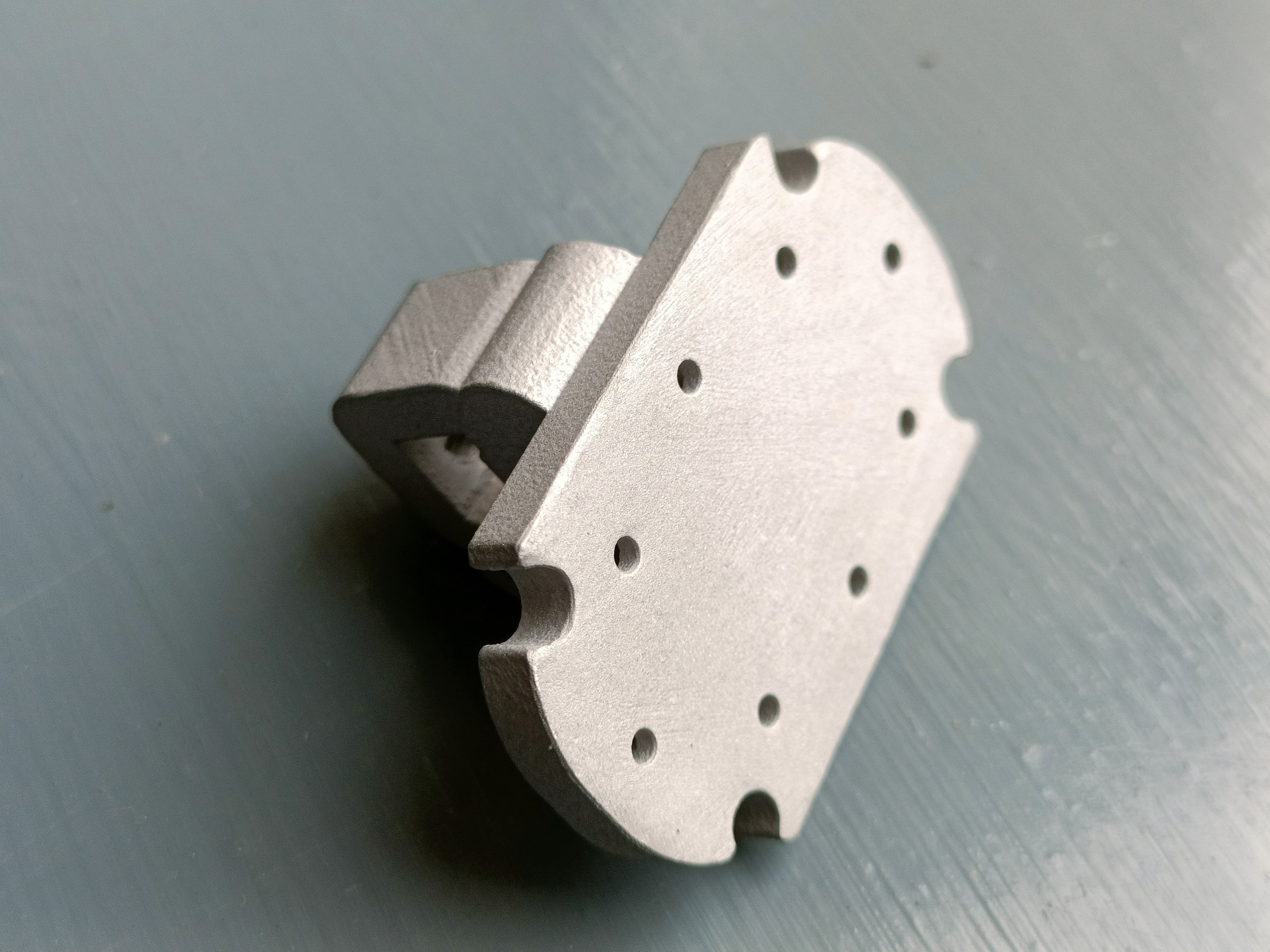
It only took PCBWay like 5 days to process this revision and it looks very close to expectations too. The overhanging thread is a bit noisy (see below) but the rest of the thread came out much better than previous versions.
Seems the thread is rough in the topmost (when printed) quarter (i.e. NW to NE)See how the thread looks quite nice?The top face looks just as good as previous versions against the build plate. It seemed like this revision warped less.
The CAD is 27.9g, so ideally it should be at or less than this weight. Thankfully, it was 27.5g, suggesting that there isn't any trapped powder inside.
Tapping, filing and machining
First I did the tapping and filing. The tapping was business as usual from R1:
It seems that the M6 needs about 6mm of space to tap fully, so it's good that I modelled 8mm of space. The only thread that gave me some trouble was the thermistor M4, but I was able to get it so that a bolt would screw inside the hole to make it look like a D shape. I assumed that would be good enough.
I forgot to measure the width, but I found this 1.4mm thick file that seemed to do a good job at smoothing the nozzle mating face.
I'd guess that the file is 6mm wide.
The file removed material slow enough, and there was enough area to press onto, that I felt confident that I could file it without fear that I'd end up with a tilted face. It took like 8 minutes to give it a shiny, brushed look:
I was able to see and ask about how the face is flattened this time. The technician used a "face mill" and the only questionable part was clamping it against the heater cartridge tube; the vice is hydraulic and could potentially crush the print.
It took 4-5 minutes to prepare the machine (clamp the part, home the tool, lower by 0.15mm) and less than 30 seconds for the face to be flattened entirely in one single pass. Then the technician scrubbed the face in circles on some emery cloth.
Installation
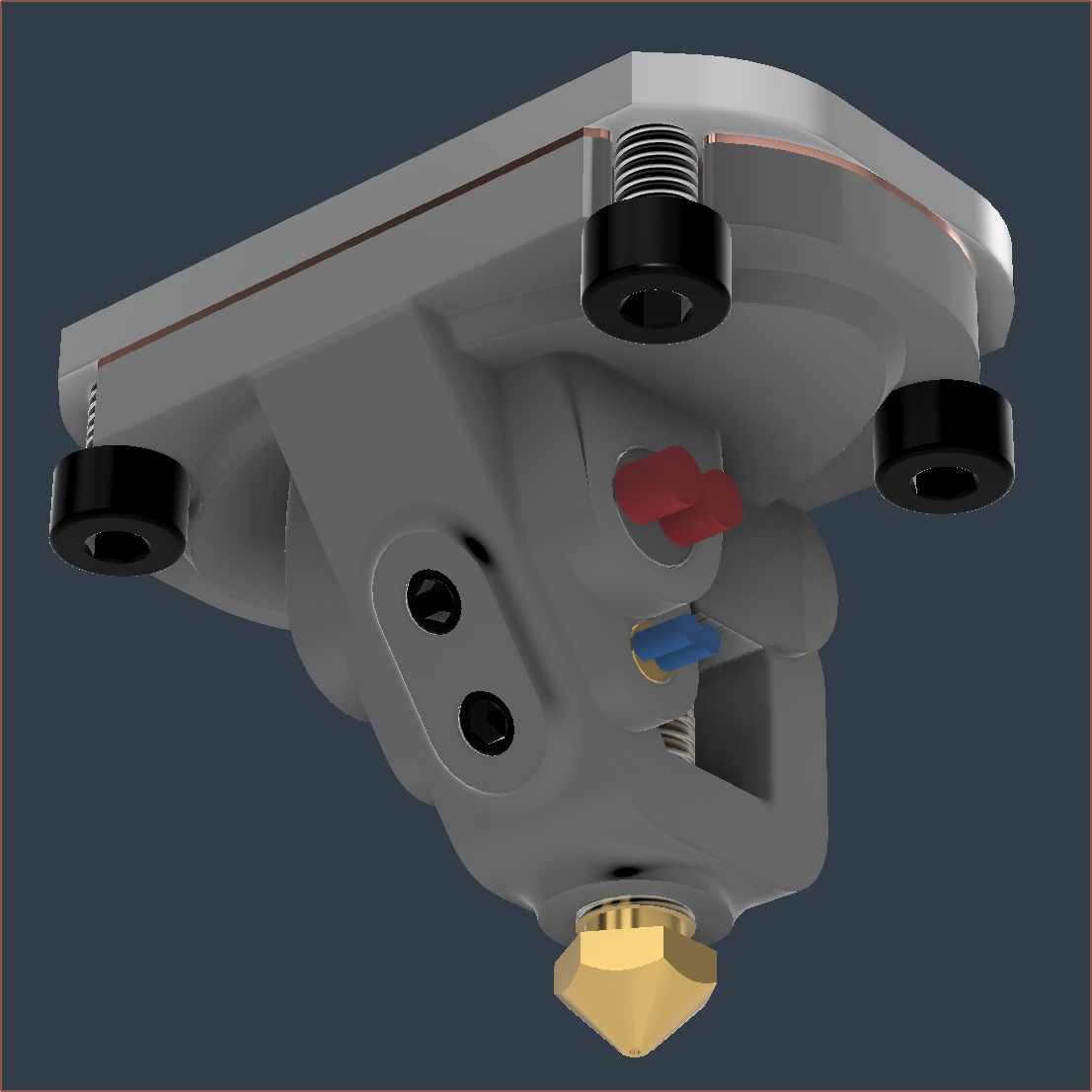
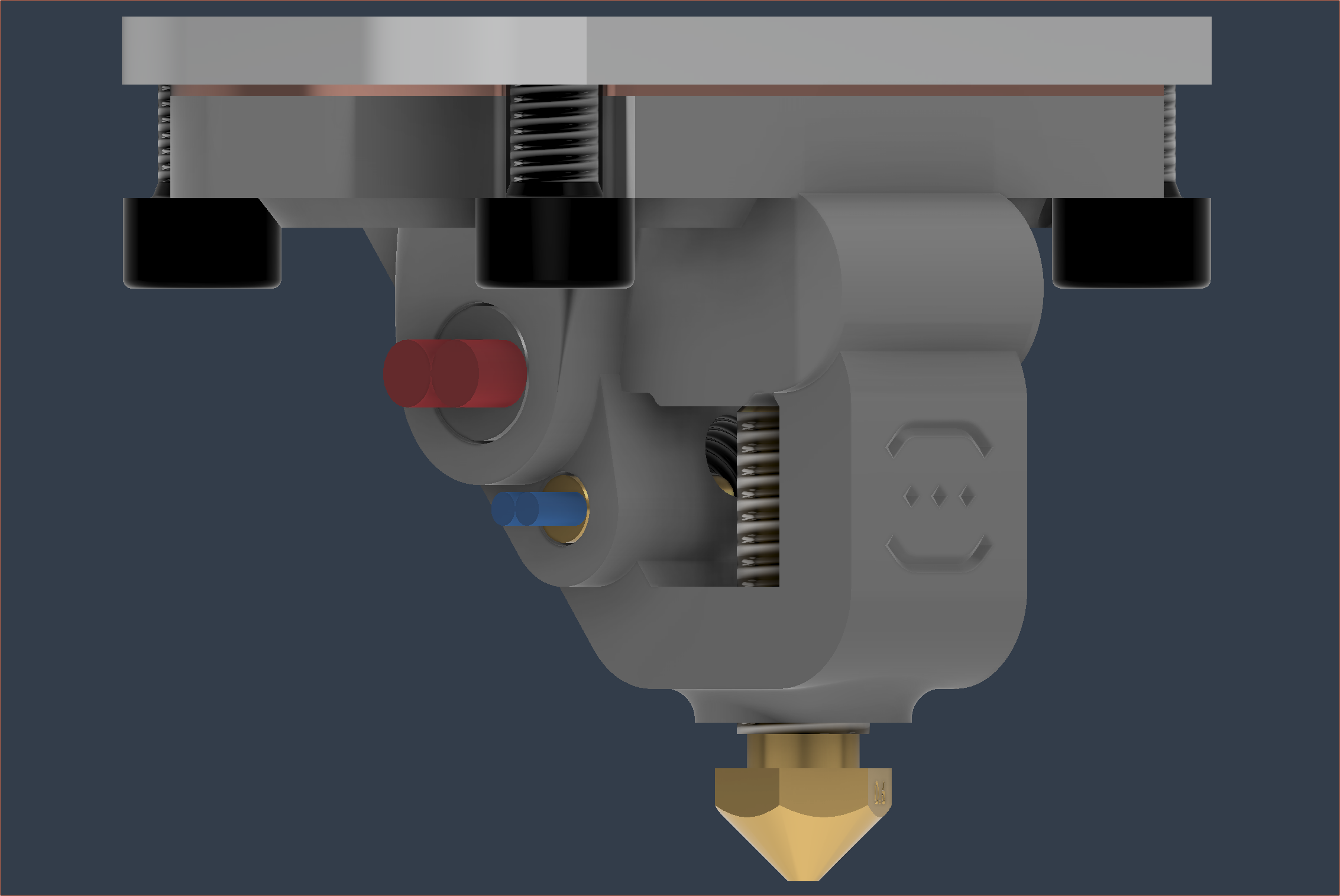
I screwed in the other components, like the fancy Mellow nozzle that makes this hotend look extra nice:
With the plate installed, I was able to confirm that there's no powder inside by using a syringe to push air through one input (covering as many others as I could with a thumb) and feeling the air from the output.
Found a HearWeGo track (Ptr - After The Storm) to calm / focus myself, since I'd like to reiterate that I've been putting sweat equity into this project for 5 months just so that I can facilitate a rematch from where I left off with c8or r0.
I then proceed to:
Take out the old wires
Flash new firmware for the Octopus and Touchscreen
Test to make sure the 70W cartridge still works
Reflash firmware, using the 504 (hotend) and 505 (hotbed) thermistor tables in Marlin
Eventually get the holder on the correct way around
Ideally, I was going to screw the coupler plate to the holder after aligning it, but the heatbreaks are so short that I couldn't fit an allen key in to tighten them.
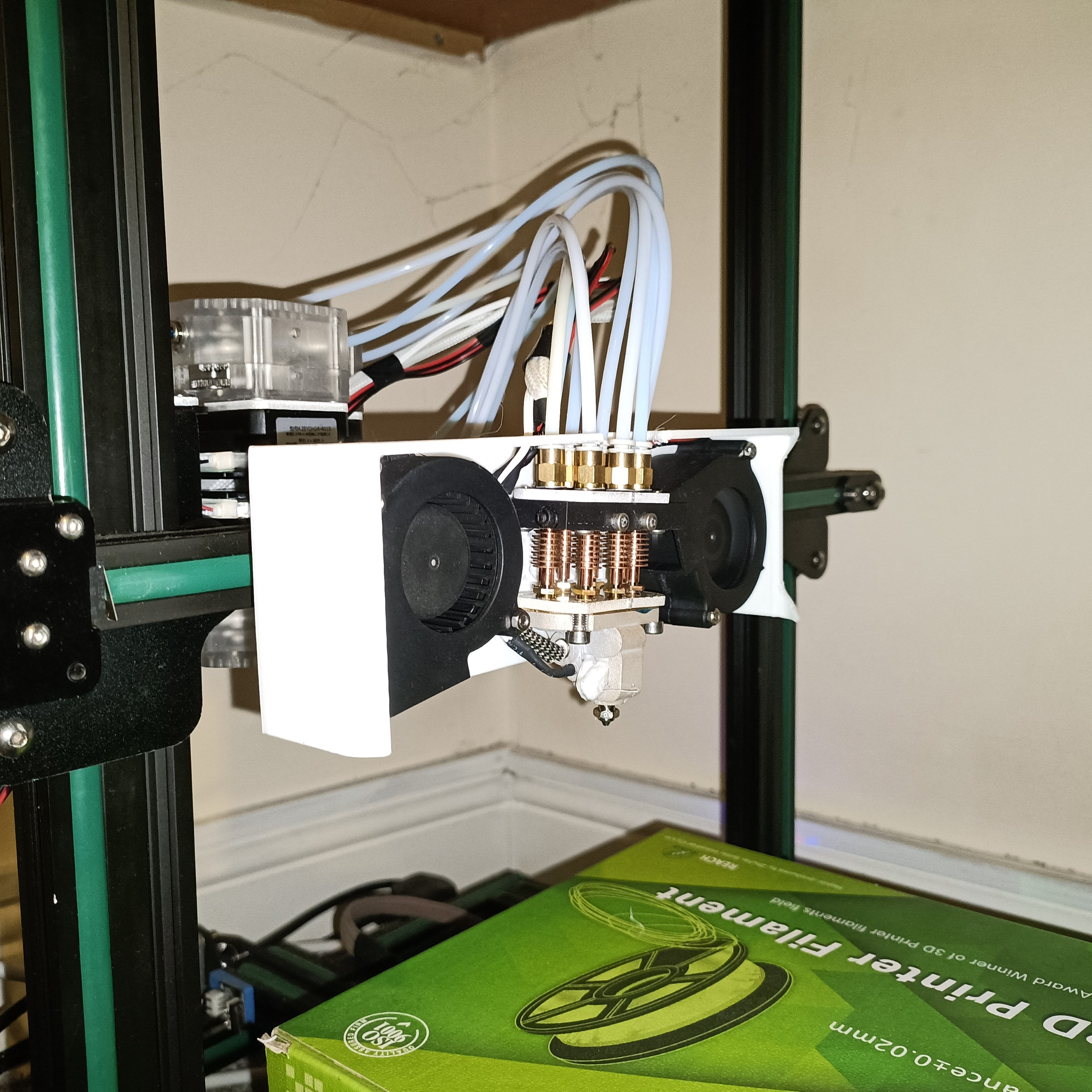
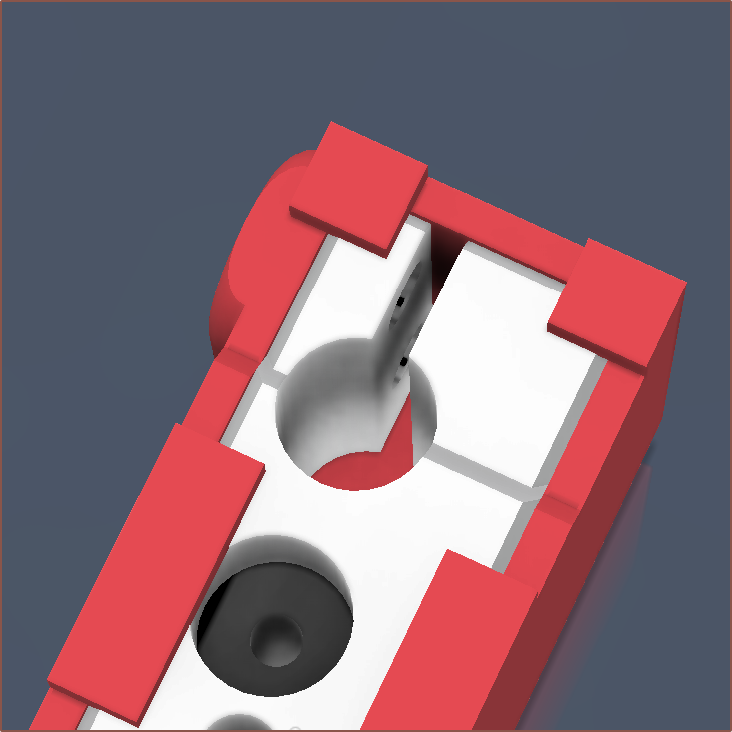
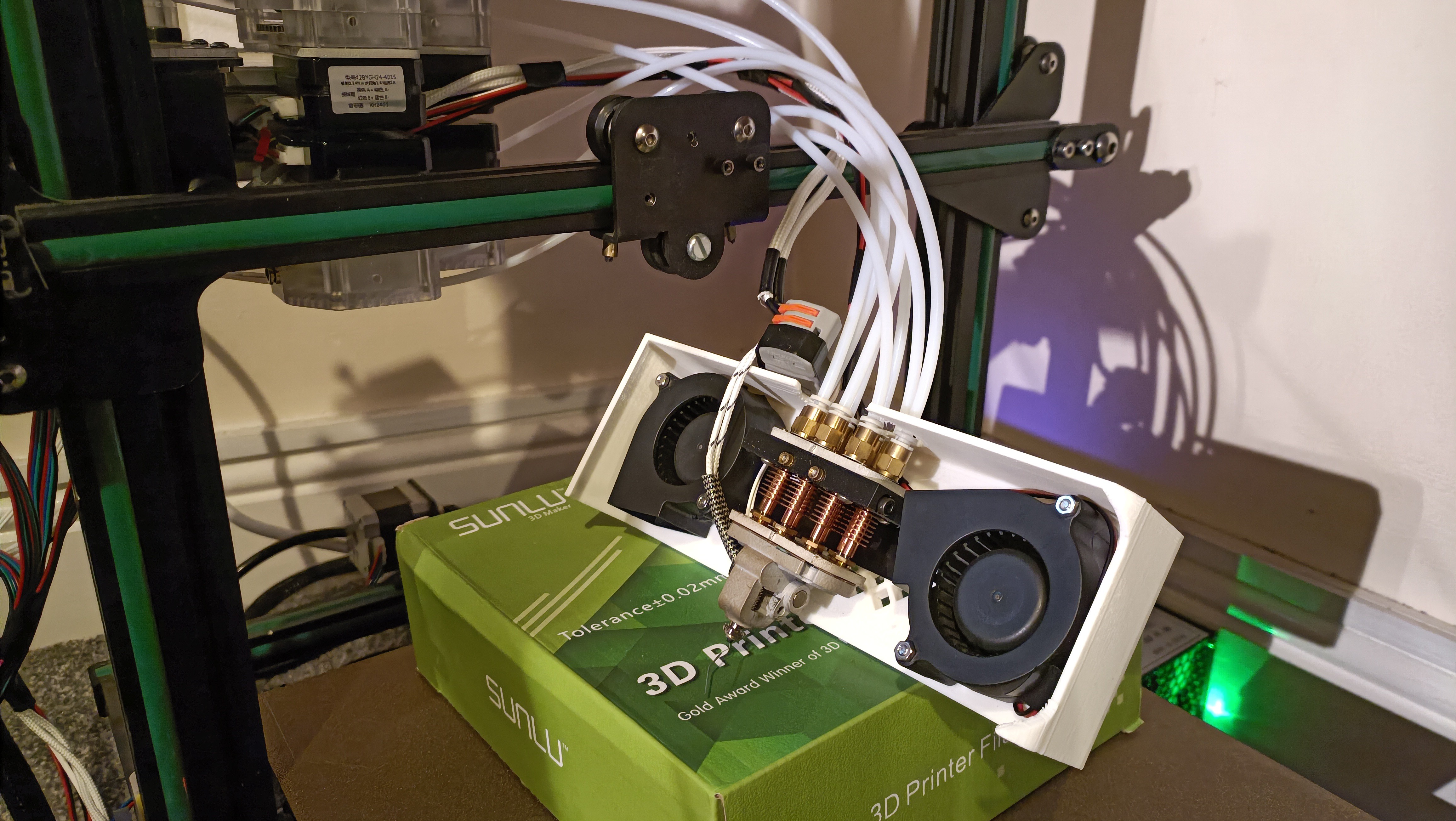
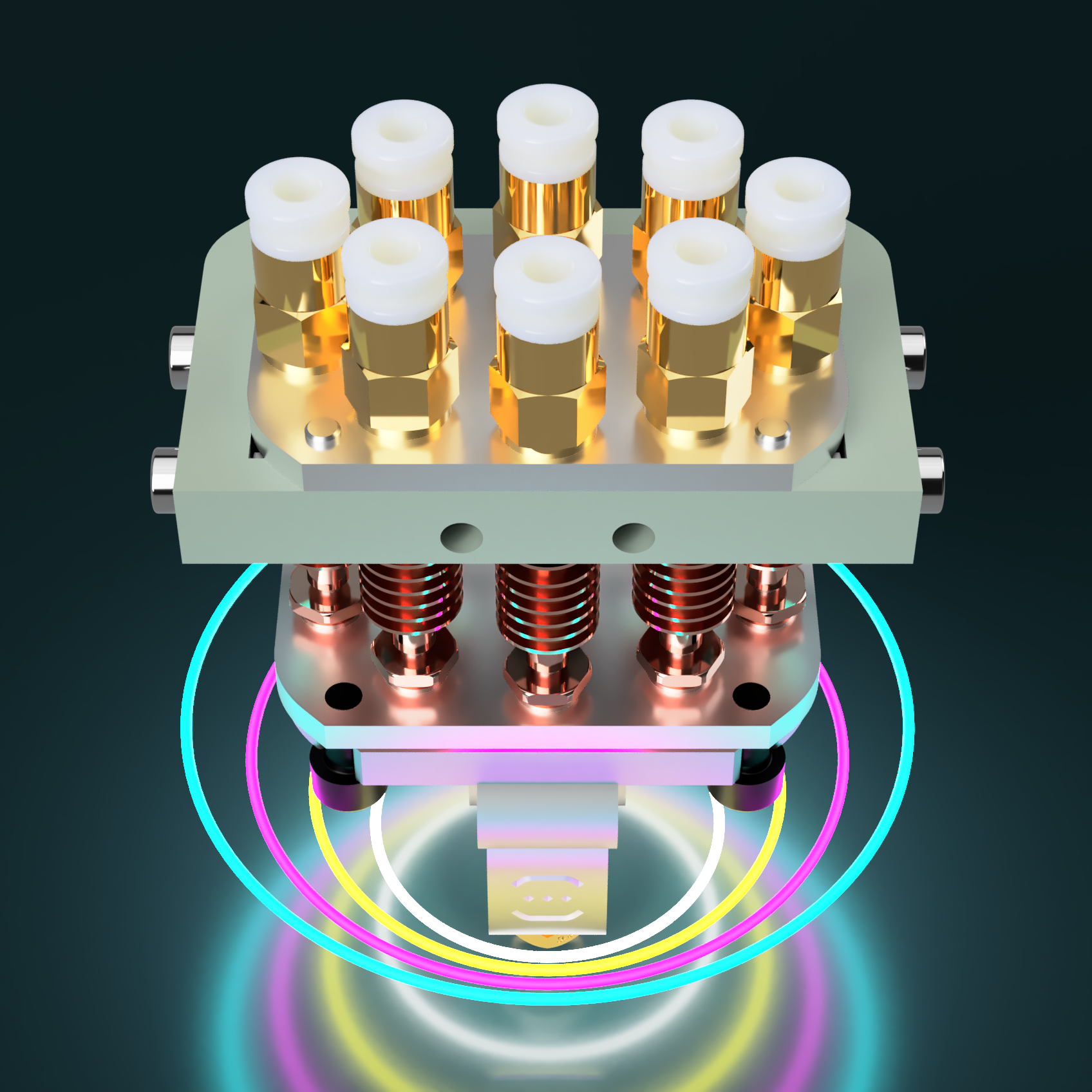
Install the fans
(this is the image at the top of this log)
Screw onto the CR600S
Use electrical tape to keep the new wire bundle together
Level the bed (and then do it again when I found out that the Z offset was wrong)
The next step was to run an MPC autotune, but the printer was taking an unexpectedly long time with the heater on max output so I connected up to Repetier Host to see what the issue was.
The issue:
Apparently, 70W is nowhere near enough power needed:
Repetier mysteriously stopped getting readings after 173C, so the orange dot is my extrapolation of the intersection of the heating/cooling curves.Me reacting to reality -- once again -- defying expectations.
I was expecting problems like "Big Leak-a" (R0) and "Fabrication Station" (R1), but not this!
It seems that enough heat is radiating away that the plateau point is somewhere around 185C. There's also a mysterious "non-log-arity" between 150 and 155C.
Next steps
In theory, I could try and wrap the heatsink in old-fashioned ceramic wool, but I obviously didn't design the R2 with this in mind. These have no resistance to leaks and they will hinder fast cooldowns (e.g. switching to PLA temps after printing a section in PETG).
I've also started on the beginnings of Coaxial8or R3, which trades a bit of futuristic form for thermally-conductive function:It doesn't look as good, but when the cover is on, you won't be able to see the difference.
Right now, the strategy is to just take out the 70W cartridge and install a 200W cartridge.
"Woah! They sell 200W cartridges now?", you might be inclined to ask.
They always have, just that they go by the trade name "12V 50W":
I decided to go with 5pcs x 1M for £8 that will be delivered tomorrow, rather than 2pcs x 2M for £5 that will take over a week to arrive from AliExpress. Not really sure why the industry chose to sell 1 metre cartridges as opposed to 2M where customers could cut to size if needed.
I have a bit more faith that the 50W, white-wire cartridges can handle the 8.3 (ish) amps than the 40W, red-wire cartridges. Additionally, my experience from watching the power reading in Repetier Host suggests that the at-temperature power should be around 40% of max, so if 70W isn't even getting there, I'm going to need a good bit more than just double
The Coaxial8or R0 really took its time to heat up, now that I think about it.
 kelvinA
kelvinA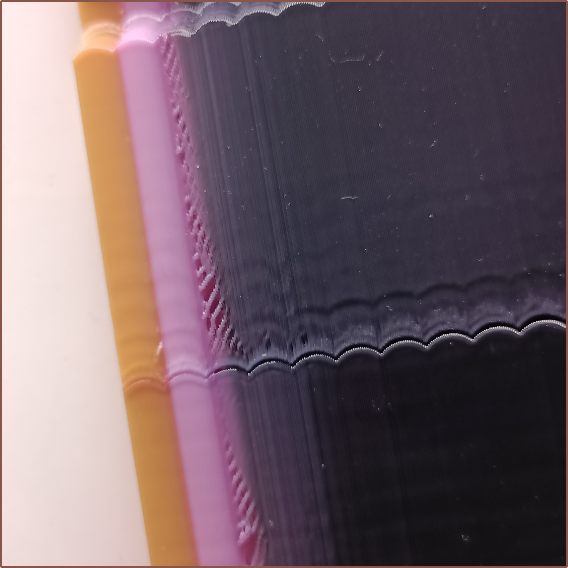

 As you can see from Marlin's diagram, It seems that I'm looking for the most "jagged" looking line throughout and the resonant frequency is the largest V or ∧. Unfortunately, the test pattern doesn't make that easy. I eventually came to the hypothesis that, in reality, the sharp point will actually curl up as the nozzle moves back towards the centerline. Taking the spring steel off the bed, I angled it around to see that one sharp point in a few of the lines was slightly raised compared to others, and I took that as the resonant frequency (highlighted in green below). I also thin 0.7 zeta looks the closest to the ideal (highlighted in blue below):
As you can see from Marlin's diagram, It seems that I'm looking for the most "jagged" looking line throughout and the resonant frequency is the largest V or ∧. Unfortunately, the test pattern doesn't make that easy. I eventually came to the hypothesis that, in reality, the sharp point will actually curl up as the nozzle moves back towards the centerline. Taking the spring steel off the bed, I angled it around to see that one sharp point in a few of the lines was slightly raised compared to others, and I took that as the resonant frequency (highlighted in green below). I also thin 0.7 zeta looks the closest to the ideal (highlighted in blue below):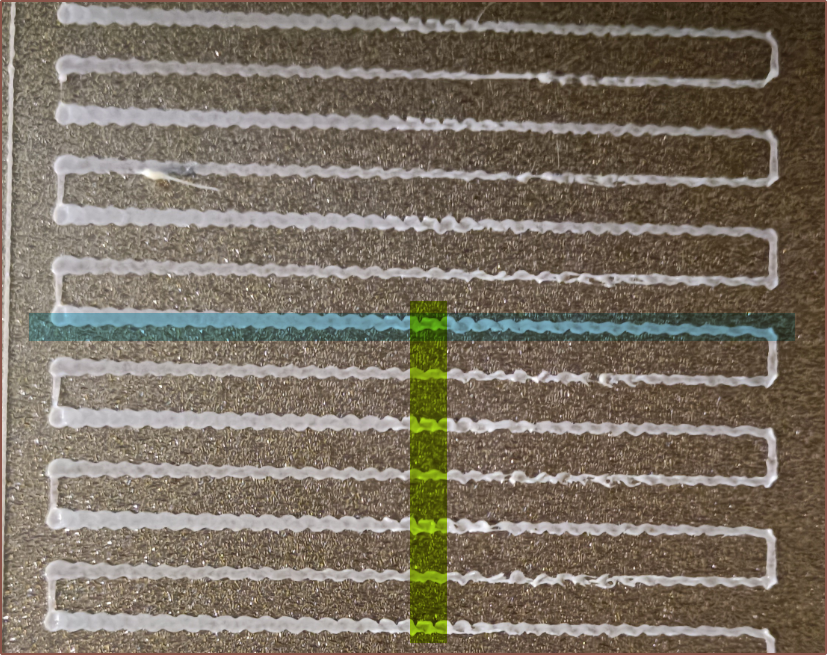


 I confirmed that I had .51mm, an expected thickness, and then 0.08mm. Still, it was a promising test as I couldn't see any leaks.
I confirmed that I had .51mm, an expected thickness, and then 0.08mm. Still, it was a promising test as I couldn't see any leaks. 
 Unlike LK99, this should be a valid independent replication of Nozzleboss' and CNCKitchen's findings in that FFF filaments can be "mixed" by coating one in the other and relying on subsurface scattering to blend the colours.
Unlike LK99, this should be a valid independent replication of Nozzleboss' and CNCKitchen's findings in that FFF filaments can be "mixed" by coating one in the other and relying on subsurface scattering to blend the colours. 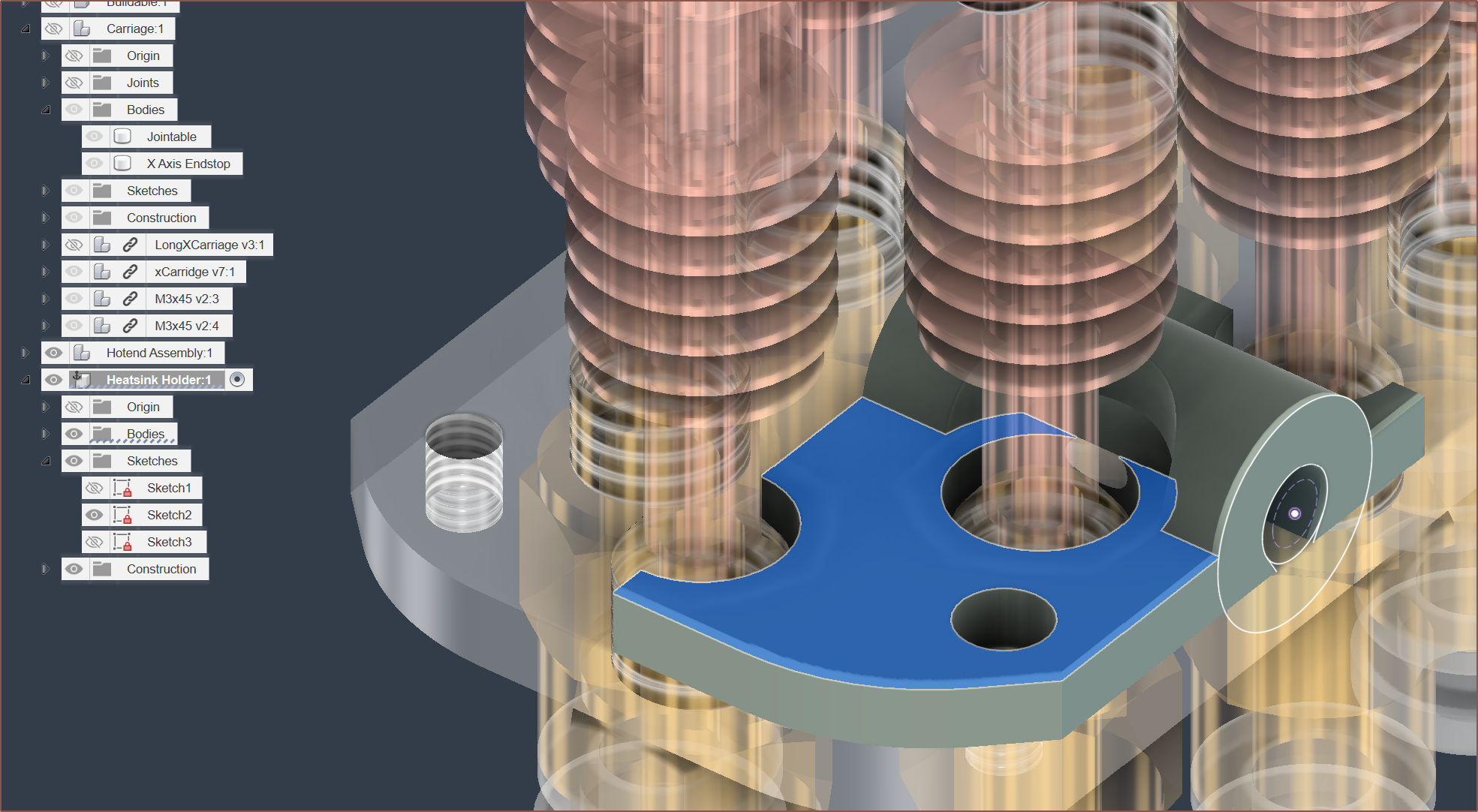
 The hope is that the aluminium plate provides stiffness and the white parts clamp the heatsinks with enough force that they stay in place. I don't know if a printed part will provide enough friction, but if it works it means that I no longer have to damage the surface of the copper with the grub screws.
The hope is that the aluminium plate provides stiffness and the white parts clamp the heatsinks with enough force that they stay in place. I don't know if a printed part will provide enough friction, but if it works it means that I no longer have to damage the surface of the copper with the grub screws.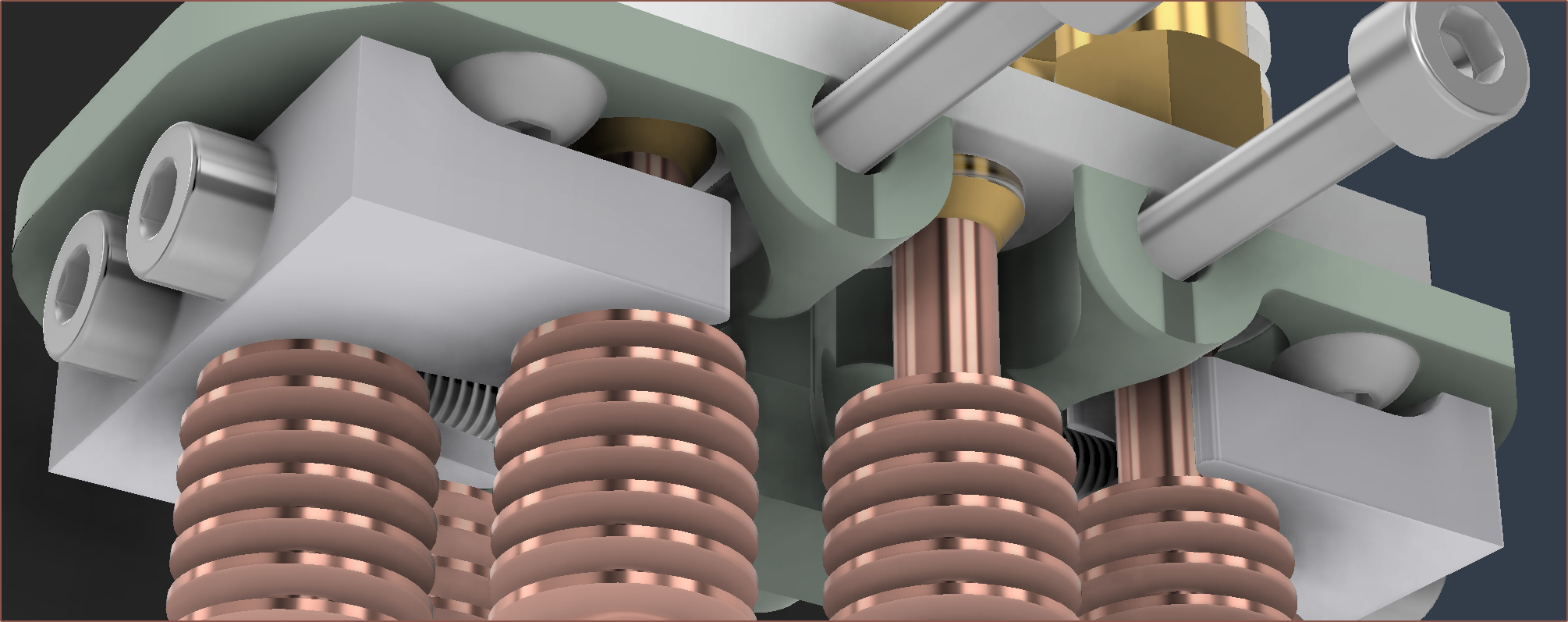 The potential problem is that it's likely going to be somewhat difficult to print on FFF. It should be possible though, but it's certainly a stress test.
The potential problem is that it's likely going to be somewhat difficult to print on FFF. It should be possible though, but it's certainly a stress test.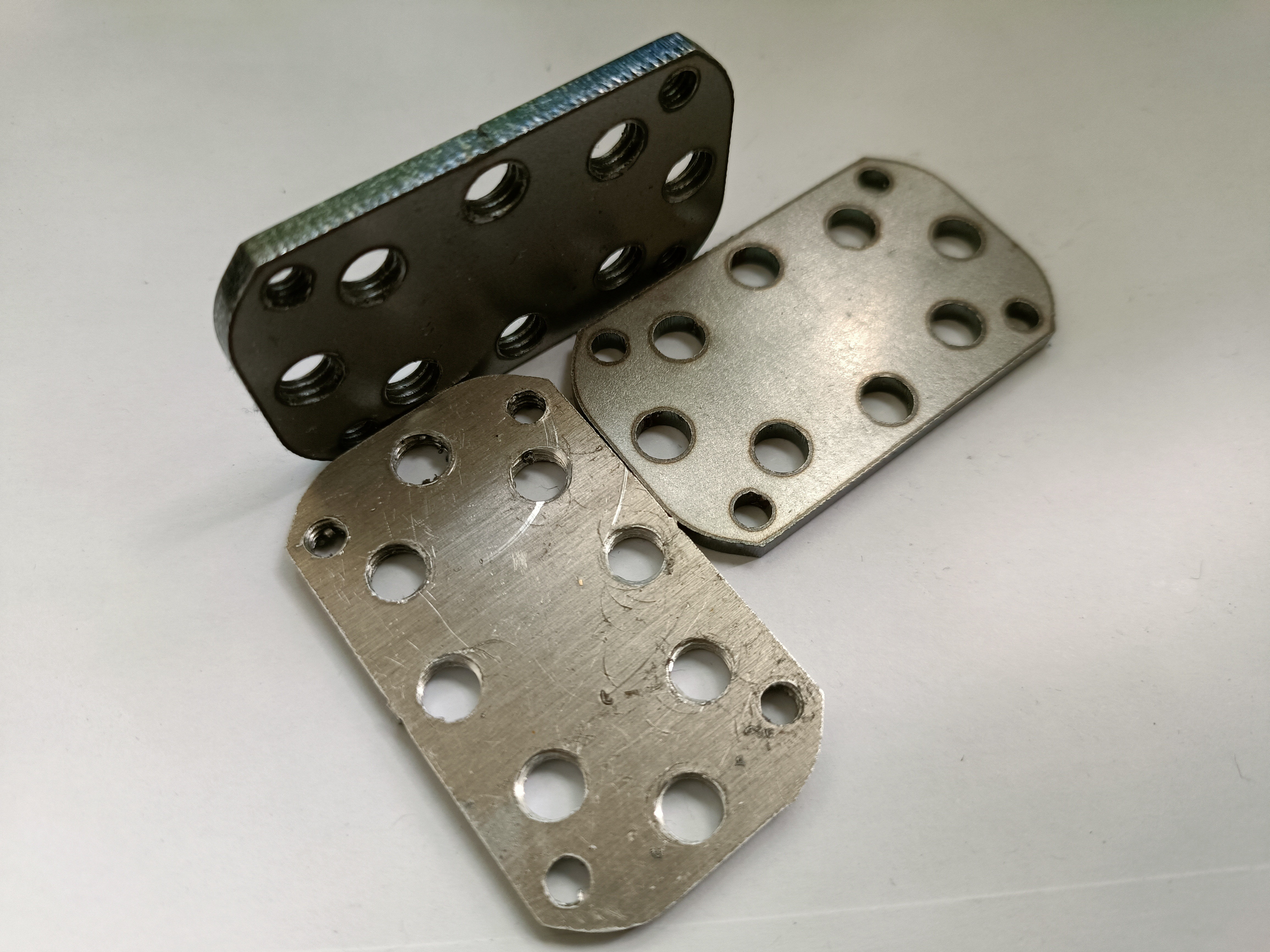
 Tapping
Tapping The technician said that I'd be able to feel when I need to back up the tap and they were right. There's noticeably more force to tap, and I could feel when the chips were adding more friction. I didn't know how long the aluminium threads would last so I only did 4 holes per thread.
The technician said that I'd be able to feel when I need to back up the tap and they were right. There's noticeably more force to tap, and I could feel when the chips were adding more friction. I didn't know how long the aluminium threads would last so I only did 4 holes per thread. I also used an M6 bolt to ensure quality and retap holes that needed it.
I also used an M6 bolt to ensure quality and retap holes that needed it. 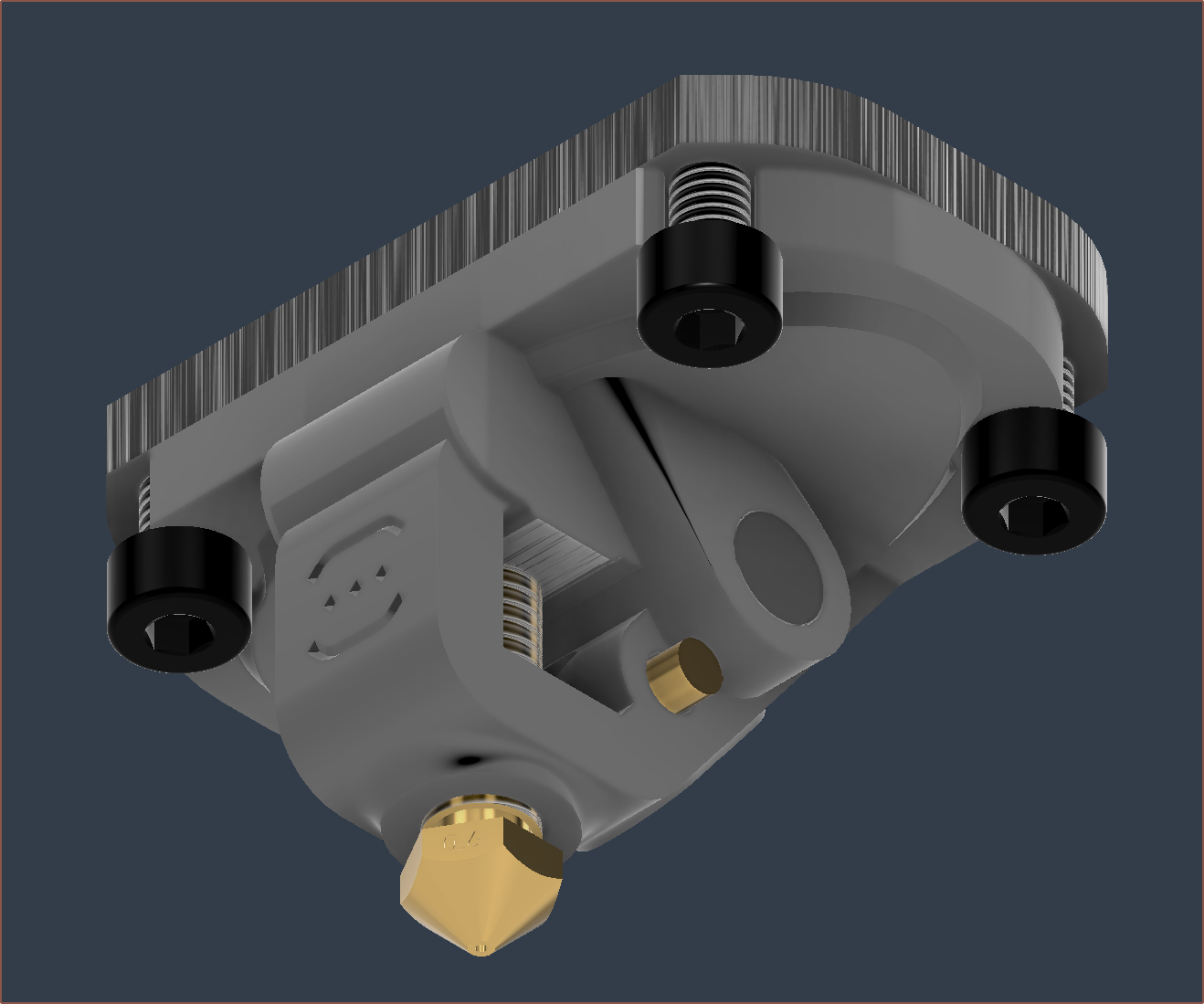







 Me who just spent £50 on new material when even the basics aren't going right:
Me who just spent £50 on new material when even the basics aren't going right:



 For now, I will see how long a new cartridge lasts before making conclusions.
For now, I will see how long a new cartridge lasts before making conclusions.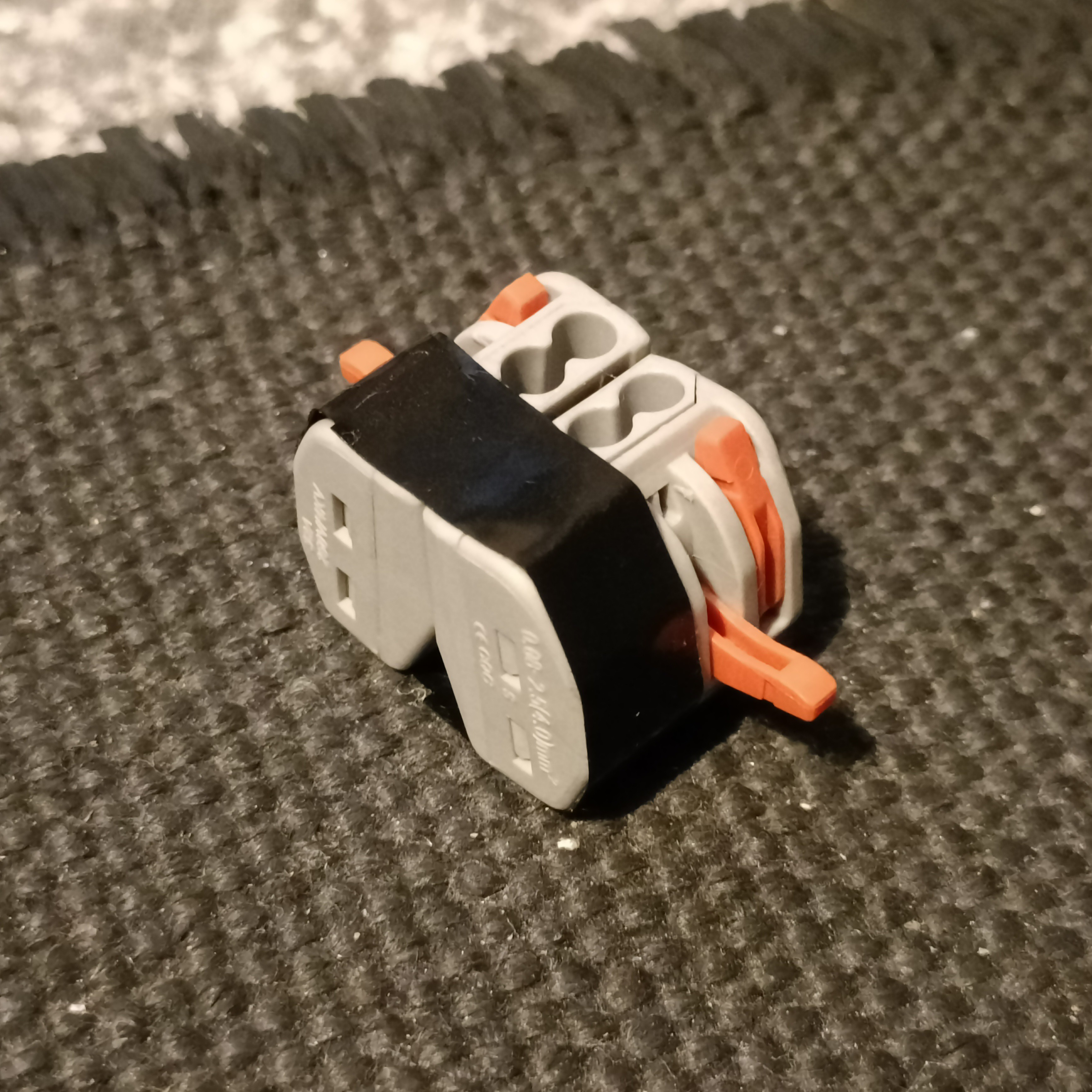




 Heated to 220C, unloaded all filament, cooled to 130C and pulled the c8or apart from the clamp plate. There was material in the heatbreaks and I was able to remove all but 2 channels (TransBlue and Yellow). The modal length is 8.5mm, with 7mm, 11mm and 12mm lengths being cyan, white and transparent respectively. It seems this is approximately where the first copper fin starts.
Heated to 220C, unloaded all filament, cooled to 130C and pulled the c8or apart from the clamp plate. There was material in the heatbreaks and I was able to remove all but 2 channels (TransBlue and Yellow). The modal length is 8.5mm, with 7mm, 11mm and 12mm lengths being cyan, white and transparent respectively. It seems this is approximately where the first copper fin starts.

 Indeed, it's the seal between the gasket and the c8or that doesn't work, not the seal between the gasket and heatbreaks.
Indeed, it's the seal between the gasket and the c8or that doesn't work, not the seal between the gasket and heatbreaks.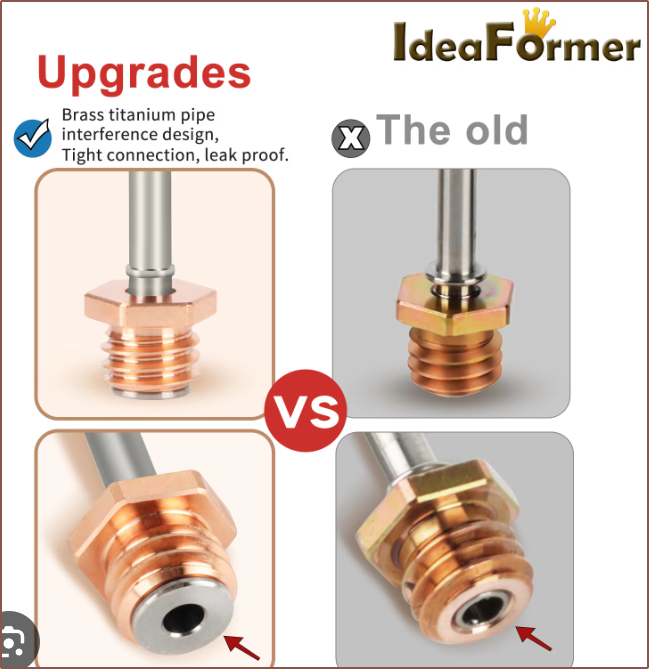


 I'm also considering remaking the clamp plate out of (stainless) steel as it's 3 times as stiff as aluminium. The current plate seems a tad flexible for my tastes.
I'm also considering remaking the clamp plate out of (stainless) steel as it's 3 times as stiff as aluminium. The current plate seems a tad flexible for my tastes.



 This does seem to make a lot more sense, considering how much current the 70W would usually see:
This does seem to make a lot more sense, considering how much current the 70W would usually see: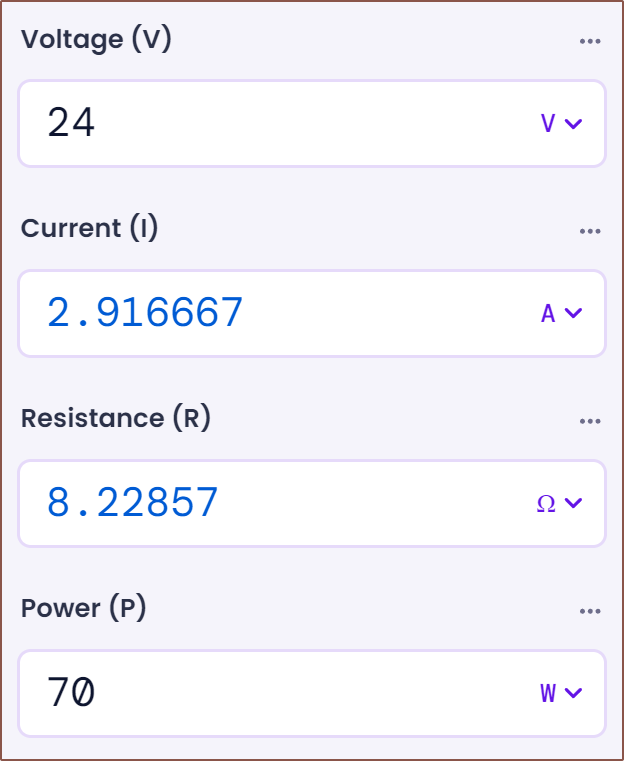 But does that mean that the preinstalled wires for the 50W cartridges are under specced? Or perhaps a silicone + fiberglass insulation allows higher current to be used compared to traditional PVC?
But does that mean that the preinstalled wires for the 50W cartridges are under specced? Or perhaps a silicone + fiberglass insulation allows higher current to be used compared to traditional PVC?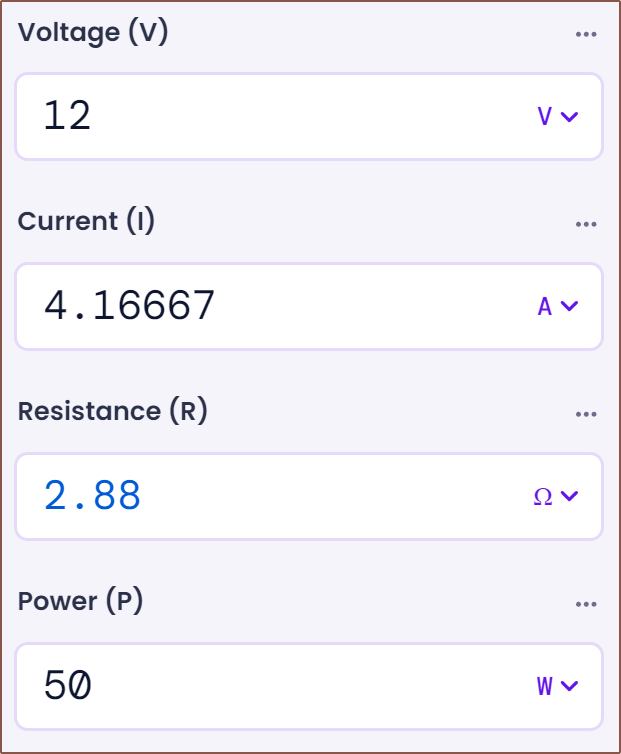
 I guess there's a first for everything.
I guess there's a first for everything.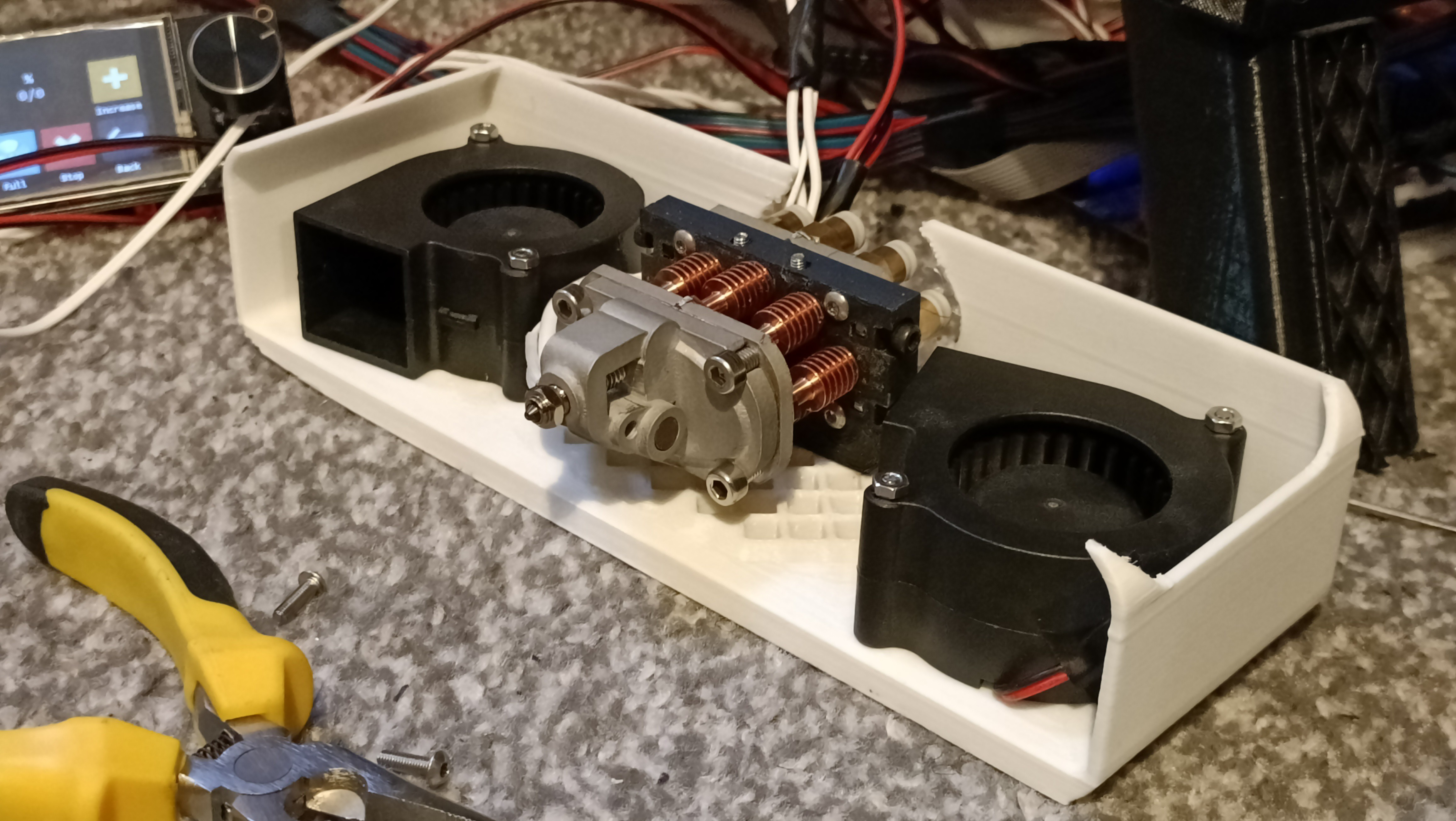 As you can see, I've been able to assemble the Coaxial Hotend once again after 5 entire months.
As you can see, I've been able to assemble the Coaxial Hotend once again after 5 entire months.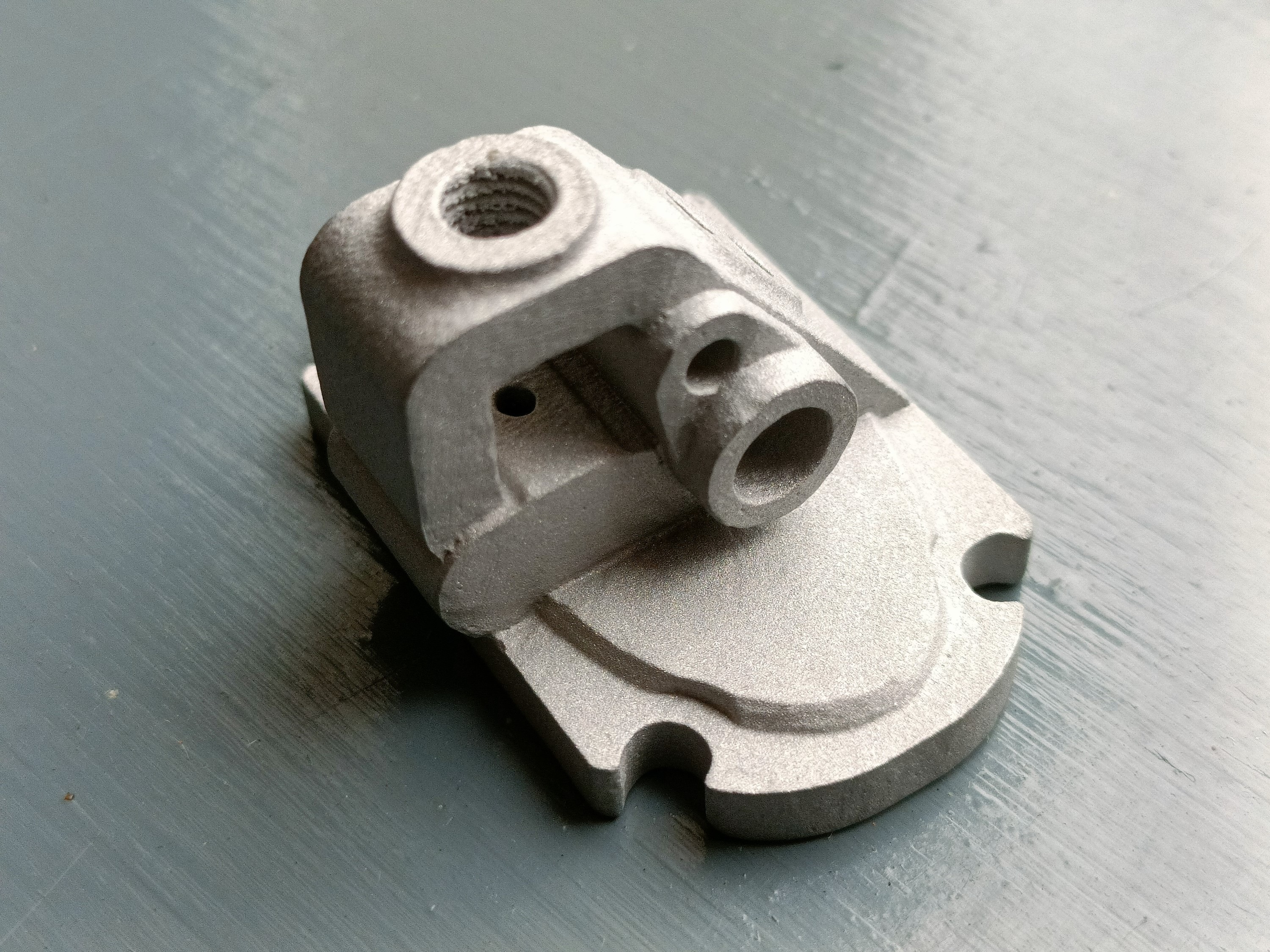


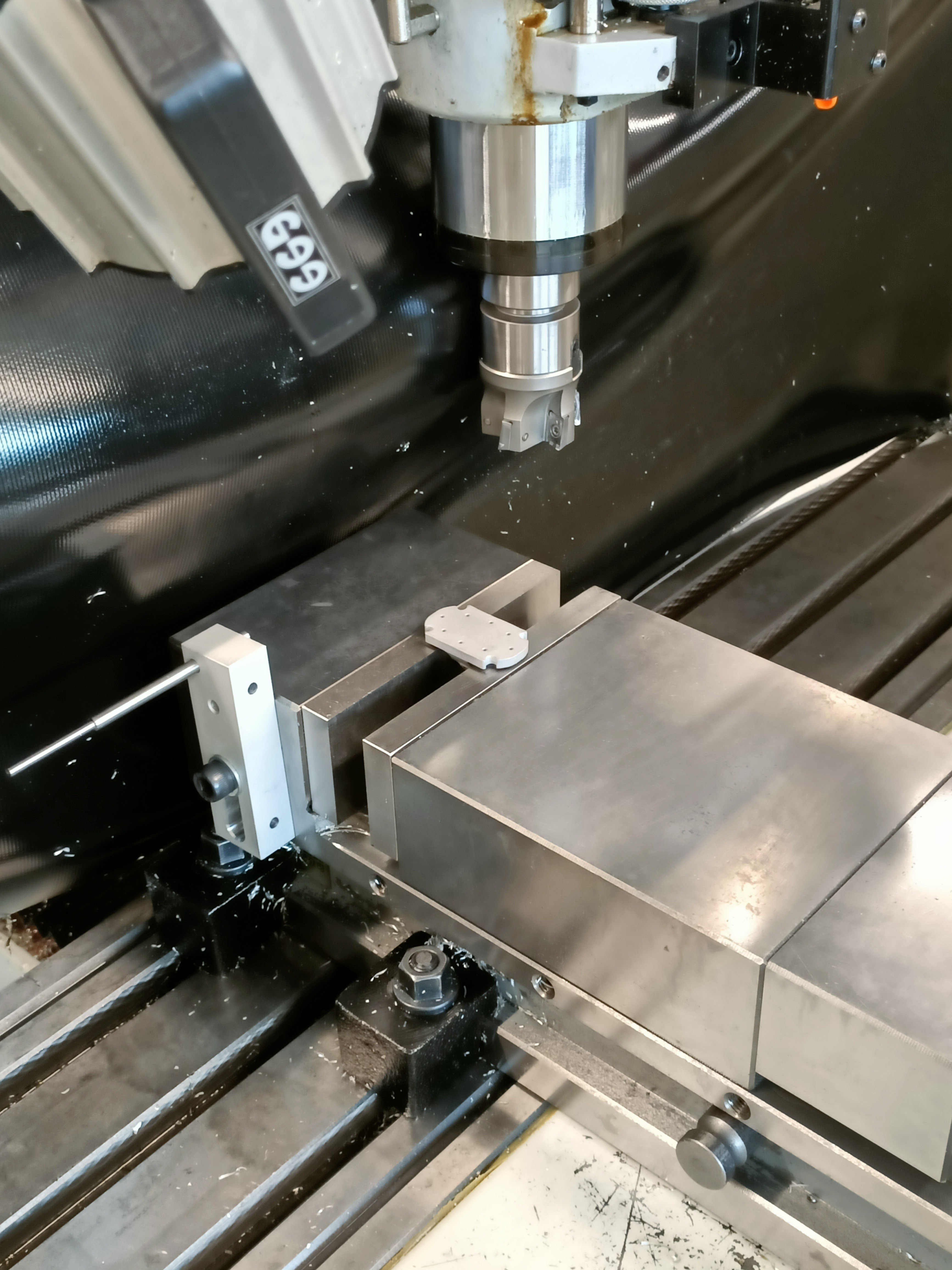 It took 4-5 minutes to prepare the machine (clamp the part, home the tool, lower by 0.15mm) and less than 30 seconds for the face to be flattened entirely in one single pass. Then the technician scrubbed the face in circles on some emery cloth.
It took 4-5 minutes to prepare the machine (clamp the part, home the tool, lower by 0.15mm) and less than 30 seconds for the face to be flattened entirely in one single pass. Then the technician scrubbed the face in circles on some emery cloth. With the plate installed, I was able to confirm that there's no powder inside by using a syringe to push air through one input (covering as many others as I could with a thumb) and feeling the air from the output.
With the plate installed, I was able to confirm that there's no powder inside by using a syringe to push air through one input (covering as many others as I could with a thumb) and feeling the air from the output.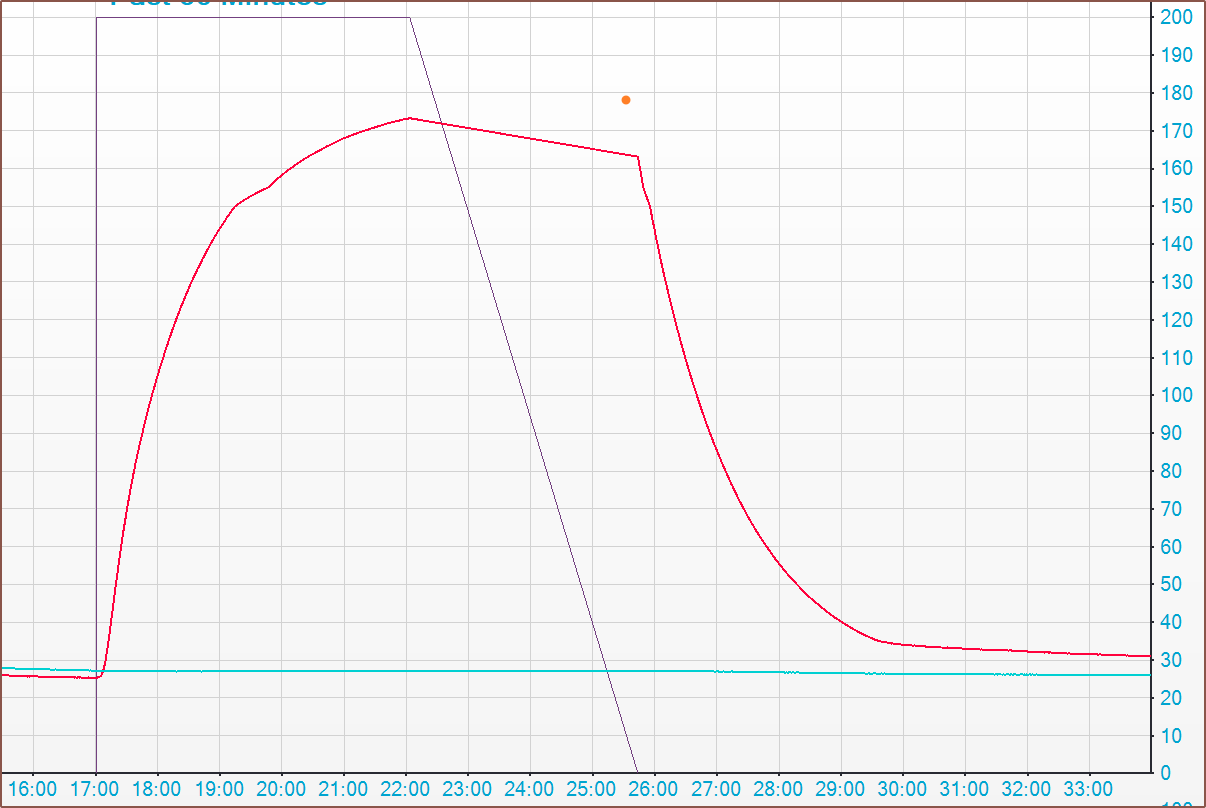
 I've also started on the beginnings of Coaxial8or R3, which trades a bit of futuristic form for thermally-conductive function:
I've also started on the beginnings of Coaxial8or R3, which trades a bit of futuristic form for thermally-conductive function: